Práškové lakování plechu: Zohlednění nárůstu tloušťky v tolerancích
Tloušťka práškového laku představuje jednu z nejčastěji přehlížených proměnných při přesné výrobě plechu. Typický práškový lak přidává 50-150 mikronů na všechny povrchy, což zásadně mění rozměrovou přesnost a vyžaduje pečlivé plánování tolerancí od fáze návrhu až po finální kontrolu.
Klíčové poznatky:
- Standardní tloušťka práškového laku se pohybuje od 50 do 150 mikronů, což přímo ovlivňuje rozměrové tolerance na všech lakovaných površích
- Kritické rozměry musí zohledňovat nárůst laku promyšleným poddimenzováním základních kovových komponent
- Obecné tolerance ISO 2768 se stávají nedostatečnými pro díly s práškovým lakem, které vyžadují přesné lícování a montáž
- Plánování rozměrů před lakováním může zabránit nákladným opravám a zajistit správnou funkčnost dílů
Porozumění proměnným tloušťky práškového lakování
Tloušťka práškového laku se výrazně liší v závislosti na způsobu aplikace, typu prášku a přípravě podkladu. Elektrostatické stříkání obvykle vytváří vrstvy o tloušťce 60-120 mikronů, zatímco fluidní lakování může dosáhnout 150-500 mikronů v závislosti na teplotě dílu a době ponoření.
Vztah mezi velikostí částic prášku a konečnou tloušťkou se řídí předvídatelnými vzory. Jemné prášky (10-30 mikronů) vytvářejí hladší povrchy, ale vyžadují více vrstev pro dosažení dostatečné tloušťky, zatímco hrubé prášky (30-80 mikronů) rychle budují tloušťku, ale mohou ohrozit kvalitu povrchu na detailních prvcích.
Geometrie podkladu významně ovlivňuje distribuci laku. Vnitřní rohy a zapuštěné oblasti obvykle získávají 70-80 % tloušťky, která se nachází na rovných površích, zatímco vnější hrany a ostré rohy často akumulují 120-150 % nominální tloušťky v důsledku koncentrace elektrického pole během aplikace.
Regulace teploty během vytvrzování ovlivňuje konečnou tloušťku prostřednictvím charakteristik toku a vyrovnání. Polyesterové prášky se optimálně vytvrzují při 180-200 °C, čímž se dosahuje konzistentní tloušťky s minimální texturou pomerančové kůry. Epoxidové formulace vyžadují 160-180 °C, ale nabízejí vynikající pokrytí hran a pronikání do složitých geometrií.
Rozměrový dopad na běžné prvky plechu
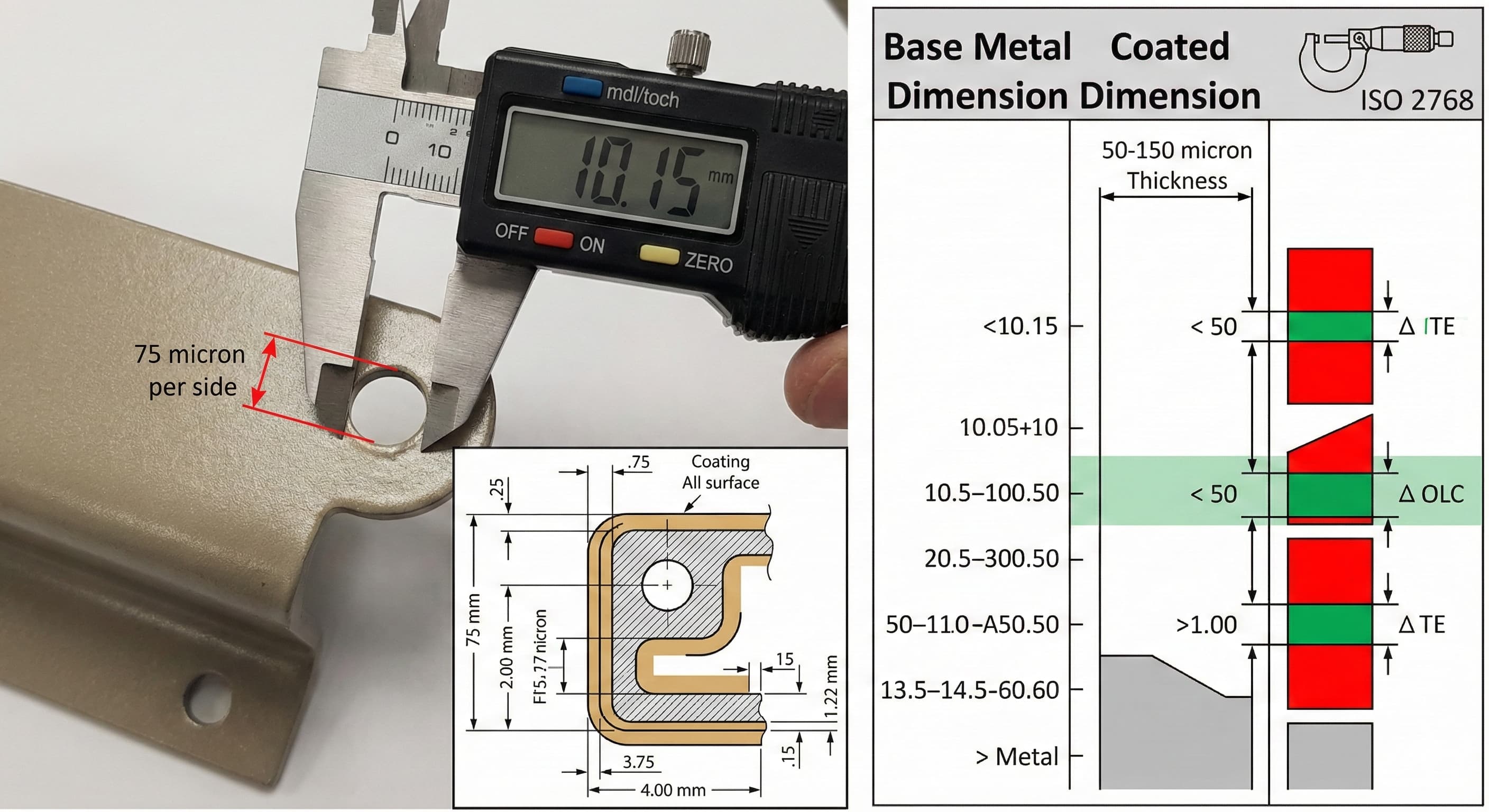
Otvory a vnitřní prvky zaznamenávají zmenšení průměru rovnající se dvojnásobku tloušťky laku. Otvor o průměru 10,0 mm se 75mikronovým lakem se zmenší na 9,85 mm, což představuje 1,5% rozměrovou změnu, která může zabránit správnému vložení spojovacího prvku nebo montáži komponent.
Závitové prvky představují zvláštní výzvy, protože nárůst laku se vyskytuje na hlavním i vedlejším průměru. Závity M6 x 1,0 se 100mikronovým lakem mohou vyžadovat úpravu vrtáku pro závitování z 5,0 mm na 5,2 mm, aby se po lakování zachovalo správné záběru závitu.
Ohnuté hrany a tvarované prvky akumulují tloušťku laku na vnitřním i vnějším poloměru.Výpočty minimálních poloměrů ohybu musí zohledňovat tloušťku laku, aby se zabránilo praskání během procesu ohýbání nebo aplikace laku.
Šířka drážek se zmenšuje o dvojnásobek tloušťky laku, což ovlivňuje kluzné spoje a vůle. Drážka o šířce 12,0 mm se zmenší na 11,85 mm se 75mikronovým lakem, což může potenciálně zablokovat komponenty navržené pro lícování H7/g6.
Úvahy o lakování specifické pro materiál
Různé materiály podkladu vykazují různé charakteristiky přilnavosti laku a rovnoměrnosti tloušťky, které přímo ovlivňují rozměrovou přesnost.
| Kvalita materiálu | Typický rozsah tloušťky (μm) | Faktor uniformity | Nárůst na hraně | Dopad na cenu |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15% | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20% | 1.1-1.3x | €2.30/m² |
| Ocel válcovaná za studena | 70-120 | ±10% | 1.3-1.5x | €2.80/m² |
| Nerezová ocel 304 | 80-130 | ±25% | 1.0-1.2x | €3.50/m² |
| Pozinkovaná ocel | 75-125 | ±12% | 1.4-1.6x | €3.00/m² |
Hliníkové podklady obecně poskytují nejpředvídatelnější tloušťku laku díky vynikající elektrostatické přitažlivosti a rovnoměrné přípravě povrchu. Přirozená oxidová vrstva zvyšuje přilnavost prášku a zároveň udržuje konzistentní nárůst vrstvy na složitých geometriích.
Ocel válcovaná za studena vyžaduje fosfátovou konverzní vrstvu pro optimální přilnavost, která přidává 5-10 mikronů k celkové tloušťce. Tato předúprava zlepšuje rovnoměrnost laku, ale zvyšuje rozměrovou variabilitu, zejména kolem svařovaných spojů a tepelně ovlivněných zón.
Nerezové ocelové podklady představují jedinečné výzvy kvůli své pasivní oxidové vrstvě. Mechanické obrušování nebo chemické leptání se stává nezbytným pro adekvátní přilnavost, což může ovlivnit rozměry základního materiálu před aplikací laku.
Strategie návrhu tolerancí
Efektivní návrh tolerancí pro díly s práškovým lakem vyžaduje systematickou rozměrovou kompenzaci založenou na predikcích tloušťky laku a geometrické složitosti.
Kritické rozměry by měly specifikovat zóny bez laku pomocí maskování nebo obrábění po lakování. Maskování přidává 0,50-1,20 € za prvek, ale zajišťuje rozměrovou přesnost pro ložiskové plochy, závitové otvory a přesné lícování.
Bilaterální tolerance poskytuje optimální flexibilitu pro lakované rozměry. Místo specifikace 25,0 ±0,1 mm použijte 24,925 +0,175/-0,025 mm, abyste zohlednili očekávanou tloušťku laku a zároveň zachovali funkční požadavky.
Pro vysoce přesné výsledky si vyžádejte cenovou nabídku do 24 hodin od Microns Hub.
Funkční dimenzování odděluje kritické od nekritických prvků. Průměry ložisek, dosedací plochy a montážní reference vyžadují přísnou kontrolu, zatímco estetické povrchy mohou vyhovovat standardním odchylkám laku bez funkčního dopadu.
Statistická analýza tolerancí se stává nezbytnou pro sestavy obsahující více lakovaných komponent. Simulace Monte Carlo pomáhá předvídat míru úspěšnosti sestavení a identifikovat kritické přispěvatele tolerance před zahájením výroby.
Metody kontroly kvality a inspekce
Měření tloušťky laku vyžaduje nedestruktivní techniky vhodné pro výrobní prostředí. Magnetické a vířivé proudové měřiče poskytují přesnost ±2-5 % pro většinu aplikací, zatímco ultrazvukové metody dosahují přesnosti ±1-2 % na složitých geometriích.
Destruktivní testování prostřednictvím průřezové analýzy nabízí definitivní měření tloušťky a posouzení kvality laku. Tato metoda identifikuje delaminaci, pórovitost a problémy s přilnavostí, které ovlivňují dlouhodobou rozměrovou stabilitu.
Monitorování během procesu aplikace prášku pomáhá udržovat konzistenci tloušťky. Elektrostatické napětí, průtok prášku a uzemnění dílu ovlivňují konečnou tloušťku a měly by být zaznamenávány pro každou výrobní šarži.
Rozměrová kontrola po vytvrzení musí zohledňovat smrštění laku během polymerace. Termosetové prášky se během vytvrzování obvykle smršťují o 2-5 %, což ovlivňuje konečné rozměry a potenciálně vytváří vnitřní pnutí v tenkostěnných komponentech.
| Metoda kontroly | Přesnost | Cena za test | Potřebný čas | Nejlepší aplikace |
|---|---|---|---|---|
| Magnetické odtrhávání | ±5% | €0.20 | 10 sekund | Železné substráty |
| Vírivé proudy | ±3% | €0.35 | 15 sekund | Neželezné kovy |
| Ultrazvuk | ±2% | €0.50 | 30 sekund | Složité geometrie |
| Průřez | ±1% | €15.00 | 45 minut | Ověření kvality |
| Beta zpětný rozptyl | ±2% | €0.80 | 60 sekund | Automatizované systémy |
Integrace procesu do výrobního workflow
Úspěšná integrace práškového lakování vyžaduje koordinaci mezi návrhem, výrobou a dokončovacími operacemi.Naše výrobní služby zahrnují tento kompletní workflow, aby byla zajištěna rozměrová přesnost v celém výrobním procesu.
Výroba před lakováním musí zohledňovat tloušťku laku ve všech obráběných prvcích. CNC programování vyžaduje úpravy offsetu obvykle v rozmezí 0,050-0,150 mm v závislosti na očekávané tloušťce laku a kritičnosti prvku.
Návrh přípravků ovlivňuje distribuci laku a konečné rozměry. Kontaktní body vytvářejí stíny laku, zatímco nadměrná upínací síla může deformovat tenké části během cyklu vytvrzování. Pružinové přípravky udržují polohu dílu a zároveň umožňují tepelnou roztažnost.
Příprava svařovaných spojů se stává kritickou, protože odchylky tloušťky laku kolem tepelně ovlivněných zón mohou vytvářet koncentrace napětí a rozměrové nesrovnalosti. Broušení po svařování na jednotný profil povrchu zajišťuje konzistentní aplikaci laku.
Podobně jako služby vstřikování plastů, které vyžadují přesnou regulaci teploty a tlaku, práškové lakování vyžaduje pečlivé řízení parametrů pro dosažení konzistentních výsledků v průběhu výrobních sérií.
Optimalizace nákladů prostřednictvím návrhu
Návrh optimalizovaný pro lakování snižuje jak materiálové náklady, tak rozměrovou variabilitu a zároveň zachovává funkční požadavky. Jednoduché geometrické prvky se lakují rovnoměrněji než složité tvary, což snižuje odchylky tloušťky a zlepšuje předvídatelnost.
Konsolidace dílů svařováním nebo mechanickou montáží před lakováním eliminuje vícenásobné lakovací operace a snižuje rozměrové skládání. Jednodílná konstrukce obvykle stojí o 15-25 % méně než lakování jednotlivých komponent samostatně.
Požadavky na přípravu povrchu se výrazně liší v závislosti na stavu podkladu a specifikaci laku. Odstranění okují přidává 1,50-3,00 € za metr čtvereční, ale zajišťuje konzistentní přilnavost a tloušťku laku. Chemické čištění stojí 0,80-1,20 € za metr čtvereční a je vhodné pro většinu komerčních aplikací.
Systémy pro regeneraci prášku mohou snížit materiálové náklady o 20-40 % při zachování kvality laku. Kontrola tloušťky se však stává náročnější kvůli změnám velikosti částic během procesu regenerace, což vyžaduje častější kalibraci a monitorování.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup ke službám znamenají, že každý projekt získá pozornost věnovanou detailům, která je vyžadována pro konzistentní výsledky práškového lakování.
Pokročilé technologie lakování a kontrola tloušťky
Elektrostatické disky a rotační zvonové aplikátory poskytují vynikající rovnoměrnost tloušťky ve srovnání s konvenčními stříkacími pistolemi. Tyto systémy dosahují odchylky tloušťky ±5-8 % na rovných površích a ±10-15 % na složitých geometriích, což zlepšuje rozměrovou předvídatelnost.
Technologie pulzního nabíjení umožňuje přesnou kontrolu nad rychlostí nanášení prášku a konečnou tloušťkou. Krátká doba pulzu (0,1-0,5 sekundy) postupně buduje tenké vrstvy, zatímco delší pulzy (1-3 sekundy) efektivně dosahují maximální tloušťky.
Infračervené vytvrzovací systémy nabízejí lepší regulaci teploty ve srovnání s konvekčními pecemi, snižují tok laku a dosahují konzistentnějších konečných rozměrů. Vlnové délky blízké infračervenému záření (0,7-1,4 μm) účinně pronikají do vrstev prášku a zároveň minimalizují zahřívání podkladu.
Plazmová předúprava zvyšuje přilnavost laku na obtížných podkladech a zároveň zachovává rozměrovou přesnost. Čištění plazmatem za nízkého tlaku odstraňuje povrchové nečistoty bez mechanického obrušování, čímž se zachovávají rozměry základního materiálu před lakováním.
Průmyslově specifické aplikace a požadavky
Automobilové komponenty vyžadují rovnoměrnost tloušťky laku v rozmezí ±10 mikronů pro správné lícování a povrchovou úpravu. Kliky dveří, ozdobné prvky a konstrukční komponenty musí zachovávat rozměrovou přesnost a zároveň poskytovat ochranu proti korozi po dobu 10+ let provozu.
Letecké aplikace vyžadují statistickou kontrolu procesu s hodnotami Cpk přesahujícími 1,33 pro všechny rozměrové charakteristiky. Dokumentace tloušťky laku se stává součástí trvalého záznamu, který vyžaduje sledovatelnost k jednotlivým šaržím prášku a cyklům vytvrzování.
Součásti lékařských zařízení často specifikují biokompatibilní práškové formulace s kontrolovanou tloušťkou pro shodu s FDA. Chirurgické nástroje vyžadují tloušťku laku pod 50 mikronů, aby se zachovala ostrost a hmatová zpětná vazba.
Kryt elektroniky potřebuje přesnou kontrolu tloušťky kolem chladicích otvorů a otvorů pro konektory. Nadměrný nárůst laku může omezit proudění vzduchu nebo zabránit správnému lícování, zatímco nedostatečné pokrytí ohrožuje účinnost stínění EMI.
Odstraňování běžných problémů s tloušťkou
Textura pomerančové kůry indikuje nadměrnou tloušťku laku nebo nesprávné podmínky vytvrzování. Snížení průtoku prášku o 10-20 % nebo zvýšení teploty vytvrzování o 10-15 °C obvykle vyřeší problémy s kvalitou povrchu při zachování adekvátní ochrany.
Tenká místa kolem hran a rohů jsou výsledkem nadměrného uzemnění dílu nebo nedostatečného nabíjení prášku. Úprava elektrostatického napětí z 60-90 kV často zlepšuje rovnoměrnost pokrytí bez výrazného ovlivnění celkové tloušťky.
Stékání a prověšení laku nastává, když tloušťka vrstvy překročí kritické limity před gelovatěním. Většina práškových formulací začíná téct při 80-120 mikronech, což vyžaduje regulaci náběhu teploty, aby se zabránilo defektům na svislých površích.
Delaminace mezi lakem a podkladem indikuje kontaminaci nebo nedostatečnou přípravu povrchu. Čištění rozpouštědlem následované mechanickým obrušováním obvykle obnoví správnou přilnavost a integritu laku.
Často kladené otázky
O kolik bych měl zmenšit průměry otvorů, abych zohlednil tloušťku práškového laku?
Zmenšete průměry otvorů o dvojnásobek očekávané tloušťky laku. Pro 75mikronový lak zvětšete velikost vrtáku o 0,15 mm. Hotový otvor o průměru 10,0 mm vyžaduje vrtaný průměr 10,15 mm před lakováním, aby se dosáhlo správných konečných rozměrů.
Lze tloušťku práškového laku konzistentně kontrolovat na ±10 mikronů?
Ano, se správnou kalibrací zařízení a řízením procesu. Elektrostatické diskové aplikátory v kombinaci s automatizovanou regulací průtoku prášku mohou udržovat konzistenci ±10-15 mikronů na rovných površích, i když složité geometrie mohou vykazovat odchylku ±20-25 mikronů.
Měly by být závitové otvory závitovány před nebo po práškovém lakování?
Řezání závitů by mělo probíhat po lakování pro kritické aplikace. Maskujte závity během lakování nebo použijte specializované formulace vytvrzující se při nízké teplotě, které nepoškodí nástroje pro řezání závitů. Závitování před lakováním vyžaduje nadměrné vrtáky pro závitování a riskuje poškození závitů během odstraňování laku.
Jakou třídu tolerance bych měl specifikovat pro plechové díly s práškovým lakem?
Použijte třídy tolerance IT12 nebo IT13 pro nekritické rozměry na lakovaných dílech, zpřísněte na IT9 nebo IT10 pro funkční povrchy s obráběním po lakování. Standardní obecné tolerance ISO 2768-m se stávají nedostatečnými pro přesné sestavy zahrnující komponenty s práškovým lakem.
Jak ovlivňuje tloušťka laku hmotnost a vyvážení dílu?
Lak přidává přibližně 0,1-0,4 g na metr čtvereční na mikron tloušťky. Díl o ploše 1000 cm² se 100mikronovým lakem získá 1-4 gramy, což může ovlivnit dynamické vyvážení v rotujících komponentech nebo přesných mechanismech.
Mohu specifikovat různé tloušťky laku na stejném dílu?
Selektivní maskování umožňuje odchylky tloušťky, ale zvyšuje náklady o 2-5 € za maskovaný prvek. Alternativně specifikujte obrábění po lakování pro kritické rozměry a zároveň akceptujte standardní tloušťku na nefunkčních površích.
Co se stane s tloušťkou laku ve svarech a tepelně ovlivněných zónách?
Svařované oblasti obvykle získávají 80-120 % nominální tloušťky v důsledku drsnosti povrchu a geometrických efektů. Tepelně ovlivněné zóny mohou vykazovat sníženou přilnavost, což vyžaduje mechanickou přípravu povrchu před lakováním pro dosažení konzistentních výsledků.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece