Pulverbeschichtung von Blechen: Berücksichtigung des Schichtaufbaus bei Toleranzen
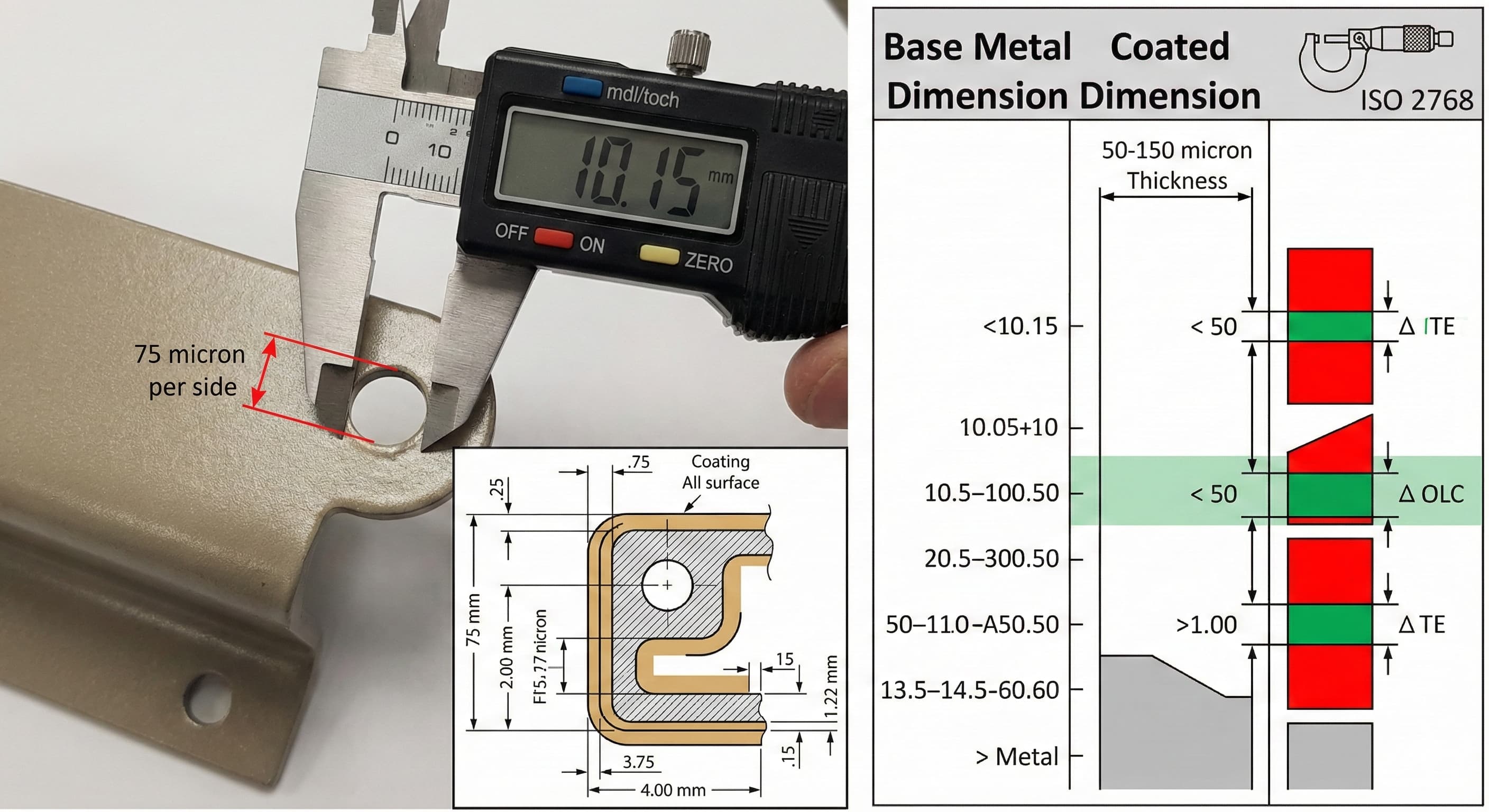
Die Schichtdicke der Pulverbeschichtung ist eine der am häufigsten übersehenen Variablen bei der Präzisionsblechfertigung. Eine typische Pulverbeschichtung trägt 50-150 Mikrometer auf alle Oberflächen auf, was die Maßgenauigkeit grundlegend verändert und eine sorgfältige Toleranzplanung von der Entwurfsphase bis zur Endkontrolle erfordert.
Wichtige Erkenntnisse:
- Die Standarddicke der Pulverbeschichtung liegt zwischen 50 und 150 Mikrometern, was sich direkt auf die Maßtoleranzen aller beschichteten Oberflächen auswirkt.
- Kritische Maße müssen den Schichtaufbau durch eine bewusste Unterdimensionierung der Basismetallkomponenten berücksichtigen.
- Die allgemeinen Toleranzen nach ISO 2768 reichen für pulverbeschichtete Teile, die eine präzise Passform und Montage erfordern, nicht aus.
- Eine vorausschauende Dimensionsplanung vor der Beschichtung kann kostspielige Nacharbeiten verhindern und die ordnungsgemäße Funktion des Teils gewährleisten.
Verständnis der Variablen der Pulverbeschichtungsdicke
Die Dicke der Pulverbeschichtung variiert erheblich in Abhängigkeit von der Auftragsmethode, der Pulverart und der Substratvorbereitung. Das elektrostatische Sprühverfahren erzeugt typischerweise Filme zwischen 60 und 120 Mikrometern, während die Wirbelbettbeschichtung je nach Teiletemperatur und Eintauchzeit 150-500 Mikrometer erreichen kann.
Die Beziehung zwischen der Pulverpartikelgröße und der endgültigen Dicke folgt vorhersagbaren Mustern. Feine Pulver (10-30 Mikrometer) erzeugen glattere Oberflächen, erfordern aber mehrere Durchgänge für eine ausreichende Dicke, während grobe Pulver (30-80 Mikrometer) schnell eine Dicke aufbauen, aber die Oberflächenqualität bei detaillierten Merkmalen beeinträchtigen können.
Die Substratgeometrie beeinflusst die Beschichtungsverteilung erheblich. Innenecken und vertiefte Bereiche erhalten typischerweise 70-80 % der Dicke, die auf flachen Oberflächen zu finden ist, während äußere Kanten und scharfe Ecken aufgrund der elektrischen Feldkonzentration während der Applikation oft 120-150 % der Nenndicke ansammeln.
Die Temperaturkontrolle während der Aushärtung beeinflusst die endgültige Dicke durch Fließ- und Nivelliereigenschaften. Polyesterpulver härten optimal bei 180-200 °C aus und erzeugen eine gleichmäßige Dicke mit minimaler Orangenhautstruktur. Epoxidformulierungen benötigen 160-180 °C, bieten aber eine hervorragende Kantenabdeckung und Durchdringung komplexer Geometrien.
Dimensionale Auswirkungen auf gängige Blechmerkmale
Löcher und innere Merkmale erfahren eine Durchmesserreduzierung, die dem Doppelten der Beschichtungsdicke entspricht. Ein 10,0 mm großes Loch mit einer 75-Mikrometer-Beschichtung wird zu 9,85 mm, was einer Dimensionsänderung von 1,5 % entspricht, die das ordnungsgemäße Einsetzen von Befestigungselementen oder die Montage von Komponenten verhindern kann.
Gewindemerkmale stellen besondere Herausforderungen dar, da sich die Beschichtung sowohl auf dem Außendurchmesser als auch auf dem Kerndurchmesser aufbaut. M6 x 1,0-Gewinde mit einer 100-Mikrometer-Beschichtung erfordern möglicherweise eine Anpassung des Gewindebohrers von 5,0 mm auf 5,2 mm, um den ordnungsgemäßen Gewindeeingriff nach der Beschichtung aufrechtzuerhalten.
Gebogene Kanten und geformte Merkmale sammeln Beschichtungsdicke sowohl auf der Innen- als auch auf der Außenseite der Radien an.Berechnungen des minimalen Biegeradius müssen die Beschichtungsdicke berücksichtigen, um Risse während des Biegeprozesses oder der Beschichtungsapplikation zu vermeiden.
Schlitzbreiten verringern sich um das Doppelte der Beschichtungsdicke, was sich auf Gleitpassungen und Spielräume auswirkt. Ein 12,0 mm breiter Schlitz wird mit einer 75-Mikrometer-Beschichtung zu 11,85 mm, wodurch möglicherweise Komponenten gebunden werden, die für H7/g6-Passungen ausgelegt sind.
Materialspezifische Beschichtungsüberlegungen
Verschiedene Substratmaterialien weisen unterschiedliche Beschichtungshaftungs- und Dickengleichmäßigkeitsmerkmale auf, die sich direkt auf die Maßgenauigkeit auswirken.
| Materialqualität | Typischer Dickenbereich (μm) | Gleichmäßigkeitsfaktor | Kantenaufbau | Kostenauswirkung |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15% | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20% | 1.1-1.3x | €2.30/m² |
| Kaltgewalzter Stahl | 70-120 | ±10% | 1.3-1.5x | €2.80/m² |
| Edelstahl 304 | 80-130 | ±25% | 1.0-1.2x | €3.50/m² |
| Verzinkter Stahl | 75-125 | ±12% | 1.4-1.6x | €3.00/m² |
Aluminiumsubstrate bieten im Allgemeinen die am besten vorhersagbare Beschichtungsdicke aufgrund der ausgezeichneten elektrostatischen Anziehung und der gleichmäßigen Oberflächenvorbereitung. Die natürliche Oxidschicht verbessert die Pulverhaftung und sorgt gleichzeitig für einen gleichmäßigen Schichtaufbau über komplexe Geometrien hinweg.
Kaltgewalzter Stahl erfordert eine Phosphatierung für eine optimale Haftung, wodurch die Gesamtdicke um 5-10 Mikrometer erhöht wird. Diese Vorbehandlung verbessert die Beschichtungsgleichmäßigkeit, erhöht aber die Dimensionsvariation, insbesondere um Schweißverbindungen und Wärmeeinflusszonen herum.
Edelstahlsubstrate stellen aufgrund ihrer passiven Oxidschicht besondere Herausforderungen dar. Mechanischer Abrieb oder chemisches Ätzen wird für eine ausreichende Haftung erforderlich, was möglicherweise die Abmessungen des Basismaterials vor der Beschichtungsapplikation beeinflusst.
Toleranzdesignstrategien
Ein effektives Toleranzdesign für pulverbeschichtete Teile erfordert eine systematische Dimensionskompensation basierend auf Vorhersagen der Beschichtungsdicke und geometrischer Komplexität.
Kritische Maße sollten beschichtungsfreie Zonen durch Maskierung oder Nachbearbeitung nach der Beschichtung angeben. Das Maskieren kostet zusätzlich 0,50-1,20 € pro Merkmal, gewährleistet aber die Maßgenauigkeit für Lagerflächen, Gewindebohrungen und Präzisionspassungen.
Die bilaterale Tolerierung bietet optimale Flexibilität für beschichtete Abmessungen. Anstatt 25,0 ±0,1 mm anzugeben, verwenden Sie 24,925 +0,175/-0,025 mm, um die erwartete Beschichtungsdicke zu berücksichtigen und gleichzeitig die funktionalen Anforderungen zu erfüllen.
Für hochpräzise Ergebnisse,Holen Sie sich in 24 Stunden ein Angebot von Microns Hub.
Die funktionale Dimensionierung trennt kritische von nicht-kritischen Merkmalen. Lagerdurchmesser, Passflächen und Montagebezüge erfordern eine enge Kontrolle, während ästhetische Oberflächen Standardbeschichtungsvariationen ohne funktionale Auswirkungen aufnehmen können.
Die statistische Toleranzanalyse wird für Baugruppen, die mehrere beschichtete Komponenten enthalten, unerlässlich. Die Monte-Carlo-Simulation hilft, die Erfolgsraten der Baugruppe vorherzusagen und kritische Toleranzbeiträge zu identifizieren, bevor die Produktion beginnt.
Qualitätskontrolle und Inspektionsmethoden
Die Messung der Beschichtungsdicke erfordert zerstörungsfreie Techniken, die für Produktionsumgebungen geeignet sind. Magnetische und Wirbelstrommessgeräte bieten eine Genauigkeit von ±2-5 % für die meisten Anwendungen, während Ultraschallmethoden eine Präzision von ±1-2 % bei komplexen Geometrien erreichen.
Zerstörende Tests durch Querschnittsanalyse bieten eine definitive Dickenmessung und Bewertung der Beschichtungsqualität. Diese Methode identifiziert Delamination, Porosität und Haftungsprobleme, die die langfristige Dimensionsstabilität beeinträchtigen.
Die In-Prozess-Überwachung während der Pulverapplikation trägt zur Aufrechterhaltung einer gleichmäßigen Dicke bei. Die elektrostatische Spannung, die Pulverflussrate und die Teileerdung beeinflussen die endgültige Dicke und sollten für jede Produktionscharge aufgezeichnet werden.
Die Dimensionsprüfung nach der Aushärtung muss die Beschichtungsschrumpfung während der Polymerisation berücksichtigen. Duroplastische Pulver schrumpfen typischerweise 2-5 % während der Aushärtung, was sich auf die endgültigen Abmessungen auswirkt und möglicherweise innere Spannungen in dünnwandigen Komponenten erzeugt.
| Prüfmethode | Genauigkeit | Kosten pro Test | Benötigte Zeit | Beste Anwendung |
|---|---|---|---|---|
| Magnetisches Abziehen | ±5% | €0.20 | 10 Sekunden | Eisenhaltige Substrate |
| Wirbelstrom | ±3% | €0.35 | 15 Sekunden | Nichteisenmetalle |
| Ultraschall | ±2% | €0.50 | 30 Sekunden | Komplexe Geometrien |
| Querschnitt | ±1% | €15.00 | 45 Minuten | Qualitätsvalidierung |
| Beta-Rückstreuung | ±2% | €0.80 | 60 Sekunden | Automatisierte Systeme |
Prozessintegration in den Fertigungsablauf
Eine erfolgreiche Integration der Pulverbeschichtung erfordert die Koordination zwischen Design, Fertigung und Endbearbeitung.Unsere Fertigungsdienstleistungen umfassen diesen kompletten Workflow, um die Maßgenauigkeit während der gesamten Produktionssequenz zu gewährleisten.
Die Vorfertigung vor der Beschichtung muss die Beschichtungsdicke bei allen bearbeiteten Merkmalen berücksichtigen. Die CNC-Programmierung erfordert Offset-Anpassungen, die typischerweise zwischen 0,050 und 0,150 mm liegen, abhängig von der erwarteten Beschichtungsdicke und der Kritikalität des Merkmals.
Die Vorrichtungsgestaltung beeinflusst die Beschichtungsverteilung und die endgültigen Abmessungen. Kontaktpunkte erzeugen Beschattungen der Beschichtung, während eine übermäßige Klemmkraft dünne Abschnitte während des Aushärtungszyklus verformen kann. Federbelastete Vorrichtungen halten die Teilepositionierung aufrecht und gleichen gleichzeitig die Wärmeausdehnung aus.
Die Vorbereitung der Schweißnaht wird kritisch, da Beschichtungsdickenschwankungen um Wärmeeinflusszonen herum Spannungskonzentrationen und Dimensionsinkonsistenzen erzeugen können. Das Nachschleifen der Schweißnaht zu einem gleichmäßigen Oberflächenprofil gewährleistet eine gleichmäßige Beschichtungsapplikation.
Ähnlich wie bei Spritzgussdienstleistungen die eine präzise Temperatur- und Druckkontrolle erfordern, erfordert die Pulverbeschichtung ein sorgfältiges Parametermanagement, um konsistente Ergebnisse über Produktionsläufe hinweg zu erzielen.
Kostenoptimierung durch Design
Ein beschichtungsoptimiertes Design reduziert sowohl die Materialkosten als auch die Dimensionsvariation und erhält gleichzeitig die funktionalen Anforderungen aufrecht. Einfache geometrische Merkmale beschichten gleichmäßiger als komplexe Formen, wodurch die Dickenschwankung reduziert und die Vorhersagbarkeit verbessert wird.
Die Teilekonsolidierung durch Schweißen oder mechanische Montage vor der Beschichtung eliminiert mehrere Beschichtungsvorgänge und reduziert den Dimensionsaufbau. Die einteilige Konstruktion kostet typischerweise 15-25 % weniger als die separate Beschichtung einzelner Komponenten.
Die Anforderungen an die Oberflächenvorbereitung variieren erheblich in Abhängigkeit vom Substratzustand und der Beschichtungsspezifikation. Das Entfernen von Walzzunder kostet zusätzlich 1,50-3,00 € pro Quadratmeter, gewährleistet aber eine gleichmäßige Beschichtungshaftung und -dicke. Die chemische Reinigung kostet 0,80-1,20 € pro Quadratmeter und eignet sich für die meisten kommerziellen Anwendungen.
Rückgewinnungspulversysteme können die Materialkosten um 20-40 % senken und gleichzeitig die Beschichtungsqualität aufrechterhalten. Die Dickenkontrolle wird jedoch aufgrund von Partikelgrößenänderungen während des Rückgewinnungsprozesses schwieriger, was eine häufigere Kalibrierung und Überwachung erfordert.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser personalisierter Serviceansatz bedeuten, dass jedes Projekt die Liebe zum Detail erhält, die für konsistente Pulverbeschichtungsergebnisse erforderlich ist.
Fortschrittliche Beschichtungstechnologien und Dickenkontrolle
Elektrostatische Scheiben- und Rotationsglockenapplikatoren bieten eine überlegene Dickengleichmäßigkeit im Vergleich zu herkömmlichen Spritzpistolen. Diese Systeme erreichen eine Dickenschwankung von ±5-8 % auf flachen Oberflächen und ±10-15 % auf komplexen Geometrien, was die Dimensionsvorhersagbarkeit verbessert.
Die Impulsladetechnologie ermöglicht eine präzise Steuerung der Pulverauftragsraten und der endgültigen Dicke. Kurze Impulsdauern (0,1-0,5 Sekunden) bauen dünne Filme allmählich auf, während längere Impulse (1-3 Sekunden) effizient die maximale Dicke erreichen.
Infrarot-Aushärtungssysteme bieten eine verbesserte Temperaturkontrolle im Vergleich zu Konvektionsöfen, wodurch der Beschichtungsfluss reduziert und gleichmäßigere endgültige Abmessungen erzielt werden. Nah-Infrarot-Wellenlängen (0,7-1,4 μm) dringen effektiv in Pulverfilme ein und minimieren gleichzeitig die Substraterwärmung.
Die Plasmavorbehandlung verbessert die Beschichtungshaftung auf schwierigen Substraten und erhält gleichzeitig die Maßgenauigkeit aufrecht. Die Niederdruckplasmareinigung entfernt Oberflächenverunreinigungen ohne mechanischen Abrieb und bewahrt so die Abmessungen des Basismaterials vor der Beschichtung.
Branchenspezifische Anwendungen und Anforderungen
Automobilkomponenten erfordern eine gleichmäßige Beschichtungsdicke innerhalb von ±10 Mikrometern für eine ordnungsgemäße Passform und Verarbeitung. Türgriffe, Zierteile und Strukturkomponenten müssen die Maßgenauigkeit beibehalten und gleichzeitig einen Korrosionsschutz für eine Lebensdauer von mehr als 10 Jahren bieten.
Luft- und Raumfahrtanwendungen erfordern eine statistische Prozesskontrolle mit Cpk-Werten von mehr als 1,33 für alle Dimensionsmerkmale. Die Dokumentation der Beschichtungsdicke wird Teil der dauerhaften Aufzeichnung und erfordert die Rückverfolgbarkeit zu einzelnen Pulverchargen und Aushärtungszyklen.
Medizinproduktekomponenten spezifizieren oft biokompatible Pulverformulierungen mit kontrollierter Dicke für die FDA-Konformität. Chirurgische Instrumente erfordern eine Beschichtungsdicke von weniger als 50 Mikrometern, um die Schärfe und das taktile Feedback aufrechtzuerhalten.
Elektronikgehäuse benötigen eine präzise Dickenkontrolle um Kühlöffnungen und Verbinderöffnungen herum. Ein übermäßiger Beschichtungsaufbau kann den Luftstrom einschränken oder ein ordnungsgemäßes Zusammenpassen verhindern, während eine unzureichende Abdeckung die Wirksamkeit der EMI-Abschirmung beeinträchtigt.
Fehlerbehebung bei häufigen Dickenproblemen
Die Orangenhautstruktur deutet auf eine übermäßige Beschichtungsdicke oder unsachgemäße Aushärtungsbedingungen hin. Das Reduzieren der Pulverflussrate um 10-20 % oder das Erhöhen der Aushärtungstemperatur um 10-15 °C behebt typischerweise Oberflächenqualitätsprobleme und erhält gleichzeitig einen angemessenen Schutz.
Dünne Stellen um Kanten und Ecken entstehen durch übermäßige Teileerdung oder unzureichende Pulveraufladung. Das Anpassen der elektrostatischen Spannung von 60-90 kV verbessert oft die Abdeckungsgleichmäßigkeit, ohne die Gesamtdicke wesentlich zu beeinträchtigen.
Beschichtungsläufer und -säcke treten auf, wenn die Filmdicke vor der Gelierung kritische Grenzen überschreitet. Die meisten Pulverformulierungen beginnen bei 80-120 Mikrometern zu fließen, was eine Temperaturrampensteuerung erfordert, um Defekte auf vertikalen Oberflächen zu vermeiden.
Delamination zwischen Beschichtung und Substrat deutet auf Kontamination oder unzureichende Oberflächenvorbereitung hin. Die Lösungsmittelreinigung, gefolgt von mechanischem Abrieb, stellt typischerweise die ordnungsgemäße Haftung und Beschichtungsintegrität wieder her.
Häufig gestellte Fragen
Wie stark sollte ich Lochdurchmesser reduzieren, um die Dicke der Pulverbeschichtung zu berücksichtigen?
Reduzieren Sie die Lochdurchmesser um das Doppelte der erwarteten Beschichtungsdicke. Erhöhen Sie für eine 75-Mikrometer-Beschichtung die Bohrgröße um 0,15 mm. Ein 10,0 mm großes Fertigloch erfordert einen 10,15 mm großen Bohrerdurchmesser vor der Beschichtung, um die ordnungsgemäßen Endabmessungen zu erzielen.
Kann die Dicke der Pulverbeschichtung konsistent auf ±10 Mikrometer kontrolliert werden?
Ja, mit ordnungsgemäßer Gerätekalibrierung und Prozesskontrolle. Elektrostatische Scheibenapplikatoren in Kombination mit automatischer Pulverflusskontrolle können eine Konsistenz von ±10-15 Mikrometern auf flachen Oberflächen aufrechterhalten, obwohl komplexe Geometrien eine Schwankung von ±20-25 Mikrometern aufweisen können.
Sollten Gewindebohrungen vor oder nach der Pulverbeschichtung geschnitten werden?
Das Gewindeschneiden sollte für kritische Anwendungen nach der Beschichtung erfolgen. Maskieren Sie Gewinde während der Beschichtung oder verwenden Sie spezielle Niedertemperatur-Aushärtungsformulierungen, die die Gewindeschneidwerkzeuge nicht beschädigen. Das Gewindeschneiden vor der Beschichtung erfordert übergroße Gewindebohrer und birgt das Risiko von Gewindeschäden während der Beschichtungsentfernung.
Welchen Toleranzgrad sollte ich für pulverbeschichtete Blechteile angeben?
Verwenden Sie die Toleranzgrade IT12 oder IT13 für nicht-kritische Abmessungen an beschichteten Teilen und erhöhen Sie sie auf IT9 oder IT10 für funktionale Oberflächen mit Nachbearbeitung nach der Beschichtung. Die allgemeinen Toleranzen nach ISO 2768-m reichen für Präzisionsbaugruppen mit pulverbeschichteten Komponenten nicht aus.
Wie wirkt sich die Beschichtungsdicke auf das Teilegewicht und die Balance aus?
Die Beschichtung fügt ungefähr 0,1-0,4 g pro Quadratmeter pro Mikrometer Dicke hinzu. Ein 1000 cm² großes Teil mit einer 100-Mikrometer-Beschichtung gewinnt 1-4 Gramm, was möglicherweise die dynamische Balance in rotierenden Komponenten oder Präzisionsmechanismen beeinträchtigt.
Kann ich unterschiedliche Beschichtungsdicken auf demselben Teil angeben?
Selektives Maskieren ermöglicht eine Dickenvariation, erhöht aber die Kosten um 2-5 € pro maskiertem Merkmal. Alternativ können Sie die Nachbearbeitung nach der Beschichtung für kritische Abmessungen angeben und gleichzeitig die Standarddicke auf nicht-funktionalen Oberflächen akzeptieren.
Was passiert mit der Beschichtungsdicke an Schweißnähten und Wärmeeinflusszonen?
Schweißbereiche erhalten typischerweise 80-120 % der Nenndicke aufgrund von Oberflächenrauheit und geometrischen Effekten. Wärmeeinflusszonen können eine reduzierte Haftung aufweisen, was eine mechanische Oberflächenvorbereitung vor der Beschichtung für konsistente Ergebnisse erfordert.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece