Pravda o CNC frézování závitů vs. řezání závitů pro kalené oceli
Výroba součástí z kalené oceli se závitovými prvky představuje kritický bod rozhodování, který přímo ovlivňuje výrobní náklady, časy cyklů a kvalitu dílů. Inženýři pracující s materiály nad 35 HRC čelí jedinečným výzvám, kde tradiční metody řezání závitů často selhávají, což vede k zlomeným nástrojům, zmetkovým dílům a zpožděním ve výrobě.
Klíčové poznatky:
- Frézování závitů poskytuje 3-5x delší životnost nástroje v kalených ocelích nad 40 HRC ve srovnání s konvenčním řezáním závitů
- Počáteční náklady na nástroje pro frézování závitů jsou o 40-60 % vyšší, ale návratnost investice je dosažena během 200-500 závitových otvorů
- Řezání závitů zůstává nákladově efektivní pro měkčí oceli (pod 30 HRC) a velkoobjemové výrobní série
- Kvalita závitu a geometrická přesnost upřednostňují frézování pro přesné aplikace vyžadující tolerance třídy 2A nebo lepší
Pochopení zásadních rozdílů
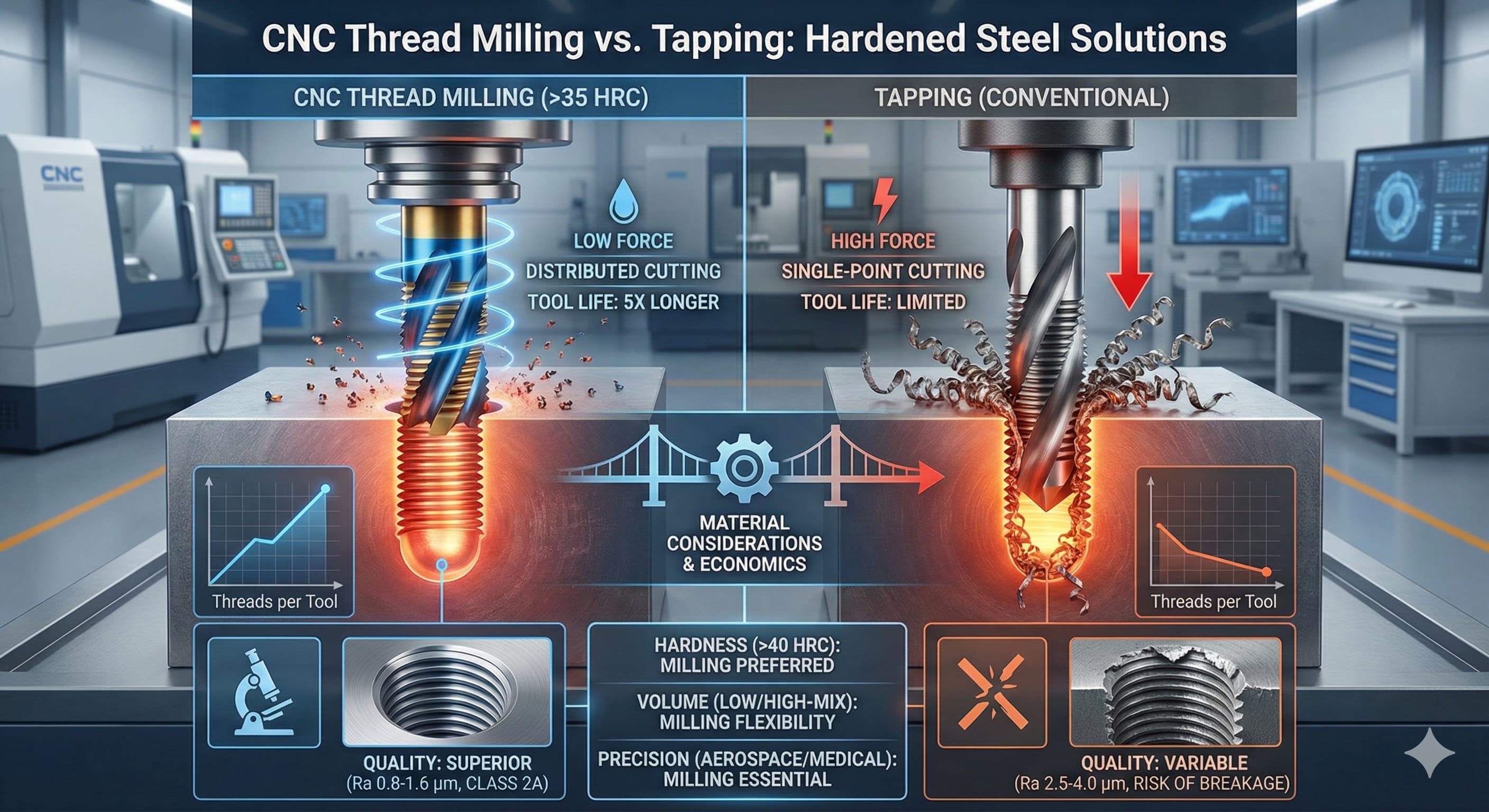
Frézování a řezání závitů představují zásadně odlišné přístupy k vytváření vnitřních závitů v součástech z kalené oceli. Řezání závitů se spoléhá na jednobodové řezání, kde drážky závitníku současně řežou a tvarují profil závitu pomocí axiálního posuvu. Tento proces generuje značné řezné síly soustředěné na špičce nástroje, což vytváří značné koncentrace napětí, které se stávají problematickými u materiálů zpevňujících se tvářením, jako je nerezová ocel 17-4 PH nebo nástrojové oceli nad 45 HRC.
Frézování závitů naopak používá vícezubý frézovací nástroj, který se pohybuje po spirálové interpolační dráze kolem obvodu otvoru. Každá řezná hrana odebírá malou třísku během svého záběru, čímž rozkládá řezné síly do více kontaktních bodů. Tento přístup snižuje špičkové řezné síly o 60-70 % ve srovnání s řezáním závitů, což je zvláště výhodné při obrábění srážkově vytvrzených ocelí nebo průběžně kalených součástí.
Kinematické rozdíly přesahují rozložení sil. Řezání závitů vyžaduje dokonalou synchronizaci mezi otáčením vřetena a rychlostí posuvu - jakákoli odchylka má za následek potrhané závity nebo zlomení nástroje. Moderní CNC řídicí systémy toho dosahují pomocí pevných cyklů řezání závitů, ale omezení zrychlení/zpomalení vřetena stále vytvářejí problémy. Frézování závitů tuto překážku zcela eliminuje, protože dráha nástroje je generována pomocí programované interpolace spíše než mechanické synchronizace.
Úvahy o materiálu pro aplikace s kalenou ocelí
Kalené oceli reagují odlišně na každý proces závitování v závislosti na jejich metalurgické struktuře a charakteristikách zpevňování tvářením. Průběžně kalené nástrojové oceli jako D2 (60-62 HRC) nebo A2 (58-60 HRC) představují extrémní výzvy pro řezání závitů kvůli jejich rovnoměrnému rozložení tvrdosti a obsahu karbidů. Frézování závitů se v těchto aplikacích ukazuje jako lepší, přičemž zlepšení životnosti nástroje dosahuje 400-500 % oproti konvenčním přístupům řezání závitů.
| Ocelová třída | Tvrdost (HRC) | Úspěšnost řezání závitů | Výhoda frézování závitů | Doporučená metoda |
|---|---|---|---|---|
| 4140 Žíhaná | 22-25 | 95% | Cenová nevýhoda | Řezání závitů |
| 4140 Q&T | 28-32 | 85% | Okrajová | Obě metody |
| 4340 Q&T | 35-40 | 65% | Významná | Frézování závitů |
| 17-4 PH H900 | 40-44 | 45% | Kritická | Frézování závitů |
| Nástrojová ocel D2 | 60-62 | 15% | Zásadní | Pouze frézování závitů |
Srážkově vytvrzené nerezové oceli jako 15-5 PH a 17-4 PH si zaslouží zvláštní pozornost kvůli jejich tendencím ke zpevňování tvářením. Tvrdost těchto materiálů se může během obrábění zvýšit o 5-8 HRC bodů, pokud jsou parametry řezání nedostatečné. Řezání závitů do těchto materiálů často vede ke zpevnění tvářením před řeznými hranami, což vede k předčasnému selhání nástroje. Rozložené řezání při frézování závitů minimalizuje účinky zpevňování tvářením při zachování konzistentní kvality závitu.
Cementované součásti představují další jedinečnou výzvu, kde tvrdost povrchu může přesáhnout 58 HRC, zatímco tvrdost jádra zůstává na 25-30 HRC. Gradient tvrdosti vytváří různé řezné podmínky, které závitníky obtížně zvládají. Frézování závitů udržuje konzistentní výkon v celé zóně přechodu tvrdosti a vytváří rovnoměrnou kvalitu závitu od povrchu k jádru.
Životnost nástroje a ekonomická analýza
Srovnání životnosti nástroje mezi frézováním a řezáním závitů v kalených ocelích odhaluje dramatické rozdíly, které přímo ovlivňují ekonomiku výroby. V průběžně kalených ocelích nad 45 HRC vyrobí kvalitní závitníky obvykle 15-25 přijatelných závitů před výměnou, zatímco závitové frézy mohou vygenerovat 200-400 závitů za ekvivalentních podmínek. Toto 10-15násobné zlepšení životnosti nástroje zásadně mění rovnici nákladů navzdory vyšším počátečním investicím do nástrojů.
Zvažte praktický příklad zahrnující 100 závitů M8x1,25 v nerezové oceli 17-4 PH (42 HRC). Prémiové spirálové závitníky stojí přibližně 35-45 EUR za kus a vyrobí 20-30 závitů před selháním. Závitové frézy stojí 120-150 EUR, ale vygenerují 300-500 závitů před výměnou. Náklady na nástroje na jeden závit upřednostňují frézování o 40-50 % před zohledněním sekundárních faktorů, jako jsou prostoje stroje a snížení zmetkovitosti.
Analýza doby cyklu vyžaduje pečlivé zvážení složitosti nastavení a programování. Cykly řezání závitů se dokončí za 8-15 sekund na závit v závislosti na hloubce a stoupání, zatímco frézování závitů vyžaduje 25-45 sekund pro ekvivalentní prvky. Toto srovnání však ignoruje pravděpodobnost zlomení závitníku a související prostoje. Jeden zlomený závitník může vyžadovat 30-60 minut na vyjmutí a opravu otvoru, čímž se eliminuje jakákoli výhoda doby cyklu.
Pro vysoce přesné výsledky,Získejte podrobnou cenovou nabídku do 24 hodin od Microns Hub.
Kvalita závitu a geometrická přesnost
Rozdíly v kvalitě závitu mezi frézováním a řezáním závitů se stávají výraznými v aplikacích s kalenou ocelí, kde řezné síly a průhyb nástroje významně ovlivňují konečnou geometrii. Frézování závitů vytváří trvale vynikající profily závitů s odchylkami průměru stoupání typicky udržovanými v rozmezí ±0,025 mm ve srovnání s ±0,050 mm dosažitelnými řezáním závitů v kalených materiálech.
Kvalita povrchové úpravy silně upřednostňuje frézování závitů v aplikacích s kalenou ocelí. Více řezných hran a optimalizovaná tvorba třísek charakteristická pro závitové frézy vytváří hodnoty Ra 0,8-1,6 μm, zatímco závity řezané v podobných materiálech obvykle vykazují hodnoty Ra 2,5-4,0 μm. Toto zlepšení se stává kritickým v aplikacích vyžadujících odolnost proti únavě nebo odolnost proti korozi, kde povrchové nerovnosti slouží jako koncentrátory napětí nebo místa iniciace štěrbinové koroze.
Geometrická přesnost přesahuje povrchovou úpravu a zahrnuje přesnost tvaru závitu a udržování polohové tolerance. Frézování závitů udržuje konzistentní úhly závitu (obvykle ±0,5°) i v různých zónách tvrdosti, zatímco závity řezané závitníky mohou vykazovat odchylky 1-2°, protože se závitníky prohýbají pod různým řezným zatížením. Tato výhoda přesnosti se ukazuje jako zásadní v přesných sestavách, kde interference závitů ovlivňuje montážní síly a konzistenci předpětí spoje.
Požadavky na obráběcí stroje a úvahy o nastavení
Požadavky na obráběcí stroje se výrazně liší mezi operacemi frézování a řezání závitů, zejména při zpracování kalených ocelí. Řezání závitů vyžaduje pevnou konstrukci vřetena s přesnými synchronizačními schopnostmi, což obvykle omezuje aplikace na obráběcí centra s vyhrazenými cykly řezání závitů a dostatečnou kapacitou točivého momentu. Požadavky na výkon vřetena pro řezání závitů do kalených ocelí často přesahují 5-8 kW pro závity M10 a větší kvůli vysokým požadavkům na točivý moment.
Frézování závitů klade na obráběcí stroje odlišné požadavky, vyžaduje přesné interpolační schopnosti a stabilní řezné podmínky spíše než maximální výstupní točivý moment. Většina moderních 3osých obráběcích center může úspěšně provádět operace frézování závitů, ačkoli 5osá schopnost se stává výhodnou pro šikmé nebo složité závitové prvky. Otáčky vřetena pro frézování závitů se obvykle pohybují od 1 500 do 4 000 ot/min v závislosti na průměru frézy a materiálu, což klade mírné nároky na systémy napájení vřetena.
Složitost programování představuje významný faktor pro implementaci do výroby. Řezání závitů vyžaduje jednoduché pevné cykly G84 nebo G74 s minimální složitostí programování, což je přístupné programátorům základní úrovně. Frézování závitů vyžaduje programování spirálové interpolace (G02/G03 se současným pohybem osy Z) nebo specializovaný CAM software s rutinami závitování. Tato složitost se promítá do delší doby programování a zvýšených požadavků na dovednosti personálu pro nastavení.
Řezné parametry a optimalizace procesu
Optimální řezné parametry pro závitování kalené oceli se dramaticky liší mezi procesy řezání a frézování závitů. Parametry řezání závitů jsou do značné míry omezeny požadavky na stoupání závitu - závitník M10x1,5 se musí posouvat o 1,5 mm na otáčku bez ohledu na vlastnosti materiálu. Toto omezení si vynucuje kompromisy při výběru povrchové rychlosti, což často vede k suboptimálním řezným podmínkám pro kalené materiály.
| Parametr procesu | Řezání závitů (4340 @ 38 HRC) | Frézování závitů (4340 @ 38 HRC) | Výhoda optimalizace |
|---|---|---|---|
| Řezná rychlost (m/min) | 8-12 | 80-120 | Frézování závitů |
| Rychlost posuvu (mm/ot) | Pevná (stoupání) | 0.05-0.15 | Frézování závitů |
| Řezná síla (N) | 800-1,200 | 200-400 | Frézování závitů |
| Záběr nástroje | 100% | 15-25% | Frézování závitů |
Parametry frézování závitů lze optimalizovat nezávisle pro řeznou rychlost, rychlost posuvu a axiální záběr. Povrchové rychlosti 80-150 m/min jsou dosažitelné v kalených ocelích pomocí karbidových závitových fréz s vhodnými povlaky ve srovnání s 8-15 m/min typickými pro operace řezání závitů. Tato výhoda rychlosti se přímo promítá do zlepšené životnosti nástroje díky sníženému zpevňování tvářením a lepšímu odvodu třísek.
Aplikace chladicí kapaliny se ukazuje jako kritická pro oba procesy, ale představuje různé výzvy. Řezání závitů vyžaduje zaplavení chladicí kapalinou nebo dodávku vřetenem, aby se zabránilo ucpávání třísek a zajistilo se dostatečné mazání. Frézování závitů těží z aplikace chladicí kapaliny ve formě mlhy, která nezasahuje do odvodu třísek a zároveň zajišťuje tepelnou kontrolu a prodlouženou životnost nástroje.
Analýza nákladů: Počáteční investice vs. provozní ekonomika
Ekonomické srovnání mezi frézováním a řezáním závitů v aplikacích s kalenou ocelí vyžaduje analýzu napříč několika kategoriemi nákladů, včetně nástrojů, strojního času, nákladů na kvalitu a sekundárních operací. Počáteční investice do nástrojů silně upřednostňuje řezání závitů s prémiovými závitníky, které stojí 35-60 EUR ve srovnání s 120-200 EUR za ekvivalentní závitové frézy. Tato analýza se však dramaticky mění, když se vezme v úvahu životnost nástroje a celkové náklady na závit.
Analýza provozních nákladů musí zohledňovat pravděpodobnost zlomení závitníku a související náklady na obnovu. Vyjmutí zlomeného závitníku v součástech z kalené oceli často vyžaduje elektroerozivní obrábění (EDM) nebo specializované nástroje pro vyjmutí, přičemž náklady dosahují 200-500 EUR na incident, včetně práce a potenciálního zmetku. Frézování závitů prakticky eliminuje riziko zlomení díky nižším řezným silám a vynikajícímu odvodu třísek.
Náklady na kvalitu významně upřednostňují frézování závitů v aplikacích s kalenou ocelí. Vylepšená geometrie závitu a povrchová úprava snižují pravděpodobnost problémů se sestavením, křížového závitování nebo předčasného selhání spoje. Tato zlepšení kvality se promítají do snížených nákladů na záruku a zlepšené spokojenosti zákazníků, ačkoli kvantifikace vyžaduje analýzu specifickou pro danou aplikaci.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup k službám znamenají, že každý projekt obdrží pozornost věnovanou detailům, která je vyžadována pro optimální řešení závitování v součástech z kalené oceli.
Doporučení specifická pro danou aplikaci
Letecké aplikace zahrnující srážkově vytvrzené nerezové oceli nebo slitiny titanu silně upřednostňují frézování závitů kvůli charakteristikám zpevňování materiálu a přísným požadavkům na kvalitu. Součásti, jako jsou sestavy podvozků, držáky motorů a konstrukční armatury, vyžadují kvalitu závitu, která trvale splňuje nebo překračuje požadavky specifikace. Vynikající geometrická přesnost a povrchová úprava dosažená frézováním závitů ospravedlňují dodatečnou dobu cyklu v těchto kritických aplikacích.
Automobilové aplikace představují nuancovanější kritéria výběru, kde objem výroby a kritičnost součásti ovlivňují výběr procesu. Velkoobjemové součásti převodovky nebo bloky motorů mohou ospravedlnit řezání závitů v průběžně kalených oblastech pod 35 HRC, zatímco nízkoobjemové speciální součásti těží z flexibility a kvalitativních výhod frézování závitů. Schopnost vyrábět více velikostí závitů pomocí jedné závitové frézy poskytuje významné výhody v nízkoobjemových výrobních prostředích s vysokou variabilitou.
Výroba lékařských zařízení, zejména ortopedických implantátů a chirurgických nástrojů, vyžaduje frézování závitů pro biokompatibilní materiály, jako je nerezová ocel 17-4 PH nebo slitiny titanu. Vynikající povrchová úprava a geometrická přesnost přímo ovlivňují výkon a životnost zařízení. Schopnost frézování závitů udržovat konzistentní kvalitu v různých zónách tvrdosti se ukazuje jako zásadní u součástí vyžadujících rozsáhlé procesy tepelného zpracování nebo povrchové úpravy.
Pro výrobce, kteří hledají komplexní řešení nad rámec operací závitování, mohou služby výroby plechů poskytnout integrované výrobní přístupy, které optimalizují celkovou výrobu součástí. Podobně naše výrobní služby zahrnují kompletní škálu procesů potřebných pro složité součásti z kalené oceli.
Integrace s pokročilými výrobními procesy
Integrace frézování závitů s pokročilými výrobními procesy, jako jsou operace s poháněnými nástroji, poskytuje významné výhody při výrobě složitých součástí. Víceosá obráběcí centra mohou kombinovat operace soustružení, frézování a závitování v jediném nastavení, čímž se zkracuje doba manipulace a zlepšují se geometrické vztahy mezi prvky. Tato integrace se ukazuje jako zvláště cenná u součástí z kalené oceli, kde více nastavení zvyšuje riziko zpevňování tvářením a rozměrových odchylek.
Operace tvrdého soustružení následované frézováním závitů představují nový přístup pro součásti vyžadující rozsáhlé obrábění v kaleném stavu. Tato sekvence minimalizuje zkreslení tepelného zpracování při zachování vynikající kvality závitu ve srovnání s obráběním před kalením a následným tepelným zpracováním. Tato kombinace se ukazuje jako zvláště účinná pro součásti vyžadující geometrické tolerance přísnější, než je dosažitelné konvenčními sekvencemi tepelného zpracování a broušení.
Integrace aditivní výroby představuje budoucí příležitost, kde frézování závitů poskytuje vynikající kvalitu závitu ve srovnání s tištěnými závity. Součásti vyráběné selektivním laserovým tavením (SLM) nebo tavením elektronovým paprskem (EBM) často vyžadují následné zpracování pro kritické závitové prvky. Frézování závitů lépe vyhovuje různým povrchovým podmínkám a vlastnostem materiálu charakteristickým pro součásti vyráběné aditivně než konvenční přístupy řezání závitů.
Budoucí trendy a vývoj technologií
Nové technologie povlakování nástrojů nadále zlepšují výkon frézování závitů v aplikacích s kalenou ocelí. Pokročilé povlakovací systémy, jako je AlCrN a uhlík podobný diamantu (DLC), poskytují zlepšenou odolnost proti opotřebení a snížené koeficienty tření, čímž prodlužují životnost nástroje o dalších 30-50 % ve srovnání s konvenčními povlaky TiAlN. Tento vývoj dále posiluje ekonomické výhody frézování závitů v náročných aplikacích.
Adaptivní obráběcí technologie, které monitorují řezné síly a automaticky upravují parametry, vykazují zvláštní slib pro aplikace frézování závitů. Tyto systémy mohou detekovat podmínky zpevňování tvářením nebo stavy opotřebení nástroje a upravovat parametry řezání v reálném čase, aby se udržel optimální výkon. Takové schopnosti se ukázaly jako zvláště cenné v aplikacích s kalenou ocelí, kde se vlastnosti materiálu mohou lišit v rámci jednotlivých součástí.
Vysokorychlostní frézování závitů představuje nový trend, kde řezné rychlosti blížící se 200-300 m/min se stávají dosažitelné prostřednictvím specializovaných nástrojů a konstrukcí obráběcích strojů. Tento vývoj slibuje eliminovat nevýhodu doby cyklu tradičně spojenou s frézováním závitů při zachování vynikající kvality závitu a charakteristik životnosti nástroje.
Často kladené otázky
Jaká prahová hodnota tvrdosti činí frézování závitů nákladově efektivnější než řezání závitů v oceli?
Bod přechodu se obvykle vyskytuje kolem 32-35 HRC, kde se míra zlomení závitníku začíná výrazně zvyšovat, zatímco výkon závitové frézy zůstává stabilní. Nad 40 HRC se frézování závitů stává ekonomicky výhodnější ve většině aplikací díky dramaticky zlepšené životnosti nástroje a snížené míře zmetkovitosti.
Může frézování závitů vyrábět závity se stejnými standardy přesnosti jako řezání závitů?
Frézování závitů trvale vytváří vynikající přesnost ve srovnání s řezáním závitů v kalených ocelích, s tolerancemi průměru stoupání obvykle o 40-50 % přísnějšími. Zlepšení povrchové úpravy o 50-60 % jsou běžná, což činí frézování závitů preferovanou volbou pro přesné aplikace vyžadující lícování třídy 2A nebo lepší.
Jak složitost programování ovlivňuje implementaci frézování závitů?
Moderní CAM software do značné míry eliminoval obavy ohledně složitosti programování prostřednictvím specializovaných rutin závitování a automatizovaného generování dráhy nástroje. Doba nastavení se zvyšuje přibližně o 15-20 % ve srovnání s řezáním závitů, ale tato investice se vrátí během prvních několika výrobních dílů díky zlepšené kvalitě a snížené zmetkovitosti.
Jaké úpravy obráběcího stroje jsou vyžadovány pro frézování závitů do kalených ocelí?
Většina stávajících 3osých obráběcích center může provádět frézování závitů bez úprav, za předpokladu, že mají dostatečný výkon vřetena (obvykle minimálně 3-5 kW) a schopnost spirálové interpolace. Dodávka chladicí kapaliny vřetenem, i když je výhodná, není povinná pro úspěšné operace frézování závitů.
Jak se liší požadavky na řeznou kapalinu mezi frézováním a řezáním závitů?
Frézování závitů obvykle vyžaduje méně agresivní dodávku chladicí kapaliny než řezání závitů, přičemž pro většinu aplikací často postačuje chladicí kapalina ve formě mlhy. Řezání závitů vyžaduje zaplavení chladicí kapalinou nebo dodávku vřetenem, aby se zabránilo ucpávání třísek a zajistilo se dostatečné mazání v omezené řezné zóně.
Jaké velikosti závitů upřednostňují každý proces v aplikacích s kalenou ocelí?
Frézování závitů vykazuje rostoucí výhody s rostoucí velikostí závitu, přičemž závity M6 a větší obvykle upřednostňují frézování v kalených ocelích. Menší závity (M3-M5) mohou stále ospravedlnit řezání závitů v mírně tvrdých materiálech (30-35 HRC) v závislosti na objemu výroby a požadavcích na kvalitu.
Jak velikost dávky ovlivňuje ekonomické srovnání mezi procesy?
Velkoobjemová výroba (>10 000 kusů ročně) může ospravedlnit řezání závitů pro mírně tvrdé oceli kvůli rychlejším dobám cyklu, zatímco nízkoobjemová výroba s vysokou variabilitou silně upřednostňuje flexibilitu a konzistenci kvality frézování závitů. Bod přechodu se liší v závislosti na tvrdosti materiálu a specifikacích závitu.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece