Snížení nákladů na nástroje: Modulární formy a strategie rodinných nástrojů
Náklady na nástroje mohou spotřebovat 30–40 % rozpočtu výrobního projektu, přesto většina společností přistupuje k návrhu forem s jednostranným myšlením. Modulární formy a rodinné nástroje představují strategický posun směrem k optimalizaci nákladů bez kompromisů v kvalitě – snižují náklady na nástroje o 25–60 % a zároveň zkracují dodací lhůty a zlepšují flexibilitu výroby.
Klíčové poznatky:
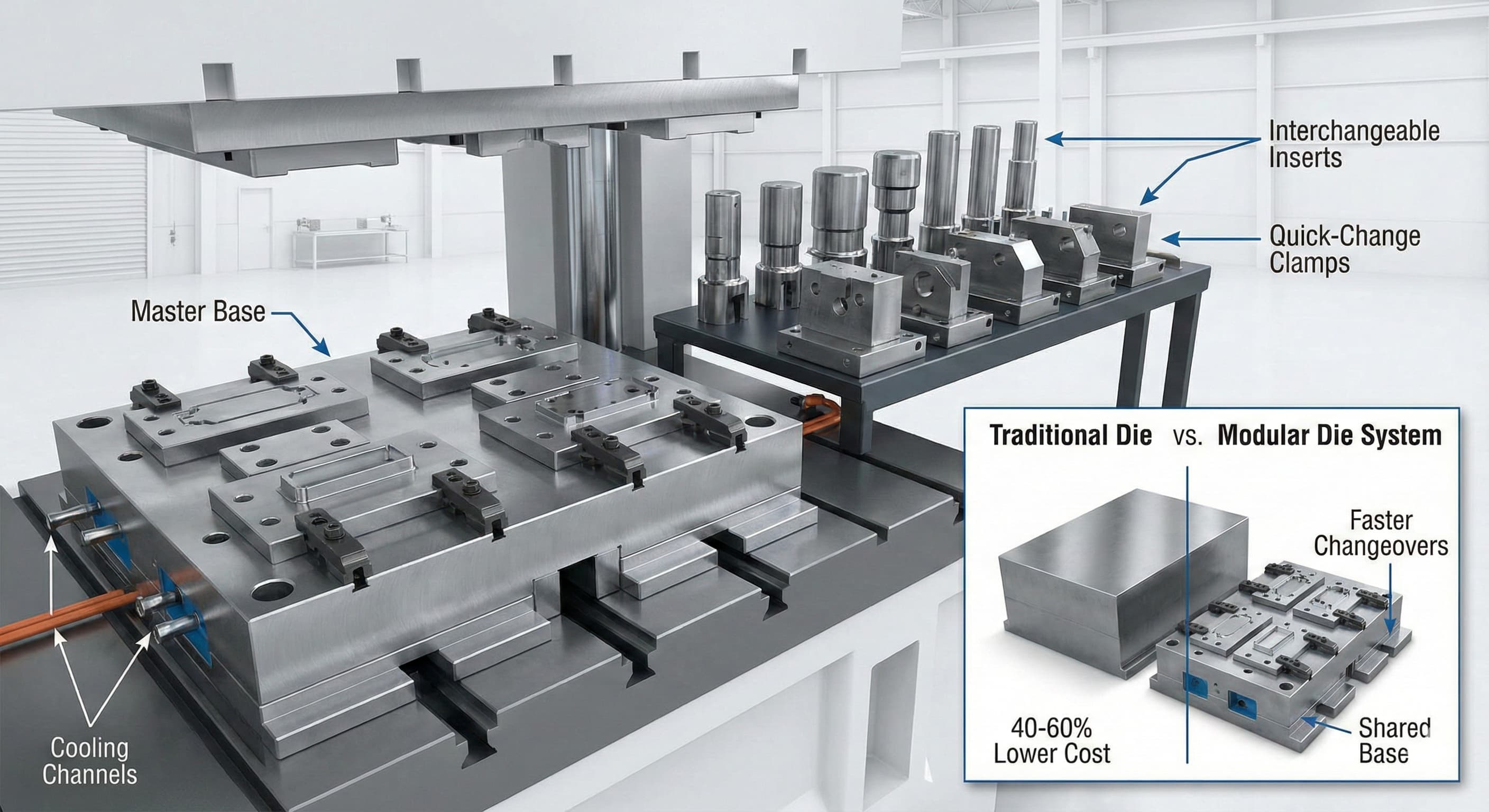
- Modulární systémy forem snižují počáteční investici do nástrojů o 40–60 % díky sdíleným základním komponentům a vyměnitelným vložkám.
- Rodinné nástroje umožňují současnou výrobu více variant dílů, optimalizují využití strojů a snižují náklady na jeden díl.
- Strategické plánování modularity vyžaduje předběžnou analýzu, ale přináší 3–5násobnou návratnost investice během životnosti nástroje.
- Správný výběr materiálu a přesná výroba jsou kritické – základny z nástrojové oceli H13 s vložkami P20 poskytují optimální poměr trvanlivosti a nákladů.
Porozumění architektuře modulárních forem
Modulární formy zásadně restrukturalizují tradiční nástroje oddělením pevných základních komponent od variabilních tvářecích prvků. Základní struktura obsahuje vyhazovací systém, chladicí kanály a montážní rozhraní, zatímco vyměnitelné vložky definují geometrii dílu. Tato architektura umožňuje výrobcům využívat značné úspory z rozsahu v rámci produktových řad.
Typický modulární systém se skládá ze tří primárních úrovní: hlavní základna (15 000–45 000 EUR), standardizované podložky (3 000–8 000 EUR za kus) a přesné vložky (500–2 500 EUR za dutinu). Při výrobě 5–10 souvisejících dílů snižuje sdílená základní infrastruktura náklady na jednotlivé nástroje o 40–60 % ve srovnání s vyhrazenými formami.
Výběr materiálu hraje klíčovou roli v úspěchu modularity. Nástrojová ocel H13 (kalená na 48–52 HRC) poskytuje optimální základ pro velkoobjemové aplikace a nabízí výjimečnou odolnost proti tepelnému cyklování a rozměrovou stabilitu. Pro menší objemy výroby poskytuje ocel P20 (28–32 HRC) adekvátní výkon při o 30 % nižších nákladech. Materiály vložek závisí na složitosti dílu: jednoduché geometrie používají P20, zatímco složité prvky vyžadující ostré detaily těží z nástrojové oceli A2 kalené na 58–62 HRC.
Úvahy o návrhu přesahují výběr materiálu. Modulární systémy vyžadují přesné mechanismy pro vyrovnání – obvykle dosažené pomocí kolíkových trnů s přesností polohování ±0,02 mm a mechanických svorek schopných upínacího tlaku 150–200 barů. Návrh chladicího systému se stává složitějším a vyžaduje rychlospojky a flexibilní systémy potrubí pro přizpůsobení různým konfiguracím vložek.
Strategie návrhu rodinných nástrojů
Rodinné nástroje konsolidují více variant dílů do jediného nástrojového systému, maximalizují využití stroje a minimalizují náklady na nastavení. Tato strategie funguje obzvláště dobře pro komponenty se stejnou tloušťkou materiálu, rozměrovými obálkami a objemy výroby.
Tři primární konfigurace rodinných nástrojů dominují výrobním aplikacím: uspořádání do pásu, kruhové uspořádání a modulární bloky dutin. Uspořádání do pásu uspořádává díly lineárně, ideální pro progresivní operace a díly s podobnými geometriemi. Kruhové uspořádání optimalizuje využití materiálu pro kulaté nebo kompaktní komponenty, zatímco modulární bloky dutin poskytují maximální flexibilitu pro smíšené rodiny dílů.
Kritické parametry návrhu zahrnují rozestup dutin, optimalizaci systému vtoků a synchronizaci vyhazování. Minimální rozestup dutin se obvykle pohybuje od 25 do 40 mm v závislosti na velikosti dílu a požadavcích na tok materiálu. Systémy vtoků musí vyvážit odpad materiálu s kvalitou plnění – systémy horkých vtoků snižují odpad materiálu o 15–25 %, ale zvyšují náklady na nástroj o 20 000–50 000 EUR.
Analýza objemu určuje optimální seskupení rodin. Díly s poměry výroby v rozmezí 3:1 fungují dobře společně, zatímco větší rozdíly vytvářejí neefektivitu. Například seskupení dílu s ročním objemem 100 000 kusů s komponentou o objemu 25 000 kusů maximalizuje využití nástroje, ale spárování se speciální položkou o objemu 5 000 kusů vytváří zbytečnou složitost.
| Konfigurace rodinného nástroje | Optimální počet dílů | Doba nastavení | Materiálová efektivita | Rozsah nákladů na nástroj |
|---|---|---|---|---|
| Rozložení pásu | 2-4 díly | 15-25 minut | 75-85% | €25,000-60,000 |
| Kruhové uspořádání | 4-8 dílů | 20-35 minut | 80-90% | €35,000-80,000 |
| Modulární bloky dutin | 3-6 dílů | 10-20 minut | 70-80% | €40,000-100,000 |
Rovnoměrnost tloušťky stěny se stává obzvláště náročnou u rodinných nástrojů kvůli různým geometriím dílů a vzorům toku. Analýza výpočetní dynamiky tekutin pomáhá optimalizovat umístění vtoků a dimenzování vtoků, aby bylo zajištěno konzistentní plnění ve všech dutinách.
Analýza nákladů a výpočty návratnosti investic
Kvantifikace snížení nákladů na nástroje vyžaduje komplexní analýzu přesahující počáteční investici. Tradiční jednoúčelové nástroje pro pětičlennou rodinu dílů obvykle stojí 150 000–300 000 EUR, zatímco ekvivalentní modulární nebo rodinné nástrojové systémy se pohybují od 80 000 do 180 000 EUR – což představuje okamžitou úsporu 25–40 %.
Skutečná hodnota se však objevuje prostřednictvím analýzy životního cyklu. Modulární systémy umožňují rychlé iterace návrhu prostřednictvím úprav vložek za cenu 1 500–5 000 EUR oproti 25 000–50 000 EUR za kompletní přestavbu nástroje. Rodinné nástroje snižují náklady na nastavení na jeden díl ze 150–300 EUR na 30–75 EUR, což je zvláště působivé pro středně velké výrobní série.
Zkrácení dodací lhůty poskytuje další hodnotu. Standardní nástroje vyžadují 12–16 týdnů pro složité formy, zatímco modulární systémy s předem postavenými základnami to zkracují na 6–10 týdnů pro vývoj nových vložek. Rodinné nástroje eliminují vícenásobné nastavení, čímž zkracují celkovou dobu výroby o 15–30 % pro smíšené série dílů.
Zlepšení využití stroje zvyšuje nákladové výhody. Jednoúčelové nástroje často dosahují 40–60% využití kvůli požadavkům na výměnu a omezením plánování. Rodinné nástroje mohou zvýšit využití na 75–85 %, čímž se efektivně zvyšuje výrobní kapacita bez investic do kapitálového vybavení.
| Kategorie nákladů | Tradiční nástroje | Modulární matrice | Rodinné nástroje | Potenciál úspor |
|---|---|---|---|---|
| Počáteční investice | €200,000 | €120,000 | €100,000 | 40-50% |
| Změny designu | €35,000 | €8,000 | €15,000 | 57-77% |
| Náklady na nastavení/běh | €250 | €180 | €75 | 28-70% |
| Dodací lhůta (týdny) | 14-18 | 8-12 | 10-14 | 30-44% |
Výběr materiálu a úvahy o trvanlivosti
Výběr materiálu nástroje přímo ovlivňuje jak počáteční náklady, tak dlouhodobou trvanlivost. Zvýšená složitost modulárních a rodinných systémů vyžaduje pečlivé sladění materiálu s požadavky aplikace a objemy výroby.
Pro velkoobjemové aplikace tlakového lití přesahující 500 000 cyklů poskytuje nástrojová ocel H13 optimální výkon. Její obsah 1,05 % chromu a 1,50 % molybdenu poskytuje vynikající odolnost proti tepelné únavě a udržuje tvrdost až do 600 °C. Povrchové úpravy, jako je nitridování, prodlužují životnost nástroje o 40–60 %, což zvyšuje náklady na nástroj o 3 000–8 000 EUR, ale snižuje četnost výměn.
Aplikace se středním objemem (100 000–500 000 cyklů) těží z rovnováhy výkonu a nákladů oceli P20. Předem kalená na 28–32 HRC, P20 eliminuje rizika deformace tepelným zpracováním a zároveň poskytuje adekvátní odolnost proti opotřebení. Její vynikající obrobitelnost zkracuje dobu výroby o 20–25 % ve srovnání s H13.
Specializované aplikace vyžadují řešení na míru.Thixoformingové operace pracující při 580–620 °C vyžadují prémiové nástrojové oceli, jako je H11, nebo zakázkové slitiny se zvýšenou tepelnou vodivostí. Zatímco počáteční náklady se zvyšují o 40–60 %, prodloužená životnost nástroje ospravedlňuje investici pro velkoobjemovou výrobu.
Materiály vložek se řídí různými optimalizačními kritérii. Aplikace s častou výměnou upřednostňují obrobitelnost a náklady před maximální trvanlivostí. Ocel 1018 nebo hliník 7075-T6 poskytují adekvátní výkon pro prototypové a maloobjemové výrobní vložky, čímž snižují náklady o 60–70 % ve srovnání s alternativami z nástrojové oceli.
Materiály chladicího systému významně ovlivňují výkon. Chladicí potrubí ze slitiny mědi poskytuje 3x lepší tepelnou vodivost než ocel, ale stojí 4x více. Pro aplikace s vysokým cyklem ospravedlňuje zlepšený odvod tepla investici prostřednictvím zkrácení doby cyklu a prodloužení životnosti nástroje.
Přesnost výroby a kontrola kvality
Modulární a rodinné nástrojové systémy vyžadují zvýšené standardy přesnosti, aby bylo zajištěno správné lícování a konzistentní kvalita dílů. Rozměrové tolerance se zpřísňují o 30–50 % ve srovnání s jednoúčelovými nástroji, přičemž kritická rozhraní vyžadují přesnost ±0,01 mm.
Výroba základních komponentů vytváří základ pro úspěch systému. Montážní plochy vyžadují povrchovou úpravu Ra 0,4 μm nebo lepší, aby se zabránilo mikropohybu během výroby. Otvory pro kolíkové trny udržují toleranci polohy ±0,005 mm, zatímco upínací plochy musí zůstat rovné v rozmezí 0,02 mm po celé své délce.
Výroba vložek vyvažuje přesnost s nákladovou efektivitou. Kritické tvářecí plochy udržují rozměrovou toleranci ±0,025 mm, zatímco nekritické prvky se mohou uvolnit na ±0,05 mm. Požadavky na povrchovou úpravu se liší podle aplikace: Povrchy třídy A pro viditelné díly vyžadují Ra 0,2 μm, zatímco funkční povrchy akceptují Ra 0,8 μm.
Postupy kontroly kvality se rozšiřují nad rámec tradičního ověřování nástrojů. Modulární systémy vyžadují protokoly ověřování sestavení potvrzující správné usazení vložky, integritu chladicího okruhu a synchronizaci vyhazovacího systému. Rodinné nástroje vyžadují ověření analýzy toku, které zajišťuje vyvážené plnění ve všech dutinách.
Pro vysoce přesné výsledky,Vyžádejte si bezplatnou cenovou nabídku a získejte ceny do 24 hodin od Microns Hub.
Protokoly měření a kontroly se přizpůsobují modulární složitosti. Souřadnicové měřicí stroje ověřují geometrii základních komponentů, zatímco optické komparátory kontrolují profily vložek. Ověření sestavení používá průchozí/neprůchozí měřidla, která potvrzují správné lícování a funkci před zkušebními výrobami.
Integrace s moderní výrobou
Technologie Průmyslu 4.0 zesilují výhody modulárních a rodinných nástrojů prostřednictvím vylepšeného monitorování, prediktivní údržby a automatizovaných systémů výměny. Chytré nástroje obsahují senzory monitorující teplotu, tlak a počty cyklů, které poskytují zpětnou vazbu o výkonu v reálném čase.
Automatizované systémy výměny zkracují dobu nastavení z 30–60 minut na 5–15 minut prostřednictvím robotické manipulace s vložkami a předem určených polohovacích systémů. I když to zvyšuje náklady na systém o 50 000–150 000 EUR, automatizace se vrací do 18–24 měsíců pro vysoce smíšená výrobní prostředí.
Technologie digitálního dvojčete umožňuje virtuální optimalizaci konfigurací rodinných nástrojů před fyzickou výrobou. Simulační software předpovídá vzory plnění, identifikuje potenciální problémy s kvalitou a optimalizuje systémy vtoků, čímž snižuje náklady na fyzické prototypování o 40–60 %.
Algoritmy prediktivní údržby analyzují data ze senzorů, aby předpověděly opotřebení vložek a naplánovaly výměnu dříve, než dojde ke zhoršení kvality. Tento proaktivní přístup snižuje míru zmetkovitosti o 15–25 % a eliminuje prostoje způsobené nouzovými opravami.
Integrace se službami výroby plechu vytváří komplexní výrobní řešení kombinující více procesů v optimalizovaných výrobních sekvencích. Tento holistický přístup snižuje náklady na manipulaci a zlepšuje celkovou kontrolu kvality.
Strategie implementace a plánování
Úspěšná implementace modulárních nástrojů vyžaduje systematickou analýzu stávajících produktových portfolií a budoucích plánů rozvoje. Proces začíná komplexní analýzou rodiny dílů, která identifikuje příležitosti pro konsolidaci a standardizaci.
Klasifikace dílů zkoumá rozměrové obálky, požadavky na materiál, objemy výroby a specifikace kvality. Komponenty se stejnými charakteristikami se stávají kandidáty na rodinné nástroje, zatímco díly vyžadující časté změny návrhu těží z modulárních přístupů.
Analýza investic porovnává tradiční náklady na nástroje s modulárními alternativami v horizontu 3–5 let. Analýza zahrnuje počáteční náklady na nástroje, náklady na úpravy, úspory času nastavení a zlepšení využití stroje. Doba návratnosti se obvykle pohybuje od 12 do 24 měsíců v závislosti na objemech výroby a složitosti dílů.
Hodnocení rizik identifikuje potenciální výzvy, včetně zvýšené složitosti návrhu, požadavků na schopnosti dodavatele a požadavků na kontrolu kvality. Strategie zmírňování rizik řeší každé identifikované riziko prostřednictvím kvalifikace dodavatele, vylepšených postupů kontroly a záložního plánování.
Při spolupráci s Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup ke službám znamenají, že každý projekt obdrží pozornost věnovanou detailům nezbytnou pro úspěšnou implementaci modulárních nástrojů.
Implementace probíhá prostřednictvím pilotních programů ověřujících koncepty na reprezentativních rodinách dílů před plným nasazením. Výsledky pilotních programů informují o vylepšení standardů návrhu, výrobních postupů a protokolů kontroly kvality. Mezi metriky úspěchu patří dosažené snížení nákladů, zlepšení kvality a zkrácení dodacích lhůt.
Školicí programy zajišťují, aby výrobní týmy rozuměly provozu modulárního systému, postupům výměny a požadavkům na údržbu. Standardy dokumentace zachycují získané poznatky a stanovují osvědčené postupy pro budoucí aplikace.
Pokročilá optimalizace návrhu
Optimalizace modulárních a rodinných nástrojů přesahuje základní konsolidaci a zahrnuje sofistikované strategie návrhu, které maximalizují efektivitu a minimalizují náklady. Mezi pokročilé techniky patří parametrické návrhové systémy, optimalizace topologie a víceúčelové optimalizační algoritmy.
Parametrický návrh umožňuje rychlé změny konfigurace prostřednictvím modifikace geometrie řízené proměnnými. Hlavní šablony obsahují pravidla návrhu a omezení, automaticky upravují chladicí kanály, vyhazovací systémy a konstrukční prvky při změně konfigurací vložek. Tento přístup zkracuje dobu návrhu o 50–70 % pro odvozené produkty.
Algoritmy optimalizace topologie určují optimální rozložení materiálu v rámci struktur nástrojů, čímž snižují hmotnost o 20–30 % při zachování strukturální integrity. Snížení hmotnosti se promítá do úspor nákladů na materiál a zlepšených manipulačních vlastností během operací nastavení.
Víceúčelová optimalizace vyvažuje konkurenční požadavky, včetně nákladů na nástroj, doby cyklu, kvality dílů a životnosti nástroje. Genetické algoritmy zkoumají tisíce variant návrhu a identifikují Pareto-optimální řešení poskytující nejlepší celkový výkon.
Optimalizace chladicího systému využívá výpočetní dynamiku tekutin a analýzu přenosu tepla, která optimalizuje vedení kanálů, dimenzování průměrů a rozložení toku. Pokročilé návrhy chlazení zkracují dobu cyklu o 10–20 % a zároveň zlepšují konzistenci kvality dílů prostřednictvím lepší regulace teploty.
Integrace s našimi výrobními službami poskytuje komplexní řešení zahrnující optimalizaci návrhu, výrobu nástrojů a implementaci výroby. Tento integrovaný přístup zajišťuje bezproblémové provedení od konceptu až po plnohodnotnou výrobu.
Často kladené otázky
Jaký minimální objem výroby ospravedlňuje investici do modulárních nástrojů?
Modulární nástroje se stávají nákladově efektivními pro kombinované objemy rodiny přesahující 50 000 kusů ročně u 3–5 souvisejících dílů. Individuální objemy dílů již od 10 000 kusů mohou ospravedlnit modulární přístupy, pokud jsou časté změny návrhu nebo se očekává budoucí růst objemu.
Jak modulární formy ovlivňují kvalitu dílů ve srovnání s vyhrazenými nástroji?
Správně navržené modulární systémy dosahují ekvivalentní kvality dílů jako vyhrazené nástroje. Mezi kritické faktory patří přesná rozhraní vložka-základna (±0,01 mm), správná integrace chladicího okruhu a ověřené postupy sestavení. Některé aplikace mohou zaznamenat mírné zlepšení díky optimalizovaným chladicím a vyhazovacím systémům.
Jaké požadavky na údržbu se liší mezi modulárními a tradičními nástroji?
Modulární systémy vyžadují zvýšenou pozornost čistotě rozhraní, integritě těsnění a ověření vyrovnání. Intervaly údržby se mohou zkrátit o 10–20 % kvůli zvýšené složitosti, ale náklady na údržbu na úrovni vložky se výrazně snižují ve srovnání s kompletním servisem nástroje.
Lze stávající nástroje převést na modulární systémy?
Proveditelnost konverze závisí na původním návrhu a stavu nástroje. Jednoduché geometrie s adekvátním konstrukčním materiálem často umožňují konverzi, zatímco složité nástroje mohou vyžadovat kompletní rekonstrukci. Náklady na konverzi se obvykle pohybují od 40 do 70 % investice do nového modulárního nástroje.
Jaké výhody v dodací lhůtě poskytují rodinné nástroje?
Rodinné nástroje zkracují celkovou dobu výroby o 25–40 % eliminací vícenásobného nastavení a výměn. Doba návrhu a výroby se může prodloužit o 2–4 týdny kvůli zvýšené složitosti, ale zisky z efektivity výroby více než kompenzují delší počáteční vývoj.
Jak se porovnávají náklady na materiál mezi modulárními a tradičními přístupy?
Počáteční náklady na materiál pro modulární systémy se obvykle zvyšují o 15–25 % kvůli přesným rozhraním a specializovaným komponentům. Náklady na materiál během životního cyklu se však snižují prostřednictvím výměny na úrovni vložky oproti kompletní přestavbě nástroje, což vede k 30–50% úspoře nákladů na materiál během 3–5 let.
Jaká omezení návrhu platí pro modulární nástrojové systémy?
Modulární systémy fungují nejlépe s díly se stejnými požadavky na tok materiálu, vzory vyhazování a potřebami chlazení. Extrémní poměry stran, složité podříznutí nebo široce se lišící doby cyklu mohou omezit možnosti konsolidace. Pečlivá analýza rodiny dílů identifikuje optimální seskupení a zároveň se vyhýbá problematickým kombinacím.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece