Minimalne Promienie Gięcia: Unikanie Pęknięć w Aluminium 5052 vs. 6061
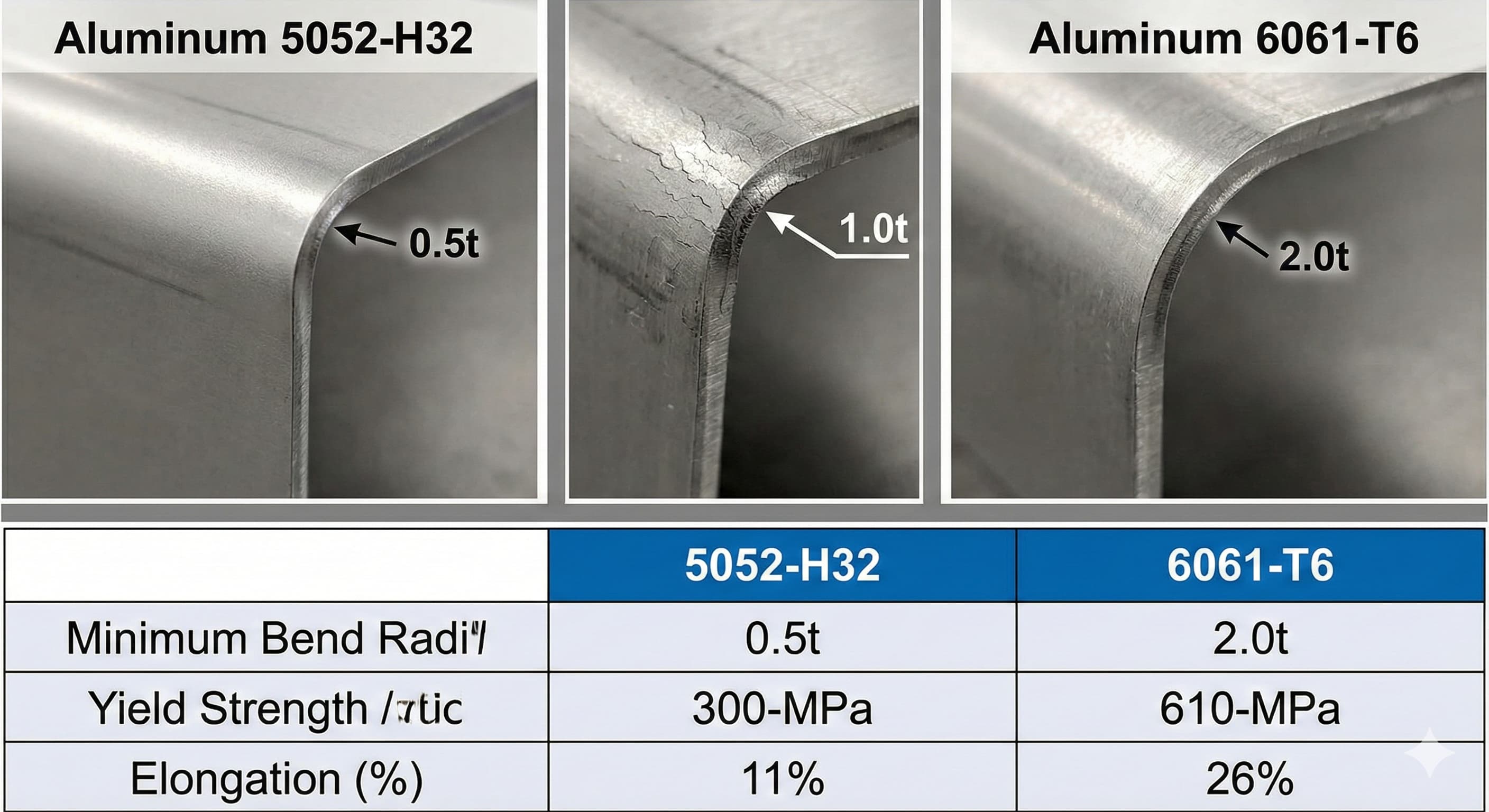
Awarie związane z gięciem aluminium kosztują europejskich producentów miliony rocznie, przy czym stopy 5052 i 6061 stanowią ponad 70% zastosowań blach. Kluczowa różnica polega na minimalnych wymaganiach dotyczących promienia gięcia: 5052-H32 toleruje gięcie do 0,5t (grubość materiału), podczas gdy 6061-T6 wymaga minimum 2,0t, aby zapobiec mikropęknięciom.
- Wpływ doboru materiału: Al 5052-H32 oferuje doskonałą formowalność przy promieniach gięcia tak małych jak 0,5t, podczas gdy Al 6061-T6 wymaga minimalnego promienia 2,0t, aby uniknąć pęknięć naprężeniowych
- Kluczowy stan utwardzenia: Stan wyżarzony (temperatura O) zmniejsza minimalny promień gięcia o 40-60% w porównaniu ze stanami utwardzonymi przez zgniot lub utwardzonymi wydzieleniowo
- Kierunek włókien ma znaczenie: Gięcie równoległe do kierunku walcowania zwiększa minimalny promień gięcia o 25-30% ze względu na ułożenie struktury ziarnistej
- Równowaga kosztów i jakości: Właściwa specyfikacja promienia gięcia zapobiega 95% awarii związanych z pękaniem, przy jednoczesnym zachowaniu dokładności wymiarowej w granicach ±0,1 mm
Zrozumienie Podstaw Stopów Aluminium dla Zastosowań związanych z Gięciem
Podstawowa różnica między aluminium 5052 i 6061 polega na ich składzie metalurgicznym i mechanizmach wzmacniania. Al 5052 należy do serii 5xxx, wzmacnianej przez dodatek magnezu (2,2-2,8%) i utwardzanie przez zgniot. Tworzy to strukturę krystaliczną centrowaną na ścianach, która zachowuje doskonałą plastyczność nawet po obróbce na zimno.
Al 6061 reprezentuje serię 6xxx, wykorzystującą magnez (0,8-1,2%) i krzem (0,4-0,8%) do utwardzania wydzieleniowego poprzez obróbkę cieplną. Stan T6 osiąga szczytową wytrzymałość poprzez kontrolowane starzenie, ale poświęca formowalność. Ten kompromis bezpośrednio wpływa na minimalne wymagania dotyczące promienia gięcia.
Określając materiały dla usług obróbki blach, zrozumienie tych różnic metalurgicznych zapobiega kosztownym przeprojektowaniom. Współczynnik umocnienia przez zgniot (wartość n) dla 5052-H32 zazwyczaj wynosi 0,20-0,25, podczas gdy 6061-T6 mierzy tylko 0,05-0,08, co wskazuje na znacznie zmniejszoną zdolność do umocnienia odkształceniowego.
| Właściwość | Al 5052-H32 | Al 6061-T6 | Wpływ na gięcie |
|---|---|---|---|
| Wytrzymałość na rozciąganie (MPa) | 193-228 | 276-310 | Wyższa wytrzymałość = większy promień gięcia |
| Wydłużenie (%) | 12-18 | 8-12 | Niższa plastyczność = ryzyko pęknięć |
| Współczynnik umocnienia przez zgniot | 0.20-0.25 | 0.05-0.08 | Niska wartość n = słaba formowalność |
| Minimalny promień gięcia | 0.5t-1.0t | 2.0t-3.0t | Krytyczne dla zapobiegania pęknięciom |
Obliczenia i Standardy Minimalnego Promienia Gięcia
Obliczanie minimalnego promienia gięcia wymaga zrozumienia zależności między właściwościami materiału, grubością blachy i rozkładem naprężeń. Podstawowy wzór uwzględnia wytrzymałość na rozciąganie, wydłużenie i współczynnik bezpieczeństwa specyficzny dla każdego systemu stopowego.
Dla Al 5052-H32 obliczenie minimalnego promienia gięcia jest następujące: R_min = t × (UTS/2σ_y - 1), gdzie UTS oznacza wytrzymałość na rozciąganie, a σ_y oznacza granicę plastyczności. Zwykle daje to od 0,5t do 1,0t dla większości grubości blach od 0,5 mm do 6,0 mm.
Al 6061-T6 wymaga zmodyfikowanego podejścia ze względu na strukturę utwardzoną wydzieleniowo: R_min = t × [(UTS/1,5σ_y) + K], gdzie K reprezentuje stałą materiałową (1,5-2,0) uwzględniającą zmniejszoną plastyczność. To obliczenie wyjaśnia, dlaczego 6061-T6 wymaga minimalnego promienia gięcia od 2,0t do 3,0t.
ISO 2768-2 określa ogólne tolerancje dla giętych części z blachy, ale określenie minimalnego promienia gięcia wymaga odniesienia do ISO 12004-2 dla zasad dotyczących wyrobów stalowych formowanych na zimno, zaadaptowanych do zastosowań aluminiowych. Europejska norma EN 485-2 odnosi się konkretnie do tolerancji blach aluminiowych i wymagań dotyczących formowania.
Wymagania Dotyczące Promienia Gięcia Zależne od Grubości
Grubość materiału bezpośrednio wpływa na minimalny promień gięcia poprzez efekty koncentracji naprężeń. Grubsze materiały doświadczają wyższych gradientów naprężeń w strefie gięcia, co wymaga proporcjonalnie większych promieni, aby skutecznie rozłożyć obciążenia.
| Grubość (mm) | Al 5052-H32 Min Promień | Al 6061-T6 Min Promień | Zalecane oprzyrządowanie |
|---|---|---|---|
| 0.5-1.0 | 0.5-1.0 mm | 1.0-3.0 mm | Ostry stempel, promień matrycy 1-2 mm |
| 1.0-2.0 | 0.8-2.0 mm | 2.0-6.0 mm | Promień stempla 2-3 mm |
| 2.0-4.0 | 1.5-4.0 mm | 4.0-12.0 mm | Promień oprzyrządowania 4-6 mm |
| 4.0-6.0 | 2.5-6.0 mm | 8.0-18.0 mm | Promień formowania 8-12 mm |
Aby uzyskać wyniki o wysokiej precyzji, prześlij swój projekt, aby otrzymać wycenę w ciągu 24 godzin od Microns Hub.
Wpływ Kierunku Włókien na Wydajność Gięcia
Kierunek walcowania znacząco wpływa na wymagania dotyczące promienia gięcia i tendencje do powstawania pęknięć. Blachy aluminiowe wykazują właściwości kierunkowe ze względu na wydłużenie ziarna podczas procesów walcowania, tworząc zachowanie anizotropowe, które wpływa na formowalność.
Gięcie równoległe do kierunku walcowania (zgodnie z włóknami) zazwyczaj wymaga o 25-30% większego minimalnego promienia gięcia w porównaniu z gięciem prostopadłym. Dzieje się tak, ponieważ wydłużone ziarna tworzą preferencyjne ścieżki propagacji pęknięć wzdłuż granic ziaren, gdy są naprężone równolegle do ich długości.
W przypadku Al 5052-H32 gięcie prostopadłe do kierunku walcowania osiąga niezawodnie promień 0,5t, podczas gdy gięcie równoległe może wymagać minimum 0,8t. Al 6061-T6 wykazuje bardziej wyraźne efekty kierunkowe: gięcie prostopadłe pozwala na promień 2,0t, podczas gdy orientacja równoległa wymaga minimum 2,5-3,0t.
Certyfikaty materiałowe powinny określać kierunek walcowania, zazwyczaj oznaczony strzałkami lub wskaźnikami przepływu ziarna. Projektując części wymagające ciasnych promieni gięcia, należy w miarę możliwości orientować zagięcia prostopadle do kierunku walcowania. Ta uwaga naturalnie integruje się z procesem planowania naszych usług produkcyjnych.
Wpływ Struktury Metalurgicznej
Podstawowa struktura krystaliczna wyjaśnia różnice w zachowaniu kierunkowym między stopami. Struktura utwardzona przez zgniot Al 5052 zawiera stosunkowo jednolite sieci dyslokacji, które bardziej spójnie dostosowują się do odkształceń w różnych orientacjach.
Struktura wydzieleniowa Al 6061-T6 tworzy zlokalizowane koncentracje naprężeń na cząstkach Mg2Si. Te wydzielenia układają się nieco zgodnie z kierunkiem walcowania, tworząc anizotropowe tryby uszkodzeń. Skaningowa mikroskopia elektronowa ujawnia, że pęknięcia inicjują się na granicy faz wydzielenia-matryca, gdy promień gięcia spada poniżej progów krytycznych.
Zrozumienie tych efektów mikrostrukturalnych umożliwia optymalizację orientacji części podczas planowania produkcji. Projekty komponentów powinny uwzględniać wpływ kierunku włókien na wczesnym etapie procesu rozwoju, aby uniknąć ograniczeń produkcyjnych.
Wpływ Stanu Utwardzenia na Minimalny Promień Gięcia
Oznaczenie stanu utwardzenia ma ogromny wpływ na giętkość, przy czym stan wyżarzony (temperatura O) oferuje maksymalną formowalność kosztem wytrzymałości. Zależność między utwardzaniem a minimalnym promieniem gięcia przebiega zgodnie z przewidywalnymi wzorcami opartymi na gęstości dyslokacji i rozkładzie wydzieleń.
Stany utwardzenia Al 5052 wahają się od w pełni wyżarzonego (5052-O) do różnych stanów utwardzonych przez zgniot (H32, H34, H36). Każdy poziom utwardzenia zwiększa wytrzymałość, jednocześnie proporcjonalnie zmniejszając plastyczność. 5052-O osiąga promienie gięcia tak małe jak 0,2t, podczas gdy 5052-H38 (pełna twardość) może wymagać minimum 1,5t.
Opcje utwardzania Al 6061 obejmują wyżarzanie (6061-O), obróbkę cieplną roztworu (6061-T4) i utwardzanie wydzieleniowe (6061-T6). Dramatyczna różnica między stanami T4 i T6 ilustruje efekty starzenia: T4 pozwala na promień gięcia 0,8-1,2t, podczas gdy T6 wymaga minimum 2,0-3,0t.
| Stop-Stan | Wytrzymałość na rozciąganie (MPa) | Min Promień Gięcia | Typowe zastosowania |
|---|---|---|---|
| 5052-O | 90-110 | 0.2t-0.4t | Głębokie tłoczenie, złożone kształty |
| 5052-H32 | 193-228 | 0.5t-1.0t | Ogólna produkcja |
| 5052-H38 | 262-290 | 1.2t-1.8t | Zastosowania konstrukcyjne |
| 6061-O | 55-75 | 0.3t-0.6t | Złożone operacje gięcia |
| 6061-T4 | 145-186 | 0.8t-1.5t | Umiarkowane potrzeby wytrzymałościowe |
| 6061-T6 | 276-310 | 2.0t-3.0t | Zastosowania wymagające wysokiej wytrzymałości |
Praktyczne Testowanie i Walidacja Promienia Gięcia
Testy laboratoryjne dostarczają ostatecznych wartości minimalnego promienia gięcia dla określonych partii materiałów i warunków przetwarzania. Standardowa metoda testowa obejmuje stopniową redukcję promienia, aż do wystąpienia inicjacji pęknięcia, zwykle obserwowanej przy powiększeniu 10×.
Próbki testowe powinny reprezentować rzeczywisty materiał produkcyjny, w tym grubość, stan utwardzenia i stan powierzchni. Orientacja próbki względem kierunku walcowania musi odpowiadać zamierzonej geometrii części. Testy zazwyczaj wykorzystują kąty gięcia 90 stopni ze stałą prędkością stempla (5-10 mm/min), aby zapewnić stałe prędkości odkształcania.
Kryteria kontroli wizualnej definiują uszkodzenie jako pęknięcia powierzchni widoczne przy powiększeniu 10× lub mierzalne zmniejszenie grubości przekraczające 10%. Bardziej rygorystyczne zastosowania mogą wymagać testowania penetrantami barwnymi lub kontroli ultradźwiękowej w celu wykrycia wad podpowierzchniowych.
Walidacja produkcji obejmuje testowanie gięcia na rzeczywistych częściach lub reprezentatywnych próbkach z każdej partii materiału. Statystyczne karty kontroli procesu śledzą zdolność minimalnego promienia gięcia w czasie, identyfikując wariacje partii materiału lub zmiany procesu wpływające na formowalność.
Metody Kontroli Jakości i Inspekcji
Skuteczna kontrola jakości łączy weryfikację materiału przed gięciem z protokołami inspekcji po gięciu. Kontrola materiału przychodzącego powinna weryfikować oznaczenie stanu utwardzenia, jakość powierzchni i jednolitość grubości w określonych tolerancjach.
Kontrola po gięciu obejmuje badanie wizualne, weryfikację wymiarową i ocenę integralności strukturalnej. Krytyczne zastosowania mogą wymagać badań nieniszczących, takich jak kontrola penetrantami cieczowymi lub badania cząstkami magnetycznymi przystosowane do zastosowań aluminiowych.
Pracując z wymaganiami dotyczącymi precyzji, właściwa specyfikacja stanu krawędzi staje się kluczowa zarówno dla bezpieczeństwa, jak i wydajności. Gięte krawędzie wymagają szczególnej uwagi, aby zapobiec koncentracji naprężeń, które mogłyby zainicjować uszkodzenia zmęczeniowe.
Dokumentacja powinna rejestrować certyfikaty materiałowe, wyniki testów i ustalenia z inspekcji w celu zapewnienia identyfikowalności. Staje się to szczególnie ważne w przypadku zastosowań lotniczych lub medycznych wymagających pełnej genealogii materiałowej.
Rozważania Dotyczące Projektowania Narzędzi w Celu Zapobiegania Pęknięciom
Właściwe projektowanie narzędzi stanowi podstawową metodę kontroli w celu osiągnięcia minimalnego promienia gięcia bez pękania. Geometria stempla i matrycy bezpośrednio wpływa na rozkład naprężeń w strefie gięcia, co sprawia, że dobór narzędzi ma kluczowe znaczenie dla sukcesu.
Promień nosa stempla powinien odpowiadać zamierzonemu promieniowi gięcia części lub nieznacznie go przekraczać. Ostre stemple nadmiernie koncentrują naprężenia, podczas gdy zbyt duże promienie stempla powodują problemy ze sprężynowaniem. Optymalny promień stempla zazwyczaj równa się 1,0-1,2× żądanego promienia części w zastosowaniach aluminiowych.
Szerokość otworu matrycy znacząco wpływa na przepływ materiału i rozkład naprężeń. Wąskie otwory matrycy ograniczają ruch materiału, zwiększając naprężenia rozciągające na zewnętrznym włóknie. Ogólna zasada określa szerokość otworu matrycy = 8-12× grubość materiału dla aluminium, w zależności od promienia gięcia i właściwości materiału.
Promień ramienia matrycy zapobiega koncentracji naprężeń w punktach styku, jednocześnie umożliwiając kontrolowany przepływ materiału. Ostre ramiona matrycy tworzą punkty nacisku, które mogą inicjować wady powierzchniowe. Zalecany promień ramienia matrycy waha się od 1-2× grubości materiału dla większości zastosowań gięcia aluminium.
| Parametr oprzyrządowania | Al 5052-H32 | Al 6061-T6 | Funkcja |
|---|---|---|---|
| Promień stempla | 0.5t-1.2t | 2.0t-3.5t | Formuje promień gięcia |
| Otwór matrycy | 8t-10t | 10t-12t | Kontroluje przepływ materiału |
| Promień zaokrąglenia krawędzi matrycy | 1t-2t | 2t-3t | Redukuje koncentrację naprężeń |
| Luz stempel-matryca | 1.1t-1.2t | 1.2t-1.3t | Zapobiega zacieraniu/zatarciu |
Analiza Kosztów: Dobór Materiału vs. Złożoność Projektu
Optymalizacja ekonomiczna wymaga zrównoważenia kosztów materiałowych ze złożonością produkcji i ryzykiem awarii. Al 5052-H32 zazwyczaj kosztuje 2,80-3,20 EUR za kg, podczas gdy Al 6061-T6 waha się od 3,50 do 4,10 EUR za kg na rynkach europejskich, co odzwierciedla różne wymagania dotyczące przetwarzania.
Jednak całkowity koszt obejmuje czynniki złożoności formowania. Części wymagające ciasnych promieni gięcia mogą wymagać materiału wyżarzonego z późniejszą obróbką cieplną, co zwiększa koszt o 150-250 EUR za partię przetwarzania. Alternatywne podejścia obejmują modyfikacje projektu w celu dostosowania do standardowych możliwości gięcia w stanie utwardzonym.
Koszty awarii znacząco wpływają na całkowitą ekonomię projektu. Pęknięte części wymagają przeróbki lub złomowania, a koszty wymiany obejmują materiał, robociznę i opóźnienia w harmonogramie. Zapobieganie poprzez właściwą specyfikację promienia gięcia zazwyczaj kosztuje 5-10% całkowitego kosztu części, eliminując jednocześnie 95% awarii związanych z gięciem.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje analizę metalurgiczną i optymalizację narzędzi, na jakie zasługuje, aby uzyskać wyniki bez pęknięć.
Zwrot z Inwestycji w Właściwy Projekt
Inwestycja we właściwą analizę promienia gięcia zapewnia wymierne zwroty poprzez zmniejszenie wskaźników złomu, skrócenie czasu cyklu i zwiększenie niezawodności części. Operacje produkcyjne zazwyczaj odnotowują 15-25% redukcję kosztów, gdy awarie związane z gięciem są eliminowane dzięki właściwemu projektowi.
Dokumentacja i standaryzacja wymagań dotyczących minimalnego promienia gięcia tworzy wiedzę wielokrotnego użytku, która przynosi korzyści przyszłym projektom. Zespoły inżynierskie mogą odwoływać się do zweryfikowanych danych dotyczących promienia gięcia, zamiast prowadzić kosztowne cykle rozwoju metodą prób i błędów.
Długoterminowe korzyści obejmują poprawę relacji z dostawcami, zmniejszenie roszczeń gwarancyjnych i zwiększenie niezawodności produktu. Czynniki te przyczyniają się do przewagi konkurencyjnej, która wykracza poza natychmiastowe oszczędności kosztów.
Zaawansowane Zastosowania i Szczególne Uwagi
Złożone geometrie wymagają zaawansowanej analizy wykraczającej poza podstawowe obliczenia minimalnego promienia gięcia. Sekwencje wielokrotnego gięcia, zmienne grubości materiału i krzywe złożone tworzą interakcje naprężeń, które wpływają na tendencje do powstawania pęknięć.
Sekwencyjne operacje gięcia mogą utwardzać materiał lokalnie, zmniejszając formowalność dla kolejnych zagięć. Efekt ten jest szczególnie wyraźny w Al 5052, gdzie każda operacja formowania zwiększa lokalną granicę plastyczności o 15-25%. Planowanie sekwencji gięcia wymaga uwzględnienia skumulowanych efektów umocnienia odkształceniowego.
Krzywe złożone obejmują jednoczesne gięcie w wielu płaszczyznach, tworząc złożone stany naprężeń, których nie można uchwycić za pomocą prostych obliczeń promienia gięcia. Analiza elementów skończonych staje się niezbędna do dokładnego przewidywania granic formowania w takich zastosowaniach.
Efekty temperaturowe znacząco modyfikują właściwości materiału. Formowanie na ciepło (150-200°C) może zmniejszyć minimalny promień gięcia o 30-50% dla obu stopów, ale wymaga specjalistycznego sprzętu i kontroli procesu. Formowanie kriogeniczne okazjonalnie znajduje zastosowanie w przypadku specyficznych wymagań dotyczących wysokiej wytrzymałości.
Integracja z innymi procesami, takimi jak spawanie lub obróbka skrawaniem, stwarza dodatkowe rozważania. Strefy wpływu ciepła od spawania zmieniają lokalne właściwości materiału, potencjalnie wpływając na wydajność gięcia w pobliżu szwów spawalniczych. Obrabiane elementy mogą tworzyć koncentracje naprężeń, które wpływają na tendencje do inicjacji pęknięć.
Często Zadawane Pytania
Jaki jest absolutny minimalny promień gięcia dla aluminium 5052-H32 bez pękania?
Aluminium 5052-H32 może osiągnąć promienie gięcia tak małe jak 0,5t (połowa grubości materiału) podczas gięcia prostopadłego do kierunku walcowania przy użyciu odpowiednich narzędzi. W przypadku gięcia równoległego do włókien zwiększ minimalny promień do 0,8t. Te wartości zakładają standardowe prędkości formowania, temperaturę pokojową i odpowiednią konstrukcję matrycy z odpowiednimi luzami.
Dlaczego aluminium 6061-T6 wymaga tak dużych promieni gięcia w porównaniu z 5052?
Struktura utwardzona wydzieleniowo Al 6061-T6 zawiera cząstki Mg2Si, które tworzą zlokalizowane koncentracje naprężeń i zmniejszają ogólną plastyczność. Stan T6 osiąga wysoką wytrzymałość poprzez kontrolowane starzenie, ale proces ten znacząco zmniejsza współczynnik umocnienia przez zgniot z 0,20+ (w 5052) do zaledwie 0,05-0,08, co wymaga minimalnego promienia gięcia 2,0-3,0t, aby zapobiec mikropęknięciom.
Czy mogę zmniejszyć minimalny promień gięcia, zmieniając stan utwardzenia?
Tak, znacząco. Zmiana z 6061-T6 na 6061-T4 zmniejsza minimalny promień gięcia z 2,0-3,0t do 0,8-1,5t. W przypadku 5052 stan wyżarzony (5052-O) pozwala na promień 0,2-0,4t w porównaniu z 0,5-1,0t dla stanu utwardzenia H32. Jednak właściwości wytrzymałościowe zmniejszają się proporcjonalnie do poprawy formowalności.
Jak kierunek walcowania wpływa na wymagania dotyczące promienia gięcia?
Gięcie równoległe do kierunku walcowania zazwyczaj zwiększa minimalny promień gięcia o 25-30% ze względu na efekty wydłużenia ziarna. W przypadku krytycznych zastosowań należy w miarę możliwości orientować zagięcia prostopadle do kierunku walcowania. Certyfikaty materiałowe powinny wskazywać kierunek walcowania za pomocą strzałek kierunkowych lub oznaczeń przepływu ziarna.
Jakie modyfikacje narzędzi pomagają osiągnąć ciaśniejsze promienie gięcia?
Zoptymalizuj promień nosa stempla, aby odpowiadał żądanemu promieniowi części (1,0-1,2× promień docelowy), użyj odpowiedniej szerokości otworu matrycy (8-12× grubość) i zapewnij odpowiedni promień ramienia matrycy (1-3× grubość). Właściwy luz stempla i matrycy (1,1-1,3× grubość) zapobiega zacieraniu, jednocześnie umożliwiając kontrolowany przepływ materiału podczas formowania.
Jak mogę przetestować minimalny promień gięcia dla mojej konkretnej partii materiału?
Wykonaj progresywne testy gięcia przy użyciu reprezentatywnych próbek o tej samej grubości, stanie utwardzenia i orientacji co części produkcyjne. Zmniejszaj promień gięcia stopniowo, aż pojawią się pęknięcia powierzchni przy powiększeniu 10×. Przetestuj zarówno orientacje równoległe, jak i prostopadłe do kierunku walcowania, aby uzyskać pełną charakterystykę.
Jakie metody inspekcji najskuteczniej wykrywają wady związane z gięciem?
Kontrola wizualna przy powiększeniu 10× wychwytuje większość wad powierzchniowych. W przypadku krytycznych zastosowań użyj testowania penetrantami cieczowymi, aby ujawnić pęknięcia podpowierzchniowe. Badanie ultradźwiękowe może wykryć wady wewnętrzne, a kontrola wymiarowa weryfikuje dokładność promienia gięcia w określonych tolerancjach. Ustanów statystyczną kontrolę procesu w celu ciągłego monitorowania jakości.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece