5osé vs. 3osé CNC frézování: Kdy se dodatečné náklady vyplatí
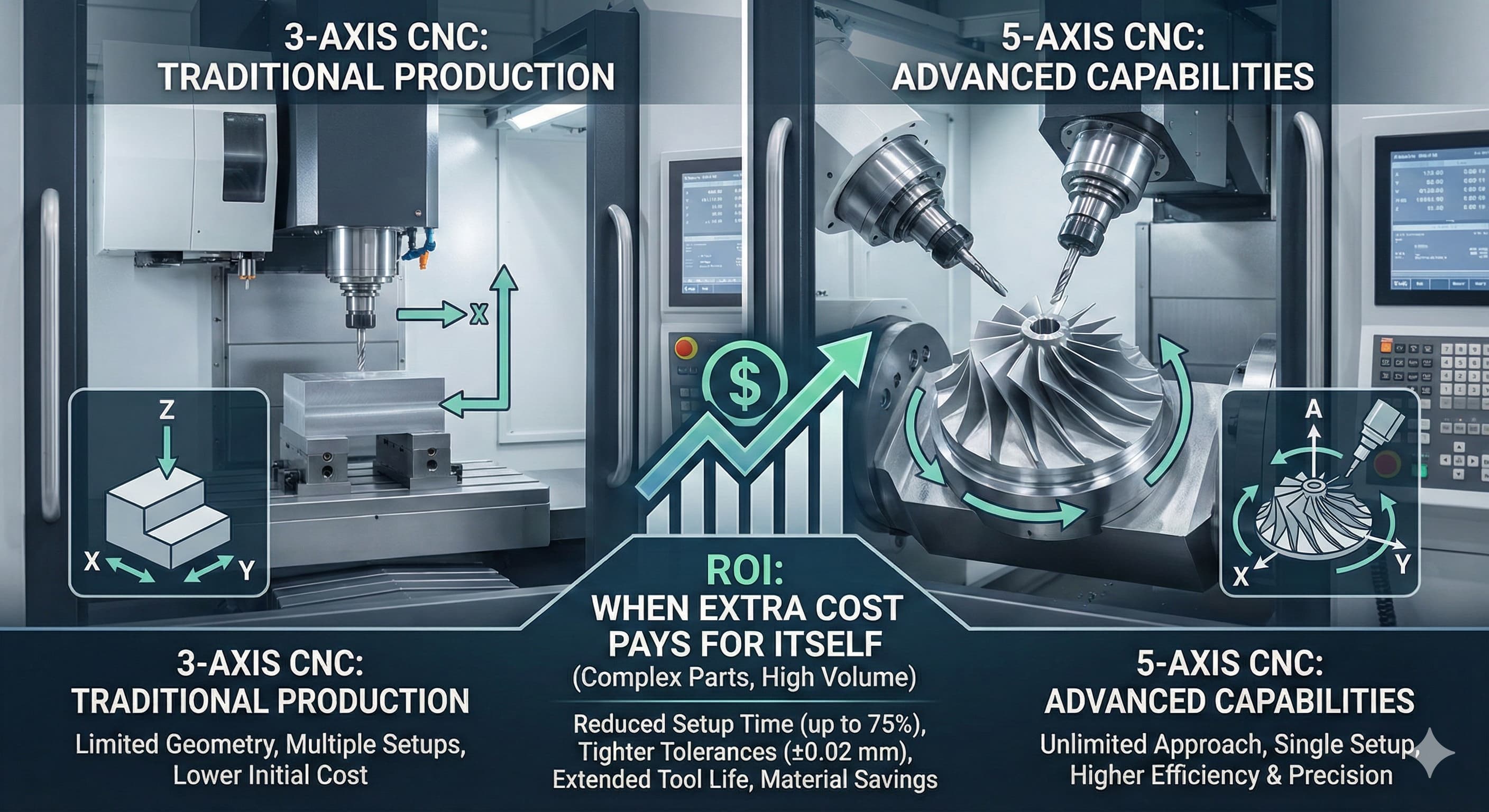
Rozhodnutí mezi 3osým a 5osým CNC frézováním představuje jednu z nejdůležitějších investičních voleb v moderní výrobě. Zatímco 3osé stroje zvládají většinu výrobních požadavků, 5osé systémy otevírají geometrické možnosti, které mohou transformovat vaše výrobní schopnosti – ale pouze pokud jsou řádně odůvodněny specifickými požadavky na díly a objemy výroby.
Klíčové poznatky:
- 5osé obrábění zkracuje dobu nastavení až o 75 % u složitých geometrií při zachování tolerancí ±0,02 mm
- Analýza bodu zvratu obvykle upřednostňuje 5osé obrábění u dílů vyžadujících více než 3 nastavení nebo složené úhly přesahující 30°
- Zlepšení přístupnosti nástrojů v 5osých systémech může zkrátit dobu obrábění o 40–60 % u leteckých a lékařských komponent
- Počáteční investiční prémie 200 000–500 000 EUR za 5osé obrábění se vyplatí, když roční produkce přesáhne 500 složitých dílů
Pochopení základních rozdílů
Tradiční 3osé CNC stroje pracují podél tří lineárních os: X (vlevo-vpravo), Y (vpředu-vzadu) a Z (nahoru-dolů). Obrobek zůstává stacionární, zatímco se řezný nástroj pohybuje v těchto třech směrech, čímž vytváří obdélníkovou pracovní obálku. Tato konfigurace efektivně zvládá přibližně 80 % obecných požadavků na obrábění, včetně čelního frézování, vrtání a jednoduchých konturovacích operací.
5osé obrábění zavádí dvě další rotační osy, obvykle označené jako osy A a B. Osa A se otáčí kolem osy X, zatímco osa B se otáčí kolem osy Y, ačkoli výrobci mohou místo toho implementovat rotaci osy C kolem osy Z. Tato konfigurace umožňuje řeznému nástroji přistupovat k obrobku prakticky z jakéhokoli úhlu, čímž se eliminují mnohá geometrická omezení inherentní v 3osých systémech.
Kritický rozdíl nespočívá pouze v počtu os, ale v přístupnosti. 5osé systémy mohou obrábět složité prvky v jediném nastavení, které by vyžadovalo více operací, přípravků a potenciálních kompromisů v přesnosti na 3osém zařízení. Tato schopnost se stává nezbytnou při práci s leteckými komponentami, lékařskými implantáty nebo složitými geometriemi forem, kde vztahy prvků musí udržovat přesné tolerance.
Srovnání technických schopností
| Schopnost | 3osé CNC | 5osé CNC |
|---|---|---|
| Maximální úhly nástroje | Pouze kolmo k povrchu dílu | Neomezené úhly přístupu |
| Redukce nastavení | Vyžadováno více nastavení | Až 75% snížení nastavení |
| Obrábění s podříznutím | Nemožné bez specializovaného nástroje | Přímá přístupnost |
| Kvalita povrchové úpravy | Ra 0,8-3,2 μm typicky | Ra 0,4-1,6 μm dosažitelné |
| Složitost programování | Střední | Vysoká (vyžaduje odbornost CAM) |
| Schopnost tolerance | ±0,05 mm standard | ±0,02 mm dosažitelné |
Kdy má investice do 5osého obrábění finanční smysl
Ekonomické odůvodnění pro 5osá obráběcí centra silně závisí na složitosti dílů, objemech výroby a nákladech na materiál. Naše analýza v Microns Hub odhaluje několik klíčových scénářů, kdy se dodatečná investice vrátí během 18–24 měsíců.
Díly vyžadující složené úhly větší než 30° od kolmice představují hlavní kandidáty pro 5osé zpracování. Tradiční 3osé obrábění takových prvků často vyžaduje zakázkové přípravky, nástroje s prodlouženým dosahem nebo více nastavení – každé z nich zavádí potenciální zhoršení přesnosti a prodloužení doby cyklu. Typický letecký držák s úhlovými montážními plochami může vyžadovat 6–8 operací na 3osém zařízení oproti 2–3 operacím na 5osém systému.
Hluboké dutinové obrábění představuje další přesvědčivý případ použití. Pouzdra lékařských zařízení, jádra vstřikovacích forem a komponenty turbín často obsahují hluboké kapsy s tenkými stěnami, kde se stává kritickým průhyb nástroje. 5osé systémy umožňují kratší a tužší nástroje tím, že přistupují k prvkům z optimálních úhlů, čímž snižují vibrace a zlepšují úvahy o tloušťce stěny pro stabilitu obrábění.
Náklady na materiál významně ovlivňují ekonomickou rovnici. Při obrábění drahých slitin, jako je Inconel 718 (45–60 EUR za kg) nebo titan Ti-6Al-4V (35–50 EUR za kg), se snížení odpadu dosažené obráběním v jednom nastavení rychle odůvodní 5osou prémii. Zvažte titanovou leteckou komponentu, kde chyba obrábění v závěrečné operaci sekvence 4 nastavení sešrotuje materiál v hodnotě 500 EUR a 8 hodin strojního času.
Analýza doby nastavení a přesnosti
Zkrácení doby nastavení představuje jeden z nejkvantifikovatelnějších přínosů 5osého obrábění. Každé přemístění obrobku zavádí potenciální chyby prostřednictvím omezení opakovatelnosti přípravku, obvykle ±0,02–0,05 mm v závislosti na kvalitě přípravku a dovednostech obsluhy. Tyto akumulované tolerance mohou rychle spotřebovat váš povolený rozpočet chyb u přesných komponent.
Komplexní studie našich výrobních dat ukazuje průměrné doby nastavení 45–90 minut u složitých 3osých operací oproti 15–30 minutám u ekvivalentních 5osých operací. Důležitější je, že eliminace více nastavení odstraňuje kumulativní chyby polohování, což umožňuje přísnější celkové tolerance. Díly vyžadující geometrickou toleranci ±0,025 mm na prvcích obráběných v různých nastaveních se často ukáží jako nemožné dosáhnout konzistentně na 3osém zařízení.
Referenční body a referenční plochy si udržují své vztahy během 5osých operací, čímž se eliminuje hromadění tolerancí inherentní v procesech s více nastaveními. Tato výhoda se stává kritickou v průmyslových odvětvích, jako je letectví, kde požadavky na geometrické rozměry a tolerance (GD&T) podle norem ASME Y14.5 vyžadují přesnou kontrolu vztahů prvků.
Pro vysoce přesné výsledky si vyžádejte cenovou nabídku do 24 hodin od Microns Hub.
Úvahy o životnosti nástroje a kvalitě povrchu
5osé obrábění umožňuje optimální úhly záběru nástroje, které mohou dramaticky prodloužit životnost nástroje a zároveň zlepšit kvalitu povrchové úpravy. Udržováním konstantního zatížení třísky a vyhýbáním se nepříznivým podmínkám řezání dosahují 5osé operace často o 25–40 % delší životnosti nástroje ve srovnání s ekvivalentními 3osými procesy.
Možnost naklonit vřeteno umožňuje optimální odvod třísek, což je zvláště důležité při obrábění hlubokých prvků nebo při práci s materiály, které produkují dlouhé, provázkovité třísky, jako jsou austenitické nerezové oceli. Správný odvod třísek zabraňuje opětovnému řezání, které zhoršuje povrchovou úpravu a urychluje opotřebení nástroje.
Snížení výšky hřebene prostřednictvím optimalizovaných drah nástroje představuje další významnou výhodu. 5osé systémy mohou udržovat konzistentní vzdálenosti kroku a optimální úhly řezání na složitých površích, čímž se eliminují proměnlivé výšky hřebene běžné u 3osých dokončovacích průchodů. Tato schopnost často eliminuje sekundární dokončovací operace, což šetří čas i mzdové náklady.
| Aplikace povrchové úpravy | 3osá schopnost | 5osá schopnost | Faktor zlepšení |
|---|---|---|---|
| Letecké povrchy (Ra) | 1,6-3,2 μm | 0,8-1,6 μm | 50-75% zlepšení |
| Lékařské implantáty (Ra) | 0,8-1,6 μm | 0,4-0,8 μm | 50% zlepšení |
| Povrchy forem (Ra) | 0,4-0,8 μm | 0,2-0,4 μm | 50% zlepšení |
| Obecné komponenty (Ra) | 3,2-6,4 μm | 1,6-3,2 μm | 50% zlepšení |
Výhody specifické pro materiál
Různé materiály reagují jedinečně na 5osé strategie obrábění. Titanové slitiny, známé pro zpevňování za studena a špatnou tepelnou vodivost, těží významně z konzistentního záběru nástroje, který je možný u 5osých systémů. Udržování optimálních řezných rychlostí a posuvů v průběhu složitých drah nástroje zabraňuje zpevňování za studena, ke kterému může dojít během konvenčních 3osých operací s proměnlivými podmínkami záběru.
Hliníkové slitiny, i když se obecně snadněji obrábějí, dosahují vynikající povrchové úpravy prostřednictvím 5osého zpracování díky zlepšenému odvodu třísek a konzistentním řezným silám. To se ukazuje jako zvláště cenné pro letecké aplikace, kde kvalita povrchu přímo ovlivňuje životnost při únavě. Naše přesné CNC obráběcí služby pravidelně dosahují hodnot Ra 0,4 μm na hliníkových komponentech prostřednictvím optimalizovaných 5osých strategií.
Kalené oceli a superslitiny představují extrémní výzvy pro jakýkoli proces obrábění, ale 5osé systémy umožňují použití specializovaných drah nástroje a řezných parametrů, které by byly nemožné s 3osým zařízením. Trochoidní frézovací strategie, adaptivní čištění a obrábění s konstantní povrchovou rychlostí se stávají praktickými možnostmi v kombinaci s neomezenými úhly přiblížení nástroje.
Požadavky na programování a dovednosti obsluhy
Sofistikovanost 5osého obrábění vyžaduje odpovídající zvýšení odbornosti v programování a úrovně dovedností obsluhy. CAM programování pro 5osé obrábění vyžaduje porozumění prevenci kolizí nástrojů, koordinaci os a pokročilým strategiím drah nástroje. Doba programování se obvykle zvyšuje o 200–300 % ve srovnání s ekvivalentními 3osými operacemi, i když se tato režie rychle amortizuje v průběhu výrobních sérií.
Obsluha musí rozumět kinematice stroje, vztahům souřadnicových systémů a pokročilým strategiím upínání obrobků. Složitost 5osých nastavení vyžaduje vyšší úroveň dovedností, obvykle vyžadující 6–12 měsíců specializovaného školení pro zkušené 3osé operátory. Jakmile jsou však 5osé operace zavedeny, často vyžadují méně praktických zásahů kvůli snížené frekvenci nastavení.
Moderní CAM systémy, jako jsou Mastercam, PowerMill a NX, významně zlepšily přístupnost 5osého programování prostřednictvím automatické detekce kolizí, optimalizované generace drah nástroje a simulačních schopností. Nicméně, křivka učení zůstává značná a musí být zohledněna v plánování implementace.
Údržba a provozní složitost
5osé stroje ze své podstaty zahrnují složitější mechanické systémy, s dalšími rotačními osami, ložisky a pohonnými systémy vyžadujícími údržbu. Náklady na preventivní údržbu obvykle běží o 15–25 % vyšší než u ekvivalentních 3osých systémů kvůli dalším komponentám a požadavkům na kalibraci.
Kalibrační postupy pro 5osé stroje vyžadují specializované vybavení a odborné znalosti. R-Test koule, laserová interferometrie a souřadnicové měřicí stroje se stávají nezbytnými pro udržování standardů přesnosti. Roční náklady na kalibraci se pohybují od 3 000 do 8 000 EUR v závislosti na velikosti stroje a požadavcích na přesnost.
Snížená frekvence nastavení v 5osých operacích však může ve skutečnosti snížit celkové požadavky na údržbu ve velkoobjemových aplikacích. Méně změn dílů znamená menší opotřebení táhel vřetena, měničů nástrojů a upínacích systémů obrobků. Čistý efekt se liší podle aplikace, ale obecně upřednostňuje 5osé systémy ve výrobních prostředích.
Rámec analýzy nákladů a přínosů
Vypracování komplexní analýzy nákladů a přínosů vyžaduje prozkoumání více nákladových center a toků přínosů. Počáteční kapitálové náklady na 5osé systémy se obvykle pohybují od 300 000 do 800 000 EUR u strojů výrobní třídy, ve srovnání s 100 000 až 300 000 EUR u ekvivalentních 3osých systémů.
| Nákladový faktor | Roční dopad 3 os | Roční dopad 5 os | Rozdíl |
|---|---|---|---|
| Práce na nastavení (500 dílů/rok) | €25,000 | €8,000 | Úspora €17,000 |
| Redukce zmetkovitosti | Základní | Úspora €15,000 | Úspora €15,000 |
| Náklady na programování | €12,000 | €18,000 | €6,000 navíc |
| Údržba | €8,000 | €10,000 | €2,000 navíc |
| Zlepšení životnosti nástroje | Základní | Úspora €12,000 | Úspora €12,000 |
| Čistý roční zisk | - | - | €36,000 |
Tato analýza naznačuje dobu návratnosti 5–7 let u přírůstkové investice za předpokladu typických objemů výroby a úrovní složitosti. Vyšší objemy, složitější díly nebo drahé materiály mohou zkrátit dobu návratnosti na 2–3 roky.
Integrace s víceosými systémy
Moderní výroba často těží z integrace 5osého frézování s dalšími pokročilými technologiemi. Soustruhy s poháněnými nástroji, které kombinují soustružení a frézování, mohou synergicky spolupracovat s 5osými systémy, aby zvládly kompletní zpracování dílů v minimálních nastaveních.
Frézovací centra s 5osou schopností představují vrchol v redukci nastavení, což umožňuje kompletní zpracování dílů z tyčového materiálu nebo odlitku na hotovou komponentu. Zatímco úrovně investic dosahují 800 000–1 500 000 EUR, schopnost vyrábět složité díly v jediných operacích odůvodňuje náklady pro vhodné aplikace.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup k službám znamenají, že každý projekt obdrží pozornost k detailu, kterou si zaslouží, ať už využívá 3osé nebo 5osé strategie obrábění.
Rámec rozhodování by měl také zohledňovat budoucí trendy složitosti dílů. Průmyslová odvětví směřující k lehčím a složitějším geometriím – jako jsou náhradní díly pro aditivní výrobu nebo topologicky optimalizované návrhy – stále více vyžadují 5osé schopnosti. Investice do 5osých systémů staví výrobce do pozice pro vyvíjející se požadavky trhu, spíše než aby se jednoduše zabývaly současnými požadavky.
Metodika výpočtu návratnosti investic
Přesný výpočet návratnosti investic pro 5osé investice vyžaduje podrobnou analýzu současných výrobních nákladů ve srovnání s projektovanými 5osými náklady. Klíčové proměnné zahrnují sazby za práci při nastavení (obvykle 45–65 EUR za hodinu na evropských trzích), míry odpadu, zkrácení doby cyklu a zlepšení kvality.
Zvažte typický letecký držák vyžadující 4 nastavení na 3osém zařízení oproti 1 nastavení na 5osém. Samotné úspory práce při nastavení činí 135–195 EUR na díl, zatímco snížení odpadu z jednostupňového zpracování může ušetřit 300–500 EUR na díl u drahých materiálů. Tyto úspory se rychle hromadí v průběhu objemů výroby.
Zlepšení doby cyklu se významně liší podle geometrie dílu, ale obvykle se pohybuje od 20 do 60 % u složitých dílů. Komponenta s celkovou dobou cyklu 8 hodin na 3osém zařízení se může dokončit za 5–6 hodin na 5osých systémech prostřednictvím optimalizovaných drah nástroje a zkrácené doby manipulace.
Zlepšení kvality, i když je obtížnější je kvantifikovat, často poskytuje nejvýznamnější dlouhodobou hodnotu. Snížené míry odpadu, eliminace sekundárních operací a zlepšená spokojenost zákazníků odůvodňují 5osé investice, i když se přímé úspory nákladů zdají být okrajové. Naše komplexní portfolio výrobních služeb ukazuje, jak nám 5osé schopnosti umožňují zvládat stále složitější požadavky zákazníků při zachování konkurenceschopných cen.
Strategie implementace a časový plán
Úspěšná 5osá implementace vyžaduje pečlivé plánování a fázované provedení. Typický časový plán trvá 12–18 měsíců od rozhodnutí o nákupu po plnou výrobní schopnost, včetně dodávky zařízení, instalace, školení obsluhy a optimalizace procesu.
Fáze 1 zahrnuje výběr zařízení a přípravu zařízení. 5osé stroje často vyžadují vylepšené základy, zvýšenou elektrickou kapacitu a upgradovaný CAM software. Rozpočet 50 000–100 000 EUR na úpravy zařízení a vylepšení infrastruktury.
Fáze 2 se zaměřuje na školení a počáteční vývoj procesu. Naplánujte 3–6 měsíců intenzivního školení pro programátory a operátory. Počáteční výroba by se měla zaměřit na jednodušší díly, aby se vybudovala důvěra a zdokonalily procesy před řešením složitých geometrií.
Fáze 3 zahrnuje optimalizaci procesu a rozšíření schopností. Očekávejte 6–12 měsíců, než plně realizujete potenciál 5osých systémů prostřednictvím optimalizovaných drah nástroje, vylepšených strategií upínání obrobků a zdokonalených technik programování.
Často kladené otázky
Jaké typy dílů odůvodňují 5osé obrábění oproti 3osým alternativám?
Díly se složenými úhly přesahujícími 30°, hluboké dutiny vyžadující přístupnost nástroje nebo komponenty vyžadující více než 3 nastavení na konvenčním zařízení obvykle odůvodňují 5osé investice. Letecké držáky, lékařské implantáty, složité formy a komponenty turbín představují ideální aplikace, kde snížení nastavení a zlepšená přesnost poskytují jasné ekonomické výhody.
Jak se porovnávají náklady na údržbu mezi 3osými a 5osými CNC systémy?
5osé systémy obvykle vznikají o 15–25 % vyšší náklady na údržbu kvůli dalším rotačním osám, ložiskům a požadavkům na kalibraci. Roční náklady na údržbu se pohybují od 10 000 do 15 000 EUR u 5osých systémů oproti 8 000 až 12 000 EUR u srovnatelných 3osých strojů. Snížená frekvence nastavení ve velkoobjemové výrobě však může kompenzovat některé z těchto dodatečných nákladů prostřednictvím sníženého opotřebení upínacích a nástrojových systémů.
Jaká úroveň programovacích dovedností je vyžadována pro efektivní 5osý provoz?
5osé programování vyžaduje pokročilé CAM odborné znalosti, včetně prevence kolizí, optimalizace drah nástroje a správy souřadnicových systémů. Zkušení 3osí programátoři obvykle potřebují 6–12 měsíců specializovaného školení, aby dosáhli odbornosti. Doba programování se zpočátku zvyšuje o 200–300 %, ale stabilizuje se s rozvojem odbornosti a růstem knihoven dílů.
Jak se liší tolerance mezi 3osým a 5osým obráběním?
5osé systémy obvykle dosahují tolerancí ±0,02 mm konzistentně díky jednostupňovému zpracování, které eliminuje kumulativní chyby polohování. 3osé systémy obecně udržují tolerance ±0,05 mm, přičemž přesnost se zhoršuje s rostoucím počtem nastavení. Eliminace posunů referenčních bodů a změn referenčních ploch v 5osém zpracování umožňuje přísnější geometrické tolerance podle norem ASME Y14.5.
Jaká je typická doba návratnosti investice do 5osého CNC?
Doba návratnosti se pohybuje od 2 do 7 let v závislosti na složitosti dílu, objemech výroby a nákladech na materiál. Velkoobjemová výroba složitých dílů z drahých materiálů, jako je titan nebo Inconel, může dosáhnout návratnosti za 2–3 roky, zatímco nižší objemy nebo jednodušší geometrie mohou vyžadovat 5–7 let. Analýza by měla zahrnovat úspory práce při nastavení, snížení odpadu, zlepšení doby cyklu a zlepšení kvality.
Mohou stávající 3osí operátoři efektivně přejít na 5osé zařízení?
Ano, zkušení 3osí operátoři mohou přejít na 5osé systémy s řádným školením. Křivka učení obvykle vyžaduje 3–6 měsíců pro základní odbornost a 12–18 měsíců pro pokročilé schopnosti. Mezi klíčové dovednosti patří porozumění kinematice stroje, vztahům souřadnicových systémů a pokročilým strategiím upínání obrobků. Investice do komplexních školicích programů je nezbytná pro úspěšnou implementaci.
Jaké schopnosti CAM softwaru jsou nezbytné pro 5osé programování?
Mezi základní funkce CAM patří automatická detekce kolizí, generování 5osých drah nástroje, simulace stroje a optimalizace postprocesoru. Přední systémy, jako jsou Mastercam, PowerMill a NX, poskytují tyto schopnosti, i když licenční náklady se významně zvyšují u 5osých modulů. Rozpočet 15 000–30 000 EUR ročně na profesionální 5osý CAM software včetně údržby a aktualizací.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece