Zgrzewanie punktowe a nitowanie: Porównanie wytrzymałości połączeń w montażu
Wytrzymałość połączenia decyduje o niezawodności montażu w krytycznych zastosowaniach, od paneli karoserii samochodowych po elementy konstrukcyjne w lotnictwie. Zarówno zgrzewanie punktowe, jak i nitowanie tworzą trwałe połączenia mechaniczne, jednak ich charakterystyki wytrzymałościowe, tryby uszkodzeń i przydatność do zastosowań różnią się znacznie w zależności od właściwości materiału, warunków obciążenia i ograniczeń produkcyjnych.
Kluczowe wnioski
- Zgrzewy punktowe zazwyczaj osiągają 80-95% wytrzymałości materiału podstawowego przy obciążeniu ścinającym, podczas gdy nity osiągają 60-75% w zależności od jakości montażu
- Stosunek grubości materiałów powyżej 3:1 sprzyja nitowaniu w porównaniu ze zgrzewaniem punktowym dla zapewnienia spójności połączenia
- Odporność na zmęczenie jest bardzo zróżnicowana: zgrzewy punktowe sprawdzają się w zastosowaniach nisko cyklicznych, podczas gdy nity lepiej radzą sobie z obciążeniami wysoko cyklicznymi
- Analiza kosztów musi obejmować inwestycje w sprzęt, czas cyklu i wymagania dotyczące kontroli jakości, a nie tylko proste obliczenia kosztów na połączenie
Podstawowe mechanizmy wytrzymałościowe
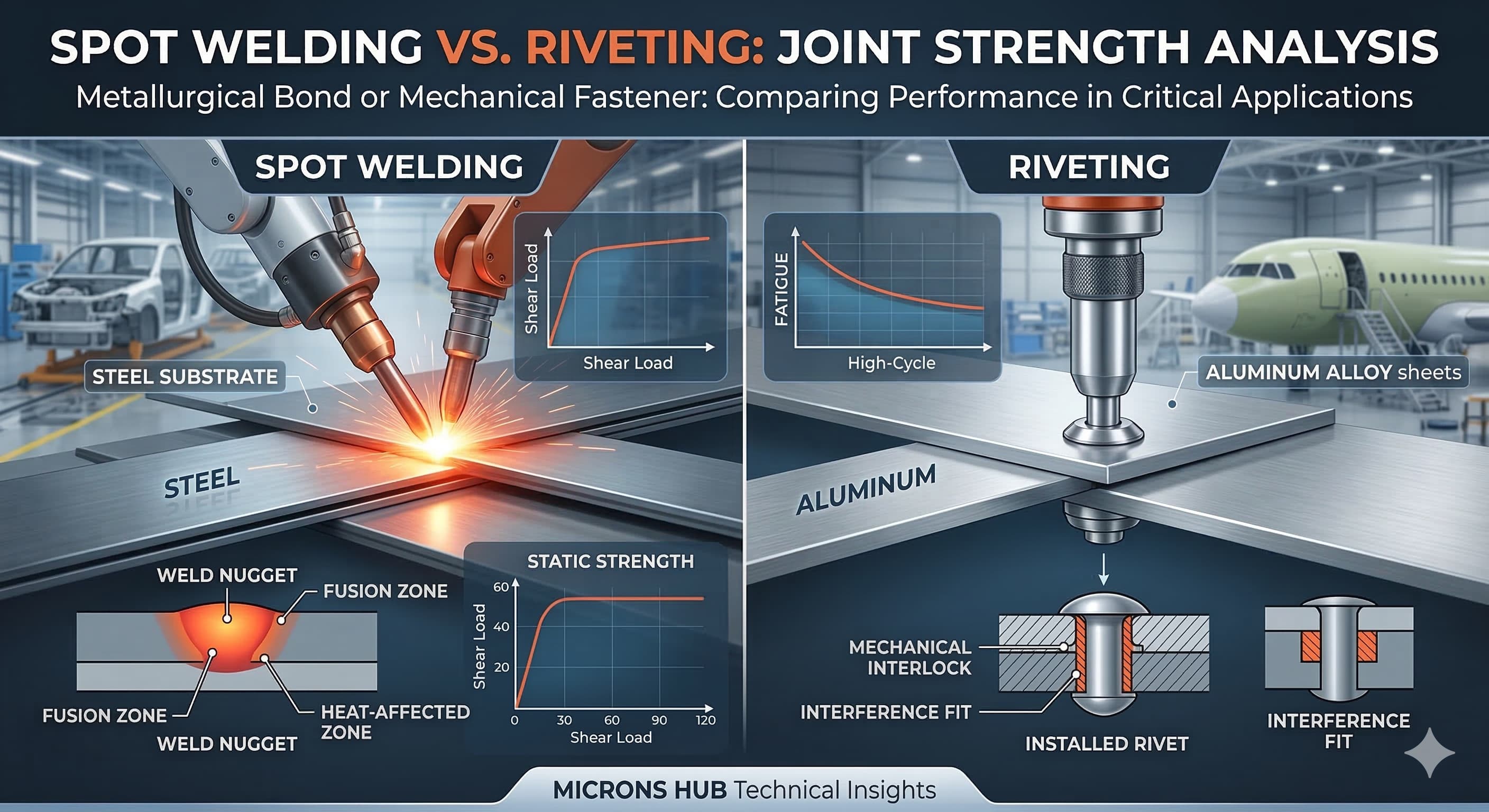
Zgrzewanie punktowe tworzy wiązania metalurgiczne poprzez miejscowe stapianie, generując zgrzeiny o właściwościach wytrzymałościowych bezpośrednio związanych ze składem materiału podstawowego. Średnica zgrzeiny wynosi zazwyczaj od 4√t do 6√t milimetrów, gdzie t oznacza grubość blachy w mm. Ta zależność zapewnia odpowiedni rozkład obciążenia na powierzchni styku.
Połączenia nitowane opierają się na mocowaniu mechanicznym poprzez odkształcenie otworu i pasowanie ciasne. Trzpień nitu przenosi obciążenia poprzez kontakt łożyskowy ze ściankami otworu, a uformowane łby zapewniają siłę zacisku. Krytyczne parametry obejmują stosunek średnicy otworu do średnicy nitu (zazwyczaj 1,02-1,06 dla pasowań ciasnych) i odległości od krawędzi (minimum 2,0 razy średnica nitu dla zapewnienia odpowiedniej wytrzymałości łożyskowej).
Mechanizmy przenoszenia obciążenia zasadniczo różnią się między procesami. Zgrzewy punktowe rozkładają naprężenia na całym przekroju zgrzeiny, tworząc stosunkowo jednolite pola naprężeń. Nity koncentrują naprężenia na powierzchniach łożyskowych i generują złożone rozkłady naprężeń, w tym składowe łożyskowe, ścinające i rozciągające jednocześnie.
Wytrzymałość w zależności od materiału
Zastosowania stali wykazują zalety zgrzewania punktowego w jednorodnych zespołach. Stale niskowęglowe (AISI 1008-1010) osiągają wytrzymałość zgrzeiny 380-420 MPa w prawidłowo wykonanych zgrzewach, w porównaniu do 270-310 MPa dla równoważnych materiałów podstawowych. Stale o wysokiej wytrzymałości (HSLA 350/450) zachowują 85-90% właściwości materiału podstawowego w strefie zgrzeiny przy zastosowaniu odpowiednich parametrów zgrzewania.
Zespoły ze stopów aluminium przedstawiają inne aspekty. Zgrzewy punktowe ze stopu Al 6061-T6 zazwyczaj osiągają wytrzymałość na rozciąganie 140-160 MPa, co stanowi 65-75% właściwości materiału podstawowego ze względu na zmiękczenie w strefie wpływu ciepła. Połączenia nitowane aluminium z użyciem nitów 2117-T4 osiągają 180-220 MPa na ścinanie, często przewyższając wydajność zgrzewania punktowego w zastosowaniach z cienkich blach.
| System materiałowy | Wytrzymałość zgrzewu punktowego (MPa) | Wytrzymałość połączenia nitowego (MPa) | Efektywność wytrzymałości (%) |
|---|---|---|---|
| Stal niskowęglowa (1,2 mm) | 420 | 310 | Spaw: 95%, Nit: 70% |
| HSLA 350 (1,5 mm) | 380 | 340 | Spaw: 85%, Nit: 75% |
| Al 6061-T6 (1,0 mm) | 155 | 200 | Spaw: 70%, Nit: 85% |
| Stal nierdzewna 304 (0,8 mm) | 290 | 280 | Spaw: 75%, Nit: 72% |
Kombinacje różnych materiałów sprzyjają nitowaniu ze względu na kompatybilność galwaniczną i eliminację tworzenia się związków międzymetalicznych. Zespoły stalowo-aluminiowe wymagają barier izolacyjnych w połączeniach nitowanych, ale pozostają niewykonalne w przypadku zgrzewania punktowego bez specjalistycznych technik, takich jak zgrzewanie punktowe tarciowe z przemieszaniem.
Analiza warunków obciążenia
Obciążenie ścinające stanowi podstawowy przypadek projektowy dla obu typów połączeń. Zgrzewy punktowe wykazują liniowo-sprężyste zachowanie aż do nagłego zniszczenia przy obciążeniu granicznym, zazwyczaj bez widocznego ostrzeżenia o odkształceniu. Szczytowa wytrzymałość na ścinanie waha się od 3 do 12 kN na zgrzeinę, w zależności od kombinacji materiałów i grubości. Tryby uszkodzeń obejmują wyrwanie zgrzeiny (pożądane), uszkodzenie powierzchni styku (wada zgrzewania) lub rozerwanie strefy wpływu ciepła (nadmierne ciepło).
Połączenia nitowane wykazują bardziej przewidywalny postęp uszkodzenia poprzez odkształcenie łożyskowe przed ostatecznym uszkodzeniem. Wytrzymałość na ścinanie zazwyczaj waha się od 2 do 8 kN na nit, z możliwością stopniowej redystrybucji obciążenia w układach wielonitowych. Ta cecha zapewnia nieodłączne współczynniki bezpieczeństwa w zastosowaniach konstrukcyjnych, w których korzystne jest progresywne ostrzeganie o uszkodzeniu.
Obciążenie odrywające poważnie narusza oba typy połączeń, ale wpływa na nie w różny sposób. Zgrzewy punktowe koncentrują naprężenia na krawędziach zgrzeiny, tworząc współczynniki intensyfikacji naprężeń 3-5 razy większe od obciążenia nominalnego. Wytyczne projektowe ograniczają naprężenia odrywające do 10-15% nośności na ścinanie. Połączenia nitowane radzą sobie z obciążeniami odrywającymi poprzez powierzchnię styku łba, zazwyczaj wytrzymując 25-35% wytrzymałości na ścinanie w scenariuszach obciążenia złożonego.
Aby uzyskać wyniki o wysokiej precyzji, uzyskaj indywidualną wycenę w ciągu 24 godzin od Microns Hub.
Charakterystyka odporności na zmęczenie
Odporność na zmęczenie stanowi krytyczne rozróżnienie między metodami łączenia. Zgrzewy punktowe sprawdzają się w zastosowaniach nisko cyklicznych, o dużych naprężeniach, z trwałością zmęczeniową 10³-10⁵ cykli przy 50-70% wytrzymałości statycznej. Płynne przejście naprężeń przez granice zgrzeiny minimalizuje miejsca inicjacji pęknięć, gdy jest prawidłowo wykonane.
Połączenia nitowane doskonale sprawdzają się w zastosowaniach wysoko cyklicznych, wytrzymując 10⁶-10⁷ cykli przy 30-45% wytrzymałości statycznej. Połączenie mechaniczne umożliwia mikroruchy, które zmniejszają naprężenia szczytowe, podczas gdy utwardzanie podczas montażu poprawia odporność na zmęczenie. Jednak korozja cierna na powierzchniach styku może zmniejszyć wydajność w środowiskach korozyjnych.
Współczynniki koncentracji naprężeń znacząco wpływają na odporność na zmęczenie. Zgrzewy punktowe osiągają współczynniki 1,5-2,5 w dobrze wykonanych połączeniach, podczas gdy zespoły nitowane wahają się od 2,0 do 4,0 w zależności od jakości przygotowania otworu i procedur montażu. Ostre zagięcia i przejścia geometryczne w pobliżu połączeń dodatkowo zwiększają koncentrację naprężeń i należy je uwzględnić w analizie zmęczeniowej.
Uwagi dotyczące grubości i geometrii
Stosunek grubości materiałów ma krytyczny wpływ na wybór połączenia. Zgrzewanie punktowe działa optymalnie przy stosunku grubości poniżej 3:1, utrzymując spójne tworzenie się zgrzeiny i rozkład ciepła. Powyżej tego stosunku preferencyjne nagrzewanie cieńszych sekcji powoduje niepełne stapianie lub przepalenie.
Nitowanie skutecznie uwzględnia stosunek grubości do 5:1, wykorzystując dobór długości chwytu i kontrolowane procesy formowania. Standardowe długości nitów są zgodne z progresjami geometrycznymi (6, 8, 10, 12, 16, 20, 25, 32 mm), aby uwzględnić różne wymagania montażowe.
Wymagania dotyczące dostępu znacznie się różnią. Zgrzewanie punktowe wymaga dostępu elektrod z obu stron w większości zastosowań, wymagając prześwitu 40-60 mm dla standardowego sprzętu. Istnieją techniki jednostronne, ale zmniejszają one wytrzymałość o 20-30% w porównaniu z konwencjonalnymi podejściami.
Nitowanie oferuje opcje montażu jednostronnego za pomocą nitów zrywalnych, chociaż nity pełne zapewniają lepszą wytrzymałość, gdy obie strony są dostępne. Wytrzymałość nitów zrywalnych zazwyczaj osiąga 70-80% wydajności równoważnego nitu pełnego ze względu na zerwanie trzpienia i zmniejszoną powierzchnię łożyskową.
| Kombinacja grubości | Przydatność zgrzewania punktowego | Przydatność nitowania | Porównanie wytrzymałości |
|---|---|---|---|
| 1,0 mm + 1,0 mm | Doskonała | Dobra | Spaw mocniejszy o 15% |
| 1,5 mm + 1,5 mm | Doskonała | Doskonała | Porównywalne |
| 0,8 mm + 2,5 mm | Słaba | Dobra | Nit mocniejszy o 25% |
| 2,0 mm + 6,0 mm | Nie zalecane | Doskonała | Tylko nitowanie |
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna w zakresie procesów zgrzewania i nitowania oznacza, że każde połączenie otrzymuje dbałość o szczegóły wymaganą dla optymalnej wydajności w konkretnym zastosowaniu.
Metody kontroli jakości i inspekcji
Nieniszczące metody badań różnią się znacznie między metodami łączenia. Kontrola zgrzewania punktowego opiera się na badaniach ultradźwiękowych, wizualnej ocenie wzorów wgłębień i okresowych badaniach niszczących zgodnie z normami AWS D8.1. Weryfikacja średnicy zgrzeiny wymaga specjalistycznego sprzętu z wymaganiami dokładności ±0,1 mm.
Kontrola połączeń nitowanych wykorzystuje badanie wizualne (95% oceny jakości), weryfikację średnicy otworu i pomiary wysokości licowania/wystawania. Standardowe narzędzia kontrolne obejmują sprawdziany "przejdzie/nie przejdzie", mikrometry głębokości i instrumenty do profilowania powierzchni. Kryteria odrzucenia zazwyczaj koncentrują się na wadach montażowych: niepełne uformowanie łba, przechylone nity lub nadmierne odkształcenie otworu.
Możliwości monitorowania procesu różnią się znacznie. Nowoczesne systemy zgrzewania punktowego zapewniają w czasie rzeczywistym informacje zwrotne o prądzie, napięciu i rezystancji, umożliwiając statystyczną kontrolę procesu. Adaptacyjne systemy sterowania automatycznie dostosowują parametry w oparciu o zmierzone warunki, utrzymując spójną jakość w seriach produkcyjnych.
Operacje nitowania opierają się przede wszystkim na kontroli momentu obrotowego (instalacje pneumatyczne) lub monitorowaniu przemieszczenia (systemy hydrauliczne). Okna procesu są szersze niż w przypadku zgrzewania punktowego, zazwyczaj ±15% dla akceptowalnych instalacji w porównaniu z ±5% dla parametrów zgrzewania.
Ramy analizy kosztów
Wymagania dotyczące inwestycji w sprzęt stanowią podstawowe różnice w kosztach. Systemy zgrzewania punktowego wahają się od 25 000 do 200 000 EUR w zależności od mocy znamionowej, zaawansowania sterowania i poziomu automatyzacji. Koszty konserwacji obejmują wymianę elektrod (50-150 EUR za zestaw), okresową kalibrację i konserwację układu elektrycznego.
Koszty sprzętu do nitowania wahają się od 3 000 do 50 000 EUR dla systemów pneumatycznych do 15 000-150 000 EUR dla instalacji zautomatyzowanych. Koszty materiałów eksploatacyjnych są proste: ceny nitów wahają się od 0,05 do 0,30 EUR za sztukę w zależności od materiału, rozmiaru i wymagań specyfikacji.
Analiza czasu cyklu ujawnia zalety specyficzne dla procesu. Zgrzewanie punktowe osiąga czasy cyklu 0,5-2,0 sekundy przy minimalnych wymaganiach dotyczących umiejętności operatora. Zautomatyzowane systemy osiągają 600-1200 zgrzein na godzinę przy stałej jakości. Czas konfiguracji jest minimalny po prawidłowym ustawieniu elektrod.
Czasy cyklu nitowania wahają się od 3 do 8 sekund na połączenie, w tym pozycjonowanie i montaż. Operacje ręczne osiągają 200-400 połączeń na godzinę, podczas gdy systemy zautomatyzowane osiągają 800-1500 połączeń na godzinę. Wymagania dotyczące konfiguracji obejmują przygotowanie otworu, załadunek nitów i ustawienie narzędzi.
| Współczynnik kosztów | Zgrzewanie punktowe | Nitowanie | Komentarze |
|---|---|---|---|
| Sprzęt (€) | 25 000-200 000 | 3 000-150 000 | Spawanie wymaga wyższej inwestycji początkowej |
| Na połączenie (€) | 0,02-0,08 | 0,05-0,35 | Zawiera materiały eksploatacyjne i robociznę |
| Czas konfiguracji (min) | 5-15 | 10-30 | Nitowanie wymaga przygotowania otworów |
| Konserwacja (€/miesiąc) | 200-800 | 50-300 | Elektrody spawalnicze zużywają się szybciej |
Zalecenia dotyczące konkretnych zastosowań
Zespoły karoserii samochodowych (body-in-white) wykorzystują głównie zgrzewanie punktowe do konstrukcji stalowych, osiągając 3000-5000 zgrzein na pojazd przy czasach cyklu obsługujących wysokie tempo produkcji. Aluminiowe ramy przestrzenne coraz częściej wykorzystują usługi formowania wtryskowego dla złożonych geometrii, zachowując jednocześnie połączenia nitowane dla połączeń konstrukcyjnych wymagających łączenia różnych materiałów.
Zastosowania w lotnictwie preferują nitowanie dla konstrukcji podstawowej ze względu na odporność na zmęczenie, możliwość kontroli i naprawy. Samoloty komercyjne wykorzystują 2-3 miliony nitów na płatowiec, a wymagania dotyczące wytrzymałości spełniają współczynniki obciążenia granicznego FAR 25.303. Zgrzewanie punktowe znajduje zastosowanie w konstrukcjach drugorzędnych i elementach wewnętrznych, gdzie oszczędność masy uzasadnia wybór procesu.
Produkcja sprzętu AGD wykorzystuje oba procesy strategicznie. Zgrzewanie punktowe dominuje w zespołach szaf stalowych z typowym odstępem 25-40 mm między zgrzeinami. Nitowanie służy do specjalistycznych zastosowań wymagających montażu po malowaniu lub możliwości serwisowania w terenie. Nasze kompleksowe usługi produkcyjne wspierają zarówno tradycyjną konstrukcję urządzeń, jak i powstające lekkie konstrukcje.
Zastosowania morskie wymagają starannego doboru materiałów ze względu na środowiska korozyjne. Nity ze stali nierdzewnej (316L) zapewniają lepszą odporność na korozję w porównaniu z połączeniami spawanymi, w których strefy wpływu ciepła tworzą ogniwa galwaniczne. Prawidłowa konstrukcja połączenia obejmuje odprowadzanie wody i dobór kompatybilnych materiałów zgodnie z normami ABYC.
Macierz decyzji wyboru procesu
Kompatybilność materiałowa służy jako podstawowe kryterium wyboru. Jednorodne zespoły sprzyjają zgrzewaniu punktowemu ze względu na wytrzymałość i efektywność kosztową. Kombinacje różnych materiałów wymagają nitowania, chyba że specjalistyczne procesy spawania są ekonomicznie uzasadnione.
Wielkość produkcji znacząco wpływa na ekonomię procesu. Zastosowania o dużej objętości (>10 000 sztuk rocznie) uzasadniają inwestycje w automatyzację zgrzewania punktowego. Zastosowania małoobjętościowe lub prototypowe korzystają z niższych kosztów konfiguracji i elastyczności sprzętu do nitowania.
Wymagania dotyczące jakości wpływają na wybór procesu poprzez możliwości kontroli i przewidywalność trybu uszkodzenia. Krytyczne zastosowania wymagające 100% kontroli sprzyjają nitowaniu ze względu na możliwości oceny wizualnej. Statystyczne metody próbkowania pasują do zgrzewania punktowego w kontrolowanych środowiskach produkcyjnych.
Ograniczenia dostępności często determinują wykonalne procesy. Wymagania dotyczące dostępu jednostronnego eliminują konwencjonalne opcje zgrzewania punktowego. Złożone geometrie z ograniczonym prześwitem mogą wymagać specjalistycznych narzędzi do nitowania lub alternatywnych metod mocowania.
Zaawansowane techniki i podejścia hybrydowe
Zgrzewanie występowe rozszerza możliwości zgrzewania punktowego na grubsze materiały i złożone geometrie. Wytłoczone występy koncentrują gęstość prądu, umożliwiając skuteczne łączenie materiałów o grubości do 6 mm. Wymagania dotyczące kontroli procesu wzrastają ze względu na dynamikę zapadania się występu, ale wytrzymałość połączenia zbliża się do konwencjonalnej wydajności zgrzewania punktowego.
Nity samoprzebijające eliminują wstępnie wywiercone otwory, tworząc jednocześnie mechaniczne blokady poprzez kontrolowaną penetrację. Ta technologia nadaje się do zespołów wielowarstwowych i materiałów powlekanych, w których przygotowanie otworu jest problematyczne. Siły montażowe wahają się od 25 do 60 kN w zależności od kombinacji materiałów i specyfikacji nitów.
Nity formowane przepływowo wykorzystują procesy formowania orbitalnego, aby tworzyć spójną geometrię łba przy minimalnych siłach montażowych. Takie podejście zmniejsza poziom hałasu i zużycie sprzętu, zachowując jednocześnie wytrzymałość połączenia równoważną konwencjonalnym metodom montażu.
Podejścia hybrydowe łączą obie techniki w ramach pojedynczych zespołów. Połączenia konstrukcyjne wykorzystują nitowanie dla podstawowych ścieżek obciążenia, podczas gdy zgrzewanie punktowe zapewnia mocowanie paneli i funkcje uszczelniania. Ta strategia optymalizuje każdy proces pod kątem jego charakterystyki wytrzymałościowej, minimalizując jednocześnie ogólną złożoność produkcji.
Często zadawane pytania
Co decyduje o minimalnym odstępie między zgrzewami punktowymi lub nitami?
Minimalny odstęp zależy od grubości materiału i geometrii połączenia. Zgrzewy punktowe wymagają odstępu od środka do środka 10-20 razy większego od grubości materiału, aby zapobiec bocznikowaniu prądu przez sąsiednie zgrzeiny. Nity potrzebują minimalnego odstępu 3 razy większego od średnicy, aby utrzymać odpowiednią wytrzymałość łożyskową, zazwyczaj 15-25 mm dla typowych rozmiarów.
Jak systemy powlekania wpływają na wytrzymałość połączenia w obu procesach?
Powłoki ocynkowane zmniejszają wytrzymałość zgrzewania punktowego o 10-15% ze względu na parowanie cynku i zanieczyszczenie elektrod, ale zapewniają długotrwałą ochronę przed korozją. Powierzchnie malowane wymagają usunięcia przed zgrzewaniem punktowym, ale nie powodują zmniejszenia wytrzymałości połączeń nitowanych, gdy są odpowiednio przygotowane.
Czy zgrzewy punktowe i nity można mieszać w tym samym zespole?
Tak, podejścia hybrydowe są powszechne w zastosowaniach motoryzacyjnych i lotniczych. Połączenia konstrukcyjne wykorzystują nity dla podstawowych ścieżek obciążenia, podczas gdy zgrzewy punktowe zapewniają mocowanie paneli i uszczelnianie. Projekt wymaga starannej analizy ścieżki obciążenia, aby zapobiec koncentracji naprężeń na przejściach połączeń.
Jakie współczynniki bezpieczeństwa należy stosować do obliczeń wytrzymałości połączenia?
Zastosowania statyczne zazwyczaj wykorzystują współczynniki bezpieczeństwa 2,5-4,0 dla zgrzewów punktowych i 3,0-5,0 dla nitów. Obciążenie dynamiczne wymaga analizy zmęczeniowej z odpowiednimi współczynnikami rozrzutu. Krytyczne zastosowania mogą wymagać testów dowodowych przy 1,5-krotności obciążeń projektowych zgodnie z obowiązującymi kodeksami projektowymi.
Jak wytrzymałość połączenia pogarsza się z czasem w eksploatacji?
Zgrzewy punktowe zachowują wytrzymałość na czas nieokreślony w suchych środowiskach, ale mogą doświadczać pękania korozyjnego naprężeniowego w agresywnych warunkach. Połączenia nitowane mogą się poluzować z powodu wibracji lub cykli termicznych, co wymaga okresowej kontroli i ponownego dokręcenia tam, gdzie jest to możliwe.
Jakie normy jakości mają zastosowanie do każdej metody łączenia?
Zgrzewanie punktowe jest zgodne z AWS D8.1 dla zastosowań motoryzacyjnych i AWS D8.9 dla stali konstrukcyjnej. Normy nitowania obejmują ASTM F467 dla specyfikacji łączników i różne kodeksy branżowe (AISC, ASCE) dla wymagań projektowych. Specyfikacje wojskowe (MIL-DTL) regulują zastosowania lotnicze.
Jak warunki środowiskowe wpływają na wybór procesu?
Obsługa w wysokiej temperaturze (>150°C) sprzyja nitowaniu ze względu na potencjalne odprężenie w strefach wpływu ciepła zgrzewu punktowego. Środowiska korozyjne wymagają starannego doboru materiałów, przy czym nitowanie oferuje lepszą długoterminową wydajność, gdy określono kompatybilne łączniki. Zastosowania kriogeniczne korzystają z połączeń nitowanych ze względu na kompatybilność rozszerzalności cieplnej.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece