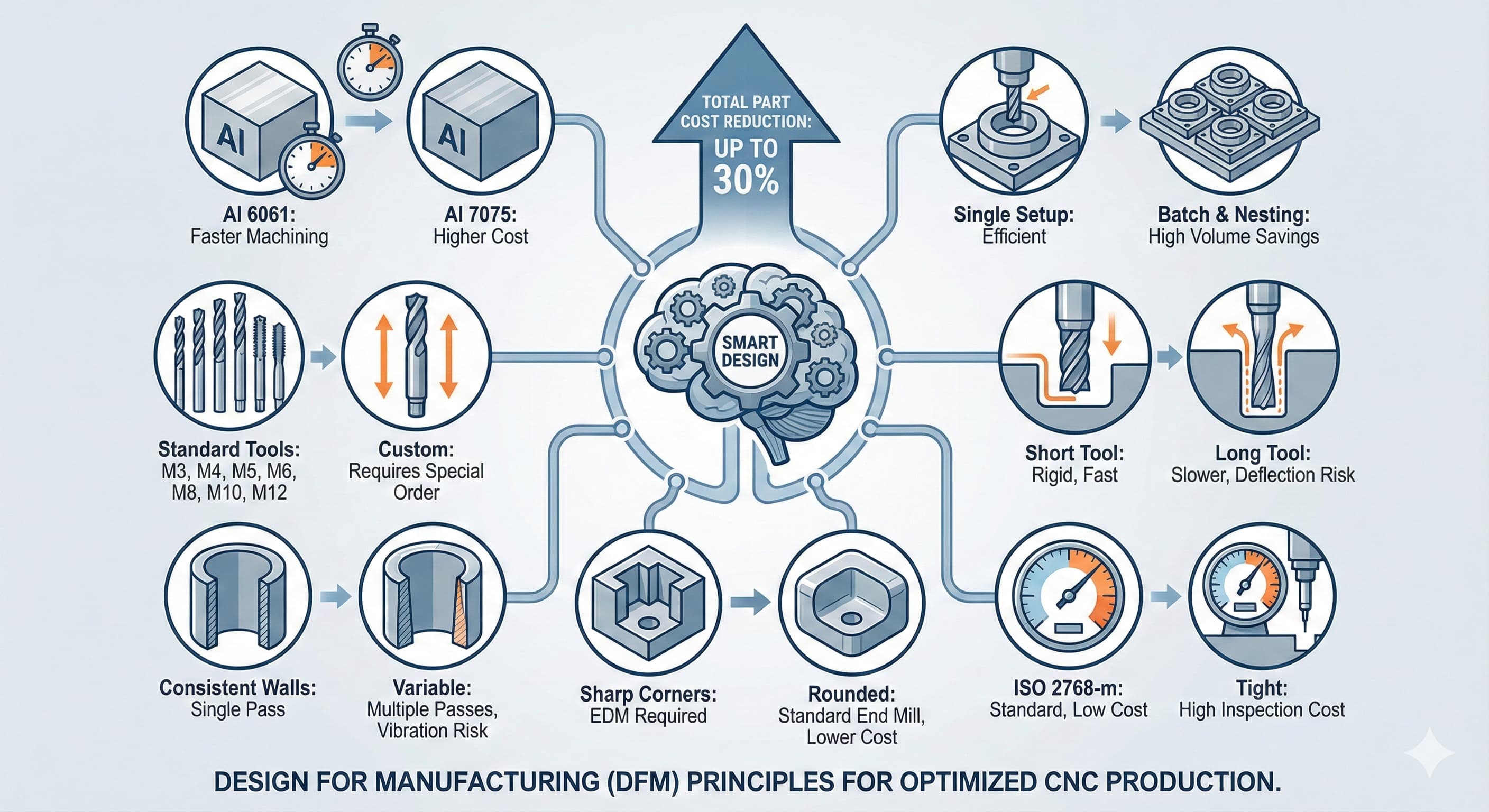
Faktory ovlivňující náklady na CNC obrábění: 7 úprav návrhu pro snížení ceny dílu o 30 %
Většina inženýrů se nejprve zaměřuje na funkčnost a až poté na náklady – což je nákladná chyba, pokud jde o CNC obrábění. Po dvou desetiletích optimalizace výrobních procesů v Microns Hub jsem identifikoval opakující se návrhové vzory, které navyšují náklady na díly o 20–50 %, aniž by přidávaly smysluplnou hodnotu. Řešením nejsou levnější materiály nebo dodavatelé s nižší kvalitou; jsou to inteligentní úpravy návrhu, které pracují s možnostmi CNC, a ne proti nim.
Klíčové poznatky
- Standardní dostupnost nástrojů snižuje dobu obrábění o 40–60 % ve srovnání se složitými geometriemi vyžadujícími specializované frézy
- Výběr materiálu nad rámec typu slitiny – s ohledem na hodnocení obrobitelnosti a dostupnost materiálu – ovlivňuje celkové náklady více než cena suroviny
- Konsolidace prvků prostřednictvím zásad DFM (Design for Manufacturing) může zcela eliminovat sekundární operace
- Strategie specifikace tolerance: uplatnění úzkých tolerancí pouze tam, kde jsou funkčně kritické, výrazně snižuje dobu kontroly a míru zmetkovitosti
Pochopení struktury nákladů CNC: Skryté proměnné
Náklady na CNC obrábění se dělí do pěti primárních kategorií, ale většina inženýrů zvažuje pouze dvě. Kromě zjevných nákladů na materiál a dobu stroje představuje složitost nastavení, požadavky na nástroje a protokoly zajištění kvality často 40–70 % celkových nákladů na díl pro malosériovou až středně sériovou výrobu.
Doba nastavení se nepřímo úměrně zvyšuje s geometrickou složitostí. Jednoduchý obdélníkový blok se standardními otvory se obrábí v jednom nastavení, zatímco díl vyžadující více orientací znásobuje jak dobu nastavení, tak náklady na přípravky. Každé další nastavení přidává 15–45 minut neřezného času, v závislosti na složitosti dílu a požadavcích na upínání.
Náklady na nástroje se zvyšují, když návrhy vyžadují specializované frézy. Standardní stopkové frézy o průměrech 3 mm, 6 mm, 10 mm a 20 mm efektivně zvládají 85 % obráběcích operací. Požadavek na stopkovou frézu o průměru 2,3 mm pro specifickou hloubku kapsy zdvojnásobuje náklady na nástroj a prodlužuje dodací lhůtu pro jeho pořízení.
| Nákladová složka | Typické procento | Primární faktory | Dopad na návrh |
|---|---|---|---|
| Surovina | 20-35 % | Typ slitiny, velikost materiálu, dostupnost | Vysoký |
| Čas obrábění | 25-40 % | Rychlost řezání, efektivita dráhy nástroje | Velmi vysoký |
| Nastavení a upínání | 15-25 % | Počet nastavení, složitost upínky | Velmi vysoký |
| Nástroje | 8-15 % | Typ nástroje, frekvence výměny | Vysoký |
| Zajištění kvality | 5-12 % | Požadavky na toleranci, doba kontroly | Střední |
Inženýři obvykle vybírají materiály pouze na základě mechanických vlastností, ignorují faktory obrobitelnosti, které dramaticky ovlivňují výrobní náklady. Hliník 6061-T6 a 7075-T6 splňují požadavky na pevnost pro mnoho leteckých aplikací, ale 6061-T6 se obrábí o 40 % rychleji díky vynikající tvorbě třísek a nižšímu opotřebení nástrojů.
Hodnocení obrobitelnosti kvantifikuje efektivitu řezání u různých slitin. Americký institut pro železo a ocel (AISI) hodnotí materiály na stupnici, kde ocel AISI 1212 se rovná 100 %. Hliník 6061-T6 má hodnocení 90–95 %, zatímco 7075-T6 má hodnocení 70–75 %. Tento 20bodový rozdíl se přímo promítá do odchylek doby cyklu.
Dostupnost materiálu představuje další skrytý faktor ovlivňující náklady. Specifikace desky o tloušťce 25,4 mm, když se standardní materiál dodává v tloušťkách 25 mm nebo 30 mm, zvyšuje plýtvání materiálem a potenciální zpoždění při získávání zdrojů. Evropští dodavatelé obvykle skladují metrické rozměry: 10 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm tloušťky pro hliníkové desky.
| Materiál | Hodnocení obrobitelnosti | Řezná rychlost (m/min) | Faktor životnosti nástroje | Relativní cena/hodina |
|---|---|---|---|---|
| Al 6061-T6 | 90-95 | 300-500 | 1.0 | 1.0 |
| Al 7075-T6 | 70-75 | 200-350 | 0.7 | 1.4 |
| Nerezová ocel 316L | 45-50 | 120-180 | 0.4 | 2.5 |
| Titan Ti-6Al-4V | 20-25 | 60-120 | 0.2 | 4.8 |
Vlastní průměry otvorů vyžadují výměnu nástrojů a snižují parametry řezání. Standardní velikosti vrtáků v metrické progresi (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm) běží při optimálních posuvech a otáčkách, zatímco otvor o průměru 4,3 mm vyžaduje buď vrtání pod rozměr a vystružování, nebo spuštění standardního vrtáku se sníženými parametry.
Specifikace závitů se řídí podobnou logikou. Metrické závity ISO (M3, M4, M5, M6, M8, M10, M12) využívají standardní velikosti závitníků a osvědčené parametry řezání. Vlastní závity vyžadují speciální závitníky, delší doby cyklu a vyšší riziko zmetkovitosti kvůli potenciálu zlomení závitníku.
Poměry hloubky otvoru k průměru významně ovlivňují účinnost vrtání a životnost nástroje. Udržování poměrů pod 3:1 pro standardní spirálové vrtáky a 5:1 pro specializované vrtáky pro hluboké otvory optimalizuje odvod třísek a zabraňuje zpevnění materiálu. Otvor o průměru 6 mm by měl být maximálně 18 mm hluboký pomocí standardního nástroje.
Operace zahloubení a zapuštění zvyšují složitost, když se rozměry neshodují se standardními požadavky na upevňovací prvky. Šrouby s válcovou hlavou a vnitřním šestihranem ISO 4762 definují specifické průměry a hloubky zahloubení. Šrouby M6 vyžadují zahloubení o průměru 10 mm s hloubkou 6 mm – odchýlení se od těchto standardů zvyšuje dobu obrábění bez funkčního přínosu.
Úprava návrhu č. 3: Implementujte konzistentní strategii tloušťky stěny
Proměnlivá tloušťka stěny vyžaduje více řezných průchodů s různými nástroji, zatímco konzistentní tloušťka umožňuje operace s jedním průchodem s optimalizovanými parametry řezání. Tenké stěny pod tloušťkou 1,5 mm u hliníku nebo 2 mm u oceli představují problémy s vibracemi, které vyžadují snížené řezné rychlosti a specializované upínání.
Operace kapes výrazně těží z konzistentní tloušťky dna. Programovací software optimalizuje dráhy nástrojů, když odstraňování materiálu zůstává během řezné operace rovnoměrné. Kapsy s proměnlivou hloubkou vyžadují více hrubovacích průchodů a úměrně zvyšují dobu cyklu.
Úkosy eliminují sekundární obráběcí operace u dílů vyžadujících montáž po obrábění nebo procesy povrchové úpravy. Zahrnutí úkosů 0,5–2,0 stupně na svislé stěny zjednodušuje vyjímání dílů z přípravků a snižuje tvorbu otřepů během řezných operací.
Pro vysoce přesné výsledky nahrajte své CAD soubory do Microns Hub nástroje pro okamžité nacenění.
Úprava návrhu č. 4: Minimalizujte složitost prvků prostřednictvím geometrické optimalizace
Složité geometrické prvky exponenciálně zvyšují dobu programování a složitost výpočtu dráhy nástroje. Ostré vnitřní rohy vyžadují EDM dokončování nebo více průchodů nástroje s postupně menšími stopkovými frézami. Specifikace rohů o poloměru 0,5 mm namísto ostrých rohů eliminuje sekundární operace při zachování funkčního výkonu pro většinu aplikací.
Podříznutí a reverzní úkosy vyžadují další nastavení nebo specializované nástroje. Pěti-osé obráběcí schopnosti zvládají některé složité geometrie v jednom nastavení, ale složitost programování a doba nastavení často přesahují úspory nákladů ze snížené manipulace. Eliminace podříznutí prostřednictvím revize návrhu obvykle snižuje celkové náklady a zároveň zlepšuje pevnost dílu díky lepšímu rozložení napětí.
Požadavky na povrchovou úpravu ovlivňují výběr parametrů řezání a strategie finálního průchodu. Povrchová úprava Ra 1,6 μm se dosahuje pomocí standardních parametrů obrábění, zatímco Ra 0,8 μm vyžaduje další dokončovací průchody se sníženými posuvy. Zrcadlové povrchy pod Ra 0,4 μm vyžadují sekundární operace leštění, které přidávají značné náklady a dodací lhůtu.
| Typ prvku | Standardní postup | Časový multiplikátor | Dopad na cenu | DFM alternativa |
|---|---|---|---|---|
| Ostrý vnitřní roh | Vícenásobné průchody nástroje + EDM | 3,5x | +250 % | Roh s poloměrem 0,5 mm |
| Hluboká úzká drážka | Ponorné řezání + boční frézování | 2,8x | +180 % | Širší drážka nebo průchozí otvor |
| Složitý podřez | 5osé obrábění nebo vícenásobné upnutí | 4,2x | +320 % | Eliminujte nebo zjednodušte geometrii |
| Velmi tenká stěna (<1 mm) | Lehké řezy, speciální přípravky | 2,2x | +120 % | Zvětšit na minimum 1,5 mm |
Specifikace tolerance představuje nejběžnější faktor navyšování nákladů při přesném obrábění. Obecné tolerance ISO 2768 zvládají většinu funkčních požadavků bez specifických odkazů. Střední stupeň (ISO 2768-m) poskytuje ±0,1 mm pro rozměry do 30 mm, ±0,15 mm pro rozměry 30–120 mm a ±0,2 mm pro rozměry 120–400 mm.
Kritické tolerance vyžadující monitorování statistické regulace procesu (SPC) přidávají dobu kontroly a potenciální náklady na opravy. Každý rozměr vyžadující ověření souřadnicovým měřicím strojem (CMM) přidává 2–5 minut doby kontroly plus požadavky na dokumentaci. Omezení úzkých tolerancí na funkčně kritické prvky výrazně snižuje režii zajištění kvality.
Aplikace geometrického rozměrování a tolerování (GD&T) podle norem ASME Y14.5 komunikuje záměr návrhu efektivněji než tradiční tolerování plus/minus. Složitá schémata GD&T vyžadující specializované kontrolní vybavení však zvyšují náklady bez odpovídajícího funkčního přínosu v mnoha aplikacích.
Tolerance polohy pro vzory otvorů jasně demonstrují tento princip. Tolerance polohy ±0,05 mm na kružnici šroubů vyžaduje kontrolu CMM, zatímco tolerance ±0,1 mm umožňuje ověření pomocí kalibru „projde/neprojde“ za jednu třetinu nákladů na kontrolu.
Úprava návrhu č. 6: Optimalizujte přístup k obrábění a vůli nástroje
Omezení přístupu nástroje vyžadují delší nástroje se sníženou tuhostí, což zvyšuje vibrace a omezuje parametry řezání. Standardní poměry délky k průměru stopkové frézy 3:1 nebo 4:1 poskytují optimální tuhost pro většinu aplikací. Požadavek na poměry 6:1 nebo vyšší snižuje řezné rychlosti o 30–50 % a zvyšuje riziko průhybu nástroje.
Požadavky na vůli kolem obráběných prvků umožňují výběr větších a tužších nástrojů. Stopková fréza o průměru 20 mm odstraňuje materiál 4x rychleji než stopková fréza o průměru 10 mm, pokud existuje dostatečná vůle. Operace kapes těží zejména z velkorysých poloměrů rohů odpovídajících dostupným velikostem nástrojů.
Integrace návrhu přípravku během fáze návrhu dílu eliminuje problémy s interferencí a snižuje složitost nastavení. Standardní rozteč čelistí svěráku, rozměry otočného stolu a omezení upínání by měly ovlivňovat rozhodnutí o návrhu v rané fázi vývoje, spíše než aby vynucovaly drahá řešení vlastních přípravků.
Přístupnost programování ovlivňuje jak počáteční dobu programování, tak efektivitu budoucích úprav. Prvky umístěné v obtížně přístupných oblastech vyžadují konzervativní parametry řezání a rozsáhlé ověření dráhy nástroje, což zvyšuje jak dobu programování, tak dobu cyklu.
Úprava návrhu č. 7: Dávkové zpracování a konsolidace prvků
Konsolidace prvků snižuje výměny nástrojů a optimalizuje sekvence řezání. Seskupení všech operací vrtání umožňuje nastavení jednoho nástroje s optimalizovanými parametry pro více velikostí otvorů. Sekvenční operace kapes s konzistentními hloubkami zefektivňují hrubovací a dokončovací průchody.
Eliminace sekundárních operací prostřednictvím optimalizace primárního nastavení představuje významnou příležitost ke snížení nákladů. Díly vyžadující operace vrtání, řezání závitů a zahloubení se dokončují efektivně, když umístění otvorů umožňuje přístupnost v jednom nastavení. Složité díly vyžadující operace otáčení nebo více nastavení upínání znásobují dobu manipulace a představují problémy s přesností polohy.
Ohledy na návrh vhodné pro dávkové zpracování umožňují efektivní škálování výroby. Díly navržené pro jednoduché upínání a konzistentní požadavky na nástroje se efektivně zpracovávají v množstvích od prototypu až po objemy výroby. Naše výrobní služby optimalizují postupy nastavení pro výrobní metody odpovídající objemu.
Optimalizace využití materiálu prostřednictvím geometrií vhodných pro vnořování snižuje plýtvání surovinami a umožňuje efektivní programování pro nastavení více dílů. Obdélníkové nebo kruhové profily hranic se vnořují efektivněji než složité vnější profily vyžadující jednotlivé kusy materiálu.
| Strategie návrhu | Úspora času | Snížení nákladů | Dopad na kvalitu | Obtížnost implementace |
|---|---|---|---|---|
| Standardní velikosti nástrojů | 20-35% | 15-28% | Zlepšená | Nízká |
| Konzistentní tloušťka stěny | 15-25% | 12-20% | Neutrální | Střední |
| Zjednodušené tolerance | 5-15% | 8-18% | Neutrální | Nízká |
| Konsolidace prvků | 25-40% | 20-35% | Zlepšená | Vysoká |
| Optimalizace materiálu | 10-20% | 15-25% | Zlepšená | Střední |
Implementace těchto strategií snižování nákladů vyžaduje systematickou integraci kontroly návrhu do stávajících vývojových procesů. Kontrola DFM v rané fázi identifikuje příležitosti k optimalizaci před zmrazením návrhu, kdy jsou úpravy stále relativně jednoduché a levné.
Analýza CAD modelu pomocí softwaru pro simulaci výroby předpovídá sekvence obrábění a identifikuje potenciální problémy před fyzickou výrobou. Softwarové nástroje jako CAMWorks, Mastercam nebo Fusion 360 poskytují realistické odhady doby cyklu a zvýrazňují problematické prvky vyžadující pozornost návrhu.
Mezioborová spolupráce mezi konstrukčními inženýry a výrobními inženýry zajišťuje optimální rovnováhu mezi funkčními požadavky a efektivitou výroby. Pravidelné kontroly návrhu zahrnující vstup výroby zabraňují nákladným cyklům přepracování a urychlují cíle uvedení na trh.
Standardy dokumentace zahrnující pokyny DFM umožňují konzistentní aplikaci napříč více projekty a členy týmu. Standardizovaná pravidla návrhu, preferované specifikace materiálu a schválená schémata tolerance snižují odchylky návrhu a umožňují efektivnější nacenění a plánování výroby.
Měření úspěšnosti snižování nákladů
Kvantifikace úspěchů snižování nákladů vyžaduje stanovení základní linie a systematické sledování napříč více složkami nákladů. Celkové náklady na díl zahrnují materiál, dobu obrábění, dobu nastavení, spotřebu nástrojů a režii zajištění kvality – každá z nich reaguje odlišně na specifické úpravy návrhu.
Měření snížení doby cyklu poskytuje nejpřímější ukazatel efektivity výroby. Porovnání skutečné doby obrábění před a po optimalizaci návrhu kvantifikuje velikost zlepšení a ověřuje teoretické předpovědi ze simulačního softwaru.
Metriky kvality včetně míry výtěžnosti při prvním průchodu a procenta zmetků indikují zlepšení robustnosti návrhu nad rámec pouhého snížení nákladů. Zjednodušené návrhy obvykle prokazují zlepšenou vyrobitelnost prostřednictvím snížené variability a vyšších indexů způsobilosti procesu.
Dlouhodobé sledování nákladů odhaluje efektivitu strategie optimalizace napříč výrobními objemy a časovými obdobími. Snížení složitosti počátečního nastavení se znásobuje napříč vyššími výrobními množstvími, zatímco optimalizace materiálu poskytuje konzistentní výhody bez ohledu na úrovně objemu.
Často kladené otázky
Jaká je nejúčinnější jednotlivá změna návrhu pro snížení nákladů na CNC obrábění?
Standardizace velikostí otvorů a specifikací závitů obvykle poskytuje snížení nákladů o 15–25 % s minimálním dopadem na návrh. Použití standardních metrických velikostí vrtáků (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm) a metrických závitů ISO eliminuje požadavky na speciální nástroje a umožňuje optimální parametry řezání během celé výroby.
Jak ovlivňují specifikace tolerance celkové náklady na díl?
Úzké tolerance pod ±0,05 mm mohou zvýšit náklady na díl o 30–80 % prostřednictvím dodatečných požadavků na kontrolu a potenciálních oprav. Použití obecných tolerancí ISO 2768 pro nekritické rozměry a vyhrazení úzkých tolerancí pouze pro funkčně kritické prvky efektivně optimalizuje rovnováhu mezi náklady a výkonem.
Které materiály nabízejí nejlepší poměr obrobitelnosti a výkonu pro optimalizaci nákladů?
Hliník 6061-T6 poskytuje vynikající obrobitelnost (hodnocení 90–95) s dobrými pevnostními vlastnostmi pro většinu aplikací. Pro ocelové komponenty nabízejí třídy 1018 nebo 12L14 lepší obrobitelnost ve srovnání s nerezovými slitinami při zachování dostatečné pevnosti pro mnoho konstrukčních aplikací.
Jak ovlivňuje složitost prvků dobu obrábění a náklady?
Složité prvky vyžadující specializované nástroje nebo více nastavení mohou zvýšit náklady na díl o 200–400 %. Ostré vnitřní rohy, hluboké úzké drážky a složité podříznutí obzvláště ovlivňují náklady prostřednictvím prodloužené doby programování, požadavků na specializované nástroje a snížených parametrů řezání.
Jaké pokyny pro tloušťku stěny minimalizují náklady na obrábění při zachování strukturální integrity?
Udržování minimální tloušťky stěny 1,5 mm pro hliník a 2,0 mm pro ocel eliminuje problémy s vibracemi a umožňuje standardní parametry řezání. Konzistentní tloušťka stěny v celém dílu umožňuje operace s jedním průchodem a optimalizované programování dráhy nástroje.
Jak ovlivňují požadavky na nastavení náklady na malosériovou výrobu?
Každé další nastavení přidává 15–45 minut neřezného času, což významně ovlivňuje ekonomiku malosériové výroby. Navrhování dílů pro obrábění v jednom nastavení může snížit celkovou dobu výroby o 40–60 % pro množství pod 50 kusů, čímž se prototypování a malosériová výroba stávají nákladově efektivnějšími.
Jaký je vztah mezi požadavky na povrchovou úpravu a náklady na obrábění?
Požadavky na povrchovou úpravu pod Ra 1,6 μm exponenciálně zvyšují dobu obrábění. Ra 0,8 μm vyžaduje o 40–60 % více času na dokončování, zatímco Ra 0,4 μm vyžaduje sekundární operace leštění, které přidávají 150–300% nákladovou prémii oproti standardním obráběným povrchům.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece