Thixoforming (lití do polosolidního stavu): Řešení s vysokou pevností a nízkou pórovitostí
Pórovitost v tradičním lití kovů může zničit integritu součásti, přičemž podíl dutin přesahuje 5 % u špatně řízených procesů. Thixoforming eliminuje tuto kritickou slabinu manipulací s jedinečným polosolidním chováním kovu, kde si slitiny zachovávají strukturální integritu a zároveň tečou jako hustá pasta při přesně řízených teplotách.
Klíčové poznatky:
- Thixoforming dosahuje úrovně pórovitosti pod 0,5 % ve srovnání s 2–5 % u konvenčního tlakového lití
- Zpracování v polosolidním stavu umožňuje složité geometrie s odchylkami tloušťky stěny od 1,5 do 25 mm v jednotlivých součástech
- Využití materiálu dosahuje účinnosti 95–98 % díky přesné kontrole vstupní suroviny a minimální tvorbě otřepů
- Provozní teploty o 50–80 °C nižší než u lití do tekutého stavu snižují tepelné namáhání a prodlužují životnost nástroje
Pochopení základů thixoformingu
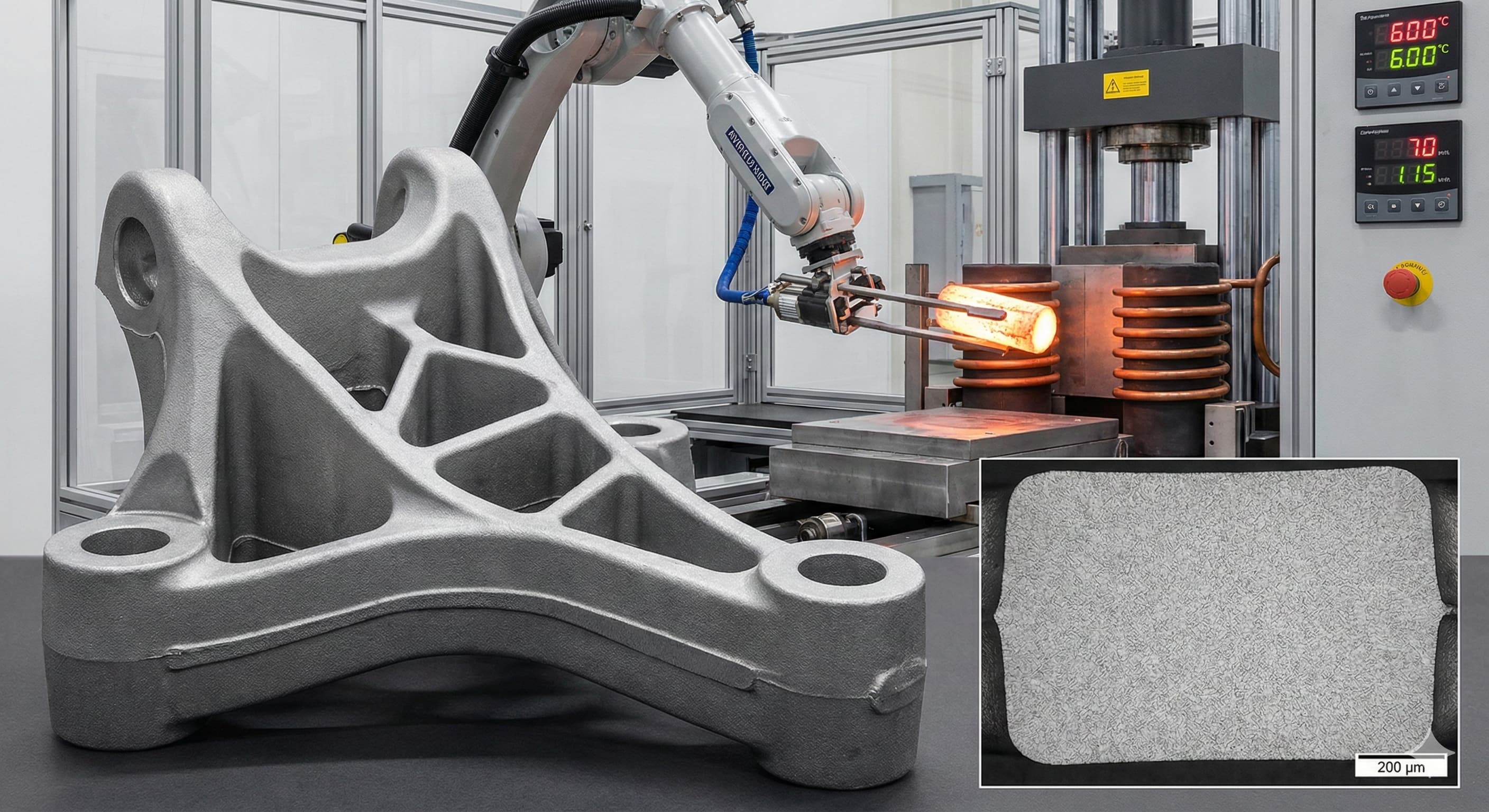
Thixoforming využívá tixotropní vlastnosti kovových slitin v jejich polosolidním stavu, kde materiál vykazuje nenewtonovské chování tekutiny. Při teplotách mezi solidem a likvidem – typicky 580–620 °C pro hliníkové slitiny, jako je A356 – kov obsahuje jak pevné dendrity, tak kapalné fáze v pečlivě kontrolovaných poměrech.
Proces začíná speciálně připravenou vstupní surovinou s globulárními strukturami zrn spíše než dendritickými formacemi, které se nacházejí v konvenčním lití. Tato mikrostrukturální modifikace je dosažena elektromagnetickým mícháním během počátečního tuhnutí, čímž se vytvářejí sférické pevné částice suspendované v tekutém kovu. Po opětovném zahřátí na polosolidní teploty umožňují tyto globulární struktury řízenou deformaci pod aplikovaným tlakem.
Kritické parametry procesu zahrnují podíl pevné fáze (typicky 40–60 %), rychlost ohřevu (2–5 °C/minutu) a tvářecí tlak (20–100 MPa). Úzké teplotní okno vyžaduje přesné topné systémy s přesností ±2 °C pro udržení optimální viskozity. Příliš vysoké teploty vedou k nadměrnému podílu kapalné fáze a potenciální pórovitosti, zatímco nedostatečné teplo zabraňuje správným průtokovým charakteristikám.
| Parametr | Hliník A356 | Hořčík AZ91 | Zinek ZA-8 |
|---|---|---|---|
| Teplota solidu | 557°C | 470°C | 374°C |
| Teplota likvidu | 613°C | 598°C | 386°C |
| Optimální rozsah procesu | 580-600°C | 480-520°C | 376-382°C |
| Pevný podíl | 45-55% | 40-60% | 50-70% |
| Tlak tváření | 50-80 MPa | 30-60 MPa | 80-120 MPa |
Výběr materiálu a vlastnosti
Hliníkové slitiny dominují aplikacím thixoformingu díky jejich širokému rozsahu polosolidních teplot a vynikajícím mechanickým vlastnostem. Hliník A356 poskytuje optimální rovnováhu s obsahem křemíku (6,5–7,5 %), čímž zvyšuje tekutost a zároveň zachovává pevnost. Řízený proces tuhnutí dosahuje pevnosti v tahu 280–320 MPa ve srovnání s 200–250 MPa u konvenčního tlakového lití identických slitin.
Hořčíkové slitiny, jako je AZ91D, nabízejí výjimečný poměr pevnosti a hmotnosti v thixoformovaných součástech. Zpracování v polosolidním stavu eliminuje problémy s trhlinami za tepla, které jsou běžné při lití tekutého hořčíku, a zároveň dosahuje mezní pevnosti v tahu blížící se 275 MPa. Úzké zpracovatelské okno hořčíku však vyžaduje přesnou kontrolu atmosféry, aby se zabránilo oxidaci.
Zinkové slitiny, zejména ZA-8 a ZA-12, vykazují vynikající rozměrovou přesnost při thixoformingu s dosažitelnými tolerancemi ±0,05 mm na kritických rozměrech. Vyšší hustota (6,3 g/cm³) ve srovnání s hliníkem (2,7 g/cm³) vyžaduje upravené tvářecí tlaky, ale umožňuje složité prvky nemožné u jiných procesů.
| Vlastnost | Thixoformovaný A356 | Tlakově litý A380 | Pískem litý A356 |
|---|---|---|---|
| Pevnost v tahu | 300 MPa | 280 MPa | 220 MPa |
| Mez kluzu | 210 MPa | 190 MPa | 150 MPa |
| Tažnost | 8-12% | 3-5% | 4-7% |
| Úroveň pórovitosti | <0.5% | 2-4% | 3-6% |
| Drsnost povrchu Ra | 1.6-3.2 μm | 3.2-6.3 μm | 12.5-25 μm |
Technologie procesu a vybavení
Zařízení pro thixoforming integruje přesnou regulaci teploty, hydraulické tvářecí systémy a specializovanou manipulaci se vstupní surovinou. Indukční ohřev zajišťuje rychlé a rovnoměrné rozložení teploty, které je nezbytné pro udržení polosolidní konzistence. Moderní systémy obsahují monitorování teploty v uzavřené smyčce s termočlánky umístěnými do 5 mm od povrchu sochoru.
Hydraulické lisy určené pro thixoforming zajišťují řízené působení síly s rychlostí nárůstu tlaku 5–15 MPa/sekundu. Pomalejší rychlosti umožňují správný tok materiálu do složitých geometrií, zatímco nadměrná rychlost vytváří turbulence a zachycený vzduch. Požadavky na tonáž lisu se pohybují od 200 do 2000 tun v závislosti na velikosti a složitosti součásti.
Konstrukce nástroje se výrazně liší od konvenčního lití a vyznačuje se optimalizovanými umístěními vtoků a vtokových systémů. Rychlosti vtoků musí zůstat pod 2 m/s, aby se zabránilo turbulentnímu toku, čehož se dosahuje pomocí vypočítaných průřezových ploch. Odvzdušňovací systémy vyžadují přesné umístění, protože polosolidní materiál nemůže vytlačit vzduch tak účinně jako tekutý kov.
Pro výrobce, kteří vyhodnocují alternativy procesů, mohou alternativy krátkodobého lití kovů doplňovat thixoforming pro vývoj prototypů a fáze malosériové výroby.
Metody kontroly kvality a inspekce
Měření pórovitosti v thixoformovaných součástech vyžaduje specializované techniky nad rámec vizuální kontroly. Rentgenová radiografie se standardy citlivosti 2 % podle ASTM E155 odhaluje vnitřní rozložení dutin. Počítačová tomografie (CT) poskytuje trojrozměrné mapování pórovitosti s rozlišením až 10 μm, což je nezbytné pro kritické letecké a automobilové aplikace.
Protokoly mechanického testování se řídí normou ASTM B557 pro tahové vlastnosti, přičemž orientace vzorku ovlivňuje výsledky o 5–15 % v důsledku směrovosti struktury zrn. Zkoušky únavy podle ASTM D7791 prokazují vynikající výkon thixoformovaných součástí s mezemi únavy o 20–30 % vyššími než u konvenčních odlitků.
Rozměrová kontrola využívá souřadnicové měřicí stroje (CMM) s přesností sondy ±0,001 mm. Kritické rozměry vyžadují statistickou kontrolu procesu s hodnotami Cpk přesahujícími 1,33, aby byla zajištěna konzistentní kvalita. Měření povrchové úpravy pomocí profilometrů ověřuje hodnoty Ra typicky v rozmezí 1,6–6,3 μm v závislosti na přípravě povrchu nástroje.
Pro vysoce přesné výsledky Získejte cenovou nabídku do 24 hodin od Microns Hub.
| Metoda kontroly | Detekční schopnost | Typické standardy | Aplikace |
|---|---|---|---|
| Rentgenová radiografie | Pórovitost >2% objemu | ASTM E155 | Výrobní screening |
| CT skenování | Póry >10 μm | ASTM E1441 | Kritické komponenty |
| Ultrazvukové testování | Změny hustoty | ASTM E664 | Strukturální integrita |
| Metalografie | Analýza mikrostruktury | ASTM E3 | Optimalizace procesu |
Analýza nákladů a ekonomické úvahy
Ekonomika thixoformingu silně závisí na objemu výroby a složitosti součásti. Počáteční náklady na nástroje se pohybují od 25 000 do 150 000 EUR pro typické automobilové součásti, což je srovnatelné s nástroji pro trvalé formy, ale s prodlouženou životností. Míra opotřebení nástroje se snižuje o 40–60 % ve srovnání s tlakovým litím do tekutého stavu díky sníženému tepelnému šoku a nižším provozním teplotám.
Náklady na materiál zahrnují specializovanou přípravu vstupní suroviny, která přidává 0,15–0,25 EUR na kilogram oproti standardním cenám slitin. Možnosti tvarování téměř na hotovo však snižují požadavky na obrábění o 30–70 %, přičemž míra využití materiálu 95–98 % kompenzuje prémie za vstupní surovinu. Spotřeba energie se snižuje o 15–25 % ve srovnání s procesy lití do tekutého stavu díky nižším požadavkům na ohřev.
Náklady na práci odrážejí poloautomatickou povahu operací thixoformingu. Doba cyklu 60–180 sekund pro typické součásti umožňuje výrobní rychlost 20–60 dílů za hodinu na stroj. Konzistence kvality snižuje požadavky na kontrolu a míru zmetkovitosti pod 2 % u zavedených procesů.
Analýza bodu zvratu obvykle ukazuje nákladové výhody oproti obráběným součástem při objemech přesahujících 1 000 kusů ročně. Ve srovnání s litím do trvalých forem se thixoforming stává ekonomickým, když prémiové vlastnosti ospravedlňují o 15–25 % vyšší náklady na kus.
Aplikace a implementace v průmyslu
Automobilové aplikace vedou k přijetí thixoformingu, zejména pro komponenty zavěšení, držáky motoru a strukturální uzly vyžadující vysoký poměr pevnosti a hmotnosti. Mercedes-Benz implementuje thixoformovaná hliníková ramena zavěšení, čímž dosahuje 30% snížení hmotnosti při zachování standardů výkonu při nárazu. Vynikající odolnost proti únavě umožňuje optimalizaci návrhu nemožnou u konvenčního lití.
Letecké součásti těží z kontroly pórovitosti a mechanických vlastností thixoformingu. Komponenty podvozku, pouzdra servopohonů a strukturální armatury využívají tento proces pro kritické aplikace, kde jsou následky selhání závažné. Specifikace společnosti Boeing vyžadují úrovně pórovitosti pod 0,2 % pro určité aplikace, čehož lze dosáhnout pouze zpracováním v polosolidním stavu.
Elektronické kryty využívají rozměrovou přesnost a vlastnosti elektromagnetického stínění thixoformingu. Hořčíkové kryty pro telekomunikační zařízení dosahují odchylek tloušťky stěny od 1,2 do 8 mm v jednotlivých součástech při zachování tolerancí ±0,1 mm na montážních prvcích.
Aplikace spotřebního zboží zahrnují sportovní vybavení, elektrické nářadí a součásti spotřebičů, kde prémiové vlastnosti ospravedlňují vyšší náklady. Hlavy golfových holí vyráběné thixoformingem vykazují konzistentní výkonnostní charakteristiky díky rovnoměrnému rozložení hustoty.
Pokročilé varianty procesu
Thixoinjekční lisování kombinuje zpracování v polosolidním stavu s principy vstřikování, čímž dosahuje doby cyklu srovnatelné s vstřikováním při zachování vlastností kovových součástí. Proces využívá vyhřívané válce k udržení polosolidních teplot během vstřikování, což umožňuje složité geometrie s podřezy a vnitřními dutinami.
Procesy reokastingu obcházejí přípravu vstupní suroviny vytvářením polosolidního materiálu přímo z tekutého kovu řízeným chlazením a mícháním. Tento přístup snižuje náklady na materiál, ale vyžaduje přesnou kontrolu procesu, aby se dosáhlo konzistentních globulárních struktur. Elektromagnetické míchací systémy pracující s frekvencemi 50–100 Hz generují optimální mikrostruktury.
Hybridní procesy kombinují thixoforming se sekundárními operacemi, jako je obrábění nebo spojování. Možnosti vstřikování umožňují kompozitní součásti kov-polymer s mechanickými zámky nemožnými konvenčními montážními metodami. Závitové vložky, senzory a elektrické spoje se bezproblémově integrují během tváření.
Optimalizace procesu a odstraňování problémů
Optimalizace regulace teploty vyžaduje pochopení dynamiky přenosu tepla v polosolidních sochorech. Tepelné gradienty přesahující 10 °C přes průměr sochoru způsobují nerovnoměrný tok a potenciální vady. Konstrukce indukční cívky s více zónami umožňuje kompenzaci gradientu a udržuje rovnoměrnost ±3 °C.
Simulační software toku, jako je MAGMASOFT a FLOW-3D, zahrnuje reologické modely polosolidu pro analýzu plnění nástroje. Předpovědi viskozity umožňují optimalizaci dimenzování vtoků a návrh dráhy toku. Přesnost simulace vyžaduje databáze materiálových vlastností specifické pro globulární mikrostruktury spíše než konvenční data tekutého kovu.
Mezi běžné vady patří studené spoje z nedostatečné teploty, povrchové puchýře ze zachycených plynů a rozměrové odchylky z nekonzistentních podílů pevné fáze. Systémy monitorování procesu sledují klíčové parametry v reálném čase, přičemž statistická kontrola procesu identifikuje drift před vznikem vady.
Plány údržby nástroje vyžadují specializované postupy kvůli různým vzorům opotřebení. Povrchové úpravy, jako jsou nitridové povlaky, prodlužují životnost nástroje 2–3x ve srovnání s neošetřenou nástrojovou ocelí. Aplikace separačního prostředku se liší od lití do tekutého stavu a vyžaduje formulace kompatibilní s polosolidními teplotami a tlaky.
| Typ defektu | Hlavní příčina | Metoda prevence | Metoda detekce |
|---|---|---|---|
| Studené spoje | Nízká teplota/tlak | Řízení parametrů procesu | Vizuální kontrola |
| Pórovitost | Zachycený vzduch/plyny | Vylepšené odvětrávání | Rentgen/CT skenování |
| Povrchové puchýře | Zachycení plynu | Optimalizace povlaku formy | Povrchová kontrola |
| Rozměrová odchylka | Teplotní nestálost | Tepelné monitorování | CMM měření |
Budoucí vývoj a vznikající technologie
Integrace umělé inteligence umožňuje prediktivní řízení procesu analýzou vzorů dat senzorů. Algoritmy strojového učení identifikují optimální kombinace parametrů pro nové geometrie, čímž se zkracuje doba nastavení a snižuje se míra zmetkovitosti. Prediktivní plány údržby založené na profilech teploty nástroje a tlakových signaturách zabraňují neočekávaným poruchám.
Pokročilý vývoj slitin se zaměřuje na rozšíření teplotního rozsahu pro zpracování v polosolidním stavu. Modifikované hliníkové kompozice s přídavky vzácných zemin udržují globulární struktury v širších teplotních rozsazích, čímž se zlepšuje robustnost procesu. Hybridní slitiny kombinující různé základní kovy umožňují gradienty vlastností v jednotlivých součástech.
Aplikace aditivní výroby využívají tixotropní pasty pro přímý tisk kovů. Polosolidní vytlačování vyhřívanými tryskami umožňuje tisk převislých prvků bez podpory při zachování mechanických vlastností srovnatelných s tvářenými materiály. Pevnost spojení vrstev se blíží vlastnostem sypkého materiálu díky řízeným tepelným profilům.
Pokroky v automatizaci zahrnují robotické manipulační systémy pro horké sochory a automatizovanou kontrolu kvality. Vizuální systémy identifikují povrchové vady během výroby, což umožňuje úpravy procesu v reálném čase. Integrace se systémy podnikového plánování zdrojů (ERP) optimalizuje plánování výroby a řízení zásob materiálu.
Proč si vybrat Microns Hub pro dokonalost v thixoformingu
Při objednávání thixoformovaných součástí od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost v oblasti zpracování v polosolidním stavu a personalizovaný přístup k službám znamenají, že každý projekt obdrží pozornost věnovanou detailům, která je nezbytná pro optimální výsledky. S komplexními možnostmi zahrnujícími naše výrobní služby poskytujeme integrovaná řešení od optimalizace návrhu až po závěrečnou kontrolu.
Často kladené otázky
Jakých úrovní pórovitosti může thixoforming dosáhnout ve srovnání s konvenčním tlakovým litím?
Thixoforming trvale dosahuje úrovně pórovitosti pod 0,5 %, zatímco konvenční tlakové lití se typicky pohybuje od 2 do 5 %. Toto dramatické zlepšení je výsledkem řízených průtokových charakteristik polosolidního kovu, které eliminují turbulence a snižují zachycování plynů během plnění nástroje.
Které materiály jsou nejvhodnější pro aplikace thixoformingu?
Hliníkové slitiny, jako jsou A356 a A357, se používají nejčastěji díky jejich širokému rozsahu polosolidních teplot a vynikajícím mechanickým vlastnostem. Hořčíkové slitiny (AZ91D) nabízejí vynikající poměr pevnosti a hmotnosti, zatímco zinkové slitiny (ZA-8) poskytují výjimečnou rozměrovou přesnost pro přesné součásti.
Jak se náklady na nástroje pro thixoforming srovnávají s jinými procesy lití?
Počáteční náklady na nástroje se pohybují od 25 000 do 150 000 EUR pro typické součásti, což je podobné jako u lití do trvalých forem. Životnost nástroje se však zvyšuje o 40–60 % díky sníženému tepelnému šoku a nižším provozním teplotám, díky čemuž jsou celkové náklady na vlastnictví příznivější pro středně až velkosériovou výrobu.
Jaké rozměrové tolerance jsou dosažitelné pomocí thixoformingu?
Typické tolerance se pohybují od ±0,1 do ±0,2 mm pro většinu prvků, přičemž kritické rozměry dosahují ±0,05 mm, pokud jsou implementovány správné kontroly procesu. Povrchové úpravy Ra 1,6–3,2 μm jsou standardní a často eliminují sekundární dokončovací operace.
Jaké minimální výrobní objemy činí thixoforming ekonomicky životaschopným?
Analýza bodu zvratu obvykle ukazuje nákladové výhody oproti obráběným součástem při objemech přesahujících 1 000 kusů ročně. U složitých geometrií vyžadujících vysokou pevnost a nízkou pórovitost se thixoforming stává konkurenceschopným i při nižších objemech díky sníženým požadavkům na obrábění a vynikajícím vlastnostem materiálu.
Jak se mechanická pevnost thixoformovaných dílů srovnává s konvenčním litím?
Thixoformovaný hliník A356 dosahuje pevnosti v tahu 280–320 MPa ve srovnání s 200–250 MPa u konvenčního tlakového lití. Řízená mikrostruktura a snížená pórovitost vedou k o 20–30 % vyšší únavové pevnosti a zlepšeným vlastnostem prodloužení.
Jaká jsou hlavní omezení procesu thixoformingu?
Mezi primární omezení patří úzké teplotní okno zpracování vyžadující přesné řízení (±2 °C), specializované náklady na přípravu vstupní suroviny a současné omezení na specifické systémy slitin. Složité geometrie s velmi tenkými stěnami (<1,5 mm) mohou představovat problémy s tokem vyžadující pečlivou optimalizaci návrhu nástroje.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece