V-Grooving: Tworzenie Ostrych Zagięć w Arkuszach Blachy Architektonicznej
Ostre, precyzyjne zagięcia w architektonicznych arkuszach blachy wymagają więcej niż standardowego formowania na prasie krawędziowej — wymagają V-groovingu, specjalistycznej techniki, która usuwa materiał wzdłuż z góry określonych linii, aby tworzyć czyste, dokładne fałdy. Ten proces umożliwia uzyskanie promieni gięcia tak małych jak 0,5 mm, przy jednoczesnym zachowaniu integralności strukturalnej materiałów, od Al 6061-T6 po stale nierdzewne o wysokiej wytrzymałości.
Kluczowe wnioski
- V-grooving pozwala osiągnąć promienie gięcia o 60-80% mniejsze niż konwencjonalne formowanie na prasie krawędziowej, eliminując jednocześnie koncentrację naprężeń w materiale
- Obliczenia głębokości rowka muszą uwzględniać grubość materiału, kąt gięcia i charakterystykę sprężynowania specyficzną dla każdego stopu
- Właściwa geometria narzędzia i prędkości posuwu zapobiegają utwardzaniu się materiału i powstawaniu wad powierzchni w wykończeniach architektonicznych
- Opłacalność pojawia się w średnich i dużych seriach produkcyjnych, gdzie precyzja uzasadnia dodatkowy etap obróbki
Podstawy V-Groovingu i zachowanie materiału
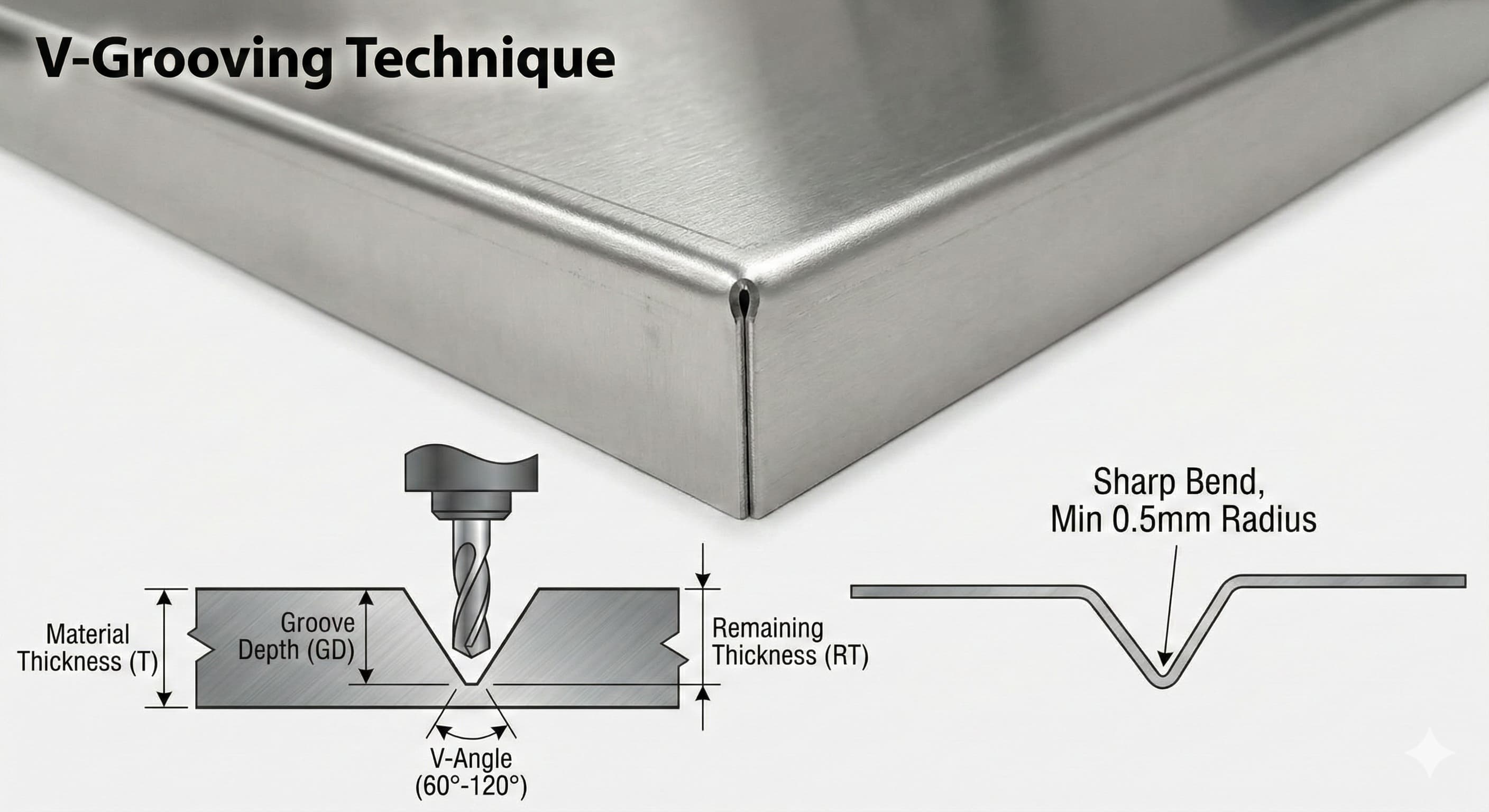
V-grooving tworzy kontrolowane osłabienie wzdłuż linii zagięcia, usuwając trójkątny przekrój materiału z zewnętrznej powierzchni. W przeciwieństwie do nacinania lub perforowania, proces ten zachowuje ciągłość materiału, umożliwiając jednocześnie ostre zagięcia, które w innym przypadku pękałyby lub marszczyły się. Geometria rowka jest zgodna z określonymi zależnościami matematycznymi opartymi na właściwościach materiału i pożądanych kątach gięcia.
Krytyczne obliczenie głębokości dla V-rowków jest zgodne ze wzorem: Głębokość rowka = (Grubość materiału - Pożądana pozostała grubość), gdzie pozostała grubość zazwyczaj waha się od 0,15 mm do 0,30 mm, w zależności od gatunku materiału i wymagań aplikacji. Dla Al 6061-T6 o grubości 2,0 mm, celując w zagięcie pod kątem 90 stopni, optymalna głębokość rowka wynosi 1,7 mm, pozostawiając 0,3 mm materiału do utworzenia zawiasu.
Wybór materiału znacząco wpływa na wskaźniki sukcesu V-groovingu. Stopy aluminium wykazują doskonałe właściwości V-groovingu, przy czym 6061-T6 oferuje lepszą formowalność w porównaniu z wyższą wytrzymałością 7075-T6, ale zmniejszoną plastycznością. Zrozumienie zachowania stopu aluminium podczas operacji gięcia staje się kluczowe dla zapobiegania mikropęknięciom wzdłuż krawędzi rowka.
| Gatunek materiału | Maksymalna głębokość rowka (%) | Minimalny promień gięcia (mm) | Współczynnik sprężynowania | Indeks kosztu (€/kg) |
|---|---|---|---|---|
| Al 6061-T6 | 85% | 0.5 | 1.02 | €4.20 |
| Al 5052-H32 | 80% | 0.7 | 1.04 | €4.50 |
| SS 316L | 75% | 1.2 | 1.15 | €8.90 |
| SS 304 | 78% | 1.0 | 1.12 | €7.60 |
| Stal miękka | 82% | 0.8 | 1.08 | €2.10 |
Specyfikacje narzędzi i wyposażenia
V-grooving wymaga specjalistycznych narzędzi zaprojektowanych do tworzenia spójnych profili rowków przy jednoczesnym zachowaniu integralności wykończenia powierzchni. Systemy oparte na frezarkach wykorzystujące bity z końcówkami z węglika spiekanego stanowią najpopularniejsze podejście do zastosowań architektonicznych, oferując lepszą kontrolę nad geometrią rowka w porównaniu z alternatywami laserowymi lub strumieniem wody.
Specyfikacje geometrii narzędzia bezpośrednio wpływają na jakość wyniku. Frezy do V-rowków charakteryzują się kątami zawartymi zazwyczaj w zakresie od 60 do 120 stopni, przy czym narzędzia 90-stopniowe zapewniają optymalną równowagę między wydajnością usuwania materiału a zachowaniem wytrzymałości strukturalnej. Geometria krawędzi tnącej obejmuje określone kąty przyłożenia — zazwyczaj 12-15 stopni przyłożenia głównego z 3-5 stopniami przyłożenia wtórnego — aby zminimalizować siły skrawania i zapobiec utwardzaniu się materiału.
Prędkości posuwu i prędkości obrotowe wrzeciona wymagają starannej optymalizacji w oparciu o właściwości materiału. Dla stopów aluminium optymalne parametry obejmują prędkości obrotowe wrzeciona 18 000-24 000 obr./min z prędkościami posuwu 2,5-4,0 m/min. Gatunki stali nierdzewnej wymagają zmniejszonych prędkości (12 000-16 000 obr./min) z proporcjonalnie wolniejszymi prędkościami posuwu (1,5-2,5 m/min), aby zapobiec nadmiernemu wytwarzaniu ciepła, które mogłoby zmienić mikrostrukturę materiału.
Nowoczesne precyzyjne usługi obróbki CNC obejmują adaptacyjne systemy kontroli posuwu, które automatycznie dostosowują parametry skrawania w oparciu o informacje zwrotne o sile w czasie rzeczywistym, zapewniając spójną jakość rowka w różnych strefach grubości i twardości materiału.
Parametry procesu i kontrola jakości
Pomyślny V-grooving zależy od precyzyjnej kontroli wielu współzależnych zmiennych. Tolerancja głębokości rowka zazwyczaj utrzymuje się na poziomie ±0,05 mm na całej długości linii zagięcia, co wymaga ciągłego monitorowania za pomocą kontaktowych lub bezkontaktowych systemów pomiarowych. Odchylenie poza te granice skutkuje niespójnymi kątami zagięcia lub potencjalnym uszkodzeniem materiału podczas formowania.
Chropowatość powierzchni w rowku znacząco wpływa na ostateczną estetykę części i odporność na korozję. Zastosowania architektoniczne zazwyczaj określają wartości Ra poniżej 1,6 μm wzdłuż powierzchni rowków, co można osiągnąć poprzez odpowiedni dobór narzędzi i zastosowanie płynu chłodząco-smarującego. Syntetyczne płyny chłodząco-smarujące z dodatkami ekstremalnego ciśnienia zapobiegają tworzeniu się narostu na krawędzi skrawającej, zachowując jednocześnie doskonałe wykończenie powierzchni.
Aby uzyskać wyniki o wysokiej precyzji, otrzymaj szczegółową wycenę w ciągu 24 godzin od Microns Hub.
Spójność profilu rowka w seriach produkcyjnych wymaga wdrożenia statystycznej kontroli procesu. Krytyczne punkty kontrolne obejmują zmienność głębokości rowka, spójność kąta ścianki bocznej i pomiary chropowatości powierzchni wykonywane w z góry określonych odstępach czasu. Karty kontrolne śledzące te parametry umożliwiają proaktywną konserwację narzędzi i regulację parametrów przed pogorszeniem jakości.
Zarządzanie temperaturą podczas obróbki
Wytwarzanie ciepła podczas operacji V-groovingu może znacząco wpłynąć na właściwości materiału i dokładność wymiarową. Nadmierne temperatury sprzyjają migracji granic ziaren w stopach aluminium, potencjalnie zmniejszając odporność na zmęczenie wzdłuż linii zagięcia. Monitorowanie temperatury za pomocą czujników podczerwieni zapewnia, że temperatury obróbki pozostają poniżej krytycznych progów — zazwyczaj 150°C dla stopów aluminium i 200°C dla gatunków stali nierdzewnej.
Strategie chłodzenia wykraczają poza konwencjonalne zastosowanie chłodziwa z zalewaniem. Kriogeniczne systemy chłodzenia wykorzystujące ciekły azot lub dwutlenek węgla zapewniają doskonałą kontrolę temperatury, eliminując jednocześnie obawy związane z zanieczyszczeniem związanym z chłodziwem, co ma kluczowe znaczenie w zastosowaniach architektonicznych wymagających nieskazitelnych wykończeń powierzchni.
Operacje formowania i dokładność gięcia
Operacja formowania po V-groovingu wymaga specjalistycznych technik, aby osiągnąć ostre zagięcia, które uzasadniają dodatkowy koszt obróbki. Standardowe oprzyrządowanie prasy krawędziowej okazuje się nieodpowiednie dla części z V-rowkami, co wymaga niestandardowych konstrukcji stempli i matryc, które uwzględniają zmniejszoną grubość materiału wzdłuż linii zagięć.
Dokładność kąta gięcia zależy w dużym stopniu od obliczeń kompensacji sprężynowania specyficznych dla każdego materiału i konfiguracji rowka. Współczynniki sprężynowania różnią się znacznie między gatunkami materiałów, od minimalnej korekty (1-2 stopnie) dla stopów aluminium utwardzonych przez zgniot po znaczną kompensację (8-12 stopni) dla gatunków stali nierdzewnej o wysokiej wytrzymałości.
Niestandardowe matryce do formowania zawierają elementy odciążające, które zapobiegają kolizji z geometrią V-rowka podczas operacji gięcia. Matryce te charakteryzują się zmniejszoną powierzchnią styku wzdłuż linii rowka, przy jednoczesnym zachowaniu pełnego podparcia otaczającego materiału, zapobiegając miejscowym odkształceniom, które mogłyby pogorszyć jakość zagięcia.
| Kąt gięcia | Sprężynowanie Al 6061-T6 | Sprężynowanie SS 316L | Wymagane przegięcie | Osiągnięcie tolerancji |
|---|---|---|---|---|
| 90° | 1.5° | 8.2° | 91.5° / 98.2° | ±0.5° |
| 120° | 2.1° | 11.4° | 122.1° / 131.4° | ±0.8° |
| 135° | 2.8° | 14.1° | 137.8° / 149.1° | ±1.0° |
| 150° | 3.2° | 16.8° | 153.2° / 166.8° | ±1.2° |
Analiza kosztów i względy ekonomiczne
Ekonomika V-groovingu zależy od kilku czynników, w tym kosztów materiałów, czasu obróbki, wymagań dotyczących oprzyrządowania i specyfikacji jakości. Dodatkowy etap obróbki zazwyczaj dodaje €0,15-0,35 za metr bieżący rowka, w zależności od grubości materiału i wymaganych poziomów precyzji.
Analiza progu rentowności ujawnia, że opłacalność V-groovingu pojawia się w okolicach 50-75 sztuk dla typowych elementów architektonicznych. Poniżej tego progu alternatywne techniki, takie jak cięcie laserowe z mikro-połączeniami, mogą okazać się bardziej ekonomiczne. Powyżej 200 sztuk V-grooving wykazuje wyraźne zalety kosztowe, zapewniając jednocześnie doskonałe rezultaty estetyczne.
Żywotność narzędzia znacząco wpływa na koszty jednostkowe. Frezy z węglika spiekanego zazwyczaj osiągają 2500-4000 metrów bieżących rowkowania w stopach aluminium przed koniecznością wymiany, podczas gdy zastosowania ze stali nierdzewnej skracają żywotność narzędzia do 800-1200 metrów bieżących. Narzędzia powlekane diamentem wydłużają żywotność 3-4x, ale zwiększają początkowe koszty oprzyrządowania o €200-300 za narzędzie.
Integracja wykańczania powierzchni
Operacje V-groovingu muszą uwzględniać dalsze procesy wykańczania, aby zoptymalizować całkowite koszty produkcji. Zastosowania powłok proszkowych wymagają uwzględnienia specyficznych tolerancji, ponieważ grubość powłoki różni się między obszarami rowków a płaskimi powierzchniami.
Procesy anodowania stanowią wyjątkowe wyzwania dla aluminiowych elementów z V-rowkami. Zmniejszona grubość materiału wzdłuż linii rowków powoduje zmiany gęstości prądu podczas anodowania, potencjalnie powodując różnice w kolorze. Specjalistyczne uchwyty do anodowania i systemy dystrybucji prądu rozwiązują te problemy, ale zwiększają koszty obróbki o €0,25-0,45 za część.
Zapewnienie jakości i protokoły kontroli
Kompleksowe zapewnienie jakości dla elementów z V-rowkami wykracza poza weryfikację wymiarową i obejmuje ocenę integralności materiału i ocenę odporności na zmęczenie. Wizualne protokoły kontroli identyfikują potencjalne wady, w tym mikropęknięcia, ślady narzędzi i zanieczyszczenia powierzchni, które mogłyby pogorszyć długoterminową wydajność.
Kontrola wymiarowa wykorzystuje współrzędnościowe maszyny pomiarowe (CMM) wyposażone w specjalistyczne oprogramowanie do analizy profilu rowka. Krytyczne pomiary obejmują spójność głębokości rowka, weryfikację kąta ścianki bocznej i dokładność kąta zagięcia po operacjach formowania. Statystyczne plany pobierania próbek oparte na MIL-STD-105E zapewniają odpowiednie częstotliwości kontroli przy jednoczesnym zachowaniu kontroli kosztów.
Zamawiając z Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i zintegrowane nasze usługi produkcyjne oznaczają, że każdy projekt V-groovingu otrzymuje uwagę na szczegóły, na jaką zasługuje, od wstępnych konsultacji projektowych po ostateczną weryfikację jakości.
Nieniszczące metody badań weryfikują integralność materiału wzdłuż linii rowków bez pogarszania funkcjonalności części. Badanie penetracyjne ujawnia wady powierzchniowe, podczas gdy badanie prądami wirowymi identyfikuje wady podpowierzchniowe, które mogłyby rozprzestrzenić się podczas obciążenia eksploatacyjnego. Te protokoły testowania okazują się szczególnie krytyczne w przypadku konstrukcyjnych zastosowań architektonicznych, gdzie konsekwencje awarii uzasadniają dodatkowe koszty kontroli.
Względy dotyczące wydajności zmęczeniowej
Zagięcia z V-rowkami wprowadzają współczynniki koncentracji naprężeń, które należy ocenić w przypadku zastosowań obciążonych cyklicznie. Modelowanie metodą elementów skończonych (MES) przewiduje żywotność zmęczeniową na podstawie geometrii rowka, właściwości materiału i przewidywanych warunków obciążenia. Współczynniki koncentracji naprężeń zazwyczaj wahają się od 1,8 do 2,4 w zależności od głębokości rowka i specyfikacji promienia.
Protokoły badań zmęczeniowych zgodne z normami ASTM D7791 potwierdzają przewidywania analityczne poprzez kontrolowane badania laboratoryjne. Przykładowe elementy poddawane są obciążeniom cyklicznym przy poziomach naprężeń reprezentujących 150% przewidywanych warunków eksploatacyjnych, przy czym kryteria awarii definiuje się jako widoczne rozprzestrzenianie się pęknięć poza granice rowka.
Wytyczne projektowe i najlepsze praktyki
Efektywny projekt V-rowka wymaga starannego rozważenia relacji geometrycznych, ograniczeń materiałowych i ograniczeń produkcyjnych. Wytyczne projektowe zapobiegają typowym pułapkom, optymalizując jednocześnie wytwarzalność i charakterystykę wydajności.
Minimalne specyfikacje odległości między sąsiednimi rowkami zapobiegają osłabieniu materiału, które mogłoby pogorszyć integralność strukturalną. Dla stopów aluminium minimalny odstęp jest równy 5x grubości materiału, podczas gdy gatunki stali nierdzewnej wymagają 6x grubości materiału ze względu na wyższe właściwości utwardzania przez zgniot. Mniejsze odstępy wymagają analizy elementów skończonych, aby zweryfikować odpowiednie marginesy wytrzymałości.
Szczegóły zakończenia rowka znacząco wpływają zarówno na estetykę, jak i wydajność strukturalną. Zwężające się zakończenia rozciągające się 2-3 mm poza wymaganą linię zagięcia zapobiegają koncentracji naprężeń, zachowując jednocześnie czysty wygląd wizualny. Nagłe zakończenia rowka tworzą koncentratory naprężeń, które mogą inicjować rozprzestrzenianie się pęknięć w warunkach obciążenia cyklicznego.
| Parametr projektowy | Stopy aluminium | Stal nierdzewna | Stal miękka | Wpływ na koszt |
|---|---|---|---|---|
| Minimalny odstęp między rowkami | 5x grubość | 6x grubość | 4x grubość | Wysoka gęstość = +15% |
| Maksymalna długość rowka | 3000 mm | 2500 mm | 3500 mm | Długość >2m = +8% |
| Stożek zakończenia | 2.5 mm | 3.0 mm | 2.0 mm | Standardowa funkcja |
| Chropowatość powierzchni | Ra 1.6 μm | Ra 1.2 μm | Ra 2.0 μm | Ra<1.0 = +25% |
Zaawansowane zastosowania i nowe techniki
Nowe zastosowania V-groovingu przesuwają tradycyjne granice dzięki innowacyjnym podejściom i zaawansowanym systemom narzędziowym. Wielosiowe maszyny CNC umożliwiają tworzenie złożonych geometrii rowków, które tworzą złożone trójwymiarowe formy niemożliwe do uzyskania za pomocą konwencjonalnych technik.
V-grooving wspomagany laserem stanowi hybrydowe podejście łączące termiczne i mechaniczne mechanizmy usuwania materiału. Wstępne podgrzanie materiału bezpośrednio przed narzędziem tnącym zmniejsza siły skrawania o 30-40%, umożliwiając jednocześnie głębsze rowki w materiałach o wysokiej wytrzymałości, które wcześniej uważano za nieodpowiednie do konwencjonalnego V-groovingu.
Adaptacyjne systemy sterowania zawierające informacje zwrotne o sile i temperaturze w czasie rzeczywistym optymalizują parametry skrawania w sposób ciągły podczas operacji rowkowania. Algorytmy uczenia maszynowego analizują dane historyczne, aby przewidzieć optymalne kombinacje parametrów w oparciu o zmiany partii materiału i warunki zużycia narzędzia, poprawiając spójność przy jednoczesnym zmniejszeniu wymagań dotyczących umiejętności operatora.
Integracja z produkcją cyfrową
Technologia cyfrowego bliźniaka umożliwia wirtualną optymalizację parametrów V-groovingu przed rozpoczęciem fizycznej produkcji. Kompleksowe modele uwzględniające właściwości materiału, geometrię narzędzia i dynamikę maszyny przewidują optymalne warunki skrawania, identyfikując jednocześnie potencjalne problemy z jakością przed ich wystąpieniem w produkcji.
Zautomatyzowane systemy kontroli wykorzystujące technologię wizji maszynowej zapewniają 100% weryfikację wymiarową geometrii rowka bez wpływu na przepustowość produkcji. Kamery o wysokiej rozdzielczości w połączeniu ze strukturalną projekcją światła tworzą szczegółowe profile 3D każdego rowka, porównując wyniki ze specyfikacjami CAD z możliwościami rozdzielczości poniżej 0,01 mm.
Rozwiązywanie typowych wad
Systematyczna analiza wad i procedury korekcyjne zapewniają spójną jakość V-groovingu w różnych warunkach produkcji. Zrozumienie przyczyn źródłowych umożliwia szybkie rozwiązywanie problemów, zapobiegając jednocześnie powtarzającym się problemom z jakością.
Ślady drgań wzdłuż powierzchni rowka zazwyczaj wynikają z niewystarczającej sztywności maszyny lub nieodpowiednich parametrów skrawania. Rozwiązania obejmują zmniejszenie prędkości posuwu o 20-30%, zwiększenie prędkości obrotowej wrzeciona w zalecanych zakresach lub wdrożenie mocowań tłumiących drgania. Poważne drgania mogą wymagać dynamicznej analizy maszyny w celu zidentyfikowania częstotliwości rezonansowych.
Zmienność głębokości rowka przekraczająca ±0,05 mm często wskazuje na zużycie narzędzia, luz maszyny lub problemy z ugięciem przedmiotu obrabianego. Systematyczny pomiar głębokości rowka w regularnych odstępach czasu identyfikuje trendy, które umożliwiają predykcyjną wymianę narzędzia przed pogorszeniem jakości. Mocowanie przedmiotu obrabianego musi zapewniać odpowiednią sztywność, aby zapobiec ugięciu pod wpływem sił skrawania.
Wyzwania specyficzne dla materiału
Utwardzanie przez zgniot w gatunkach stali nierdzewnej powoduje postępujące zużycie narzędzia i pogorszenie jakości powierzchni. Strategie łagodzące obejmują zoptymalizowane zastosowanie płynu chłodząco-smarującego, zmniejszone prędkości skrawania i specjalistyczne powłoki narzędzi przeznaczone do zastosowań ze stali nierdzewnej. Powłoki TiAlN wykazują lepszą wydajność w porównaniu ze standardowymi alternatywami TiN.
Tworzenie się narostu na krawędzi skrawającej narzędzi pogarsza wykończenie powierzchni, tworząc jednocześnie niedokładności wymiarowe. Zjawisko to okazuje się najbardziej problematyczne w przypadku stopów aluminium zawierających wysoką zawartość krzemu. Ostre krawędzie skrawające, odpowiednie prędkości skrawania i skuteczne odprowadzanie wiórów zapobiegają tworzeniu się narostu na krawędzi skrawającej, wydłużając jednocześnie żywotność narzędzia.
Często zadawane pytania
Jaka jest minimalna grubość materiału odpowiednia do V-groovingu?
V-grooving działa skutecznie na materiałach o grubości zaledwie 0,8 mm, chociaż optymalne wyniki uzyskuje się przy grubościach 1,5 mm i powyżej. Cieńsze materiały wymagają specjalistycznego oprzyrządowania i mogą osiągać ograniczone kąty zagięcia ze względu na ograniczenia strukturalne wzdłuż linii rowka.
Jak V-grooving wpływa na wytrzymałość materiału w porównaniu ze standardowym gięciem?
V-grooving zmniejsza pole przekroju poprzecznego wzdłuż linii zagięcia, zazwyczaj zmniejszając lokalną wytrzymałość o 15-25% w zależności od głębokości rowka. Jednak eliminacja utwardzania przez zgniot i naprężeń resztkowych często skutkuje lepszą wydajnością zmęczeniową w porównaniu z konwencjonalnymi metodami gięcia.
Czy części z V-rowkami można spawać lub łączyć z innymi elementami?
Tak, elementy z V-rowkami akceptują standardowe metody łączenia, w tym spawanie, lutowanie twarde i mocowanie mechaniczne. Spawanie wymaga starannego zarządzania ciepłem, aby zapobiec zniekształceniom wzdłuż cienkich obszarów rowka. Spawanie TIG ze zmniejszonymi ustawieniami amperażu zazwyczaj zapewnia optymalne wyniki.
Jakie tolerancje można osiągnąć dla kątów zagięcia w częściach z V-rowkami?
Tolerancje kąta zagięcia wynoszące ±0,5° są rutynowo osiągalne dla kątów do 90°, przy czym ±1,0° jest typowe dla ostrzejszych zagięć do 150°. Bardziej rygorystyczne tolerancje wymagają operacji wtórnych lub specjalistycznych technik formowania, które zwiększają koszty obróbki o 20-30%.
Jak wykończenie powierzchni w rowku wpływa na ostateczny wygląd części?
Wykończenie powierzchni rowka bezpośrednio wpływa na ostateczny wygląd linii zagięcia, szczególnie w przypadku wykończeń szczotkowanych lub polerowanych. Wartości Ra poniżej 1,6 μm zapewniają, że obszar rowka płynnie łączy się z otaczającymi powierzchniami po uformowaniu, podczas gdy bardziej szorstkie wykończenia mogą pozostać widoczne jako wyraźna linia.
Czy V-grooving nadaje się do zewnętrznych zastosowań architektonicznych?
V-grooving okazuje się doskonały do zastosowań zewnętrznych, gdy jest odpowiednio zaprojektowany i wykończony. Zmniejszona grubość materiału wzdłuż linii zagięć wymaga uwzględnienia podczas planowania ochrony przed korozją, ale odpowiednio anodowane aluminium lub pasywowane elementy ze stali nierdzewnej wykazują równoważną trwałość w porównaniu z elementami formowanymi konwencjonalnie.
Jakie są typowe czasy realizacji dla architektonicznych elementów z V-rowkami?
Czasy realizacji zależą od złożoności i ilości, ale zazwyczaj wahają się od 5 do 10 dni roboczych w przypadku standardowych paneli architektonicznych. Niestandardowe wymagania dotyczące oprzyrządowania mogą dodać 3-5 dni do zamówień początkowych, podczas gdy powtarzające się zamówienia przy użyciu istniejącego oprzyrządowania utrzymują standardowe czasy realizacji.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece