Podřezání při CNC obrábění: Frézy s T-drážkou vs. 5osé strategie
Obrábění podřezání představuje jeden z nejnáročnějších geometrických problémů v přesné výrobě. Tyto prvky – definované jako povrchy, které nejsou přístupné řeznému nástroji pohybujícímu se podél jedné osy – vyžadují specializované strategie, které přímo ovlivňují časy cyklů, náklady na nástroje a celkovou proveditelnost projektu.
Klíčové poznatky:
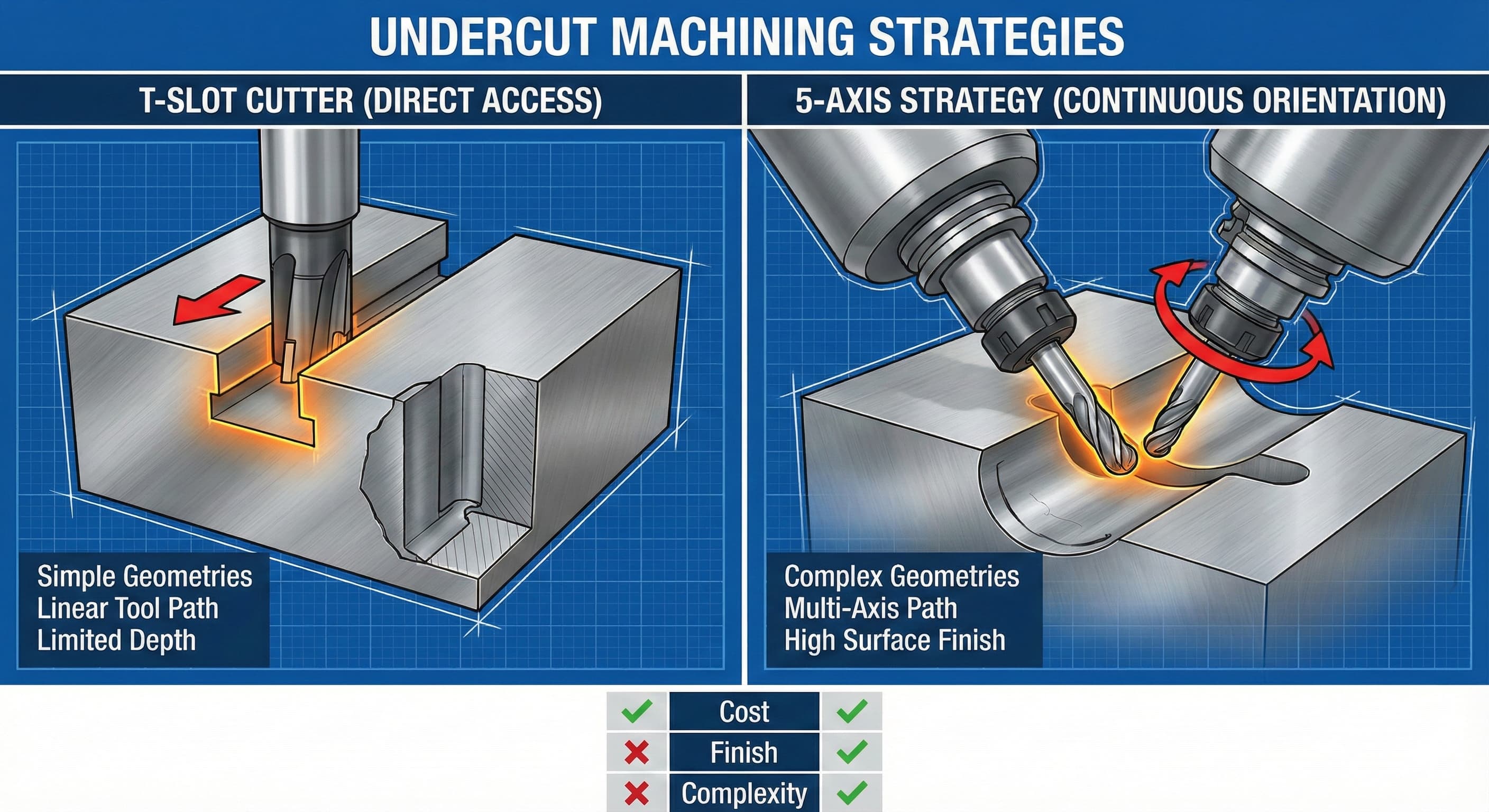
- Frézy s T-drážkou vynikají u jednoduchých podřezání, ale jsou omezeny na specifické geometrie a hloubky do 15-20 mm
- 5osé simultánní obrábění umožňuje složité profily podřezání s vynikající kvalitou povrchu (Ra 0,8-1,6 μm)
- Hybridní přístupy kombinující obě metody mohou snížit časy cyklů o 25-40 % u složitých komponent
- Výběr materiálu a tuhost obrobku určují optimální strategii obrábění podřezání
Porozumění klasifikacím geometrie podřezání
Podřezání při CNC obrábění spadají do tří hlavních kategorií: jednoduchá lineární podřezání, složitá zakřivená podřezání a složená vícesměrná podřezání. Každá klasifikace vyžaduje odlišné přístupy k nástrojům a schopnosti stroje.
Jednoduchá lineární podřezání, jako jsou T-drážky a rybinové profily, mají geometrii s přímkami, která je přístupná pomocí specializovaných fréz. Ty se obvykle pohybují v hloubce 2-25 mm s úhly stěn mezi 45-90 stupni. Norma ISO 2768-m platí pro obecné tolerance, zatímco specifické prvky mohou vyžadovat přísnější kontroly až do ±0,05 mm.
Složitá zakřivená podřezání zahrnují sférické dutiny, tvarované povrchy pod převisy a organické tvary nacházející se v leteckých součástech. Tyto geometrie nelze obrábět konvenčními 3osými strategiemi a vyžadují kontinuální víceosé dráhy nástroje pro udržení správného odvodu třísek a kvality povrchu.
Složená podřezání kombinují více směrů a často mají proměnlivé hloubky v rámci jednoho prvku. Lékařské implantáty, lopatky turbín a jádra vstřikovacích forem často obsahují tyto náročné geometrie, které posouvají limity nástrojů i schopností stroje.
Frézy s T-drážkou: Specializované nástroje pro přímý přístup
Frézy s T-drážkou představují nejpřímější přístup k obrábění lineárních podřezání. Tyto nástroje mají úzkou stopku s rozšířenou řeznou hlavou, což umožňuje přístup do stísněných prostor a zároveň odstraňuje materiál v oblastech, které jsou pro konvenční frézy nedosažitelné.
Standardní frézy s T-drážkou se pohybují v rozmezí průměru hlavy 6-50 mm, přičemž průměry stopek jsou obvykle 30-50 % velikosti hlavy, aby byla zajištěna potřebná tuhost. Karbidové třídy jako K20-K30 nabízejí optimální odolnost proti opotřebení pro ocelové komponenty, zatímco nástroje s hroty PCD vynikají v hliníkových slitinách, jako jsou 6061-T6 a 7075-T6.
Řezné parametry pro operace s T-drážkou vyžadují pečlivé zvážení průhybu a vibrací nástroje. Doporučené řezné rychlosti se pohybují od 80-150 m/min pro ocel (v závislosti na tvrdosti), s posuvy mezi 0,1-0,3 mm na zub. Rozšířená geometrie nástroje omezuje hloubku řezu na 0,5-2,0 mm na průchod, což významně ovlivňuje časy cyklů pro hluboká podřezání.
| Typ nástroje | Max. hloubka (mm) | Řezná rychlost (m/min) | Posuv (mm/zub) | Typická cena (€) |
|---|---|---|---|---|
| HSS T-drážkovací fréza | 15 | 60-80 | 0.05-0.15 | 45-85 |
| Karbidová T-drážkovací fréza | 25 | 120-180 | 0.15-0.25 | 120-220 |
| PCD T-drážkovací fréza | 20 | 200-400 | 0.2-0.4 | 350-650 |
Úvahy o životnosti nástroje se stávají kritickými kvůli konzolové geometrii řezání. Správné upínání obrobku a systémy tlumení vibrací jsou nezbytné pro prevenci předčasného selhání nástroje a udržení rozměrové přesnosti během výrobních sérií.
5osé simultánní obráběcí strategie
Pětiosé simultánní obrábění transformuje přístupnost podřezání tím, že umožňuje kontinuální změny orientace nástroje během řezné dráhy. Tato schopnost umožňuje konvenčním frézám přístup ke složitým geometriím při zachování optimálních řezných podmínek a vynikající kvality povrchu.
Zásadní výhoda spočívá v manipulaci s osou nástroje. Nakláněním a otáčením obrobku nebo vřetena si řezné nástroje udržují kolmý kontakt se složitými povrchy, čímž eliminují geometrická omezení inherentní v přístupech s frézami s T-drážkou. To vede ke zlepšení odvodu třísek, snížení řezných sil a zvýšení kvality povrchu.
Programování 5osých strategií podřezání vyžaduje sofistikovaný CAM software schopný detekce kolizí a optimalizace dráhy nástroje. Předstihové a zpožďovací úhly musí být pečlivě kontrolovány, aby se zabránilo vyštípnutí a zároveň zajistilo úplné odstranění materiálu. Typické předstihové úhly se pohybují od 2-5 stupňů, přičemž zpožďovací úhly se upravují na základě vlastností materiálu a požadované kvality povrchu.
Kinematika stroje hraje klíčovou roli při výběru strategie. Konfigurace stůl-stůl (osy A a C na stole) vynikají u těžkých obrobků, ale mohou mít omezené úhly přístupu nástroje. Konfigurace hlava-hlava (osy B a C na vřetenu) poskytují vynikající přístupnost, ale jsou obvykle omezeny na lehčí komponenty kvůli omezením zatížení vřetena.
Pro vysoce přesné výsledky, Odešlete svůj projekt pro 24hodinovou nabídku od Microns Hub.
Optimalizace posuvu při 5osém obrábění podřezání vyžaduje dynamické nastavení na základě okamžitého záběru nástroje. Moderní CNC řídicí systémy využívají pokročilé algoritmy k udržení konzistentního zatížení třísky a zároveň zabraňují náhlým změnám zrychlení, které by mohly ohrozit kvalitu povrchu nebo rozměrovou přesnost.
Srovnávací analýza: Výkonnostní a nákladové faktory
Výběr mezi frézami s T-drážkou a 5osými strategiemi vyžaduje komplexní analýzu geometrie dílu, objemu výroby a nákladových omezení. Každý přístup nabízí odlišné výhody v závislosti na specifických požadavcích aplikace.
| Faktor | T-drážkovací frézy | 5-osé simultánní obrábění | Vliv na výběr |
|---|---|---|---|
| Doba nastavení | 15-30 minut | 45-90 minut | Vysoký objem upřednostňuje T-drážku |
| Složitost programování | Nízká | Vysoká | Požadavky na dovednosti se výrazně liší |
| Kvalita povrchu (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Kritické pro viditelné povrchy |
| Cena nástroje na prvek | €2-8 | €0.50-3 | Závislé na objemu a složitosti |
| Doba cyklu (jednoduchý podřez) | 100% | 150-200% | Výhoda T-drážky pro základní geometrii |
Materiálové aspekty významně ovlivňují výběr strategie. Slitiny zpevňující se za studena, jako je Inconel 718, těží z kontinuálního řezání, které je možné s 5osými přístupy, zatímco hliníkové slitiny mohou dosáhnout přijatelných výsledků s oběma metodami. Zlepšené charakteristiky odvodu třísek 5osého obrábění se stávají zvláště cennými při práci s materiály náchylnými ke zpevňování za studena nebo s materiály generujícími dlouhé, provázkovité třísky.
Geometrická složitost slouží jako primární rozhodovací faktor. Jednoduché T-drážky, rybiny a lineární podřezání s hloubkami pod 15 mm obvykle upřednostňují specializované frézy. Složitá zakřivená podřezání, prvky s proměnlivou hloubkou nebo podřezání vyžadující více orientací vyžadují 5osé schopnosti.
Při hodnocení komplexních výrobních řešení zvažte, jak je obrábění podřezání integrováno s dalšími procesy. Komponenty vyžadující jak přesné CNC prvky, tak tvarované prvky mohou těžit z našich služeb zpracování plechu pro hybridní výrobní přístupy.
Pokročilé hybridní strategie
Sofistikovaná výrobní prostředí často využívají hybridní přístupy, které kombinují frézy s T-drážkou a 5osé strategie v rámci jediného obráběcího programu. Tato metodika optimalizuje časy cyklů při zachování standardů kvality napříč různými požadavky na prvky.
Hrubé odstranění podřezání často využívá 5osé strategie se standardními frézami pro efektivní odstranění velkého množství materiálu. Vynikající odvod třísek a snížené namáhání nástroje umožňují agresivní rychlosti odstraňování materiálu 15-25 cm³/min v hliníkových slitinách. Konečné profilování pak využívá specializované frézy s T-drážkou k dosažení přesné rozměrové kontroly a zlepšení kvality povrchu na kritických površích.
Sekvenční výměny nástrojů v rámci hybridních programů vyžadují pečlivé zvážení referenčních systémů obrobku a kompenzace délky nástroje. Udržování konzistentních souřadnicových systémů se stává kritickým při střídání různých geometrií nástrojů a strategií řezání. Správné postupy nastavení a ověření zabraňují nákladnému zmetkování částečně dokončených komponent.
Pokročilé CAM systémy nyní nabízejí integrované hybridní programovací schopnosti, které automaticky optimalizují výběr nástrojů a strategie řezání na základě analýzy geometrie prvku. Tyto systémy vyhodnocují faktory, včetně rychlosti odstraňování materiálu, úhlů přístupu nástroje a požadavků na kvalitu povrchu, aby generovaly optimalizované obráběcí sekvence.
Řízení teploty se stává stále důležitějším v hybridních strategiích kvůli různým řezným zatížením a prodlouženým časům cyklů. Systémy zaplavovacího chlazení s průtokem 15-25 litrů za minutu pomáhají udržovat konzistentní teploty a zároveň zajišťují adekvátní odvod třísek pro obě metody řezání.
Materiálově specifické aspekty
Různé materiály reagují jedinečně na frézy s T-drážkou versus 5osé strategie obrábění podřezání, což vyžaduje přizpůsobené přístupy pro optimální výsledky. Porozumění těmto materiálově specifickým chováním umožňuje informovaný výběr strategie a optimalizaci parametrů.
Hliníkové slitiny, zejména 6061-T6 a 7075-T6, se snadno obrábějí oběma přístupy, ale vykazují odlišné chování. Frézy s T-drážkou v hliníku mohou dosáhnout vysokých rychlostí odstraňování materiálu díky vynikajícím vlastnostem rozptylu tepla, zatímco 5osé strategie těží ze schopnosti materiálu produkovat krátké, snadno odváděné třísky. Nástroje s hroty PCD vynikají v hliníkových aplikacích a nabízejí zlepšení životnosti nástroje o 300-500 % ve srovnání s karbidovými alternativami.
| Druh materiálu | Preferovaná strategie | Typická životnost nástroje | Řezná rychlost (m/min) | Speciální aspekty |
|---|---|---|---|---|
| Al 6061-T6 | Buď/Hybridní | 2000-4000 dílů | 200-400 | Prevence nárůstu náběhového hránku |
| Ocel 4140 (HRC 30) | 5-osé obrábění preferováno | 150-300 dílů | 120-180 | Řízení zpevňování povrchu |
| Nerezová ocel 316L | 5-osé obrábění vyžadováno | 80-150 dílů | 80-120 | Nepřetržité řezání je zásadní |
| Inconel 718 | Pouze 5-osé obrábění | 25-60 dílů | 45-80 | Řízení teploty je kritické |
Nerezové oceli, jako jsou 316L a 17-4 PH, představují jedinečné výzvy kvůli charakteristikám zpevňování za studena. Frézy s T-drážkou pracující s přerušovaným řezáním mohou indukovat zpevňování za studena, což vede k rychlému opotřebení nástroje a špatné kvalitě povrchu. Pětiosé strategie kontinuálního řezání udržují konzistentní záběr, zabraňují zpevňování za studena a zároveň dosahují přijatelné životnosti nástroje a kvality povrchu.
Titanové slitiny, včetně Ti-6Al-4V, vyžadují specializované přístupy bez ohledu na strategii řezání. Nízká tepelná vodivost materiálu a chemická reaktivita s řeznými nástroji vyžadují optimalizované parametry a potenciálně exotické materiály nástrojů. Pro podrobné strategie obrábění titanu si přečtěte našeho průvodce snížení opotřebení nástrojů při obrábění titanu pro komplexní přístupy k optimalizaci CAD.
Úvahy o upínání a držení obrobku
Úspěšné obrábění podřezání vyžaduje robustní upínací systémy schopné udržet tuhost dílu a zároveň zajistit přístup nástroje do stísněných prostor. Volba mezi frézami s T-drážkou a 5osými strategiemi významně ovlivňuje požadavky na upínání a složitost nastavení.
Aplikace fréz s T-drážkou obvykle těží z konvenčních svěráků nebo upínacích desek, protože požadavky na přístup nástroje zůstávají relativně předvídatelné. Rozšířená geometrie nástroje však vytváří významná ramena momentu, která zesilují řezné síly a vibrace. Upínací systémy musí poskytovat adekvátní podporu v blízkosti řezné zóny a zároveň zohledňovat požadavky na vůli nástroje.
Pětiosé obrábění vyžaduje sofistikovanější upínací řešení, která udržují přístupnost obrobku během složitých sekvencí dráhy nástroje. Tombstone fixtures, indexované otočné stoly a zakázkové konstrukce upínacích přípravků umožňují více orientací dílů a zároveň minimalizují změny nastavení. Schopnost obrábět podřezání z různých úhlů přístupu často snižuje celkové požadavky na upínání ve srovnání s metodami s frézami s T-drážkou.
Při řešení složitých geometrií vyžadujících více nastavení zvažte konstrukční strategie, které zahrnují úchytky pro složité CNC díly pro udržení integrity dílu během obráběcích sekvencí.
Tlumení vibrací se stává obzvláště kritickým pro operace s T-drážkou kvůli inherentní flexibilitě nástroje. Doplňkové podpůrné systémy, včetně stabilních opěrek a antivibračních upínacích přípravků, pomáhají udržovat rozměrovou přesnost a prodlužují životnost nástroje. Tyto systémy musí být pečlivě navrženy, aby se zabránilo interferenci s dráhami řezného nástroje a zároveň byla zajištěna maximální účinnost podpory.
Strategie kontroly kvality a inspekce
Prvky podřezání představují jedinečné inspekční výzvy, které vyžadují specializované měřicí techniky a vybavení. Omezení přístupnosti, která komplikují obrábění, ovlivňují také postupy ověřování kvality.
Souřadnicové měřicí stroje (CMM) vybavené kloubovými sondovými hlavami umožňují komplexní inspekci podřezání, ale složitost programování se výrazně zvyšuje. Úhly přístupu sondy musí být pečlivě naplánovány, aby se zabránilo kolizím a zároveň bylo dosaženo úplného ověření prvku. Dotykové sondové systémy s průměry kuliček 2-5 mm obvykle poskytují optimální rovnováhu mezi schopností přístupu a přesností měření.
Optické měřicí systémy, včetně laserových skenerů a systémů strukturovaného světla, nabízejí bezkontaktní inspekční alternativy, které jsou zvláště cenné pro složitá zakřivená podřezání. Tyto systémy zachycují kompletní data geometrie povrchu, což umožňuje komplexní srovnání s CAD modely s přesností obvykle v rozmezí ±0,025 mm pro většinu průmyslových aplikací.
Monitorování v procesu se stává stále důležitějším pro obrábění podřezání kvůli omezenému vizuálnímu přístupu během řezných operací. Monitorování zatížení vřetena, analýza vibrací a senzory akustické emise pomáhají detekovat opotřebení nástroje nebo anomálie řezání dříve, než ovlivní kvalitu dílu. Moderní CNC systémy integrují tyto monitorovací schopnosti, aby poskytovaly zpětnou vazbu v reálném čase a automatické nastavení parametrů.
Implementace statistické kontroly procesu (SPC) vyžaduje pečlivé zvážení opakovatelnosti měření a techniky operátora. Prvky podřezání často vykazují vyšší nejistotu měření ve srovnání s přístupnými povrchy, což vyžaduje upravené kontrolní limity a strategie vzorkování pro udržení efektivní kontroly procesu.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup ke službám znamenají, že každý projekt obdrží pozornost věnovanou detailům, kterou si zaslouží, s komplexními inspekčními schopnostmi i pro ty nejnáročnější geometrie podřezání.
Strategie optimalizace nákladů
Efektivní řízení nákladů při obrábění podřezání vyžaduje komplexní analýzu nákladů na nástroje, časů cyklů, požadavků na nastavení a úvah o kvalitě. Porozumění celkovým nákladovým dopadům umožňuje informovaná rozhodnutí, která vyvažují počáteční výdaje s dlouhodobou efektivitou výroby.
Náklady na nástroje se mezi přístupy dramaticky liší. Frézy s T-drážkou se pohybují od 45 do 650 EUR v závislosti na velikosti a povlaku, s typickou životností nástroje 150-4000 dílů na základě materiálu a řezných podmínek. Pětiosé strategie využívají konvenční frézy v ceně 15-150 EUR, ale mohou vyžadovat více nástrojů pro kompletní obrábění podřezání.
Náklady na programování a nastavení upřednostňují frézy s T-drážkou pro jednoduché geometrie kvůli snížené složitosti. Pětiosé strategie se však často ukáží jako ekonomičtější pro složitá podřezání, když se vezmou v úvahu celkové časy cyklů a sekundární operace. Schopnost dokončit více orientací podřezání v jediném nastavení eliminuje mezilehlé náklady na manipulaci a přemístění.
Úvahy o objemu významně ovlivňují rozhodnutí o optimalizaci nákladů. Nízkoobjemové prototypy a zakázkové díly mohou upřednostňovat 5osé přístupy navzdory vyšším nákladům na nastavení, zatímco velkoobjemová výroba často těží z vyhrazených nástrojů s T-drážkou a optimalizovaných upínacích systémů.
Pro komplexní analýzu nákladů pokrývající různé výrobní procesy si přečtěte našeho podrobného průvodce faktory nákladů na CNC obrábění, který poskytuje specifické strategie pro snížení cen dílů prostřednictvím optimalizace návrhu.
Sekundární operace, včetně odhrotování, povrchové úpravy a inspekce, zvyšují složitost výpočtů nákladů. Pětiosé obrábění obvykle produkuje vynikající povrchové úpravy vyžadující minimální následné zpracování, zatímco operace s T-drážkou mohou vyžadovat další kroky dokončování k dosažení srovnatelné úrovně kvality.
Integrace s výrobními službami
Obrábění podřezání často představuje jednu komponentu komplexních výrobních programů, které mohou zahrnovat více procesů a technologií. Porozumění tomu, jak se strategie podřezání integrují s širšími výrobními schopnostmi, pomáhá optimalizovat celkovou realizaci projektu a efektivitu nákladů.
Mnoho komponent vyžadujících složitá podřezání také zahrnuje prvky, které jsou lépe vhodné pro alternativní výrobní procesy. Plechové komponenty s obráběnými podřezáními, lité díly vyžadující dokončovací obrábění a sestavy kombinující více výrobních technologií těží z integrovaného plánování výroby, které zohledňuje všechny interakce procesů.
Optimalizace dodací lhůty často řídí rozhodnutí o výběru procesu. Komponenty vyžadující jak přesné podřezání, tak další výrobní operace mohou těžit ze strategií paralelního zpracování, kde jsou různé prvky vyráběny současně pomocí vhodných technologií. Tento přístup minimalizuje celkovou dobu trvání projektu a zároveň udržuje standardy kvality napříč všemi prvky.
Integrace systému kvality zajišťuje konzistentní standardy napříč více výrobními procesy. Když obrábění podřezání představuje jeden prvek komplexních výrobních programů, udržování sledovatelnosti a dokumentace se stává kritickým pro průmyslová odvětví s přísnými regulačními požadavky, jako je letectví, lékařské přístroje a automobilové aplikace.
Prozkoumejte, jak se obrábění podřezání integruje s našimi výrobními službami, abyste vyvinuli komplexní řešení, která optimalizují jak kvalitu jednotlivých dílů, tak celkovou efektivitu projektu.
Často kladené otázky
Jaké je maximální hloubky dosažitelné s frézami s T-drážkou ve srovnání s 5osým obráběním?
Frézy s T-drážkou jsou obvykle omezeny na hloubky 15-25 mm kvůli tuhosti nástroje a omezením vibrací. Rozšířená geometrie nástroje vytváří významný průhyb, který ovlivňuje rozměrovou přesnost za těmito hloubkami. Pětiosé obrábění pomocí konvenčních fréz může dosáhnout prakticky neomezených hloubek podřezání, protože nástroje si udržují kolmý kontakt s povrchy bez ohledu na hloubku prvku. Tuhost obrobku a přístupnost upínání však mohou ukládat praktická omezení pro extrémně hluboké prvky.
Jak požadavky na kvalitu povrchu ovlivňují volbu mezi frézami s T-drážkou a 5osými strategiemi?
Pětiosé simultánní obrábění obvykle produkuje vynikající povrchové úpravy v rozmezí Ra 0,8-1,6 μm díky kontinuálnímu záběru nástroje a optimální geometrii řezání. Frézy s T-drážkou obecně dosahují povrchů Ra 1,6-3,2 μm kvůli průhybu nástroje a přerušovanému řezání. Pro kritické povrchy vyžadující minimální následné zpracování nabízejí 5osé strategie významné výhody. Specializované frézy s T-drážkou s optimalizovanými geometriemi a povlaky však mohou dosáhnout přijatelných povrchů pro mnoho aplikací s nižší složitostí programování.
Jaké materiály jsou nevhodné pro obrábění podřezání frézou s T-drážkou?
Materiály zpevňující se za studena, včetně austenitických nerezových ocelí (316L, 321), slitin Inconel a tříd Hastelloy, si vedou špatně s frézami s T-drážkou kvůli přerušovanému řezání, které indukuje zpevňování za studena. Tyto materiály vyžadují kontinuální záběr řezání, který je možný pouze s 5osými strategiemi. Kromě toho materiály se špatnou obrobitelností, jako jsou kalené nástrojové oceli nad HRC 45, mohou způsobit nadměrné opotřebení nástroje při použití rozšířených geometrií typických pro frézy s T-drážkou.
Jak ovlivňuje objem dílu ekonomickou volbu mezi strategiemi řezání?
Nízkoobjemová výroba (1-50 dílů) obvykle upřednostňuje 5osé strategie navzdory vyšším nákladům na programování, protože investice do nástrojů zůstávají rozumné a flexibilita nastavení poskytuje výhody. Střední objemy (50-500 dílů) vyžadují podrobnou analýzu nákladů s ohledem na životnost nástroje, časy cyklů a požadavky na kvalitu. Velkoobjemová výroba (>500 dílů) často ospravedlňuje vyhrazené nástroje s T-drážkou a optimalizované upínací přípravky, pokud to geometrie dovoluje, protože snížené náklady na programování a nastavení na díl kompenzují vyšší počáteční investice do nástrojů.
Jaké inspekční výzvy jsou jedinečné pro obráběná podřezání?
Inspekce podřezání čelí významným omezením přístupnosti, která komplikují postupy měření. Standardní sondy CMM vyžadují kloubové hlavy nebo specializované konfigurace sond k dosažení stísněných prostor, což zvyšuje složitost programování a nejistotu měření. Optické měřicí systémy nabízejí výhody pro složité geometrie, ale mohou mít problémy s vysoce reflexními povrchy nebo hlubokými, úzkými podřezáními. Měřidla typu "projde/neprojde" poskytují efektivní inspekci výroby, ale vyžadují zakázkovou výrobu pro každou geometrii podřezání, což je činí vhodnými primárně pro velkoobjemové aplikace.
Mohou hybridní přístupy kombinující obě metody snížit celkové náklady na obrábění?
Hybridní strategie často poskytují optimální nákladovou efektivitu pro složité komponenty s více typy podřezání. Použití 5osého hrubovacího obrábění pro odstranění velkého množství materiálu, po kterém následuje dokončování frézou s T-drážkou, může snížit časy cyklů o 25-40 % při zachování rozměrové přesnosti. Hybridní přístupy však vyžadují sofistikované programování a pečlivé řízení výměny nástrojů pro udržení přesnosti souřadnicového systému během obráběcí sekvence. Výhody obvykle ospravedlňují zvýšenou složitost pro středně až velkoobjemovou výrobu geometricky složitých dílů.
Jakou roli hraje tloušťka materiálu obrobku při výběru strategie?
Tenkostěnné komponenty s podřezáními představují jedinečné výzvy bez ohledu na strategii řezání. Frézy s T-drážkou generují významné řezné síly, které mohou způsobit průhyb nebo vibrace v tenkých sekcích, což potenciálně ohrožuje rozměrovou přesnost. Pětiosé strategie umožňují optimalizované dráhy nástroje, které minimalizují řezné síly prostřednictvím správných úhlů předstihu/zpoždění a řízení kroku. Komponenty s tloušťkou stěny pod 2-3 mm obvykle vyžadují 5osé přístupy se specializovanými technikami obrábění tenkých stěn pro udržení přijatelných tolerancí a zabránění deformaci obrobku.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece