V-drážkování: Vytváření ostrých ohybů v architektonickém plechu
Ostré, přesné ohyby v architektonickém plechu vyžadují více než standardní ohraňování – vyžadují V-drážkování, specializovanou techniku, která odstraňuje materiál podél předem určených linií, aby se vytvořily čisté a přesné ohyby. Tento proces umožňuje poloměry ohybu až 0,5 mm při zachování strukturální integrity materiálů od Al 6061-T6 po vysoce pevné nerezové oceli.
Klíčové poznatky
- V-drážkování dosahuje poloměrů ohybu o 60-80 % menších než konvenční ohraňování a zároveň eliminuje koncentrace napětí v materiálu
- Výpočty hloubky drážky musí zohledňovat tloušťku materiálu, úhel ohybu a charakteristiky zpětného pružení specifické pro každou slitinu
- Správná geometrie nástroje a rychlost posuvu zabraňují zpevňování a povrchovým vadám u architektonických povrchových úprav
- Nákladová efektivita se projevuje u středně velkých až velkých výrobních sérií, kde přesnost ospravedlňuje další krok zpracování
Základy V-drážkování a chování materiálu
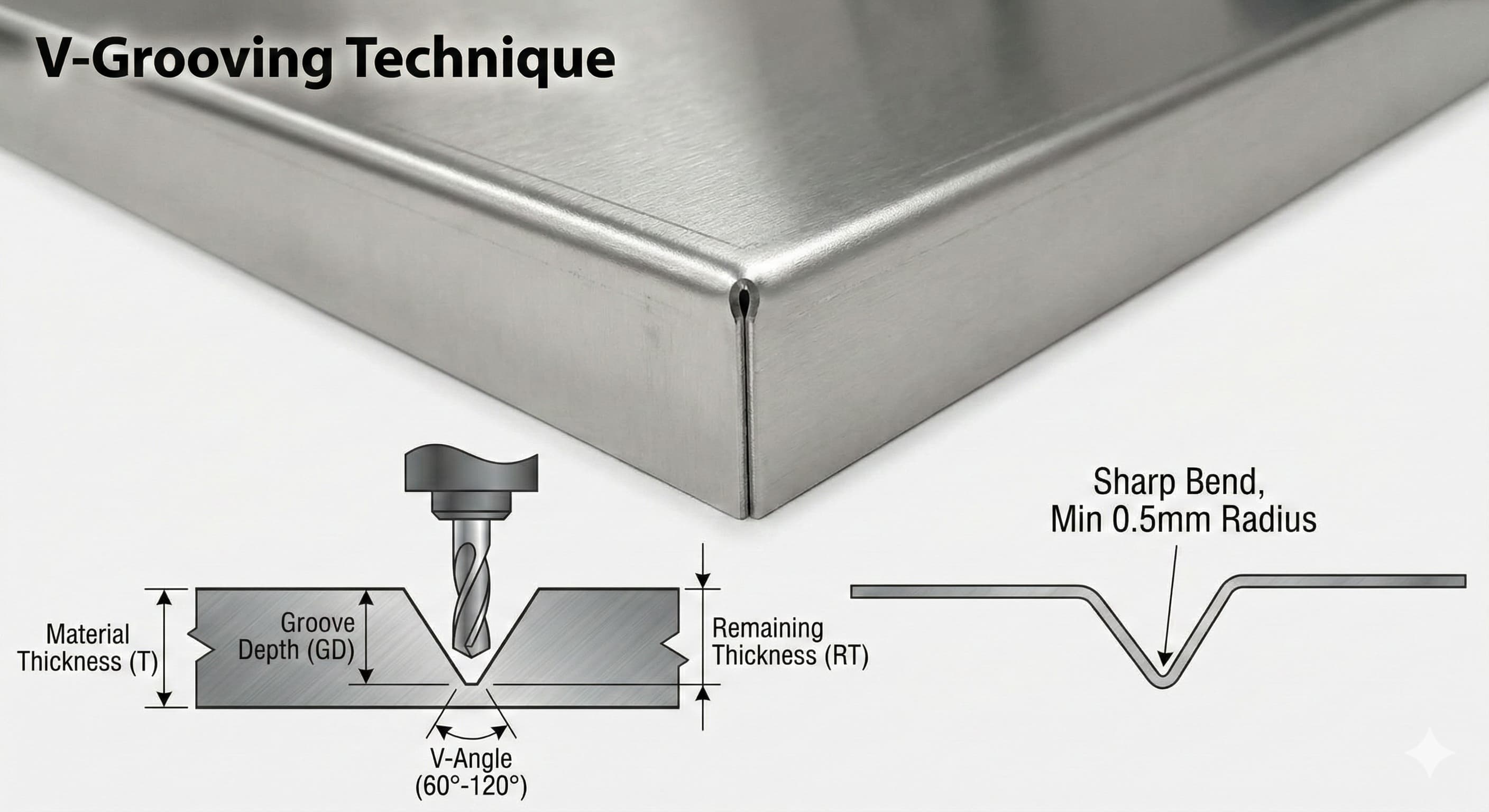
V-drážkování vytváří řízenou slabinu podél linie ohybu odstraněním trojúhelníkové části materiálu z vnějšího povrchu. Na rozdíl od rýhování nebo perforování tento proces zachovává kontinuitu materiálu a zároveň umožňuje ostré ohyby, které by jinak praskly nebo se zvlnily. Geometrie drážky se řídí specifickými matematickými vztahy založenými na vlastnostech materiálu a požadovaných úhlech ohybu.
Kritický výpočet hloubky pro V-drážky se řídí vzorcem: Hloubka drážky = (Tloušťka materiálu - Požadovaná zbývající tloušťka), kde se zbývající tloušťka obvykle pohybuje od 0,15 mm do 0,30 mm v závislosti na kvalitě materiálu a požadavcích aplikace. Pro Al 6061-T6 o tloušťce 2,0 mm s cílem dosáhnout ohybu 90 stupňů dosahuje optimální hloubka drážky 1,7 mm, přičemž 0,3 mm materiálu tvoří pant.
Výběr materiálu významně ovlivňuje úspěšnost V-drážkování. Hliníkové slitiny vykazují vynikající vlastnosti V-drážkování, přičemž 6061-T6 nabízí vynikající tvářitelnost ve srovnání s vyšší pevností 7075-T6, ale sníženou tažností. Pochopení chování hliníkové slitiny během ohýbání se stává zásadní pro prevenci mikrotrhlin podél okrajů drážky.
| Kvalita materiálu | Max. hloubka drážky (%) | Min. poloměr ohybu (mm) | Faktor zpětného pružení | Cenový index (€/kg) |
|---|---|---|---|---|
| Al 6061-T6 | 85% | 0.5 | 1.02 | €4.20 |
| Al 5052-H32 | 80% | 0.7 | 1.04 | €4.50 |
| SS 316L | 75% | 1.2 | 1.15 | €8.90 |
| SS 304 | 78% | 1.0 | 1.12 | €7.60 |
| Měkká ocel | 82% | 0.8 | 1.08 | €2.10 |
Specifikace nástrojů a vybavení
V-drážkování vyžaduje specializované nástroje navržené k vytváření konzistentních profilů drážek při zachování integrity povrchové úpravy. Systémy založené na frézování pomocí bitů s karbidovými hroty představují nejběžnější přístup pro architektonické aplikace a nabízejí vynikající kontrolu nad geometrií drážky ve srovnání s laserovými nebo vodním paprskem.
Specifikace geometrie nástroje přímo ovlivňují kvalitu výsledku. Frézy pro V-drážky mají úhly, které se obvykle pohybují od 60 do 120 stupňů, přičemž nástroje s 90 stupni poskytují optimální rovnováhu mezi účinností odstraňování materiálu a zachováním strukturální pevnosti. Geometrie ostří zahrnuje specifické úhly hřbetu – obvykle 12–15 stupňů primárního hřbetu s 3–5 stupni sekundárního hřbetu – aby se minimalizovaly řezné síly a zabránilo se zpevňování.
Rychlost posuvu a otáčky vřetena vyžadují pečlivou optimalizaci na základě vlastností materiálu. Pro hliníkové slitiny zahrnují optimální parametry otáčky vřetena 18 000–24 000 ot./min s rychlostí posuvu 2,5–4,0 m/min. Nerezové oceli vyžadují snížené otáčky (12 000–16 000 ot./min) s úměrně pomalejšími rychlostmi posuvu (1,5–2,5 m/min), aby se zabránilo nadměrné tvorbě tepla, které by mohlo změnit mikrostrukturu materiálu.
Moderní přesné CNC obráběcí služby zahrnují adaptivní systémy řízení posuvu, které automaticky upravují parametry řezání na základě zpětné vazby síly v reálném čase, což zajišťuje konzistentní kvalitu drážky v různých zónách tloušťky a tvrdosti materiálu.
Parametry procesu a kontrola kvality
Úspěšné V-drážkování závisí na přesném řízení několika vzájemně závislých proměnných. Tolerance hloubky drážky obvykle udržuje ±0,05 mm po celé délce linie ohybu, což vyžaduje nepřetržité monitorování pomocí kontaktních nebo bezkontaktních měřicích systémů. Odchylka mimo tyto limity má za následek nekonzistentní úhly ohybu nebo potenciální selhání materiálu během tváření.
Drsnost povrchu uvnitř drážky významně ovlivňuje konečnou estetiku dílu a odolnost proti korozi. Architektonické aplikace obvykle specifikují hodnoty Ra pod 1,6 μm podél povrchů drážky, čehož lze dosáhnout správným výběrem nástroje a aplikací řezné kapaliny. Syntetické řezné kapaliny s přísadami pro extrémní tlak zabraňují tvorbě nárůstků na ostří a zároveň udržují vynikající povrchovou úpravu.
Pro vysoce přesné výsledky obdržíte podrobnou nabídku do 24 hodin od Microns Hub.
Konzistence profilu drážky v rámci výrobních sérií vyžaduje implementaci statistické kontroly procesu. Kritické kontrolní body zahrnují kolísání hloubky drážky, konzistenci úhlu boční stěny a měření drsnosti povrchu prováděná v předem stanovených intervalech. Kontrolní grafy sledující tyto parametry umožňují proaktivní údržbu nástrojů a úpravu parametrů před zhoršením kvality.
Řízení teploty během zpracování
Tvorba tepla během operací V-drážkování může významně ovlivnit vlastnosti materiálu a rozměrovou přesnost. Nadměrné teploty podporují migraci hranic zrn v hliníkových slitinách, což může snížit odolnost proti únavě podél linie ohybu. Monitorování teploty pomocí infračervených senzorů zajišťuje, že teploty zpracování zůstanou pod kritickými prahovými hodnotami – obvykle 150 °C pro hliníkové slitiny a 200 °C pro nerezové oceli.
Strategie chlazení přesahují rámec konvenční aplikace chladicí kapaliny. Kryogenní chladicí systémy využívající kapalný dusík nebo oxid uhličitý poskytují vynikající kontrolu teploty a zároveň eliminují obavy z kontaminace související s chladicí kapalinou, které jsou kritické v architektonických aplikacích vyžadujících nedotčené povrchové úpravy.
Tvářecí operace a přesnost ohybu
Tvářecí operace po V-drážkování vyžaduje specializované techniky k dosažení ostrých ohybů, které ospravedlňují dodatečné náklady na zpracování. Standardní nástroje pro ohraňovací lisy se pro díly s V-drážkami ukazují jako nedostatečné, což vyžaduje zakázkové konstrukce razníků a matric, které zohledňují sníženou tloušťku materiálu podél linií ohybu.
Přesnost úhlu ohybu silně závisí na výpočtech kompenzace zpětného pružení specifických pro každý materiál a konfiguraci drážky. Faktory zpětného pružení se mezi kvalitami materiálu výrazně liší, od minimální korekce (1–2 stupně) pro hliníkové slitiny zpevněné tvářením za studena až po podstatnou kompenzaci (8–12 stupňů) pro vysoce pevné nerezové oceli.
Zakázkové tvářecí matrice obsahují uvolňovací prvky, které zabraňují interferenci s geometrií V-drážky během operace ohýbání. Tyto matrice mají sníženou kontaktní plochu podél linie drážky a zároveň udržují plnou podporu okolního materiálu, čímž zabraňují lokalizované deformaci, která by mohla ohrozit kvalitu ohybu.
| Úhel ohybu | Zpětné pružení Al 6061-T6 | Zpětné pružení SS 316L | Požadované přehnutí | Dosažení tolerance |
|---|---|---|---|---|
| 90° | 1.5° | 8.2° | 91.5° / 98.2° | ±0.5° |
| 120° | 2.1° | 11.4° | 122.1° / 131.4° | ±0.8° |
| 135° | 2.8° | 14.1° | 137.8° / 149.1° | ±1.0° |
| 150° | 3.2° | 16.8° | 153.2° / 166.8° | ±1.2° |
Analýza nákladů a ekonomické úvahy
Ekonomika V-drážkování závisí na několika faktorech, včetně nákladů na materiál, doby zpracování, požadavků na nástroje a specifikací kvality. Dodatečný krok zpracování obvykle přidává 0,15–0,35 EUR na lineární metr drážky, v závislosti na tloušťce materiálu a požadované úrovni přesnosti.
Analýza bodu zvratu odhaluje, že nákladová efektivita V-drážkování se objevuje přibližně u 50–75 kusů pro typické architektonické komponenty. Pod touto hranicí se mohou jako ekonomičtější ukázat alternativní techniky, jako je laserové řezání s mikrospoji. Nad 200 kusů vykazuje V-drážkování jasné nákladové výhody a zároveň poskytuje vynikající estetické výsledky.
Úvahy o životnosti nástroje významně ovlivňují náklady na díl. Karbidové frézy obvykle dosahují 2 500–4 000 lineárních metrů drážkování v hliníkových slitinách, než je nutná výměna, zatímco aplikace z nerezové oceli snižují životnost nástroje na 800–1 200 lineárních metrů. Nástroje s diamantovým povlakem prodlužují životnost o 3–4x, ale zvyšují počáteční náklady na nástroje o 200–300 EUR na nástroj.
Integrace povrchové úpravy
Operace V-drážkování musí zohledňovat následné procesy povrchové úpravy, aby se optimalizovaly celkové výrobní náklady. Aplikace práškového lakování vyžadují specifické úvahy o tolerancích, protože tloušťka povlaku se liší mezi oblastmi drážky a plochými povrchy.
Procesy eloxování představují jedinečné výzvy pro hliníkové komponenty s V-drážkami. Snížená tloušťka materiálu podél linií drážky vytváří během eloxování kolísání hustoty proudu, což může vést k barevným odchylkám. Specializované eloxovací přípravky a systémy distribuce proudu tyto výzvy řeší, ale přidávají 0,25–0,45 EUR na díl v nákladech na zpracování.
Zajištění kvality a inspekční protokoly
Komplexní zajištění kvality pro komponenty s V-drážkami přesahuje rozměrové ověření a zahrnuje posouzení integrity materiálu a hodnocení odolnosti proti únavě. Vizuální inspekční protokoly identifikují potenciální vady, včetně mikrotrhlin, stop po nástrojích a povrchové kontaminace, které by mohly ohrozit dlouhodobý výkon.
Rozměrová kontrola využívá souřadnicové měřicí stroje (CMM) vybavené specializovaným softwarem pro analýzu profilu drážky. Kritická měření zahrnují konzistenci hloubky drážky, ověření úhlu boční stěny a přesnost úhlu ohybu po tvářecích operacích. Plány statistického vzorkování založené na MIL-STD-105E poskytují vhodné frekvence inspekcí při zachování kontroly nákladů.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a integrovaný náš přístup k výrobním službám znamená, že každý projekt V-drážkování obdrží pozornost věnovanou detailům, kterou si zaslouží, od počáteční konzultace návrhu až po konečné ověření kvality.
Nedestruktivní testovací metody ověřují integritu materiálu podél linií drážky, aniž by byla ohrožena funkčnost dílu. Kontrola penetrační kapalinou odhalí povrchové vady, zatímco testování vířivými proudy identifikuje podpovrchové vady, které by se mohly šířit během provozního zatížení. Tyto testovací protokoly se ukazují jako obzvláště kritické pro strukturální architektonické aplikace, kde důsledky selhání ospravedlňují dodatečné náklady na inspekci.
Úvahy o únavové výkonnosti
Ohyby s V-drážkami zavádějí faktory koncentrace napětí, které je třeba vyhodnotit pro cyklicky zatížené aplikace. Modelování metodou konečných prvků (FEA) předpovídá životnost při únavě na základě geometrie drážky, vlastností materiálu a předpokládaných podmínek zatížení. Faktory koncentrace napětí se obvykle pohybují od 1,8 do 2,4 v závislosti na hloubce drážky a specifikacích poloměru.
Protokoly únavových zkoušek podle norem ASTM D7791 ověřují analytické předpovědi prostřednictvím řízeného laboratorního testování. Vzorkové komponenty procházejí cyklickým zatížením při úrovních napětí představujících 150 % předpokládaných provozních podmínek, přičemž kritéria selhání jsou definována jako viditelné šíření trhlin za hranice drážky.
Pokyny pro návrh a osvědčené postupy
Efektivní návrh V-drážky vyžaduje pečlivé zvážení geometrických vztahů, omezení materiálu a výrobních omezení. Pokyny pro návrh zabraňují běžným úskalím a zároveň optimalizují vyrobitelnost a výkonnostní charakteristiky.
Specifikace minimální vzdálenosti mezi sousedními drážkami zabraňují oslabení materiálu, které by mohlo ohrozit strukturální integritu. Pro hliníkové slitiny se minimální rozestup rovná 5x tloušťce materiálu, zatímco nerezové oceli vyžadují 6x tloušťku materiálu kvůli vyšším charakteristikám zpevnění. Menší rozestupy vyžadují analýzu konečných prvků k ověření dostatečných bezpečnostních rezerv.
Detaily ukončení drážky významně ovlivňují jak estetiku, tak strukturální výkon. Zkosená zakončení přesahující 2–3 mm za požadovanou linii ohybu zabraňují koncentracím napětí a zároveň zachovávají čistý vizuální vzhled. Náhlá zakončení drážky vytvářejí koncentrátory napětí, které mohou iniciovat šíření trhlin za cyklických podmínek zatížení.
| Parametr návrhu | Slitiny hliníku | Nerezová ocel | Měkká ocel | Dopad na cenu |
|---|---|---|---|---|
| Min. rozteč drážek | 5x tloušťka | 6x tloušťka | 4x tloušťka | Vysoká hustota = +15% |
| Max. délka drážky | 3000 mm | 2500 mm | 3500 mm | Délka >2m = +8% |
| Zakončovací zkosení | 2.5 mm | 3.0 mm | 2.0 mm | Standardní funkce |
| Drsnost povrchu | Ra 1.6 μm | Ra 1.2 μm | Ra 2.0 μm | Ra<1.0 = +25% |
Pokročilé aplikace a nové techniky
Nové aplikace V-drážkování posouvají tradiční hranice prostřednictvím inovativních přístupů a pokročilých nástrojových systémů. Víceosé CNC stroje umožňují složité geometrie drážek, které vytvářejí složité trojrozměrné tvary nemožné konvenčními technikami.
V-drážkování s laserovou asistencí představuje hybridní přístup kombinující mechanismy tepelného a mechanického odstraňování materiálu. Předehřátí materiálu bezprostředně před řezným nástrojem snižuje řezné síly o 30–40 % a zároveň umožňuje hlubší drážky ve vysoce pevných materiálech, které byly dříve považovány za nevhodné pro konvenční V-drážkování.
Adaptivní řídicí systémy zahrnující zpětnou vazbu síly a teploty v reálném čase optimalizují parametry řezání nepřetržitě během operace drážkování. Algoritmy strojového učení analyzují historická data, aby předpověděly optimální kombinace parametrů na základě kolísání šarže materiálu a podmínek opotřebení nástroje, čímž se zlepšuje konzistence a zároveň se snižují požadavky na dovednosti obsluhy.
Integrace s digitální výrobou
Technologie digitálního dvojčete umožňuje virtuální optimalizaci parametrů V-drážkování před zahájením fyzické výroby. Komplexní modely zahrnující vlastnosti materiálu, geometrii nástroje a dynamiku stroje předpovídají optimální podmínky řezání a zároveň identifikují potenciální problémy s kvalitou dříve, než se vyskytnou ve výrobě.
Automatizované inspekční systémy využívající technologii strojového vidění poskytují 100% rozměrové ověření geometrie drážky bez dopadu na propustnost výroby. Kamery s vysokým rozlišením v kombinaci se strukturovanou projekcí světla vytvářejí podrobné 3D profily každé drážky a porovnávají výsledky se specifikacemi CAD s rozlišením pod 0,01 mm.
Odstraňování běžných vad
Systematická analýza vad a postupy nápravy zajišťují konzistentní kvalitu V-drážkování v různých výrobních podmínkách. Pochopení základních příčin umožňuje rychlé řešení problémů a zároveň zabraňuje opakujícím se problémům s kvalitou.
Stopy po chvění podél povrchů drážky obvykle vyplývají z nedostatečné tuhosti stroje nebo nevhodných parametrů řezání. Řešení zahrnují snížení rychlosti posuvu o 20–30 %, zvýšení otáček vřetena v doporučených rozsazích nebo implementaci přípravků tlumících vibrace. Silné chvění může vyžadovat dynamickou analýzu stroje k identifikaci rezonančních frekvencí.
Kolísání hloubky drážky přesahující ±0,05 mm často indikuje opotřebení nástroje, vůli stroje nebo problémy s průhybem obrobku. Systematické měření hloubky drážky v pravidelných intervalech identifikuje trendy, které umožňují prediktivní výměnu nástroje před zhoršením kvality. Upínání obrobku musí zajistit dostatečnou tuhost, aby se zabránilo průhybu při řezných silách.
Výzvy specifické pro materiál
Zpevňování u nerezových ocelí vytváří progresivní opotřebení nástroje a zhoršení kvality povrchu. Strategie zmírnění zahrnují optimalizovanou aplikaci řezné kapaliny, snížené řezné rychlosti a specializované povlaky nástrojů určené pro aplikace z nerezové oceli. Povlaky TiAlN vykazují vynikající výkon ve srovnání se standardními alternativami TiN.
Tvorba nárůstků na řezných nástrojích zhoršuje povrchovou úpravu a zároveň vytváří rozměrové nepřesnosti. Tento jev se ukazuje jako nejproblematičtější u hliníkových slitin s vysokým obsahem křemíku. Ostré řezné hrany, vhodné řezné rychlosti a účinná evakuace třísek zabraňují tvorbě nárůstků a zároveň prodlužují životnost nástroje.
Často kladené otázky
Jaká je minimální tloušťka materiálu vhodná pro V-drážkování?
V-drážkování funguje efektivně na materiálech o tloušťce pouhých 0,8 mm, ačkoli optimální výsledky se dosahují s tloušťkami 1,5 mm a více. Tenčí materiály vyžadují specializované nástroje a mohou dosáhnout omezených úhlů ohybu kvůli strukturálním omezením podél linie drážky.
Jak V-drážkování ovlivňuje pevnost materiálu ve srovnání se standardním ohýbáním?
V-drážkování snižuje průřezovou plochu podél linie ohybu, obvykle snižuje místní pevnost o 15–25 % v závislosti na hloubce drážky. Eliminace zpevnění a zbytkových napětí však často vede k vynikající únavové výkonnosti ve srovnání s konvenčními metodami ohýbání.
Lze díly s V-drážkami svařovat nebo spojovat s jinými komponentami?
Ano, komponenty s V-drážkami akceptují standardní metody spojování, včetně svařování, pájení a mechanického upevnění. Svařování vyžaduje pečlivé řízení tepla, aby se zabránilo deformaci podél tenkých oblastí drážky. Svařování TIG se sníženým nastavením proudu obvykle poskytuje optimální výsledky.
Jakých tolerancí lze dosáhnout pro úhly ohybu u dílů s V-drážkami?
Tolerance úhlu ohybu ±0,5° jsou běžně dosažitelné pro úhly do 90°, přičemž ±1,0° je typické pro ostřejší ohyby do 150°. Přísnější tolerance vyžadují sekundární operace nebo specializované techniky tváření, které zvyšují náklady na zpracování o 20–30 %.
Jak ovlivňuje povrchová úprava v drážce konečný vzhled dílu?
Povrchová úprava drážky přímo ovlivňuje konečný vzhled linie ohybu, zejména u kartáčovaných nebo leštěných povrchů. Hodnoty Ra pod 1,6 μm zajišťují, že oblast drážky po tváření hladce splyne s okolními povrchy, zatímco drsnější povrchy mohou zůstat viditelné jako výrazná linie.
Je V-drážkování vhodné pro venkovní architektonické aplikace?
V-drážkování se ukazuje jako vynikající pro venkovní aplikace, pokud je správně navrženo a dokončeno. Snížená tloušťka materiálu podél linií ohybu vyžaduje zvážení během plánování ochrany proti korozi, ale správně eloxovaný hliník nebo pasivované komponenty z nerezové oceli vykazují ekvivalentní trvanlivost jako konvenčně tvářené díly.
Jaké jsou typické dodací lhůty pro architektonické komponenty s V-drážkami?
Dodací lhůty závisí na složitosti a množství, ale obvykle se pohybují od 5 do 10 pracovních dnů pro standardní architektonické panely. Požadavky na zakázkové nástroje mohou přidat 3–5 dní k počátečním objednávkám, zatímco opakované objednávky s použitím stávajících nástrojů si zachovávají standardní dodací lhůty.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece