Návrh ventilačních vzorů: Kompromisy mezi stíněním EMI a prouděním vzduchu
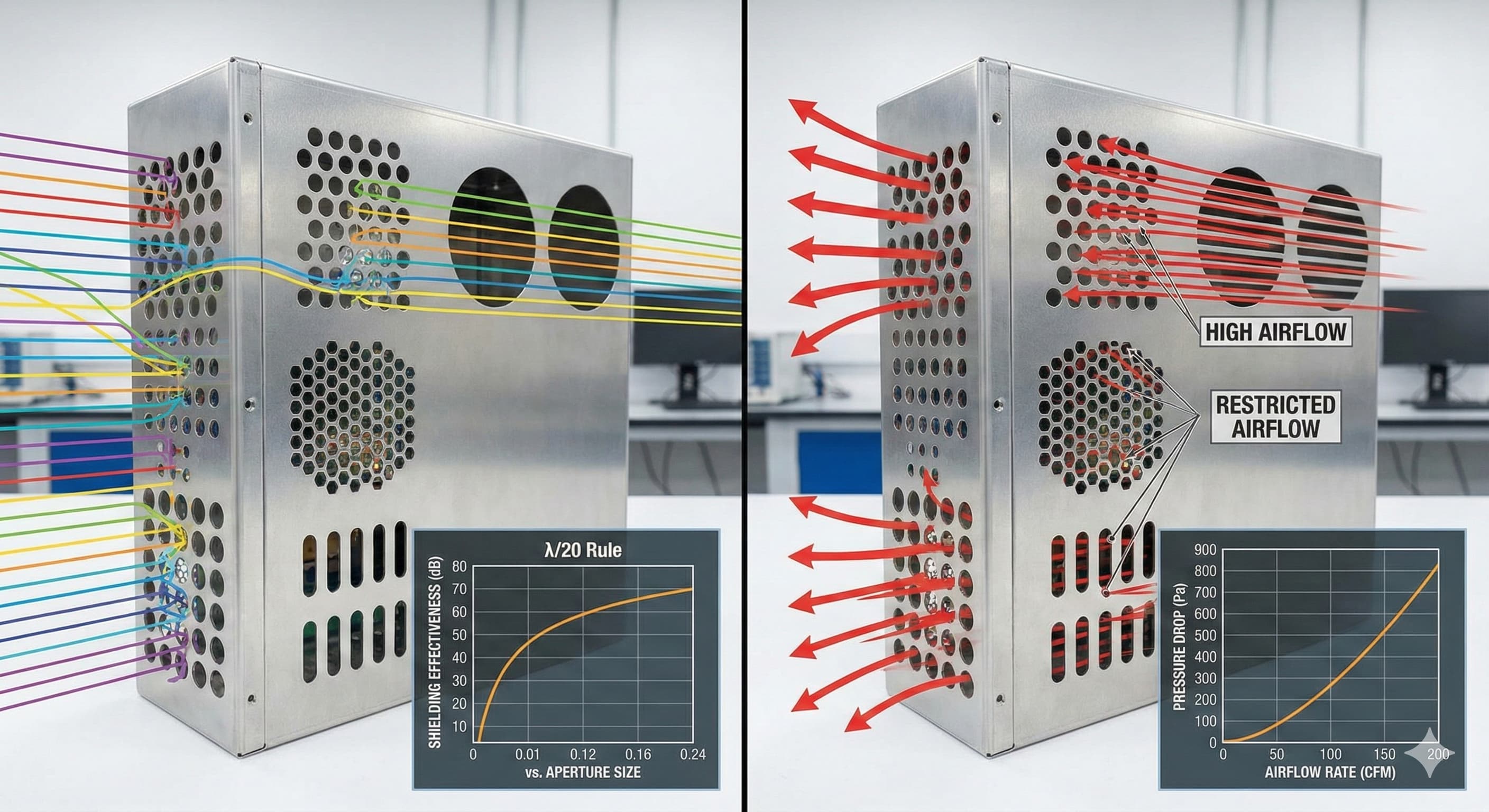
Účinnost stínění EMI exponenciálně klesá, jakmile velikost otvorů překročí λ/20 interferující frekvence, přesto většina inženýrů tento základní požadavek zjistí až poté, co tepelné poruchy vynutí revize návrhu. Výzva se stupňuje, když požadavky na ventilaci vyžadují větší otvory, které přímo ohrožují elektromagnetickou kompatibilitu.
Klíčové poznatky
- Velikost otvoru musí zůstat pod λ/20 pro frekvence nad 1 GHz, aby se zachovala účinnost stínění 20 dB
- Vzory s voštinovou strukturou a perforované vzory mohou dosáhnout 60-80% účinnosti proudění vzduchu při zachování ochrany EMI
- Tloušťka materiálu a vodivost významně ovlivňují jak výkon stínění, tak výrobní náklady
- Pokročilé geometrie mřížky snižují tlakovou ztrátu o 35 % ve srovnání s tradičními vzory s kulatými otvory
Porozumění základům stínění EMI
Stínění elektromagnetického rušení (EMI) se opírá o tři primární mechanismy: odraz, absorpci a vícenásobné odrazy uvnitř stínícího materiálu. Účinnost kriticky závisí na elektrické vodivosti, magnetické permeabilitě a tloušťce stínícího materiálu, stejně jako na geometrii všech otvorů.
Pro otvory ve vodivých krytech platí pro účinnost stínění (SE) vztah: SE = 20 log₁₀(λ/2L), kde λ představuje vlnovou délku a L maximální rozměr otvoru. Tento logaritmický vztah znamená, že zdvojnásobení velikosti otvoru snižuje účinnost stínění o 6 dB, což představuje 75% snížení ochrany.
Mezi běžné stínící materiály patří slitiny hliníku (6061-T6, 5052-H32), slitiny mědi (C11000, C10100) a oceli (304 nerezová, válcovaná za studena 1008). Každý materiál představuje odlišné kompromisy mezi vodivostí, cenou a mechanickými vlastnostmi, které ovlivňují jak výkon EMI, tak charakteristiky proudění vzduchu.
Požadavky na proudění vzduchu a tepelný management
Elektronické kryty obvykle vyžadují průtok vzduchu mezi 10-50 CFM na 100 wattů vyzářeného výkonu, v závislosti na okolních podmínkách a přijatelných teplotách komponent. Tato potřeba chlazení je v rozporu s požadavky na stínění EMI, protože účinné větrání vyžaduje otvory, které mohou ohrozit elektromagnetickou ochranu.
Tlaková ztráta přes ventilační otvory se řídí vztahem ΔP = ρv²/2 × K, kde ρ představuje hustotu vzduchu, v rychlost a K koeficient ztráty. Koeficient ztráty se výrazně liší v závislosti na geometrii otvoru, od 0,6 pro kruhové otvory s ostrými hranami až po 1,2 pro obdélníkové štěrbiny s vysokým poměrem stran.
Moderní služby zpracování plechu umožňují přesnou kontrolu rozměrů otvorů a povrchové úpravy, což přímo ovlivňuje jak účinnost proudění vzduchu, tak výkon EMI. Hodnoty drsnosti povrchu pod 3,2 μm Ra snižují turbulence a související tlakové ztráty až o 15 %.
Geometrie ventilačních vzorů a výkon
Výběr geometrie ventilačního vzoru představuje nejdůležitější konstrukční rozhodnutí ovlivňující jak stínění EMI, tak výkon proudění vzduchu. Každý typ vzoru nabízí odlišné výhody a omezení, které je třeba vyhodnotit podle specifických požadavků aplikace.
Vzory s kulatými otvory
Kruhové otvory poskytují optimální rovnováhu mezi jednoduchostí výroby a předvídatelností výkonu. Vztah mezi průměrem otvoru (d), roztečí od středu ke středu (s) a procentem otevřené plochy je následující: Otevřená plocha % = π(d/s)² × 100 pro uspořádání do čtvercové sítě.
Pro aplikace EMI nad 1 GHz musí průměry otvorů zůstat pod 15 mm, aby se zachovala účinnost stínění 20 dB. Optimální poměry rozteče (s/d) se pohybují od 1,5 do 2,0, což poskytuje 20-35% otevřenou plochu při zachování strukturální integrity v tloušťkách plechu od 1,0-3,0 mm.
Šestiúhelníkové voštinové vzory
Voštinové geometrie dosahují vyšší hustoty balení ve srovnání s kruhovými vzory, což umožňuje otevřené plochy až 60 % při zachování konzistentního výkonu EMI. Šestiúhelníková buněčná struktura poskytuje rovnoměrné rozložení proudu a eliminuje efekty koncentrace pole běžné u obdélníkových otvorů.
Výroba voštinových vzorů vyžaduje specializované nástroje a přesné techniky tváření pro zachování rozměrové přesnosti. Typické velikosti buněk se pohybují od 3,2-12,7 mm, s tloušťkami stěn mezi 0,08-0,25 mm v závislosti na základním materiálu a strukturálních požadavcích.
Konfigurace s podlouhlými štěrbinami
Štěrbinové vzory vynikají v aplikacích vyžadujících směrové proudění vzduchu nebo tam, kde strukturální ohledy omezují kruhové otvory. Kritickým rozměrem pro účely EMI je šířka štěrbiny, nikoli délka, což umožňuje návrhy s vysokým poměrem stran, které maximalizují plochu proudění vzduchu.
Šířky štěrbin musí být pečlivě kontrolovány, aby se zabránilo úniku EMI, zejména pro frekvence nad 100 MHz. Tolerance šířky ±0,05 mm se stávají kritickými pro udržení konzistentního výkonu stínění v celém objemu výroby.
| Typ vzoru | Otevřená plocha (%) | Účinnost EMI (dB) | Pokles tlaku (Pa) | Výrobní náklady |
|---|---|---|---|---|
| Kulaté otvory (3 mm) | 25-30 | 25-30 | 45-55 | €2.80/dm² |
| Šestiúhelníkové (6 mm) | 55-60 | 22-28 | 25-35 | €4.20/dm² |
| Obdélníkové štěrbiny | 35-45 | 20-25 | 40-50 | €3.50/dm² |
| Perforovaná síť | 40-50 | 28-35 | 30-40 | €5.60/dm² |
Výběr materiálu a úvahy o tloušťce
Výběr základního materiálu významně ovlivňuje jak účinnost stínění EMI, tak proveditelnost výroby. Hliníková slitina 6061-T6 poskytuje vynikající vodivost (59 % IACS) a tvářitelnost, což ji činí ideální pro složité ventilační vzory vyžadující těsné poloměry ohybu nebo hluboké tažení.
Nerezová ocel 304 nabízí vynikající odolnost proti korozi a mechanickou pevnost, ale vyžaduje o 25 % vyšší tvářecí síly a specializované nástroje pro přesné otvory. Magnetická permeabilita nerezové oceli (μᵣ ≈ 1,02) poskytuje minimální nízkofrekvenční magnetické stínění ve srovnání s uhlíkovými ocelmi.
Tloušťka plechu přímo ovlivňuje jak výkon stínění, tak výrobní omezení. Tloušťky pod 0,8 mm mohou vykazovat nadměrný průhyb při zatížení proudem vzduchu, zatímco tloušťky nad 2,5 mm významně zvyšují náklady na materiál a tvářecí síly. Optimální rozsah tloušťky 1,0-1,6 mm vyvažuje strukturální požadavky s ekonomickými ohledy.
Pokročilé techniky optimalizace návrhu
Analýza výpočetní dynamiky tekutin (CFD) umožňuje přesnou optimalizaci ventilačních vzorů pro specifické požadavky na proudění vzduchu při zachování omezení EMI. Trojrozměrné modelování odhaluje separaci proudění, recirkulační zóny a efekty zotavení tlaku, které dvourozměrné výpočty nemohou předpovědět.
Algoritmy multi-objektivní optimalizace mohou současně minimalizovat tlakovou ztrátu a maximalizovat účinnost stínění v rámci výrobních omezení. Tyto techniky dosáhly 15-20% zlepšení účinnosti proudění vzduchu ve srovnání s tradičními přístupy k návrhu.
Pro vysoce přesné výsledky si vyžádejte bezplatnou cenovou nabídku a získejte ceny do 24 hodin od Microns Hub.
Zkosené a zaoblené otvory
Vstupní zkosení a zaoblené hrany snižují separaci proudění a související tlakové ztráty o 20-30 % ve srovnání s otvory s ostrými hranami. Úhly zkosení mezi 30-45° poskytují optimální výkon, i když výrobní náklady se zvyšují přibližně o 0,80 EUR/dm² pro přesné dokončení hran.
Hloubka zkosení musí být kontrolována, aby se zabránilo nadměrnému úbytku materiálu, který by mohl ohrozit strukturální integritu. Typické hloubky zkosení se pohybují od 0,2-0,5 násobku tloušťky plechu, v závislosti na velikosti otvoru a vlastnostech materiálu.
Progresivní dimenzování otvorů
Proměnlivé velikosti otvorů v rámci jednoho ventilačního vzoru mohou optimalizovat místní podmínky proudění při zachování celkového výkonu EMI. Větší otvory v oblastech s nízkou rychlostí snižují tlakovou ztrátu, zatímco menší otvory v kritických zónách EMI zachovávají účinnost stínění.
Tento přístup vyžaduje sofistikovanou analýzu, aby byla zajištěna elektromagnetická kompatibilita v celém frekvenčním spektru při současném dosažení cílů tepelného managementu. Výrobní složitost se výrazně zvyšuje, ale ve specializovaných aplikacích je dosažitelné zlepšení výkonu o 25-35 %.
Úvahy o výrobním procesu
Děrování zůstává nejefektivnější metodou pro výrobu jednoduchých ventilačních vzorů v množstvích nad 100 kusů. Moderní CNC děrovací lisy dosahují polohové přesnosti ±0,025 mm a mohou udržovat tolerance rozměrů otvorů ±0,05 mm v tloušťkách plechu do 6,0 mm.
Řezání laserem poskytuje vynikající kvalitu hran a umožňuje složité geometrie nemožné s konvenčním děrováním. Vláknové laserové systémy pracující na vlnové délce 1070 nm produkují tepelně ovlivněné zóny (HAZ) menší než 0,1 mm široké v hliníku a nerezové oceli, čímž zachovávají vlastnosti materiálu v blízkosti otvorů.
Řezání vodním paprskem zcela eliminuje tepelné efekty, ale zvyšuje dobu zpracování a náklady o 300-400 % ve srovnání s laserovými metodami. Tento proces vyniká pro silné materiály (nad 3,0 mm) nebo aplikace vyžadující absolutně nedotčené okrajové podmínky pro kritický výkon EMI.
| Proces | Rozsah tloušťky (mm) | Kvalita hrany (μm Ra) | Rychlost zpracování | Cena za díl |
|---|---|---|---|---|
| CNC děrování | 0.5-6.0 | 1.6-3.2 | Vysoká | €0.15-0.45 |
| Vláknový laser | 0.3-25.0 | 0.8-1.6 | Střední | €0.35-0.90 |
| Vodní paprsek | 1.0-150.0 | 0.4-1.2 | Nízká | €1.20-3.50 |
| Plazmové řezání | 3.0-50.0 | 6.3-12.5 | Vysoká | €0.25-0.75 |
Metody testování a validace
Testování účinnosti stínění EMI se řídí standardními postupy IEEE 299, které využívají buď vnořené dozvukové komory, nebo TEM cely v závislosti na frekvenčním rozsahu a konfiguraci vzorku. Měření obvykle pokrývají rozsah 10 kHz až 18 GHz, aby zachytila jak vodivé, tak vyzařované emisní charakteristiky.
Testování proudění vzduchu vyžaduje kalibrované větrné tunely nebo průtokové lavice schopné měřit tlakové rozdíly až do rozlišení 1 Pa. Horkovzdušná anemometrie poskytuje podrobné profily rychlosti přes ventilační vzory, odhalující rovnoměrnost proudění a potenciální možnosti optimalizace.
Kombinované testovací protokoly vyhodnocují interakci mezi tepelným a elektromagnetickým výkonem za realistických provozních podmínek. Tyto testy často odhalují neočekávané efekty vazby, kdy tepelná roztažnost mění rozměry otvorů natolik, že ovlivňuje stínění EMI.
Strategie optimalizace nákladů
Účinnost využití materiálu významně ovlivňuje výrobní náklady, zejména u složitých ventilačních vzorů vyžadujících značné odstranění odpadu. Algoritmy optimalizace vnořování mohou zlepšit výtěžnost materiálu o 15-25 %, což přímo snižuje náklady na kus.
Náklady na nástroje dominují malosériové výrobě, často vyžadují 500+ kusů k amortizaci nákladů na děrovací nástroje a matrice. Pro množství pod touto hranicí poskytuje řezání laserem obvykle lepší ekonomiku navzdory vyšším nákladům na zpracování na kus.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup ke službám znamenají, že každý projekt obdrží pozornost věnovanou detailům nezbytnou pro optimální výkon EMI a tepelný výkon.
Úvahy o velkoobjemové výrobě
Velkoobjemová výroba umožňuje specializované investice do nástrojů, které mohou snížit náklady na kus o 40-60 %. Progresivní matrice pro složité ventilační vzory vyžadují počáteční investice ve výši 15 000-45 000 EUR, ale dosahují rychlosti zpracování přesahující 300 dílů za hodinu.
Sekundární operace, jako je aplikace povlaku, musí zohledňovat požadavky na maskování otvorů, aby byla zachována vodivost na kritických rozhraních EMI. Vodivé povlaky přidávají 2,80-5,60 EUR/dm² k nákladům na zpracování, ale mohou zlepšit účinnost stínění o 5-10 dB v určitých frekvenčních rozsazích.
Integrace s celkovým návrhem krytu
Umístění ventilačního vzoru v rámci celkové geometrie krytu kriticky ovlivňuje jak tepelný výkon, tak výkon EMI. Rohová umístění obvykle vykazují vyšší hustoty proudu a vyžadují konzervativnější dimenzování otvorů pro udržení účinnosti stínění.
Rozhraní těsnění kolem odnímatelných panelů představují zvláštní výzvy, protože trvalá deformace a degradace vlivem prostředí mohou vytvářet cesty úniku EMI, které obcházejí pečlivě navržené ventilační vzory. Vodivé těsnění s kompresními hodnotami 40-60 % poskytují spolehlivé dlouhodobé utěsnění.
Komplexní návrh krytu vyžaduje koordinaci mezi mechanickými, tepelnými a EMI inženýrskými disciplínami. Naše výrobní služby zahrnují kontrolu návrhu a doporučení pro optimalizaci, aby bylo zajištěno efektivní splnění všech výkonnostních kritérií.
Budoucí vývoj a pokročilé materiály
Metamateriálové struktury nabízejí potenciální průlomové schopnosti pro aplikace stínění EMI, umožňující otvory s podvlnovou délkou, které udržují vysoké průtoky vzduchu. Tyto umělé materiály manipulují s elektromagnetickými poli prostřednictvím přesných geometrických vzorů spíše než vlastnostmi objemového materiálu.
Aditivní výrobní technologie začínají umožňovat složité trojrozměrné geometrie ventilace nemožné s konvenčními procesy zpracování plechu. Přímé laserové spékání kovů (DMLS) může produkovat klikaté cesty proudění vzduchu, které poskytují útlum EMI při zachování vynikajícího tepelného výkonu.
Nanostrukturované povlaky a povrchové úpravy jsou slibné pro zvýšení vodivosti a odolnosti proti korozi při zachování kompatibility se stávajícími výrobními procesy. Tento vývoj může v nadcházejícím desetiletí umožnit nové kombinace materiálů a přístupy k návrhu.
Často kladené otázky
Jaké limity velikosti otvorů jsou vyžadovány pro různé frekvenční rozsahy EMI?
Pro frekvence pod 100 MHz mohou otvory do 300 mm udržovat adekvátní stínění. Mezi 100 MHz a 1 GHz by maximální rozměry otvorů neměly překročit 30 mm. Nad 1 GHz musí otvory zůstat pod 15 mm, aby se dosáhlo účinnosti stínění 20 dB, s postupně menšími limity vyžadovanými pro vyšší frekvence.
Jak tloušťka materiálu ovlivňuje jak stínění EMI, tak výrobní náklady?
Tloušťka materiálu ovlivňuje stínění založené na absorpci logaritmicky, přičemž každé zdvojnásobení tloušťky přidává přibližně 6 dB účinnosti. Výrobní náklady se však zvyšují lineárně s tloušťkou kvůli vyšším nákladům na materiál a zvýšeným tvářecím silám. Optimální rozsah 1,0-1,6 mm vyvažuje výkon s ekonomickými ohledy pro většinu aplikací.
Jaké výrobní tolerance jsou kritické pro udržení výkonu EMI?
Tolerance rozměrů otvorů ±0,05 mm jsou nezbytné pro frekvence nad 1 GHz, aby byla zajištěna konzistentní účinnost stínění. Polohové tolerance ±0,1 mm zabraňují problémům s vyrovnáním otvorů, které by mohly vytvářet neočekávané cesty úniku. Specifikace kvality hran pod 3,2 μm Ra pomáhají minimalizovat efekty koncentrace vysokofrekvenčního proudu.
Jak se různé geometrie ventilačních vzorů srovnávají v složitosti výroby?
Vzory s kulatými otvory nabízejí nejjednodušší výrobu se standardními děrovacími nástroji. Šestiúhelníkové vzory vyžadují specializované nástroje, ale poskytují vynikající výkon. Podlouhlé štěrbiny představují mírnou složitost, ale mohou vyžadovat sekundární operace pro optimální dokončení hran. Složité vzory s proměnlivým dimenzováním vyžadují CNC laserové řezání nebo zpracování vodním paprskem.
Jaké testovací metody validují současně výkon EMI i tepelný výkon?
Kombinované testovací protokoly využívají environmentální komory s integrovanou schopností měření EMI. Vzorky procházejí tepelným cyklováním při monitorování účinnosti stínění v několika frekvenčních pásmech. Tento přístup odhaluje efekty tepelné roztažnosti na rozměry otvorů a identifikuje potenciální zhoršení výkonu za provozních podmínek.
Jak povrchová úprava ovlivňuje stínění EMI a charakteristiky proudění vzduchu?
Vodivé povlaky mohou zlepšit účinnost stínění o 5-10 dB, ale mohou zvýšit drsnost povrchu a tlakovou ztrátu o 10-15 %. Anodizace hliníku poskytuje ochranu proti korozi při zachování vodivosti, ale vyžaduje pečlivou kontrolu procesu, aby se zabránilo nadměrné tloušťce povlaku, která by mohla změnit rozměry otvorů.
Jaké konstrukční úvahy platí pro vysokoteplotní aplikace stínění EMI?
Vysokoteplotní aplikace vyžadují materiály se stabilní vodivostí a minimální tepelnou roztažností. Nerezová ocel 321 a Inconel 625 si udržují vlastnosti nad 300 °C, ale výrazně zvyšují výrobní náklady. Výpočty tepelné roztažnosti musí zohledňovat změny rozměrů otvorů, které by mohly ohrozit výkon EMI při zvýšených teplotách.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece