Soustruhy s poháněnými nástroji: Kombinace soustružení a frézování pro složité geometrie
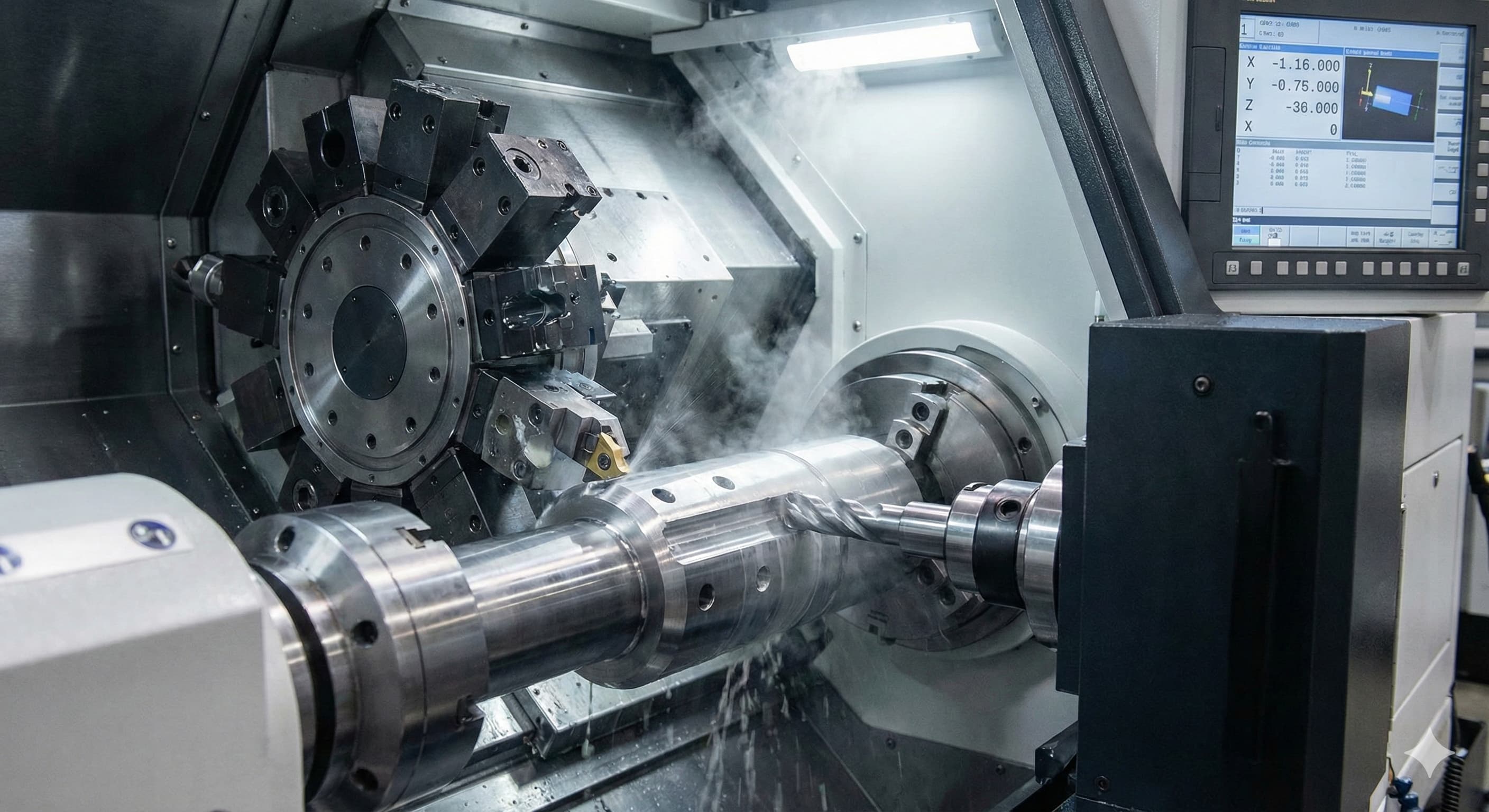
Soustruhy s poháněnými nástroji eliminují tradiční omezení oddělování soustružnických a frézovacích operací integrací poháněných řezných nástrojů přímo do systému vřetena soustruhu. Tato technologie umožňuje výrobcům dokončit složité geometrie vyžadující rotační i lineární řezné pohyby v jediném nastavení, čímž se snižují chyby manipulace a dramaticky se zlepšuje přesnost dílů pro komponenty s úzkými tolerancemi pod ±0,02 mm.
- Systémy s poháněnými nástroji kombinují soustružnické a frézovací schopnosti v jednom nastavení, čímž se snižuje manipulace s díly a zlepšuje se přesnost pro složité geometrie
- Správný výběr nástrojů a koordinace otáček vřetena mezi hlavním a podružným vřetenem jsou kritické pro dosažení povrchové úpravy pod Ra 0,8 μm
- Nákladová efektivita se výrazně zvyšuje u dílů vyžadujících radiální vrtání, příčné frézování a soustružení ve srovnání se samostatnými nastaveními stroje
- Mezi problémy integrace patří tepelný management, kontrola vibrací a koordinované programování mezi více řeznými osami
Porozumění architektuře technologie poháněných nástrojů
Systémy s poháněnými nástroji integrují poháněné řezné nástroje přímo do revolverové hlavy soustruhu prostřednictvím vyhrazených pohonů vřetena. Na rozdíl od statických nástrojů, které se spoléhají výhradně na rotaci obrobku, poháněné nástroje přijímají nezávislý rotační výkon z elektrických nebo hydraulických motorů namontovaných uvnitř sestavy revolverové hlavy. Tato schopnost dvojího pohybu umožňuje operace, jako je radiální vrtání, příčné frézování a složité konturování, zatímco obrobek zůstává upnutý v hlavním vřetenu.
Základní architektura se skládá ze tří primárních komponent: systému hlavního vřetena, který zajišťuje rotaci obrobku, vřeten s poháněnými nástroji namontovaných na revolverové hlavě, které zajišťují rotaci řezného nástroje, a koordinovaného CNC řídicího systému, který řídí současné víceosé pohyby. Moderní soustruhy s poháněnými nástroji obvykle disponují 8-12 pozicemi pro poháněné nástroje s otáčkami vřetena v rozmezí 50-6 000 ot/min, v závislosti na specifických požadavcích na nástroje a materiálu obrobku.
Přenos výkonu na poháněné nástroje probíhá buď prostřednictvím elektrických motorů s přímým pohonem, nebo hydraulických systémů. Elektrické pohonné systémy nabízejí vynikající přesnost řízení otáček a jsou preferovány pro aplikace vyžadující konzistentní povrchovou úpravu pod Ra 1,6 μm. Hydraulické systémy poskytují vyšší výstupní točivý moment, díky čemuž jsou vhodné pro náročné frézovací operace na materiálech, jako je kalená ocel nebo slitiny titanu, kde řezné síly přesahují 2 000 N.
Integrace poháněných nástrojů významně ovlivňuje charakteristiky vibrací při obrábění, zejména při řezání tenkostěnných profilů, kde tloušťka stěny klesne pod 3 mm. Správná tuhost systému se stává kritickou pro udržení rozměrové přesnosti napříč více řeznými operacemi.
Operační schopnosti a integrace procesů
Soustruhy s poháněnými nástroji vynikají ve výrobě komponent, které tradičně vyžadovaly více nastavení na různých typech strojů. Mezi primární operační schopnosti patří radiální vrtání, excentrické frézování, obrážení ozubení, polygonové obrábění a složité konturování povrchů. Každý typ operace vyžaduje specifické zvážení řezných parametrů, geometrie nástroje a upínání obrobku pro dosažení optimálních výsledků.
Radiální vrtací operace významně těží z implementace poháněných nástrojů, protože otvory mohou být obráběny kolmo k hlavní ose bez přemístění obrobku. Tato schopnost se ukazuje jako zásadní pro komponenty, jako jsou hydraulické rozdělovače, kde musí být udržovány přesné tolerance polohování otvorů ±0,05 mm napříč více vrtacími operacemi. Eliminace změn nastavení snižuje kumulativní poziční chyby, které se typicky hromadí během tradičního zpracování na více strojích.
Příčné frézovací operace umožňují vytváření drážek pro pera, rovných ploch a složitých profilů podél délky obrobku. Kombinace rotace obrobku a pohybu poháněného nástroje umožňuje spirálové frézování, které produkuje vynikající povrchovou úpravu ve srovnání s konvenčním protahováním nebo EDM procesy. Techniky spirálové interpolace mohou dosáhnout hodnot drsnosti povrchu pod Ra 0,4 μm na slitinách hliníku, jako je 6061-T6, pokud jsou správně implementovány.
Složité konturovací operace představují nejpokročilejší aplikaci technologie poháněných nástrojů. Koordinací osy C hlavního vřetena s rotací poháněného nástroje a lineárním pohybem mohou výrobci vytvářet složité geometrie, jako jsou profily vaček, nepravidelné polygony a tvarované povrchy. Tato schopnost se ukazuje jako zvláště cenná pro letecké komponenty a díly pro přesné přístroje, kde geometrická složitost přímo ovlivňuje funkční výkon.
Technické specifikace a výkonové parametry
Výkon systému s poháněnými nástroji silně závisí na specifikacích vřetena, účinnosti přenosu výkonu a schopnostech tepelného managementu. Porozumění těmto technickým parametrům umožňuje správný výběr systému a optimální plánování procesů pro specifické výrobní požadavky.
| Parametr | Standardní rozsah | Vysoce výkonný rozsah | Dopad na aplikaci |
|---|---|---|---|
| Otáčky vřetena poháněných nástrojů | 50-3 000 ot./min | 100-8 000 ot./min | Kvalita povrchové úpravy |
| Výkon vřetena | 3-7,5 kW | 7,5-22 kW | Rychlost úběru materiálu |
| Kužel držáku nástroje | BT30, BT40 | HSK-A63, HSK-E40 | Rychlost výměny nástroje, tuhost |
| Přesnost polohování | ±0,01 mm | ±0,005 mm | Schopnost dodržet rozměrovou toleranci |
| Opakovatelnost | ±0,005 mm | ±0,002 mm | Konzistence procesu |
Požadavky na výkon vřetena se výrazně liší v závislosti na typu materiálu a řezných parametrech. Slitiny hliníku typicky vyžadují 2-5 kW pro efektivní frézovací operace, zatímco kalené oceli a slitiny titanu mohou vyžadovat 10-15 kW pro srovnatelné rychlosti úběru materiálu. Poměr výkonu a hmotnosti systému s poháněnými nástroji přímo ovlivňuje dosažitelné řezné rychlosti a celkovou produktivitu.
Tepelný management se stává kritickým během rozšířených operací s poháněnými nástroji, zejména při řezání obtížně obrobitelných materiálů. Zvýšení teploty vřetena nad 60 °C může způsobit rozměrový posun a předčasné opotřebení nástroje. Pokročilé systémy zahrnují vyhrazené chladicí okruhy a monitorování teploty pro udržení konzistentního výkonu během výrobních sérií.
Výběr rozhraní držáku nástroje významně ovlivňuje tuhost systému a efektivitu výměny nástrojů. HSK systémy poskytují vynikající upínací sílu a opakovatelnost ve srovnání s tradičními BT kužely, díky čemuž jsou preferovány pro přesné aplikace vyžadující přesnost výměny nástrojů v rozmezí ±0,003 mm.
Materiálové aspekty a řezné strategie
Různé materiály vyžadují specifické řezné strategie při zpracování na soustruzích s poháněnými nástroji. Kombinace soustružnických a frézovacích operací vytváří jedinečné výzvy z hlediska řezných sil, odvodu třísek a tvorby tepla, které musí být řešeny prostřednictvím správného výběru parametrů a konstrukce nástrojů.
Slitiny hliníku, zejména 6061-T6 a 7075-T6, reagují dobře na operace s poháněnými nástroji díky svým příznivým charakteristikám obrábění. Vysoké otáčky vřetena mezi 2 000-4 000 ot/min v kombinaci s agresivními posuvy až 0,3 mm/ot umožňují vynikající povrchovou úpravu a vysoké rychlosti úběru materiálu. Klíčová výzva spočívá v managementu třísek, protože tendence hliníku tvořit dlouhé, provázkovité třísky může interferovat se současnými soustružnickými a frézovacími operacemi.
| Materiál | Doporučené otáčky (RPM) | Rychlost posuvu (mm/ot) | Metoda chlazení | Hlavní problémy |
|---|---|---|---|---|
| Al 6061-T6 | 2 000-4 000 | 0,2-0,4 | Záplavové chlazení | Odvod třísek |
| Ocel 1045 | 800-1 500 | 0,1-0,25 | Vysokotlaké chlazení | Tvorba tepla |
| Nerez 316 | 400-800 | 0,05-0,15 | Chlazení skrz nástroj | Zpevňování povrchu |
| Ti-6Al-4V | 200-500 | 0,05-0,1 | Kryogenní chlazení | Opotřebení nástroje, teplo |
| Inconel 718 | 100-300 | 0,03-0,08 | Záplavové chlazení s velkým objemem | Rychlé opotřebení nástroje |
Ocelové materiály představují mírné výzvy v aplikacích s poháněnými nástroji. Uhlíkové oceli, jako je AISI 1045, se snadno obrábějí se správným chlazením, zatímco legované oceli vyžadují snížené řezné rychlosti pro řízení tvorby tepla. Primární obava se týká udržování konzistentních řezných sil napříč soustružnickými i frézovacími operacemi, aby se zabránilo průhybu obrobku v tenkostěnných profilech.
Zpracování nerezové oceli vyžaduje pečlivou pozornost prevenci zpevnění povrchu. Přerušovaný řezný charakter operací s poháněnými nástroji může způsobit zpevnění povrchu, pokud řezné rychlosti klesnou pod minimální práh tloušťky třísky. Udržování konzistentních posuvů nad 0,05 mm/ot pomáhá předcházet tomuto problému a zároveň zajišťuje přijatelnou životnost nástroje.
Slitiny titanu představují nejnáročnější materiály pro aplikace s poháněnými nástroji. Nízká tepelná vodivost Ti-6Al-4V způsobuje rychlé hromadění tepla na řezných hranách, což vede k předčasnému selhání nástroje. Specializované řezné strategie zahrnující trochoidální frézovací vzory a konstantní úhly záběru pomáhají efektivněji distribuovat tepelné zatížení.
Pro vysoce přesné výsledky, odešlete svůj projekt pro 24hodinovou nabídku od Microns Hub.
Výběr nástrojů a strategie nastavení
Správný výběr nástrojů tvoří základ úspěšných operací s poháněnými nástroji. Jedinečné požadavky současného soustružení a frézování vyžadují specializované řezné nástroje navržené tak, aby zvládly dynamické řezné podmínky a proměnlivé zatížení třísek, se kterými se setkáváme během víceosého obrábění.
Výběr čelních fréz pro aplikace s poháněnými nástroji se výrazně liší od konvenčních frézovacích operací. Nástroje musí odolat odstředivým silám generovaným rotací obrobku a zároveň si zachovat účinnost řezání během radiálního záběru. Karbidové nástroje s TiAlN povlaky poskytují optimální výkon pro většinu aplikací, nabízejí odolnost proti opotřebení a tepelnou stabilitu až do teplot řezání 800 °C.
Geometrie nástroje se stává kritickou při přechodu mezi soustružnickými a frézovacími operacemi v rámci stejného programu. Čelní frézy s proměnnou šroubovicí snižují potenciál vibrací během příčných frézovacích operací, zatímco nerovnoměrné rozestupy pomáhají minimalizovat harmonické vibrace, které mohou způsobit degradaci povrchové úpravy. Výběr rohového rádiusu musí vyvážit pevnost hrany s dosažitelnými požadavky na drsnost povrchu.
Výběr vrtáku pro radiální vrtací operace vyžaduje zvážení jak odvodu třísek, tak požadavků na kvalitu otvoru. Vrtáky s vnitřním chlazením se ukázaly jako zásadní pro otvory hlubší než 3× průměr, protože odvod třísek se stává obtížným kvůli složenému pohybu rotace obrobku a postupu vrtáku. Schopnosti tolerance otvoru se typicky pohybují od IT7 do IT9 v závislosti na kvalitě vrtáku a tuhosti nastavení.
Přesnost přednastavení nástroje přímo ovlivňuje celkovou kvalitu dílu a efektivitu nastavení. Systémy s poháněnými nástroji vyžadují tolerance přednastavení v rozmezí ±0,005 mm, aby se udržela poziční přesnost napříč více řeznými operacemi. Pokročilé zařízení pro přednastavení s automatickými systémy rozpoznávání nástrojů zkracuje dobu nastavení a zároveň zajišťuje konzistentní polohování nástrojů.
Programování a optimalizace procesů
CNC programování pro soustruhy s poháněnými nástroji vyžaduje pokročilé techniky, které koordinují více vřetenových systémů a zároveň řídí složité dráhy nástrojů. Moderní CAM softwarové balíčky poskytují specializované moduly pro programování poháněných nástrojů, ale porozumění základním principům zůstává zásadní pro optimalizaci procesů.
Synchronizace mezi polohováním osy C hlavního vřetena a operacemi poháněných nástrojů vyžaduje přesné řízení časování. CNC systém musí koordinovat úhlovou polohu obrobku se záběrem nástroje, aby byla zajištěna správná geometrie řezání během celé operace. Tato koordinace se stává zvláště kritickou během spirálové interpolace, kde úhlové a lineární pohyby musí zůstat dokonale synchronizované, aby se udrželo konstantní zatížení třísky.
Optimalizace rychlosti posuvu zahrnuje vyvážení produktivity s požadavky na povrchovou úpravu napříč různými řeznými operacemi. Soustružnické operace typicky dosahují optimálních výsledků s programováním konstantní povrchové rychlosti, zatímco frézovací operace těží ze strategií konstantního posuvu na zub. Přechod mezi těmito programovacími režimy musí probíhat plynule, aby se zabránilo změnám povrchové úpravy na hranicích operací.
Strategie upínání obrobku významně ovlivňují dosažitelnou přesnost a kvalitu povrchové úpravy. Tradiční tříčelisťová sklíčidla mohou zavádět chyby házivosti, které se zesilují během operací s poháněnými nástroji. Vyhrazené upínací přípravky navržené pro specifické geometrie dílů často poskytují vynikající výsledky, zejména u komponent vyžadujících tolerance soustřednosti pod 0,02 mm.
Optimalizace dráhy nástroje se zaměřuje na minimalizaci doby řezání ve vzduchu a zároveň na udržování konzistentních řezných podmínek. Rychlé posuvy mezi operacemi by měly sledovat optimalizované dráhy, které se vyhýbají kolizi s obrobkem i komponentami přípravku. Pokročilé CAM systémy poskytují simulační schopnosti, které ověřují dráhy nástrojů a identifikují potenciální interferenční podmínky před spuštěním programu.
Řízení kvality a strategie měření
Řízení kvality v operacích s poháněnými nástroji vyžaduje komplexní strategie měření, které řeší jedinečné výzvy výroby s více operacemi. Kombinace soustružnických a frézovacích prvků na jednom dílu vyžaduje inspekční techniky schopné ověřit složité geometrie s vysokou přesností a opakovatelností.
Souřadnicové měřicí stroje (CMM) poskytují nejkomplexnější řešení pro kontrolu dílů vyrobených pomocí poháněných nástrojů. Schopnost měřit soustružené i frézované prvky pomocí konzistentních souřadnicových systémů zajišťuje zachování správných vztahů mezi prvky. Dotykové sondy umožňují měření vnitřních prvků, které mohou být nepřístupné tradičními metodami měření.
Systémy sondování na stroji nabízejí možnosti ověření v reálném čase, které umožňují úpravu procesu během výroby. Moderní soustruhy s poháněnými nástroji mohou být vybaveny dotykovými sondami, které ověřují kritické rozměry ihned po obrábění, což umožňuje automatické úpravy offsetů pro udržení úzkých tolerancí během výrobních sérií.
Měření povrchové úpravy se stává složitým, když se jedná o díly obsahující soustružené i frézované povrchy. Pro různé orientace povrchu mohou být vyžadovány různé techniky měření a musí být stanovena korelace mezi metodami měření, aby byla zajištěna konzistence. Soustružené povrchy typicky vykazují obvodové vzory, zatímco frézované povrchy vykazují směrové vzory související s pohybem nástroje.
Implementace statistické kontroly procesu (SPC) vyžaduje pečlivé zvážení více proměnných zapojených do operací s poháněnými nástroji. Regulační diagramy musí zohledňovat progresi opotřebení nástroje napříč různými řeznými operacemi a interakční efekty mezi soustružnickými a frézovacími procesy na konečnou kvalitu dílu.
Analýza nákladů a ekonomické aspekty
Implementace poháněných nástrojů zahrnuje významné kapitálové investice, které musí být odůvodněny zlepšenou produktivitou, sníženými náklady na nastavení a zvýšenou kvalitou dílů. Porozumění ekonomickým faktorům umožňuje správné vyhodnocení systémů s poháněnými nástroji pro specifické výrobní aplikace.
Počáteční náklady na zařízení pro soustruhy s poháněnými nástroji se pohybují od 150 000 EUR pro základní systémy až po 800 000 EUR pro pokročilé víceosé konfigurace. Nákladová prémie oproti konvenčním soustruhům se typicky pohybuje od 40-70 %, v závislosti na počtu pozic pro poháněné nástroje a složitosti systému. Tato investice musí být vyhodnocena oproti potenciálním úsporám v době nastavení, nákladech na pracovní sílu a zlepšené konzistenci kvality.
| Nákladový faktor | Konvenční proces | Proces s poháněnými nástroji | Potenciál úspor |
|---|---|---|---|
| Doba nastavení na díl | 45-60 minut | 15-25 minut | 50-65 % |
| Manipulační operace | 3-5 nastavení | 1 nastavení | 70-80 % |
| Rozměrová přesnost | ±0,05 mm typicky | ±0,02 mm dosažitelné | Snížené zmetkovitosti |
| Požadavky na prostor | Více strojů | Jeden stroj | 40-60 % |
| Požadavky na pracovní sílu | 2-3 operátoři | 1 operátor | 50-65 % |
Náklady na nástroje představují významný průběžný výdaj v operacích s poháněnými nástroji. Specializované řezné nástroje vyžadované pro aplikace s poháněnými nástroji typicky stojí o 20-40 % více než konvenční nástroje kvůli jejich vylepšeným konstrukčním požadavkům a nižším objemům výroby. Nicméně, zlepšená životnost nástroje vyplývající z lepších řezných podmínek často kompenzuje tuto počáteční nákladovou prémii.
Úvahy o objemu výroby hrají klíčovou roli v ekonomickém odůvodnění. Systémy s poháněnými nástroji prokazují jasné výhody pro středně až velkosériovou výrobu, kde snížení doby nastavení poskytuje značné úspory. Pro malosériové aplikace mohou být výhody méně výrazné, pokud složitost dílu nebo požadavky na kvalitu neodůvodňují investici.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup k servisu znamenají, že každý projekt obdrží pozornost věnovanou detailům, kterou si zaslouží, zejména pro složité aplikace s poháněnými nástroji vyžadující přesnou koordinaci mezi více výrobními procesy.
Mnoho aplikací s poháněnými nástroji doplňuje další výrobní procesy, jako jsou služby vstřikování plastů, kde přesné komponenty forem vyžadují složité geometrie dosažitelné kombinovanými soustružnickými a frézovacími operacemi. Naše komplexní výrobní služby umožňují bezproblémovou integraci napříč více výrobními technologiemi.
Problémy implementace a řešení
Úspěšná implementace poháněných nástrojů vyžaduje řešení několika technických a provozních problémů, které mohou ovlivnit výkon systému a kvalitu dílů. Porozumění těmto problémům a jejich řešením umožňuje efektivnější plánování procesů a optimalizaci systému.
Tepelný management představuje jeden z nejvýznamnějších problémů v operacích s poháněnými nástroji. Kombinace více řezných procesů generuje značné teplo, které musí být účinně odváděno, aby se udržela rozměrová stabilita. Nedostatečné chlazení může způsobit tepelný růst obrobku i struktury stroje, což vede k rozměrovým chybám přesahujícím ±0,1 mm v kritických prvcích.
Řízení vibrací se stává složitým kvůli interakci mezi více rotujícími systémy. Hlavní vřeteno, vřetena poháněných nástrojů a obrobek vytvářejí dynamický systém náchylný k rezonančním frekvencím, které mohou způsobit vibrace a degradaci povrchové úpravy. Správný výběr otáček vřetena a optimalizace řezných parametrů pomáhají vyhnout se problematickým frekvenčním rozsahům a zároveň udržovat produktivitu.
Management třísek představuje jedinečné výzvy, když více řezných operací probíhá současně nebo v rychlém sledu. Efektivní systémy odvodu třísek musí zvládnout různé charakteristiky třísek produkovaných různými řeznými operacemi a zároveň zabránit interferenci třísek s následnými operacemi. Vysokotlaké chladicí systémy a vyhrazené systémy dopravníků třísek tyto požadavky řeší.
Složitost programování se výrazně zvyšuje ve srovnání s konvenčními soustružnickými operacemi. Koordinace více os a nástrojových systémů vyžaduje pokročilé programovací dovednosti a komplexní porozumění mechanice řezání. Investice do školení programátorů a pokročilého CAM softwaru se stává zásadní pro úspěšnou implementaci.
Detekce interference nástrojů a prevence kolizí vyžadují sofistikované programovací a simulační schopnosti. Blízkost více řezných nástrojů a upínacích zařízení vytváří četné potenciální scénáře kolizí, které musí být identifikovány a eliminovány prostřednictvím pečlivého ověření programu a simulace stroje.
Budoucí vývoj a technologické trendy
Technologie poháněných nástrojů se neustále vyvíjí s pokroky v konstrukci strojů, řídicích systémech a technologii řezných nástrojů. Porozumění těmto trendům pomáhá výrobcům činit informovaná rozhodnutí o investicích do zařízení a strategiích vývoje procesů.
Integrace víceúčelových strojů představuje významný trend, kde jsou schopnosti poháněných nástrojů kombinovány s dalšími výrobními procesy, jako je broušení, obrážení ozubení a aditivní výroba. Tyto hybridní systémy umožňují kompletní výrobu dílů v jediném nastavení, což dále snižuje požadavky na manipulaci a zlepšuje celkovou produktivitu.
Integrace umělé inteligence a strojového učení umožňuje prediktivní údržbu a automatickou optimalizaci procesů. Pokročilé řídicí systémy mohou monitorovat řezné podmínky v reálném čase a automaticky upravovat parametry pro udržení optimálního výkonu a zároveň prodlužovat životnost nástroje a zlepšovat konzistenci kvality dílů.
Systémy monitorování nástrojů využívající senzory akustické emise a analýzu vibrací poskytují zpětnou vazbu v reálném čase o řezných podmínkách a progresi opotřebení nástroje. Tyto systémy umožňují automatické plánování výměny nástrojů a úpravu parametrů procesu pro udržení konzistentní kvality během výrobních sérií.
Pokročilé materiály a technologie povlakování nadále zlepšují výkon řezných nástrojů pro aplikace s poháněnými nástroji. Povlaky z diamantu podobného uhlíku a nanostrukturované povrchy nástrojů poskytují zvýšenou odolnost proti opotřebení a snížené tření, což umožňuje vyšší řezné rychlosti a prodlouženou životnost nástroje.
Často kladené otázky
Jaké jsou hlavní výhody soustruhů s poháněnými nástroji oproti samostatným soustružnickým a frézovacím operacím?
Soustruhy s poháněnými nástroji eliminují více nastavení kombinací soustružení a frézování v jedné operaci, čímž se snižují chyby manipulace a zlepšuje se přesnost na ±0,02 mm. Doba nastavení se typicky snižuje o 50-65 %, zatímco rozměrová konzistence se výrazně zlepšuje díky jednobodovému referencování během všech řezných operací.
Jaké typy dílů nejvíce těží ze schopností poháněných nástrojů?
Komponenty vyžadující radiální vrtání, drážky pro pera, rovné plochy nebo složité profily nejvíce těží z poháněných nástrojů. Příklady zahrnují hydraulické rozdělovače, letecké komponenty, díly automobilových převodovek a komponenty pro přesné přístroje, kde je geometrická složitost a úzké tolerance kritické.
Jak se liší řezné rychlosti a posuvy mezi soustružnickými a frézovacími operacemi na soustruzích s poháněnými nástroji?
Soustružnické operace typicky používají programování povrchové rychlosti (150-300 m/min pro ocel), zatímco frézovací operace vyžadují programování otáček vřetena (500-3000 ot/min). Rychlosti posuvu musí být koordinovány mezi operacemi, se soustružnickými posuvy 0,1-0,4 mm/ot a frézovacími posuvy upravenými pro požadavky na zatížení třísky na zub.
Jaké jsou typické tolerance dosažitelné pomocí systémů s poháněnými nástroji?
Moderní soustruhy s poháněnými nástroji dosahují přesnosti polohování ±0,005 mm a opakovatelnosti ±0,002 mm. Rozměrové tolerance IT7-IT8 jsou běžně dosažitelné, s IT6 možným za optimálních podmínek. Schopnosti povrchové úpravy se pohybují od Ra 0,4-1,6 μm v závislosti na materiálu a řezných parametrech.
Jak opotřebení nástroje postupuje odlišně u poháněných nástrojů ve srovnání s konvenčním obráběním?
Aplikace s poháněnými nástroji často zaznamenávají rovnoměrnější opotřebení nástroje díky přerušovaným řezným podmínkám a lepšímu odvodu tepla. Nicméně, výběr nástroje se stává kritickým, protože nástroje musí zvládnout různé řezné síly a zatížení třísek. Správné programování může prodloužit životnost nástroje o 20-40 % ve srovnání s konvenčními samostatnými operacemi.
Jaké chladicí a mazací strategie fungují nejlépe pro operace s poháněnými nástroji?
Vysokotlaké chladicí systémy (20-80 bar) poskytují optimální výsledky pro většinu aplikací s poháněnými nástroji. Chlazení nástrojem se ukazuje jako zásadní pro vrtací operace hlubší než 3× průměr. Systémy minimálního množství maziva (MQL) nabízejí environmentální výhody a zároveň udržují dobrou kvalitu povrchové úpravy pro hliníkové a ocelové materiály.
Jak se liší požadavky na programování pro poháněné nástroje ve srovnání s konvenčním CNC programováním?
Programování poháněných nástrojů vyžaduje koordinaci mezi osou C hlavního vřetena a pohyby poháněných nástrojů, což vyžaduje pokročilé schopnosti CAM softwaru. Synchronizační příkazy, kontrola interference nástrojů a víceosé souřadnicové systémy zvyšují složitost. Doba programování se typicky zvyšuje o 30-50 %, ale doba nastavení se výrazně snižuje, což vede k celkovým úsporám času.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece