Snížení opotřebení nástrojů při obrábění titanu: Optimalizované CAD strategie
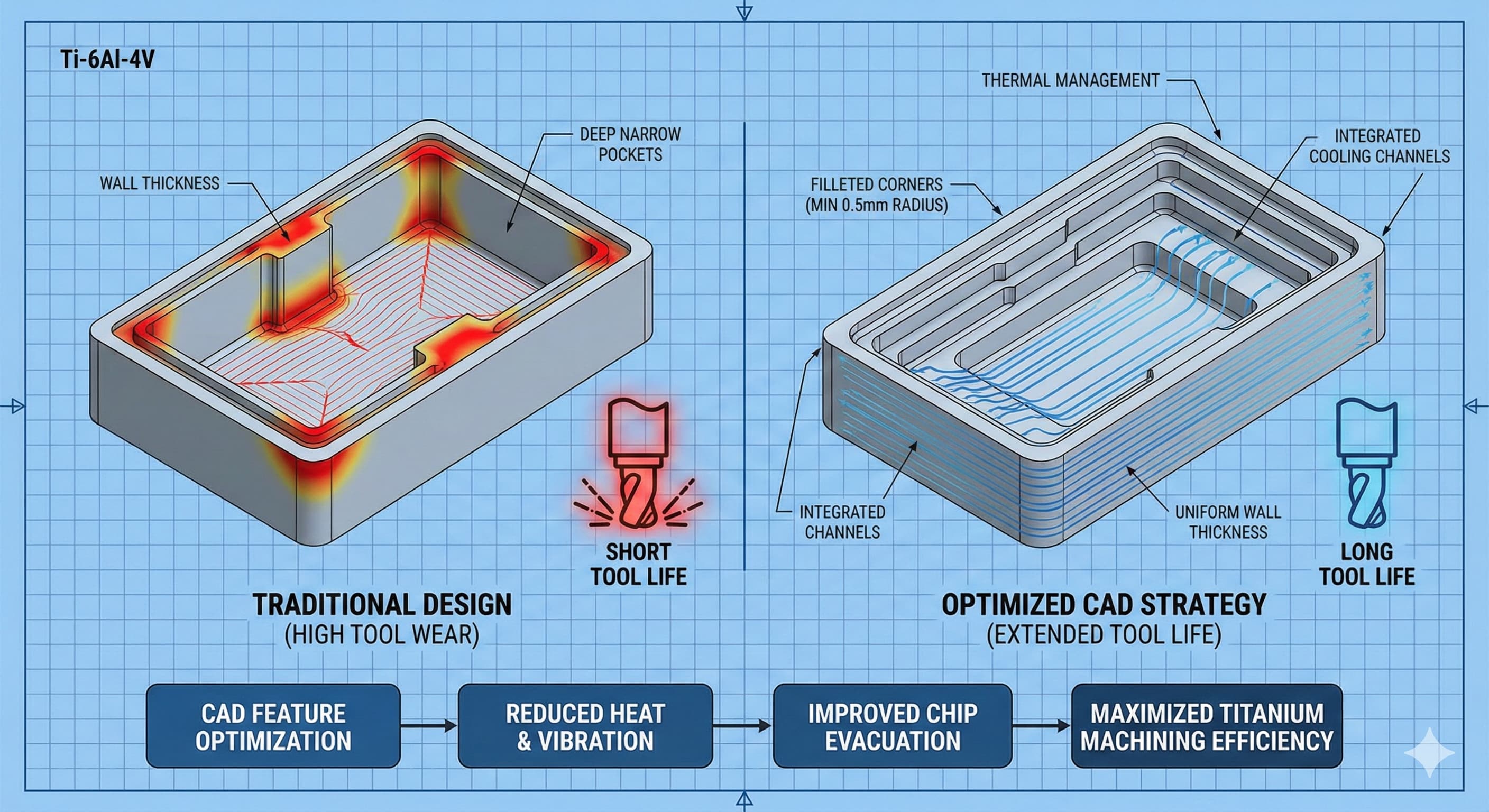
Obrábění titanu představuje jednu z největších výzev ve výrobě: vyvážení výjimečných vlastností Ti-6Al-4V a dalších slitin titanu proti jejich notoricky známé tendenci ničit řezné nástroje. Míra opotřebení nástrojů u titanu může překročit obrábění oceli o 300-500 %, přičemž karbidové nástroje vydrží za suboptimálních podmínek pouhé minuty. Řešení nespočívá pouze v parametrech řezání, ale ve strategických rozhodnutích CAD návrhu, které zásadně mění dynamiku obrábění.
Klíčové poznatky
- Strategická orientace prvků v CAD může snížit dobu záběru nástroje až o 40 %, což dramaticky prodlužuje životnost nástroje
- Správný návrh poloměru rohu (minimálně 0,5 mm) eliminuje koncentrátory napětí, které urychlují selhání karbidových nástrojů
- Optimalizace objemu odebraného materiálu pomocí chytrého umístění prvků snižuje celkovou dobu obrábění a tvorbu tepla
- Integrovaný návrh chladicích kanálů ve složitých dílech umožňuje nepřetržitý přístup zaplavovacího chlazení do kritických řezných zón
Pochopení mechanismů opotřebení nástrojů u titanu
Nízká tepelná vodivost titanu (16,4 W/m·K ve srovnání s 237 W/m·K u hliníku) vytváří ideální podmínky pro degradaci nástroje. Teplo generované v řezné zóně se nemůže rozptýlit obrobkem a koncentruje se na rozhraní nástroj-tříska, kde teploty dosahují 800-1000 °C. Toto tepelné zatížení se kombinuje s chemickou reaktivitou titanu a vytváří adhezivní opotřebení, kdy se atomy titanu vážou přímo na karbidové povrchy.
Charakteristiky zpevňování Ti-6Al-4V tuto výzvu ještě umocňují. Působením řezných sil se mikrostruktura materiálu transformuje z relativně obrobitelné fáze α+β na zpevněnou strukturu, která může v bezprostřední podpovrchové vrstvě dosáhnout 45-50 HRC. Tato zpevněná vrstva, typicky hluboká 0,05-0,15 mm, vytváří abrazivní opotřebení při následných průchodech nástroje.
Zadírání představuje další kritický způsob selhání. Tendence titanu svařovat se za studena pod tlakem způsobuje tvorbu nárůstků na řezných nástrojích. Tyto navařené usazeniny mění geometrii nástroje, zvyšují řezné síly a urychlují katastrofické selhání v důsledku vylamování nebo vyštípnutí hrany.
CAD strategie pro minimalizaci záběru nástroje
Nejúčinnější přístup ke snížení opotřebení nástroje začíná strategickou orientací prvků během fáze návrhu. Tradiční přístupy k obrábění často umisťují prvky pouze na základě funkčních požadavků a ignorují důsledky pro sekvenci obrábění. Chytrý CAD návrh zvažuje délku dráhy řezného nástroje a úhel záběru pro každý prvek.
Optimalizace hloubky kapsy představuje kritické rozhodnutí návrhu. Hluboké kapsy (poměr hloubky k šířce přesahující 3:1) vytvářejí náročné podmínky pro odvod třísek, kdy třísky nemohou účinně unikat. To vede k opětovnému řezání, zvýšeným teplotám a rychlé degradaci nástroje. Alternativy návrhu zahrnují stupňovité konfigurace kapes nebo víceúrovňové strategie obrábění, které udržují optimální poměry hloubky k šířce pod 2:1.
Konzistence tloušťky stěny v celé geometrii dílu eliminuje proměnlivé řezné síly, které způsobují průhyb nástroje a předčasné opotřebení. Udržování rovnoměrné tloušťky stěny 2,0-3,0 mm v celém návrhu umožňuje konzistentní parametry řezání a předvídatelnou životnost nástroje. Pokud je kolísání tloušťky nevyhnutelné, postupné přechody na vzdálenostech alespoň 10 mm zabraňují náhlým změnám zatížení.
Poloměry rohů si zaslouží zvláštní pozornost v aplikacích s titanem. Ostré vnitřní rohy vytvářejí koncentrátory napětí, které vedou k zlomení nástroje, zatímco poloměry pod 0,3 mm vyžadují nástroje s malým průměrem, které jsou náchylné k průhybu a rychlému opotřebení. Optimální poloměry vnitřních rohů se pohybují v rozmezí 0,5-1,5 mm, což odpovídá dostupným geometriím karbidových nástrojů a zároveň poskytuje dostatečnou pevnost pro řezné síly titanu.
| Typ prvku | Tradiční návrh | Optimalizovaný návrh | Zlepšení životnosti nástroje |
|---|---|---|---|
| Vnitřní rohy | Poloměr 0,1-0,3 mm | Poloměr 0,5-1,5 mm | 200-300% |
| Hloubka kapsy | Hloubka/Šířka > 3:1 | Hloubka/Šířka< 2:1 | 150-250% |
| Tloušťka stěny | Proměnlivá (1-5 mm) | Konzistentní (2-3 mm) | 100-200% |
| Povrchové přechody | Ostré změny | Postupné (>10 mm) | 75-150% |
Pokročilá geometrie prvků pro ochranu nástrojů
Strategie najíždění musí být zváženy během fáze CAD, aby byly zajištěny optimální podmínky pro vstup nástroje. Vertikální ponorné řezy do titanu vytvářejí maximální řezné síly a tepelný šok. Prvky návrhu by měly zahrnovat najížděcí plochy s úhly mezi 2-5 stupni, což umožňuje postupné záběry nástroje, které rozkládají řezné síly na prodlouženou délku kontaktu.
Návrh otvorů vyžaduje zvláštní pozornost při obrábění titanu. Standardní operace vrtání vytvářejí značné opotřebení nástroje v důsledku špatného odvodu třísek a koncentrované tvorby tepla. CAD návrhy by měly zahrnovat předobrobené sražení hran nebo zahloubení, které umožňují operace vrtání začít se sníženými řeznými silami. Pro kritické otvory by měla být do okolních prvků navržena geometrie šroubovicové interpolace, aby se umožnil tento vynikající přístup k obrábění.
Úpravy návrhu závitů mohou dramaticky ovlivnit životnost nástroje v aplikacích s titanem. Standardní metrické závity s úhlem 60 stupňů vytvářejí vysoké řezné síly během operací závitování. Kde je to možné, modifikované tvary závitů s úhlem 45-50 stupňů snižují řezné síly a zároveň zachovávají dostatečnou pevnost závitu pro většinu aplikací. Geometrie doběhu závitu by měla poskytovat dostatečnou délku (minimálně 3 stoupání závitu) pro postupné vytažení nástroje.
Pro aplikace vyžadující přesné CNC obrábění se stává přístupnost prvků prvořadou. Uzavřené prvky vyžadující hluboké prodloužení nástroje by měly být přepracovány jako otevřené geometrie, kde je to možné. Tento přístup umožňuje použití kratších a tužších nástrojů, které odolávají průhybu a udržují integritu řezné hrany během prodloužených cyklů obrábění.
Optimalizace objemu odebraného materiálu
Strategické rozložení materiálu v CAD návrzích může minimalizovat celkovou dobu obrábění a související opotřebení nástroje. Princip spočívá v koncentraci odebrání materiálu v oblastech, kde lze optimalizovat podmínky řezání, a zároveň minimalizovat materiál v oblastech vyžadujících náročný přístup nástroje nebo nepříznivé geometrie řezání.
Přídavky na hrubování by měly být začleněny do počátečního návrhu, aby se umožnily efektivní strategie odebrání materiálu. Spíše než obrábět konečné rozměry přímo z plného materiálu, návrhy by měly zahrnovat mezilehlé geometrie, které umožňují operace hrubování s robustními nástroji, následované dokončovacími průchody s optimalizovanými podmínkami řezání. Typické přídavky na hrubování pro titan se pohybují od 0,5 do 1,5 mm na povrch, v závislosti na složitosti dílu.
Konfigurace žeber a stěn významně ovlivňují efektivitu obrábění. Tradiční návrhy žeber s konstantní tloušťkou často vyžadují rozsáhlé polo-dokončovací operace, které urychlují opotřebení nástroje. Zkosené návrhy žeber s tloušťkou snižující se od základny ke špičce umožňují efektivnější sekvence obrábění při zachování strukturálních požadavků. Tloušťka základny by měla odpovídat dostupným průměrům nástrojů (typicky 6-12 mm), zatímco tloušťka špičky se může snížit na minimum 2-3 mm.
Integrace návrhu výstupků ovlivňuje jak přístup nástroje, tak řezné síly. Izolované výstupky vyžadují individuální přístupy nástroje, které zvyšují celkovou dobu obrábění a výměny nástrojů. Kde je to funkčně přijatelné, prvky výstupků by měly být integrovány do okolní geometrie nebo navrženy jako souvislé prvky, které umožňují efektivní dráhy nástroje s konzistentními řeznými silami.
Tepelný management prostřednictvím návrhu
Odvod tepla představuje kritický faktor životnosti nástroje pro titan, vyžadující CAD návrhy, které usnadňují efektivní strategie chlazení. Tradiční aplikace zaplavovacího chlazení často nedosáhnou do kritických řezných zón, zejména u hlubokých prvků nebo uzavřených geometrií. Úpravy návrhu mohou zajistit přístup chladicí kapaliny tam, kde je to nejvíce potřeba.
Chladicí kanály by měly být integrovány do geometrie dílu během fáze návrhu, spíše než přidávány jako dodatečné myšlenky. Tyto kanály, typicky o průměru 4-6 mm, poskytují řízený tok chladicí kapaliny do kritických řezných zón. Umístění kanálů musí zohledňovat sekvenci obrábění, aby bylo zajištěno, že zůstanou neporušené během operací hrubování a zároveň poskytovaly chlazení pro dokončovací průchody.
Tloušťka materiálu ovlivňuje tepelnou hmotu a charakteristiky absorpce tepla. Silné profily (>20 mm) poskytují lepší pohlcování tepla, ale mohou vyžadovat vnitřní chladicí prvky. Tenké profily (<5 mm) nabízejí rychlý odvod tepla, ale mohou trpět tepelnou deformací. Optimální rozsahy tloušťky pro aplikace s titanem spadají mezi 8-15 mm, což poskytuje adekvátní tepelnou hmotu a zároveň umožňuje efektivní chlazení.
Optimalizace povrchu prostřednictvím úprav návrhu může zlepšit přirozené konvekční chlazení. Žebrované povrchy, stupňovité geometrie a integrované prvky chladiče zvyšují povrch dostupný pro přenos tepla. Tyto úpravy musí být vyváženy proti složitosti obrábění, ale mohou poskytnout 15-30% zlepšení teplot v řezné zóně.
Pro vysoce přesné výsledky, Získejte svou cenovou nabídku do 24 hodin od Microns Hub.
Úvahy o toleranci a povrchové úpravě
Specifikace tolerance přímo ovlivňuje výběr nástroje a strategie obrábění pro titanové díly. Přísné tolerance (±0,025 mm nebo lepší) obvykle vyžadují dokončovací průchody s lehkými řeznými silami, což prodlužuje životnost nástroje, ale zvyšuje dobu obrábění. Klíč spočívá v optimalizaci požadavků na toleranci, aby se vyvážila přesnost s efektivitou výroby.
Kritické rozměry by měly být koncentrovány na povrchy s příznivými geometriemi řezání. Vnější prvky obecně umožňují lepší přístup nástroje a podmínky řezání ve srovnání s vnitřními prvky. Kde je to možné, kritické tolerance by měly být přiřazeny vnějším povrchům nebo prvkům přístupným s krátkými, tuhými nástroji.
Požadavky na povrchovou úpravu významně ovlivňují vzorce opotřebení nástroje. Hodnoty Ra pod 0,8 μm obvykle vyžadují více dokončovacích průchodů s minimálním odebráním materiálu na průchod. Tento přístup prodlužuje životnost nástroje snížením řezných sil, ale zvyšuje celkovou dobu obrábění. Optimalizace povrchové úpravy může zahrnovat specifikaci různých požadavků pro funkční versus kosmetické povrchy.
Tolerance tvaru a polohy musí zohledňovat elastické vlastnosti titanu a potenciál pro deformaci během obrábění. Prvky pro uvolnění napětí, jako je symetrické odebrání materiálu a vyvážené řezné síly, by měly být začleněny do návrhů vyžadujících přísné geometrické tolerance. Tento přístup minimalizuje porušení tolerance vyvolané deformací a zároveň snižuje řezné síly, které urychlují opotřebení nástroje.
| Rozsah tolerance | Doporučený postup | Očekávaná životnost nástroje | Dopad na náklady |
|---|---|---|---|
| ±0,1 mm | Jediný dokončovací průchod | Maximální | +15-25% |
| ±0,05 mm | Lehké dokončovací průchody | Dobrý | +25-35% |
| ±0,025 mm | Vícenásobné lehké průchody | Mírný | +40-60% |
| ±0,01 mm | Specializované nástroje | Omezená | +75-100% |
Integrace s plánováním výrobního procesu
CAD návrhy musí zohledňovat kompletní výrobní sekvenci, aby se optimalizovala životnost nástroje ve všech operacích. Sekvencování prvků ovlivňuje tuhost obrobku, požadavky na upnutí a rozložení řezných sil. Strategické umístění prvků může minimalizovat výměny nástrojů a umožnit optimalizované parametry řezání v celém cyklu obrábění.
Integrace upínání by měla být zvážena během vývoje návrhu, spíše než jako samostatný výrobní problém. Úchytné jazýčky a upínací plochy navržené do geometrie dílu poskytují bezpečné uchycení obrobku a zároveň minimalizují dobu nastavení a snižují vibrace, které urychlují opotřebení nástroje.
Analýza přístupu nástroje během fáze CAD identifikuje potenciální problémy s interferencí, které by mohly vyžadovat specializované nástroje nebo prodloužené délky nástrojů. Standardní knihovny nástrojů by měly být odkazovány během návrhu, aby bylo zajištěno, že prvky lze obrábět s snadno dostupnými a nákladově efektivními nástroji. Požadavky na zakázkové nástroje by měly být minimalizovány prostřednictvím úprav návrhu, kde je to možné.
Strategie redukce nastavení prostřednictvím víceoperační orientace dílu může významně snížit celkovou dobu obrábění a související opotřebení nástroje. Návrhy by měly umožňovat kompletní nebo téměř kompletní obrábění v jednom nastavení, minimalizovat manipulaci s obrobkem a dobu nastavení. Tento přístup vyžaduje pečlivé zvážení úhlů úkosu, dělících rovin a přístupnosti prvků z více směrů.
Analýza nákladů a přínosů optimalizace návrhu
Ekonomický dopad CAD optimalizace pro obrábění titanu přesahuje pouhé snížení nákladů na nástroje. Zlepšení životnosti nástroje o 200-400 % se promítá do snížení prostojů stroje, nižších nákladů na práci při výměně nástrojů a zlepšení konzistence dílů prostřednictvím stabilních podmínek řezání. Tyto výhody často ospravedlňují úpravy návrhu, které by mohly zvýšit počáteční složitost dílu.
Snížení doby obrábění prostřednictvím optimalizovaných návrhů se typicky pohybuje od 20-50 % ve srovnání s tradičními přístupy. Toto zlepšení pochází ze snížení výměn nástrojů, optimalizovaných parametrů řezání a eliminace náročných operací obrábění. Úspory času se kumulují napříč výrobními objemy, což činí optimalizaci návrhu stále cennější pro aplikace s vyšším množstvím.
Zlepšení kvality ze stabilních podmínek řezání snižuje zmetkovitost a náklady na opravy. Konzistentní výkon nástroje v celém cyklu obrábění udržuje rozměrovou přesnost a kvalitu povrchové úpravy. Tato spolehlivost je zvláště cenná pro letecké a lékařské aplikace, kde jsou náklady na odmítnutí dílu značné.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost v obrábění titanu a komplexní porozumění optimalizaci návrhu znamená, že každý projekt obdrží specializovanou pozornost, kterou aplikace s titanem vyžadují.
Pokročilé CAD techniky a softwarová integrace
Moderní CAD systémy nabízejí specializované nástroje pro optimalizaci obrábění, které lze využít během fáze návrhu. Funkce analýzy obrobitelnosti identifikují problematické geometrie před zahájením výroby, což umožňuje úpravy návrhu, dokud jsou změny nákladově efektivní. Tyto nástroje vyhodnocují přístup řezného nástroje, úhly záběru a potenciální podmínky interference.
Přístupy návrhu založené na prvcích umožňují rychlé vyhodnocení alternativních geometrií pro zlepšenou obrobitelnost. Parametrické modelování umožňuje návrhářům rychle posoudit dopad změn poloměru rohu, úprav tloušťky stěny nebo přemístění prvků na požadavky výroby. Tato schopnost urychluje proces optimalizace při zachování záměru návrhu.
Integrace simulace výroby poskytuje včasnou zpětnou vazbu o výběru nástroje a parametrech řezání. Pokročilé CAD systémy mohou simulovat kompletní sekvence obrábění, identifikovat potenciální problémy s opotřebením nástroje a příležitosti k optimalizaci. Tato simulační schopnost umožňuje proaktivní úpravy návrhu spíše než reaktivní řešení problémů výroby.
Nástroje pro spolupráci v CAD systémech usnadňují komunikaci mezi návrhářskými a výrobními týmy. Vestavěné funkce anotace a revize umožňují výrobním inženýrům poskytovat specifickou zpětnou vazbu o obavách z opotřebení nástroje a příležitostech k optimalizaci návrhu. Tato spolupráce zajišťuje, že výrobní aspekty jsou řádně integrovány do konečných návrhů.
Kontrola návrhových pravidel může být přizpůsobena pro požadavky obrábění titanu, automaticky označující geometrie, které mohou způsobit problémy s opotřebením nástroje. Standardní pravidla mohou zahrnovat minimální požadavky na poloměr rohu, maximální poměry hloubky k šířce a kontroly konzistence tloušťky stěny. Tyto automatizované kontroly zabraňují tomu, aby problematické geometrie postoupily do výroby.
Případové studie a příklady implementace
Typický redesign letecké konzoly demonstruje dopad systematické CAD optimalizace pro obrábění titanu. Původní návrh obsahoval ostré vnitřní rohy (poloměr 0,2 mm), proměnlivou tloušťku stěny (1-4 mm) a hluboké kapsy s poměry hloubky k šířce 4:1. Životnost nástroje se pohybovala v průměru 15-20 minut s častým lámáním v důsledku tepelného šoku a kolísání řezných sil.
Optimalizovaný návrh zahrnoval vnitřní poloměry 0,8 mm, konzistentní tloušťku stěny 2,5 mm a stupňovitou geometrii kapsy udržující maximální poměry hloubky k šířce 1,8:1. Integrované chladicí kanály poskytovaly přímé chlazení kritickým řezným zónám. Životnost nástroje se zlepšila na 80-120 minut při zachování všech funkčních požadavků a snížení celkové doby obrábění o 35 %.
Aplikace lékařských implantátů představují jedinečné výzvy kvůli požadavkům na biokompatibilitu a složitým organickým geometriím. Tradiční přístupy často vyžadují rozsáhlé ruční dokončování kvůli problémům s opotřebením nástroje, které vytvářejí povrchové nerovnosti. Optimalizované CAD návrhy zahrnují postupné přechody, optimalizované úhly řezání a strategické rozložení materiálu, aby se umožnilo konzistentní obrábění v celém cyklu řezání.
Podobné principy optimalizace platí pro strategie snižování nákladů napříč různými výrobními procesy, kde úpravy návrhu mohou významně ovlivnit celkovou ekonomiku výroby prostřednictvím zlepšené efektivity a snížených nákladů na nástroje.
Metody kontroly kvality a validace
Ověření účinnosti CAD optimalizace vyžaduje systematické měření vzorců opotřebení nástroje, dob obrábění a metrik kvality dílů. Základní měření z tradičních návrhů poskytují srovnávací standardy pro vyhodnocení úrovní zlepšení. Klíčové metriky zahrnují průměrnou životnost nástroje, dobu řezání na díl, konzistenci povrchové úpravy a kolísání rozměrové přesnosti.
Analýza opotřebení nástroje by měla zkoumat jak postupné vzorce opotřebení, tak katastrofické způsoby selhání. Optimalizované návrhy obvykle vykazují spíše předvídatelné, postupné opotřebení než náhlé události selhání. Tato předvídatelnost umožňuje lepší plánování výroby a snižuje neočekávané prostoje způsobené zlomením nástroje.
Hodnocení integrity povrchu se stává kritickým pro aplikace s titanem, zejména v leteckém a lékařském sektoru. Optimalizované podmínky obrábění by měly udržovat konzistentní povrchovou úpravu a minimalizovat tepelně ovlivněné zóny, které by mohly ohrozit vlastnosti materiálu. Pravidelné testování integrity povrchu validuje účinnost strategií CAD optimalizace.
Implementace statistické kontroly procesu sleduje konzistenci optimalizovaných návrhů napříč výrobními objemy. Kontrolní grafy pro životnost nástroje, dobu obrábění a metriky kvality identifikují, kdy se podmínky procesu odchylují od optimálních rozsahů. Toto monitorování umožňuje proaktivní úpravy pro udržení výhod optimalizace v průběhu výrobních sérií.
Budoucí trendy a vznikající technologie
Integrace umělé inteligence v CAD systémech slibuje automatizovanou optimalizaci pro aplikace obrábění titanu. Algoritmy strojového učení mohou analyzovat historická data obrábění, aby identifikovaly optimální parametry návrhu a předpověděly životnost nástroje na základě geometrických prvků. Tato schopnost urychlí proces optimalizace a zároveň zlepší přesnost predikce.
Integrace aditivní výroby nabízí nové možnosti pro složité vnitřní geometrie, které zlepšují chlazení a snižují objem materiálu. Hybridní přístupy kombinující aditivní předlisky s optimalizovaným subtraktivním dokončováním umožňují geometrie nemožné s tradičními výrobními metodami. Tyto přístupy vyžadují nové CAD strategie, které zohledňují jak aditivní, tak subtraktivní výrobní omezení.
Pokročilá charakterizace materiálů poskytuje lepší porozumění chování titanu při obrábění za různých podmínek. Monitorování řezných sil, teplot a opotřebení nástroje v reálném čase umožňuje průběžnou optimalizaci parametrů řezání na základě skutečného výkonu spíše než teoretických modelů. Tato zpětná vazba může informovat CAD strategie optimalizace pro zlepšenou účinnost.
Technologie digitálního dvojčete umožňuje virtuální validaci strategií CAD optimalizace před fyzickou implementací. Kompletní simulace výrobního procesu, včetně predikce opotřebení nástroje a tepelné analýzy, poskytuje komplexní vyhodnocení úprav návrhu. Tato schopnost snižuje náklady a čas potřebný pro validaci optimalizace a zároveň zlepšuje přesnost predikce.
Pokyny pro implementaci a osvědčené postupy
Úspěšná implementace CAD optimalizace pro obrábění titanu vyžaduje systematický přístup a jasnou komunikaci mezi návrhářskými a výrobními týmy. Pokyny pro optimalizaci by měly být zdokumentovány a integrovány do standardních návrhových postupů, aby bylo zajištěno konzistentní použití napříč projekty.
Školicí programy pro konstrukční inženýry by měly zdůrazňovat vztah mezi geometrickými prvky a výzvami obrábění specifickými pro titan. Porozumění omezením řezných nástrojů, požadavkům na tepelný management a strategiím odebrání materiálu umožňuje návrhářům činit informovaná rozhodnutí o optimalizaci během procesu návrhu, spíše než vyžadovat rozsáhlé přepracování později.
Protokoly spolupráce mezi návrhářskými a výrobními týmy zajišťují, že výrobní omezení jsou řádně komunikována a pochopena. Pravidelné revize návrhu s výrobním vstupem mohou identifikovat příležitosti k optimalizaci v rané fázi návrhového cyklu, kdy jsou změny stále nákladově efektivní.
Pro organizace využívající naše výrobní služby poskytujeme komplexní revizi návrhu a doporučení pro optimalizaci, abychom zajistili, že vaše titanové díly dosáhnou optimální obrobitelnosti při zachování všech funkčních požadavků.
Často kladené otázky
Jaký je minimální poloměr rohu doporučený pro vnitřní prvky v titanových dílech?
Vnitřní poloměry rohů by měly být minimálně 0,5 mm pro aplikace obrábění titanu. Menší poloměry vyžadují jemné řezné nástroje náchylné k zlomení a tepelnému poškození. Optimální poloměry se pohybují od 0,8 do 1,5 mm, což odpovídá standardním geometriím karbidových nástrojů a zároveň poskytuje dostatečnou pevnost pro řezné síly titanu. Ostré rohy pod 0,3 mm obvykle vedou ke snížení životnosti nástroje o 70-80 % ve srovnání s řádně zaoblenými prvky.
Jak ovlivňuje poměr hloubky kapsy k šířce životnost nástroje při obrábění titanu?
Poměry hloubky kapsy k šířce by měly zůstat pod 2:1 pro optimální životnost nástroje v aplikacích s titanem. Poměry přesahující 3:1 vytvářejí špatné podmínky pro odvod třísek, což vede k opětovnému řezání, zvýšeným teplotám a urychlenému opotřebení nástroje. Hluboké kapsy také vyžadují prodloužené délky nástrojů, které zvyšují průhyb a chvění. Stupňovité návrhy kapes nebo víceúrovňové strategie obrábění udržují optimální poměry při dosažení požadované geometrie dílu.
Jaká tloušťka stěny poskytuje nejlepší rovnováhu mezi odebráním materiálu a stabilitou obrábění?
Konzistentní tloušťka stěny mezi 2,0-3,0 mm poskytuje optimální rovnováhu pro obrábění titanu. Tenčí stěny postrádají tuhost a mohou vibrovat během řezání, zatímco silnější stěny vyžadují nadměrné odebrání materiálu. Kolísání tloušťky by mělo být postupné na minimální vzdálenosti 10 mm, aby se zabránilo náhlým změnám řezných sil, které urychlují opotřebení nástroje. Návrhy s proměnlivou tloušťkou často snižují životnost nástroje o 40-60 % ve srovnání s přístupy s konzistentní tloušťkou.
Jak by měla být upravena geometrie závitu pro zlepšenou životnost nástroje v titanu?
Standardní metrické závity s úhlem 60 stupňů lze upravit na úhly 45-50 stupňů, kde je to funkčně přijatelné, což snižuje řezné síly během operací závitování. Doběh závitu by měl poskytovat minimálně 3 délky stoupání pro postupné vytažení nástroje. Vnější závity jsou preferovány před vnitřními závity kvůli lepšímu přístupu nástroje a odvodu třísek. Vnitřní závity vyžadující operace řezání závitů by měly zahrnovat zkosené začátky a adekvátní geometrii náběhu.
Jakou roli hrají chladicí kanály v CAD návrhu pro obrábění titanu?
Integrované chladicí kanály, typicky o průměru 4-6 mm, by měly být navrženy do geometrie dílu, aby poskytovaly řízené chlazení kritickým řezným zónám. Umístění kanálů musí zohledňovat sekvenci obrábění, aby zůstaly neporušené během hrubování a zároveň chladily dokončovací operace. Správné dodávání chladicí kapaliny může snížit teploty v řezné zóně o 150-250 °C, což prodlužuje životnost nástroje o 200-300 %. Kanály by měly být umístěny do 10-15 mm od kritických oblastí řezání pro maximální účinnost.
Jak ovlivňují požadavky na toleranci výběr nástroje a opotřebení při obrábění titanu?
Přísnější tolerance (±0,025 mm nebo lepší) vyžadují dokončovací průchody se sníženými řeznými silami, což prodlužuje životnost nástroje, ale zvyšuje dobu obrábění. Kritické rozměry by měly být umístěny na vnější prvky nebo povrchy s příznivými geometriemi řezání, kde je to možné. Tolerance pod ±0,01 mm mohou vyžadovat specializované nástroje a parametry řezání, které významně ovlivňují životnost nástroje a náklady. Optimalizace tolerance může snížit náklady na obrábění o 25-40 % při zachování funkčních požadavků.
Jakým CAD prvkům by se mělo zabránit, aby se předešlo nadměrnému opotřebení nástroje v titanu?
Vyhněte se ostrým vnitřním rohům pod poloměrem 0,3 mm, hlubokým uzavřeným kapsám se špatným přístupem nástroje, proměnlivé tloušťce stěny vytvářející náhlé změny zatížení a prvkům vyžadujícím prodloužené délky nástrojů s vysokýmipoměry délky k průměru. Protínající se prvky vytvářející složité geometrie řezání by měly být zjednodušeny, kde je to možné. Slepé otvory hlubší než 5 průměrů a vnitřní závity v hlubokých otvorech by měly být přepracovány jako vnější prvky, pokud je to funkčně přijatelné. Tyto problematické prvky mohou snížit životnost nástroje o 60-80 % ve srovnání s optimalizovanými alternativami.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece