Malowanie proszkowe blachy: Uwzględnianie narostu grubości w tolerancjach
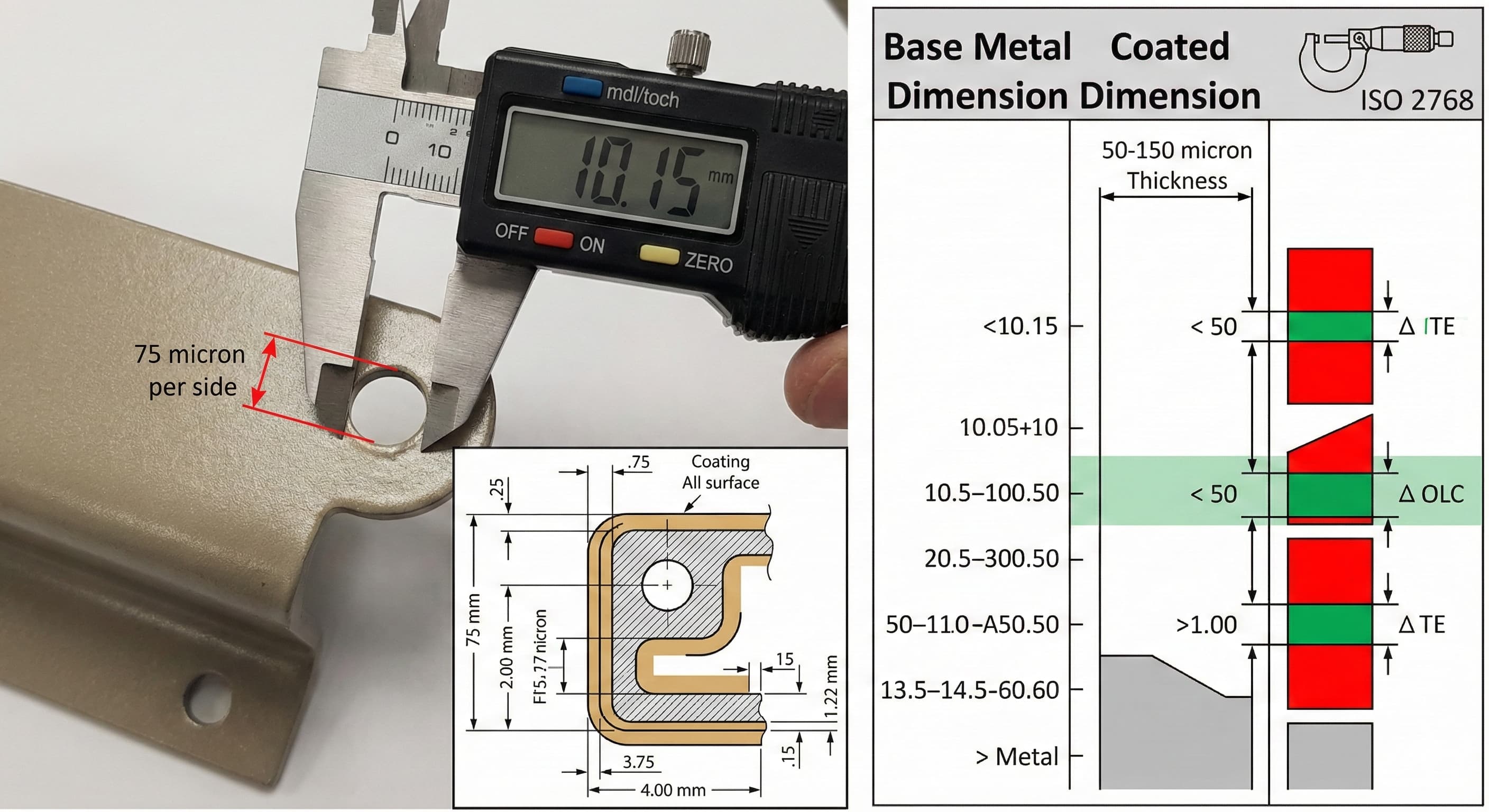
Grubość powłoki proszkowej jest jedną z najczęściej pomijanych zmiennych w precyzyjnej obróbce blach. Typowa powłoka proszkowa dodaje 50-150 mikronów do wszystkich powierzchni, zasadniczo zmieniając dokładność wymiarową i wymagając starannego planowania tolerancji od fazy projektowania aż po kontrolę końcową.
Kluczowe wnioski:
- Standardowa grubość powłoki proszkowej waha się od 50 do 150 mikronów, co bezpośrednio wpływa na tolerancje wymiarowe wszystkich powlekanych powierzchni.
- Krytyczne wymiary muszą uwzględniać narost powłoki poprzez celowe zmniejszanie wymiarów bazowych elementów metalowych.
- Ogólne tolerancje ISO 2768 stają się niewystarczające dla części malowanych proszkowo wymagających precyzyjnego dopasowania i montażu.
- Planowanie wymiarowe przed malowaniem może zapobiec kosztownym przeróbkom i zapewnić prawidłowe działanie części.
Zrozumienie zmiennych grubości powłoki proszkowej
Grubość powłoki proszkowej różni się znacznie w zależności od metody aplikacji, rodzaju proszku i przygotowania podłoża. Aplikacja elektrostatyczna natryskowa zazwyczaj wytwarza warstwy o grubości od 60 do 120 mikronów, podczas gdy powlekanie fluidyzacyjne może osiągnąć od 150 do 500 mikronów w zależności od temperatury części i czasu zanurzenia.
Związek między wielkością cząstek proszku a grubością końcową podlega przewidywalnym wzorcom. Drobne proszki (10-30 mikronów) tworzą gładsze wykończenia, ale wymagają wielu przejść dla uzyskania odpowiedniej grubości, podczas gdy grube proszki (30-80 mikronów) szybko budują grubość, ale mogą pogorszyć jakość powierzchni na szczegółowych elementach.
Geometria podłoża znacząco wpływa na rozkład powłoki. Narożniki wewnętrzne i obszary wpuszczone zazwyczaj otrzymują 70-80% grubości występującej na płaskich powierzchniach, podczas gdy krawędzie zewnętrzne i ostre narożniki często gromadzą 120-150% nominalnej grubości ze względu na koncentrację pola elektrycznego podczas aplikacji.
Kontrola temperatury podczas utwardzania wpływa na grubość końcową poprzez charakterystykę płynięcia i poziomowania. Proszki poliestrowe utwardzają się optymalnie w temperaturze 180-200°C, dając jednolitą grubość z minimalną teksturą skórki pomarańczowej. Formuły epoksydowe wymagają 160-180°C, ale oferują lepsze pokrycie krawędzi i wnikanie w złożone geometrie.
Wpływ wymiarowy na typowe elementy blaszane
Otwory i elementy wewnętrzne ulegają zmniejszeniu średnicy równemu podwójnej grubości powłoki. Otwór o średnicy 10,0 mm z powłoką o grubości 75 mikronów staje się otworem o średnicy 9,85 mm, co stanowi zmianę wymiarową o 1,5%, która może uniemożliwić prawidłowe włożenie łącznika lub montaż elementu.
Elementy gwintowane stanowią szczególne wyzwanie, ponieważ narost powłoki występuje zarówno na średnicy zewnętrznej, jak i wewnętrznej. Gwinty M6 x 1,0 z powłoką o grubości 100 mikronów mogą wymagać regulacji średnicy wiercenia pod gwintownik z 5,0 mm do 5,2 mm, aby utrzymać prawidłowe zazębienie gwintu po nałożeniu powłoki.
Zagięte krawędzie i uformowane elementy gromadzą grubość powłoki zarówno na promieniach wewnętrznych, jak i zewnętrznych.Obliczenia minimalnego promienia gięcia muszą uwzględniać grubość powłoki, aby zapobiec pękaniu podczas procesu gięcia lub nakładania powłoki.
Szerokość szczelin zmniejsza się o dwukrotność grubości powłoki, wpływając na pasowania ślizgowe i luzy. Szczelina o szerokości 12,0 mm staje się szczeliną o szerokości 11,85 mm z powłoką o grubości 75 mikronów, co potencjalnie może powodować blokowanie elementów przeznaczonych do pasowań H7/g6.
Uwagi dotyczące powłok specyficzne dla materiału
Różne materiały podłoża wykazują różne właściwości przyczepności powłoki i jednorodności grubości, które bezpośrednio wpływają na dokładność wymiarową.
| Gatunek materiału | Typowy zakres grubości (μm) | Współczynnik jednorodności | Nawarstwianie na krawędziach | Wpływ na koszt |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15% | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20% | 1.1-1.3x | €2.30/m² |
| Stal walcowana na zimno | 70-120 | ±10% | 1.3-1.5x | €2.80/m² |
| Stal nierdzewna 304 | 80-130 | ±25% | 1.0-1.2x | €3.50/m² |
| Stal ocynkowana | 75-125 | ±12% | 1.4-1.6x | €3.00/m² |
Podłoża aluminiowe generalnie zapewniają najbardziej przewidywalną grubość powłoki ze względu na doskonałe przyciąganie elektrostatyczne i jednolite przygotowanie powierzchni. Naturalna warstwa tlenku poprawia przyczepność proszku, zachowując jednocześnie spójny narost warstwy na złożonych geometriach.
Stal walcowana na zimno wymaga konwersji fosforanowej dla optymalnej przyczepności, dodając 5-10 mikronów do całkowitej grubości. Obróbka wstępna poprawia jednolitość powłoki, ale zwiększa zmienność wymiarową, szczególnie wokół złączy spawanych i stref wpływu ciepła.
Podłoża ze stali nierdzewnej stanowią wyjątkowe wyzwanie ze względu na ich pasywną warstwę tlenku. Abrazja mechaniczna lub trawienie chemiczne stają się konieczne dla zapewnienia odpowiedniej przyczepności, potencjalnie wpływając na wymiary materiału bazowego przed nałożeniem powłoki.
Strategie projektowania tolerancji
Skuteczne projektowanie tolerancji dla części malowanych proszkowo wymaga systematycznej kompensacji wymiarowej w oparciu o przewidywania grubości powłoki i złożoność geometryczną.
Krytyczne wymiary powinny określać strefy wolne od powłoki poprzez maskowanie lub obróbkę mechaniczną po nałożeniu powłoki. Maskowanie dodaje 0,50-1,20 € za element, ale zapewnia dokładność wymiarową dla powierzchni łożyskowych, otworów gwintowanych i precyzyjnych pasowań.
Tolerancja dwustronna zapewnia optymalną elastyczność dla wymiarów powlekanych. Zamiast określać 25,0 ±0,1 mm, użyj 24,925 +0,175/-0,025 mm, aby uwzględnić oczekiwaną grubość powłoki przy jednoczesnym zachowaniu wymagań funkcjonalnych.
Aby uzyskać wyniki o wysokiej precyzji, uzyskaj wycenę w 24 godziny od Microns Hub.
Wymiarowanie funkcjonalne oddziela elementy krytyczne od niekrytycznych. Średnice łożysk, powierzchnie styku i odniesienia montażowe wymagają ścisłej kontroli, podczas gdy powierzchnie estetyczne mogą uwzględniać standardowe wahania powłoki bez wpływu na funkcjonalność.
Analiza tolerancji statystycznej staje się niezbędna dla zespołów zawierających wiele powlekanych elementów. Symulacja Monte Carlo pomaga przewidzieć wskaźniki powodzenia montażu i zidentyfikować krytyczne czynniki wpływające na tolerancję przed rozpoczęciem produkcji.
Metody kontroli jakości i inspekcji
Pomiar grubości powłoki wymaga nieniszczących technik odpowiednich dla środowisk produkcyjnych. Mierniki magnetyczne i wykorzystujące prądy wirowe zapewniają dokładność ±2-5% dla większości zastosowań, podczas gdy metody ultradźwiękowe osiągają precyzję ±1-2% na złożonych geometriach.
Badania destrukcyjne poprzez analizę przekroju poprzecznego oferują ostateczny pomiar grubości i ocenę jakości powłoki. Metoda ta identyfikuje rozwarstwienia, porowatość i problemy z przyczepnością, które wpływają na długoterminową stabilność wymiarową.
Monitorowanie w trakcie procesu podczas nakładania proszku pomaga utrzymać spójność grubości. Napięcie elektrostatyczne, natężenie przepływu proszku i uziemienie części wpływają na grubość końcową i powinny być rejestrowane dla każdej partii produkcyjnej.
Kontrola wymiarowa po utwardzeniu musi uwzględniać skurcz powłoki podczas polimeryzacji. Proszki termoutwardzalne zazwyczaj kurczą się o 2-5% podczas utwardzania, wpływając na wymiary końcowe i potencjalnie tworząc naprężenia wewnętrzne w cienkościennych elementach.
| Metoda kontroli | Dokładność | Koszt na test | Wymagany czas | Najlepsze zastosowanie |
|---|---|---|---|---|
| Magnetyczne odrywanie | ±5% | €0.20 | 10 sekund | Podłoża żelazne |
| Prądy wirowe | ±3% | €0.35 | 15 sekund | Metale nieżelazne |
| Ultradźwięki | ±2% | €0.50 | 30 sekund | Złożone geometrie |
| Przekrój | ±1% | €15.00 | 45 minut | Walidacja jakości |
| Rozpraszanie wsteczne beta | ±2% | €0.80 | 60 sekund | Systemy zautomatyzowane |
Integracja procesu z przepływem pracy produkcyjnej
Pomyślna integracja malowania proszkowego wymaga koordynacji między projektowaniem, wytwarzaniem i wykańczaniem. Nasze usługi produkcyjne obejmują cały ten proces, aby zapewnić dokładność wymiarową w całym procesie produkcyjnym.
Wytwarzanie przed nałożeniem powłoki musi uwzględniać grubość powłoki we wszystkich obrabianych elementach. Programowanie CNC wymaga korekt offsetowych zazwyczaj w zakresie od 0,050 do 0,150 mm w zależności od oczekiwanej grubości powłoki i krytyczności elementu.
Konstrukcja oprzyrządowania wpływa na rozkład powłoki i wymiary końcowe. Punkty styku tworzą cienie powłoki, podczas gdy nadmierna siła mocowania może odkształcić cienkie przekroje podczas cyklu utwardzania. Oprzyrządowanie sprężynowe utrzymuje pozycjonowanie części, jednocześnie kompensując rozszerzalność cieplną.
Przygotowanie złącza spawanego staje się krytyczne, ponieważ wahania grubości powłoki wokół stref wpływu ciepła mogą powodować koncentrację naprężeń i niespójności wymiarowe. Szlifowanie po spawaniu do jednolitego profilu powierzchni zapewnia spójną aplikację powłoki.
Podobnie jak usługi formowania wtryskowego, które wymagają precyzyjnej kontroli temperatury i ciśnienia, malowanie proszkowe wymaga starannego zarządzania parametrami, aby osiągnąć spójne wyniki w seriach produkcyjnych.
Optymalizacja kosztów poprzez projektowanie
Projektowanie zoptymalizowane pod kątem powłok zmniejsza zarówno koszty materiałowe, jak i zmienność wymiarową, przy jednoczesnym zachowaniu wymagań funkcjonalnych. Proste elementy geometryczne powlekają się bardziej równomiernie niż złożone kształty, zmniejszając zmienność grubości i poprawiając przewidywalność.
Konsolidacja części poprzez spawanie lub montaż mechaniczny przed nałożeniem powłoki eliminuje wielokrotne operacje powlekania i zmniejsza kumulację wymiarową. Konstrukcja jednoczęściowa zazwyczaj kosztuje o 15-25% mniej niż powlekanie poszczególnych elementów oddzielnie.
Wymagania dotyczące przygotowania powierzchni różnią się znacznie w zależności od stanu podłoża i specyfikacji powłoki. Usuwanie zgorzeliny walcowniczej dodaje 1,50-3,00 € za metr kwadratowy, ale zapewnia spójną przyczepność i grubość powłoki. Czyszczenie chemiczne kosztuje 0,80-1,20 € za metr kwadratowy i jest odpowiednie dla większości zastosowań komercyjnych.
Systemy odzyskiwania proszku mogą zmniejszyć koszty materiałowe o 20-40% przy jednoczesnym zachowaniu jakości powłoki. Jednak kontrola grubości staje się trudniejsza ze względu na zmiany wielkości cząstek podczas procesu odzyskiwania, co wymaga częstszej kalibracji i monitorowania.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje dbałość o szczegóły wymaganą do uzyskania spójnych wyników malowania proszkowego.
Zaawansowane technologie powlekania i kontrola grubości
Tarcze elektrostatyczne i aplikatory z obrotowym dzwonem zapewniają lepszą jednolitość grubości w porównaniu z konwencjonalnymi pistoletami natryskowymi. Systemy te osiągają zmienność grubości ±5-8% na płaskich powierzchniach i ±10-15% na złożonych geometriach, poprawiając przewidywalność wymiarową.
Technologia ładowania impulsowego umożliwia precyzyjną kontrolę nad szybkością osadzania proszku i grubością końcową. Krótki czas trwania impulsu (0,1-0,5 sekundy) stopniowo buduje cienkie warstwy, podczas gdy dłuższe impulsy (1-3 sekundy) skutecznie osiągają maksymalną grubość.
Systemy utwardzania na podczerwień oferują lepszą kontrolę temperatury w porównaniu z piecami konwekcyjnymi, zmniejszając przepływ powłoki i osiągając bardziej spójne wymiary końcowe. Długości fal bliskiej podczerwieni (0,7-1,4 μm) skutecznie wnikają w warstwy proszku, minimalizując jednocześnie nagrzewanie podłoża.
Obróbka wstępna plazmą poprawia przyczepność powłoki na trudnych podłożach, zachowując jednocześnie dokładność wymiarową. Czyszczenie plazmą niskociśnieniową usuwa zanieczyszczenia powierzchni bez ścierania mechanicznego, zachowując wymiary materiału bazowego przed nałożeniem powłoki.
Zastosowania i wymagania specyficzne dla branży
Komponenty samochodowe wymagają jednolitości grubości powłoki w granicach ±10 mikronów dla prawidłowego dopasowania i wykończenia. Klamki drzwi, elementy wykończeniowe i elementy konstrukcyjne muszą zachowywać dokładność wymiarową, zapewniając jednocześnie ochronę przed korozją przez ponad 10 lat eksploatacji.
Zastosowania w przemyśle lotniczym wymagają statystycznej kontroli procesu z wartościami Cpk przekraczającymi 1,33 dla wszystkich charakterystyk wymiarowych. Dokumentacja grubości powłoki staje się częścią trwałego zapisu, wymagając identyfikowalności do poszczególnych partii proszku i cykli utwardzania.
Komponenty urządzeń medycznych często określają biokompatybilne formuły proszków o kontrolowanej grubości w celu zapewnienia zgodności z FDA. Instrumenty chirurgiczne wymagają grubości powłoki poniżej 50 mikronów, aby zachować ostrość i dotykowe sprzężenie zwrotne.
Obudowy elektroniczne wymagają precyzyjnej kontroli grubości wokół otworów wentylacyjnych i złączy. Nadmierny narost powłoki może ograniczyć przepływ powietrza lub uniemożliwić prawidłowe połączenie, podczas gdy niewystarczające pokrycie pogarsza skuteczność ekranowania EMI.
Rozwiązywanie typowych problemów z grubością
Tekstura skórki pomarańczowej wskazuje na nadmierną grubość powłoki lub niewłaściwe warunki utwardzania. Zmniejszenie natężenia przepływu proszku o 10-20% lub zwiększenie temperatury utwardzania o 10-15°C zazwyczaj rozwiązuje problemy z jakością powierzchni przy jednoczesnym zachowaniu odpowiedniej ochrony.
Cienkie miejsca wokół krawędzi i narożników wynikają z nadmiernego uziemienia części lub niewystarczającego ładowania proszku. Regulacja napięcia elektrostatycznego w zakresie 60-90 kV często poprawia jednolitość pokrycia bez znaczącego wpływu na ogólną grubość.
Zacieki i zwiotczenia powłoki występują, gdy grubość warstwy przekracza krytyczne granice przed żelowaniem. Większość formuł proszków zaczyna płynąć przy 80-120 mikronach, co wymaga kontroli szybkości wzrostu temperatury, aby zapobiec defektom na powierzchniach pionowych.
Rozwarstwienie między powłoką a podłożem wskazuje na zanieczyszczenie lub niewłaściwe przygotowanie powierzchni. Czyszczenie rozpuszczalnikiem, a następnie ścieranie mechaniczne zazwyczaj przywraca prawidłową przyczepność i integralność powłoki.
Często zadawane pytania
O ile należy zmniejszyć średnice otworów, aby uwzględnić grubość powłoki proszkowej?
Zmniejsz średnice otworów o dwukrotność oczekiwanej grubości powłoki. Dla powłoki o grubości 75 mikronów zwiększ rozmiar wiertła o 0,15 mm. Otwór wykończony o średnicy 10,0 mm wymaga wywiercenia otworu o średnicy 10,15 mm przed nałożeniem powłoki, aby uzyskać prawidłowe wymiary końcowe.
Czy grubość powłoki proszkowej można kontrolować z dokładnością do ±10 mikronów w sposób spójny?
Tak, przy odpowiedniej kalibracji sprzętu i kontroli procesu. Aplikatory z tarczą elektrostatyczną w połączeniu z automatyczną kontrolą przepływu proszku mogą utrzymać spójność ±10-15 mikronów na płaskich powierzchniach, chociaż złożone geometrie mogą wykazywać zmienność ±20-25 mikronów.
Czy otwory gwintowane należy gwintować przed czy po nałożeniu powłoki proszkowej?
Cięcie gwintów powinno odbywać się po nałożeniu powłoki w zastosowaniach krytycznych. Zamaskuj gwinty podczas powlekania lub użyj specjalistycznych formuł utwardzających w niskiej temperaturze, które nie uszkodzą narzędzi do cięcia gwintów. Gwintowanie przed nałożeniem powłoki wymaga powiększonych wierteł pod gwintownik i grozi uszkodzeniem gwintu podczas usuwania powłoki.
Jaką klasę tolerancji należy określić dla części z blachy malowanej proszkowo?
Użyj klas tolerancji IT12 lub IT13 dla niewymagających wymiarów na częściach powlekanych, zaostrzając do IT9 lub IT10 dla powierzchni funkcjonalnych z obróbką mechaniczną po nałożeniu powłoki. Standardowe ogólne tolerancje ISO 2768-m stają się niewystarczające dla precyzyjnych zespołów zawierających elementy malowane proszkowo.
Jak grubość powłoki wpływa na wagę i wyważenie części?
Powłoka dodaje około 0,1-0,4 g na metr kwadratowy na mikron grubości. Część o powierzchni 1000 cm² z powłoką o grubości 100 mikronów zyskuje 1-4 gramów, co potencjalnie wpływa na dynamiczne wyważenie w elementach obrotowych lub mechanizmach precyzyjnych.
Czy mogę określić różne grubości powłoki na tej samej części?
Selektywne maskowanie umożliwia zmianę grubości, ale zwiększa koszt o 2-5 € za zamaskowany element. Alternatywnie, określ obróbkę mechaniczną po nałożeniu powłoki dla krytycznych wymiarów, akceptując standardową grubość na powierzchniach niefunkcjonalnych.
Co dzieje się z grubością powłoki na szwach spawalniczych i strefach wpływu ciepła?
Obszary spawania zazwyczaj otrzymują 80-120% nominalnej grubości ze względu na chropowatość powierzchni i efekty geometryczne. Strefy wpływu ciepła mogą wykazywać zmniejszoną przyczepność, co wymaga mechanicznego przygotowania powierzchni przed nałożeniem powłoki w celu uzyskania spójnych wyników.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece