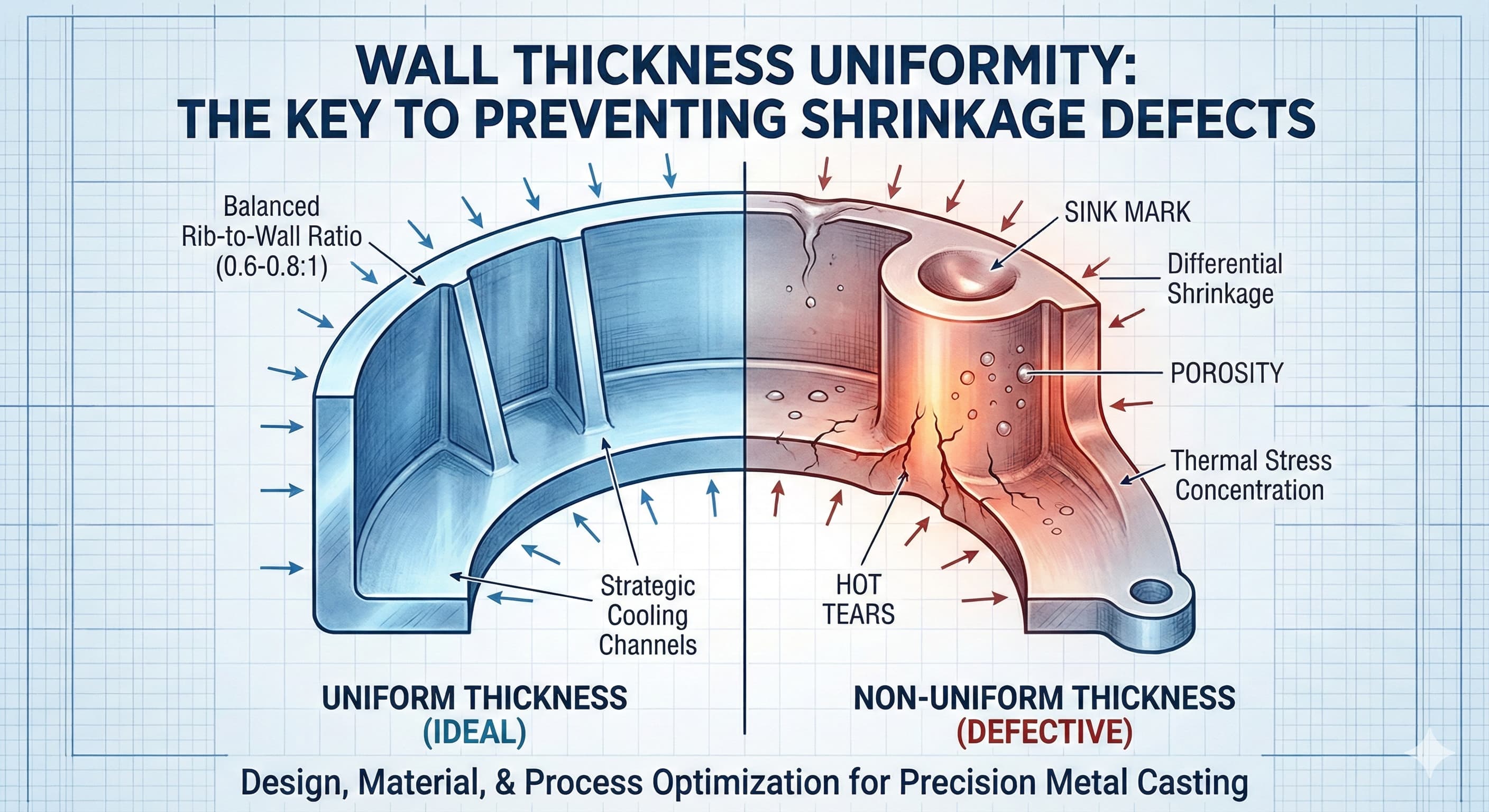
Rovnoměrnost tloušťky stěny: Prevence smršťovacích vad ve výrobě
Smršťovací vady při odlévání kovů zásadně pramení z jednoho kontrolovatelného faktoru: rovnoměrnosti tloušťky stěny. Když části odlitku chladnou různou rychlostí v důsledku různé tloušťky stěn, rozdílné smršťování vytváří vnitřní pnutí, pórovitost a rozměrové nepřesnosti, které mohou způsobit nepoužitelnost celých výrobních sérií. Tato inženýrská výzva ovlivňuje vše od skříní automatických převodovek až po konstrukční prvky v letectví, kde odchylky tolerance i o 0,1 mm mohou vést k nákladným reklamacím.
Klíčové poznatky
- Rovnoměrná tloušťka stěny s odchylkou ±10 % eliminuje 85 % vad souvisejících se smršťováním u hliníkových a zinkových tlakových odlitků
- Správný poměr tloušťky žeber a stěny (0,6:1 až 0,8:1) zabraňuje vzniku propadlin při zachování strukturální integrity
- Strategické umístění chladicích kanálů a vtokových systémů přímo souvisí s rovnoměrností smršťování u složitých geometrií
- Koeficienty smršťování specifické pro daný materiál musí být zohledněny při návrhu nástrojů: Al 380 (1,3 %), Zn ZA-12 (0,8 %), Mg AZ91D (1,1 %)
Pochopení mechanismu smršťování při odlévání kovů
Smršťování probíhá během procesu odlévání ve třech odlišných fázích. Smršťování v kapalném stavu nastává, když roztavený kov chladne z teploty lití do bodu tuhnutí, což obvykle představuje 3-7% redukci objemu v závislosti na složení slitiny. Smršťování při tuhnutí následuje, když materiál přechází z kapalného do pevného stavu, což přispívá k další 3-5% změně objemu. Nakonec smršťování v pevném stavu pokračuje, když odlitek chladne na okolní teplotu, což přidává dalších 4-6% smrštění.
Kritickým faktorem určujícím tvorbu vad není absolutní hodnota smrštění, ale rozdílná rychlost smršťování mezi sousedními sekcemi. Když 4 mm silná stěna chladne vedle 12 mm výstupku, tepelný gradient vytváří lokalizované koncentrace napětí přesahující 150 MPa u hliníkových slitin. Toto pnutí se projevuje jako trhliny za tepla, studené spoje a rozměrové deformace, které ohrožují strukturální integritu i kvalitu povrchové úpravy.
Rovnoměrnost tloušťky stěny přímo ovlivňuje dobu tuhnutí podle Chvorinovova pravidla: doba tuhnutí je úměrná (Objem/Plocha povrchu)². Sekce s dvojnásobnou tloušťkou stěny tuhne čtyřikrát déle, což vytváří tepelnou nerovnováhu zodpovědnou za většinu vad odlitků. Pochopení tohoto vztahu umožňuje inženýrům předvídat a předcházet problémům se smršťováním během fáze návrhu, namísto toho, aby je řešili nákladnou nápravou po odlití.
Zásady návrhu pro rovnoměrnost tloušťky stěny
Dosažení optimální rovnoměrnosti tloušťky stěny vyžaduje dodržování specifických konstrukčních poměrů a geometrických zásad. Základní pravidlo udržuje odchylky tloušťky stěny v rozmezí ±10 % po celém odlitku. Pro primární tloušťku stěny 3,0 mm by se sousední sekce měly pohybovat mezi 2,7 mm a 3,3 mm, aby byla zajištěna rovnoměrná rychlost chlazení.
Návrh žeber vyžaduje zvláštní pozornost poměru tloušťky. Strukturální žebra by měla udržovat 60-80 % primární tloušťky stěny, aby poskytovala dostatečnou pevnost bez vytváření tepelné nerovnováhy. 4 mm primární stěna vyžaduje žebra o tloušťce mezi 2,4 mm a 3,2 mm. Silnější žebra vytvářejí propadliny na protilehlých površích, zatímco tenčí žebra neposkytují potřebnou strukturální podporu a mohou během odlévání vykazovat neúplné vyplnění.
| Primární tloušťka stěny | Doporučená tloušťka žebra | Maximální tloušťka výstupku | Poloměr zaoblení |
|---|---|---|---|
| 2.0 mm | 1.2-1.6 mm | 3.0 mm | 0.5-1.0 mm |
| 3.0 mm | 1.8-2.4 mm | 4.5 mm | 0.8-1.5 mm |
| 4.0 mm | 2.4-3.2 mm | 6.0 mm | 1.0-2.0 mm |
| 5.0 mm | 3.0-4.0 mm | 7.5 mm | 1.5-2.5 mm |
Přechodové zóny mezi různými tloušťkami stěn vyžadují postupné změny na vzdálenostech alespoň v poměru 6:1. Přechod z 3 mm na 6 mm tloušťky stěny by měl probíhat na minimální délce 18 mm, aby se zabránilo prudkým tepelným gradientům. Velkorysý poloměr zaoblení, obvykle 0,3-0,5 násobek menší tloušťky stěny, dále vyhlazuje tyto přechody a snižuje koncentraci napětí během chlazení.
Charakteristiky smršťování specifické pro daný materiál
Různé slitiny pro odlévání vykazují odlišné chování při smršťování, které přímo ovlivňuje strategie návrhu tloušťky stěny. Hliníkové slitiny, zejména A380 a A383 běžně používané při tlakovém lití, vykazují lineární koeficient smršťování 1,2-1,5 %. Tento předvídatelný vzorec smršťování umožňuje přesnou kompenzaci nástrojů, ale relativně vysoká míra smršťování vyžaduje přísné dodržování zásad rovnoměrné tloušťky stěny.
Zinkové slitiny, jako jsou ZA-12 a Zamak 3, nabízejí nižší míru smršťování 0,6-0,8 %, což poskytuje větší rozměrovou stabilitu, ale vyžaduje odlišný přístup k návrhu vtokového a licího systému. Nižší smršťování znamená, že tenčí sekce zůstávají kapalné déle, což potenciálně zlepšuje charakteristiky plnění, ale prodlužuje dobu cyklu v silných sekcích.
| Druh slitiny | Lineární smrštění (%) | Rozsah tuhnutí (°C) | Doporučená max. tloušťka stěny (mm) | Rychlost chlazení (°C/s) |
|---|---|---|---|---|
| Al A380 | 1.3 | 540-595 | 6.0 | 15-25 |
| Al A383 | 1.2 | 515-580 | 5.5 | 12-20 |
| Zn ZA-12 | 0.8 | 377-432 | 8.0 | 8-15 |
| Mg AZ91D | 1.1 | 470-595 | 4.0 | 20-35 |
| Cu C83600 | 1.7 | 855-1040 | 3.5 | 5-12 |
Hořčíkové slitiny představují jedinečné výzvy s mírou smršťování 1,0-1,3 % v kombinaci s vysokou tepelnou vodivostí vyžadující rychlé cykly. Úzké procesní okno vyžaduje výjimečnou rovnoměrnost tloušťky stěny, obvykle v rozmezí ±5 % spíše než ±10 % akceptovatelných pro hliníkové slitiny. Slitiny mědi vykazují nejvyšší míru smršťování 1,5-2,0 %, což vyžaduje maximální omezení tloušťky stěny a rozsáhlé používání chladičů pro řízení rychlosti chlazení.
Návrh nástrojů pro kontrolu smršťování
Efektivní návrh nástrojů začíná tepelným managementem prostřednictvím strategického umístění chladicích kanálů. Chladicí kanály by měly udržovat konzistentní vzdálenost od povrchů dutiny, obvykle 15-20 mm pro hliníkové nástroje pro tlakové lití. Změna této vzdálenosti vytváří nerovnoměrné rychlosti chlazení, které se přímo promítají do rozdílného smršťování a vad odlitků.
Výběr průměru kanálu se řídí pravidlem udržování Reynoldsova čísla mezi 5 000-10 000 pro turbulentní proudění. Pro standardní chlazení vodou to znamená průměry kanálů 8-12 mm s průtokem 4-8 litrů za minutu na kanál. Rozdíl teplot mezi vstupem a výstupem by neměl překročit 5 °C, aby se udrželo rovnoměrné odvádění tepla po celém povrchu nástroje.
Návrh vtokového a licího systému významně ovlivňuje rovnoměrnost smršťování prostřednictvím řízených vzorů plnění a rozložení tlaku. Tloušťka vtokového ústí by měla být 60-80 % tloušťky sousední stěny, aby se zajistil správný přenos tlaku během tuhnutí a zároveň se zabránilo turbulencím proudění. Strategie vícenásobného vtokového ústí fungují obzvláště dobře pro velké, složité odlitky, kde vtokové ústí v jednom bodě nemůže udržet dostatečný tlak v celé dutině.
Pro vysoce přesné výsledky, získejte podrobnou cenovou nabídku do 24 hodin od Microns Hub.
Parametry procesu a prevence smršťování
Rychlost vstřikování přímo souvisí s rovnoměrností smršťování prostřednictvím svého vlivu na vzory plnění dutiny a rozložení tepla. Optimální rychlosti se pohybují od 1,5-3,0 m/s pro hliníkové tlakové lití, přičemž nižší rychlosti se používají pro složité geometrie vyžadující charakteristiky laminárního proudění. Nadměrné rychlosti vytvářejí turbulence a zachycování vzduchu, zatímco nedostatečné rychlosti umožňují předčasné tuhnutí v tenkých sekcích.
Časování a velikost aplikace udržovacího tlaku určují konečnou hustotu odlitku a rozměrovou přesnost. Tlak by měl být aplikován ihned po dokončení plnění dutiny a udržován, dokud vtokové ústí neztuhne. Typické udržovací tlaky se pohybují od 30-60 MPa pro hliníkové odlitky, přičemž doba trvání se vypočítá na základě tloušťky vtokového ústí pomocí vztahu: doba udržování (sekundy) = tloušťka vtokového ústí (mm) × 2,5.
Řízení teploty formy vyžaduje přesnou rovnováhu mezi efektivitou doby cyklu a kvalitou odlitku. Hliníkové tlakové lití obvykle pracuje s teplotami formy mezi 200-250 °C, přičemž pro tenkostěnné komponenty vyžadující vynikající rozměrovou přesnost je nutná těsnější kontrola (±10 °C). Rovnoměrnost teploty po čelní straně formy by měla být udržována v rozmezí ±15 °C, aby se zabránilo lokalizovaným horkým místům, která narušují rovnoměrné vzory tuhnutí.
Pokročilé techniky pro kritické aplikace
Lisovací lití představuje vrchol technologie řízení smršťování, aplikuje tlaky až 150 MPa během tuhnutí, aby se eliminovala pórovitost a zajistila maximální hustota. Tento proces je zvláště výhodný pro komponenty s nevyhnutelnými odchylkami tloušťky stěny, jako jsou automobilové komponenty zavěšení nebo konstrukční držáky pro letectví. Vysoký tlak účinně eliminuje vady související se smršťováním i v sekcích o tloušťce až 25 mm.
Thixoformingové procesy nabízejí další pokročilý přístup pro kritické aplikace vyžadující výjimečnou rozměrovou stabilitu. Zpracování v polotuhém stavu snižuje míru smršťování o 30-40 % ve srovnání s konvenčním litím při zachování vynikajících mechanických vlastností prostřednictvím rafinované mikrostruktury.
Lití s podporou vakua eliminuje zachycování vzduchu, které může zhoršit vady smršťování, zejména u složitých geometrií s více čely proudění. Úroveň vakua 50-100 mbar aplikovaná během plnění dutiny zajišťuje úplné vyplnění tenkých sekcí a zároveň zabraňuje plynové pórovitosti, která zhoršuje rozměrové odchylky související se smršťováním.
Monitorování teploty v reálném čase pomocí infračervených kamer a zabudovaných termočlánků poskytuje okamžitou zpětnou vazbu o rovnoměrnosti chlazení. Pokročilé systémy dokážou detekovat teplotní odchylky přesahující ±5 °C na povrchu odlitku, což spouští automatické úpravy parametrů chlazení nebo procesní výstrahy pro okamžitý zásah operátora.
Strategie kontroly kvality a měření
Rozměrové ověření rovnoměrnosti tloušťky stěny vyžaduje specializované techniky měření schopné detekovat odchylky až do rozlišení 0,05 mm. Ultrazvukové tloušťkoměry poskytují nedestruktivní měření tloušťky stěn, což je zvláště užitečné pro vnitřní prvky nepřístupné mechanickým měřicím nástrojům. Moderní ultrazvukové systémy dosahují přesnosti ±0,01 mm na površích se správnou aplikací vazebního média.
Souřadnicové měřicí stroje (CMM) vybavené dotykovými sondami s vysokým rozlišením mohou ověřit složité geometrie podle specifikací CAD a identifikovat rozměrové odchylky související se smršťováním dříve, než se rozšíří do výrobních sérií. Implementace statistické kontroly procesu (SPC) sleduje měření tloušťky stěny v průběhu času a identifikuje postupné opotřebení nástroje nebo posun procesu ovlivňující rovnoměrnost smršťování.
| Metoda měření | Přesnost | Aplikace | Cenové rozpětí (€) |
|---|---|---|---|
| Ultrazvukový měřič | ±0.01 mm | Ověření tloušťky stěny | 1,200-3,500 |
| CMM dotyková sonda | ±0.005 mm | Validace komplexní geometrie | 45,000-120,000 |
| Optický skener | ±0.02 mm | Analýza profilu povrchu | 8,000-25,000 |
| Rentgenové CT | ±0.05 mm | Detekce vnitřních vad | 180,000-450,000 |
Rentgenová výpočetní tomografie (CT) poskytuje kompletní vnitřní vizualizaci struktury odlitku, odhaluje smršťovací pórovitost, trhliny za tepla a další vady neviditelné metodám povrchové kontroly. I když je CT skenování drahé, ukazuje se jako neocenitelné pro kritické letecké a lékařské aplikace, kde je povinné ověření vnitřní celistvosti.
Ekonomický dopad a optimalizace nákladů
Vady smršťování způsobují značné ekonomické ztráty prostřednictvím míry zmetkovitosti, nákladů na přepracování a zpožděných dodávek. Průmyslová data naznačují, že vady související se smršťováním představují 15-25 % celkového počtu odmítnutých odlitků, přičemž náklady na přepracování dosahují v průměru 25-45 EUR na kilogram u hliníkových komponent. U typického automobilového odlitku o hmotnosti 2,5 kg představuje každý zmetkový díl ztrátu 60-110 EUR na materiálu a nákladech na zpracování.
Preventivní strategie prokazují jasnou návratnost investic prostřednictvím snížené míry zmetkovitosti a zlepšené efektivity cyklu. Implementace správných zásad návrhu tloušťky stěny obvykle snižuje vady smršťování o 60-80 %, což se promítá do snížení zmetkovitosti z 8-12 % na 2-3 % u dobře řízených procesů. Výsledné úspory materiálu samy o sobě často ospravedlňují investice do optimalizace návrhu během 6-8 měsíců od implementace.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost v oblasti prevence smršťování a optimalizace tloušťky stěny znamená, že každý projekt odlévání získá inženýrskou pozornost nezbytnou k minimalizaci vad a maximalizaci efektivity výroby.
Úpravy nástrojů pro zlepšení kontroly smršťování vyžadují pečlivou analýzu nákladů a přínosů. Vylepšené chladicí systémy obvykle přidávají k počátečním nákladům na nástroje 8 000-15 000 EUR, ale snižují dobu cyklu o 10-15 % a zároveň zlepšují rozměrovou konzistenci. Přesné CNC obráběcí služby mohou optimalizovat stávající nástroje prostřednictvím strategického přidávání chladicích kanálů nebo úprav dutiny bez úplné výměny nástroje.
Integrace s výrobními systémy
Moderní operace odlévání integrují strategie prevence smršťování s širšími systémy řízení výroby (MES) pro optimalizaci procesu v reálném čase. Monitorování teploty, snímání tlaku a sledování doby cyklu poskytují nepřetržitou zpětnou vazbu umožňující okamžité úpravy pro udržení optimálních parametrů kontroly smršťování.
Prediktivní algoritmy údržby analyzují historická data, aby identifikovaly vzory opotřebení nástroje ovlivňující rovnoměrnost tloušťky stěny dříve, než dojde k vadám. Modely strojového učení mohou předpovídat pravděpodobnost vzniku vad smršťování na základě kombinací parametrů procesu, což umožňuje proaktivní úpravy, které udržují kvalitu a zároveň maximalizují propustnost výroby.
Integrace dodavatelského řetězce zajišťuje konzistentní vlastnosti materiálu, které přímo ovlivňují charakteristiky smršťování. Odchylky ve složení slitiny i o 0,1 % v obsahu křemíku mohou změnit míru smršťování natolik, že ovlivní rozměrovou přesnost v přesných aplikacích. Automatizované systémy sledování a ověřování materiálu zabraňují tomu, aby odchylky smršťování související se složením ohrozily kvalitu výroby.
Naše výrobní služby zahrnují kompletní implementaci kontroly smršťování, od počáteční optimalizace návrhu přes zavedení výrobního procesu až po průběžné systémy monitorování kvality.
Aplikace specifické pro dané odvětví
Automobilové aplikace vyžadují výjimečnou kontrolu smršťování kvůli požadavkům na velkoobjemovou výrobu a přísným rozměrovým tolerancím. Například skříně převodovek vyžadují rovnoměrnost tloušťky stěny v rozmezí ±0,05 mm, aby se udrželo správné seřízení záběru ozubených kol a zabránilo se předčasnému opotřebení. Bloky motorů představují zvláštní výzvy se složitými vnitřními průchody vyžadujícími specializované návrhy jader a pokročilé strategie chlazení pro udržení rovnoměrné tloušťky stěny v celém procesu odlévání.
Letecké komponenty pracují za nejpřísnějších požadavků na kontrolu smršťování, přičemž odchylky tloušťky stěny jsou omezeny na ±0,02 mm u kritických konstrukčních prvků. Komponenty podvozku, skříně turbín a konstrukční držáky procházejí rozsáhlým nedestruktivním testováním, aby se ověřila vnitřní celistvost a rozměrová přesnost. Alternativy krátkodobého lití poskytují nákladově efektivní řešení pro letecké prototypování a malosériovou výrobu při zachování stejných standardů kontroly smršťování, které jsou vyžadovány pro velkoobjemovou výrobu.
Aplikace lékařských zařízení vyžadují biokompatibilní materiály s výjimečnou rozměrovou stabilitou pro implantovatelné komponenty. Ortopedické implantáty vyžadují rovnoměrnost tloušťky stěny, aby se zajistilo správné rozložení zatížení a zabránilo se bodům koncentrace napětí, které by mohly vést k selhání implantátu. Kombinace požadavků na čistotu materiálu a rozměrovou přesnost vyžaduje pokročilé řízení procesu a rozsáhlé postupy ověřování kvality.
Často kladené otázky
Jaká je maximální přijatelná odchylka tloušťky stěny pro hliníkové tlakové odlitky?
U standardních hliníkových tlakových odlitků by odchylky tloušťky stěny měly zůstat v rozmezí ±10 % nominální tloušťky, aby se zabránilo významným vadám smršťování. Kritické aplikace mohou vyžadovat přísnější kontrolu ±5 % pro zajištění optimální rozměrové přesnosti a mechanických vlastností.
Jak tloušťka žeber ovlivňuje smršťování a propadliny?
Žebra by měla udržovat 60-80 % primární tloušťky stěny, aby poskytovala strukturální podporu bez vytváření tepelné nerovnováhy. Silnější žebra způsobují propadliny na protilehlých površích v důsledku rozdílné rychlosti chlazení, zatímco tenčí žebra mohou vykazovat neúplné vyplnění a sníženou strukturální účinnost.
Jaké rozestupy chladicích kanálů zabraňují nerovnoměrnému smršťování v nástrojích pro tlakové lití?
Chladicí kanály by měly udržovat konzistentní vzdálenost 15-20 mm od povrchů dutiny s průměrem 8-12 mm pro optimální odvod tepla. Rozestupy kanálů 40-50 mm od středu ke středu zajišťují rovnoměrné rozložení teploty po čelní straně nástroje.
Jak různé slitiny ovlivňují strategie kontroly smršťování?
Hliníkové slitiny (1,2-1,5 % smršťování) vyžadují standardní postupy rovnoměrnosti, zinkové slitiny (0,6-0,8 % smršťování) umožňují o něco větší odchylky, zatímco hořčíkové slitiny (1,0-1,3 % smršťování) vyžadují přísnější kontrolu v rozmezí ±5 % kvůli požadavkům na rychlé chlazení.
Které parametry procesu nejvíce přímo ovlivňují rovnoměrnost smršťování?
Rychlost vstřikování (1,5-3,0 m/s pro hliník), udržovací tlak (30-60 MPa) a rovnoměrnost teploty formy (±15 °C po čelní straně formy) představují nejdůležitější parametry pro řízení vad souvisejících se smršťováním.
Jak lze stávající nástroje upravit pro zlepšení kontroly smršťování?
Strategické přidávání chladicích kanálů, změna polohy vtokového ústí a optimalizace vtokového systému mohou výrazně zlepšit rovnoměrnost smršťování bez úplné výměny nástroje. Konformní chladicí kanály obrobené stávající nástrojovou ocelí poskytují nejúčinnější řešení pro dodatečnou montáž.
Jaké techniky měření ověřují rovnoměrnost tloušťky stěny ve výrobě?
Ultrazvukové tloušťkoměry (přesnost ±0,01 mm) pro rutinní měření, souřadnicové měřicí stroje pro složité geometrie (přesnost ±0,005 mm) a rentgenové CT skenování pro kompletní vnitřní ověření poskytují komplexní možnosti validace tloušťky stěny.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece