Tiksokształtowanie (odlewanie w stanie półstałym): rozwiązania o wysokiej wytrzymałości i niskiej porowatości
Porowatość w tradycyjnym odlewaniu metali może zniszczyć integralność komponentów, a udział pustek przekracza 5% w słabo kontrolowanych procesach. Tiksokształtowanie eliminuje tę krytyczną słabość poprzez manipulowanie unikalnym zachowaniem metalu w stanie półstałym, gdzie stopy zachowują integralność strukturalną, płynąc jak gęsta pasta w precyzyjnie kontrolowanych temperaturach.
Kluczowe wnioski:
- Tiksokształtowanie osiąga poziomy porowatości poniżej 0,5%, w porównaniu do 2-5% w konwencjonalnym odlewaniu ciśnieniowym
- Przetwarzanie w stanie półstałym umożliwia tworzenie złożonych geometrii ze zmienną grubością ścianek od 1,5 do 25 mm w pojedynczych komponentach
- Wykorzystanie materiału osiąga 95-98% efektywności dzięki precyzyjnej kontroli wsadu i minimalnemu powstawaniu wypływek
- Temperatury procesu o 50-80°C niższe niż w odlewaniu w stanie ciekłym zmniejszają naprężenia termiczne i wydłużają żywotność formy
Zrozumienie podstaw tiksokształtowania
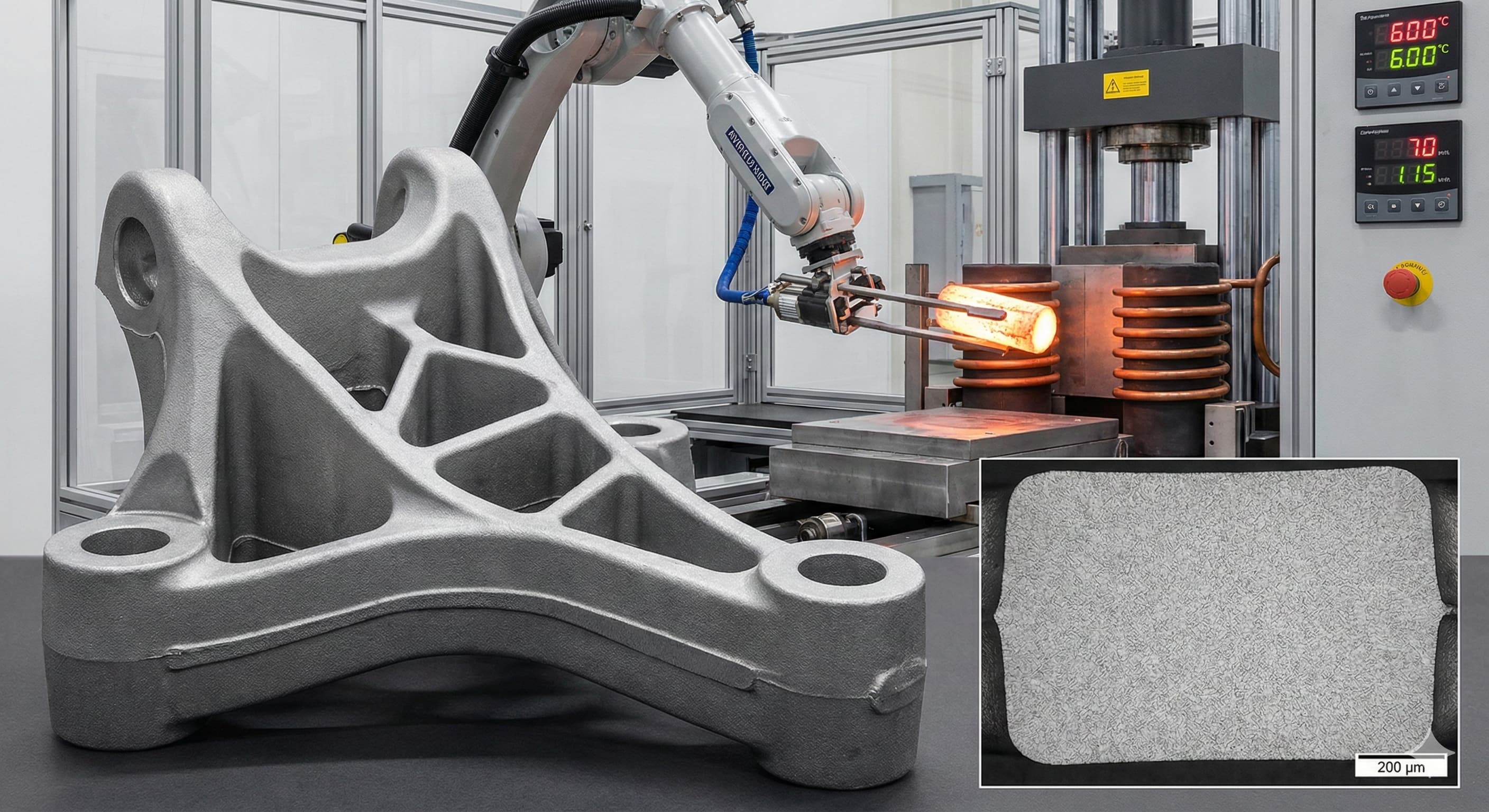
Tiksokształtowanie wykorzystuje tiksotropowe właściwości stopów metali w ich stanie półstałym, gdzie materiał wykazuje nienewtonowskie zachowanie płynu. W temperaturach pomiędzy punktami solidus i liquidus — zazwyczaj 580-620°C dla stopów aluminium, takich jak A356 — metal zawiera zarówno stałe dendryty, jak i fazy ciekłe w starannie kontrolowanych proporcjach.
Proces rozpoczyna się od specjalnie przygotowanego wsadu o globularnej strukturze ziarna, a nie dendrytycznej, jak w konwencjonalnym odlewaniu. Ta modyfikacja mikrostrukturalna jest osiągana poprzez mieszanie elektromagnetyczne podczas początkowej krzepnięcia, tworząc kuliste cząstki stałe zawieszone w ciekłym metalu. Po ponownym podgrzaniu do temperatur półstałych, te globularne struktury umożliwiają kontrolowaną deformację pod wpływem przyłożonego ciśnienia.
Krytyczne parametry procesu obejmują udział fazy stałej (zazwyczaj 40-60%), szybkość nagrzewania (2-5°C/minutę) i ciśnienie formowania (20-100 MPa). Wąskie okno temperaturowe wymaga precyzyjnych systemów grzewczych z dokładnością ±2°C, aby utrzymać optymalną lepkość. Zbyt wysokie temperatury powodują nadmierny udział fazy ciekłej i potencjalną porowatość, podczas gdy niewystarczające ciepło uniemożliwia prawidłowe charakterystyki przepływu.
| Parametr | Aluminium A356 | Magnez AZ91 | Cynk ZA-8 |
|---|---|---|---|
| Temperatura Solidus | 557°C | 470°C | 374°C |
| Temperatura Liquidus | 613°C | 598°C | 386°C |
| Optymalny zakres procesu | 580-600°C | 480-520°C | 376-382°C |
| Ułamek stały | 45-55% | 40-60% | 50-70% |
| Ciśnienie formowania | 50-80 MPa | 30-60 MPa | 80-120 MPa |
Dobór materiałów i właściwości
Stopy aluminium dominują w zastosowaniach tiksokształtowania ze względu na ich szeroki zakres temperatur półstałych i doskonałe właściwości mechaniczne. Aluminium A356 zapewnia optymalną równowagę z zawartością krzemu (6,5-7,5%), zwiększając płynność przy jednoczesnym zachowaniu wytrzymałości. Kontrolowany proces krzepnięcia osiąga wytrzymałość na rozciąganie 280-320 MPa, w porównaniu do 200-250 MPa w konwencjonalnym odlewaniu ciśnieniowym identycznych stopów.
Stopy magnezu, takie jak AZ91D, oferują wyjątkowy stosunek wytrzymałości do wagi w komponentach tiksokształtowanych. Przetwarzanie w stanie półstałym eliminuje problemy z pękaniem na gorąco, powszechne w odlewaniu magnezu w stanie ciekłym, jednocześnie osiągając wytrzymałość na rozciąganie zbliżającą się do 275 MPa. Jednak wąskie okno przetwarzania magnezu wymaga precyzyjnej kontroli atmosfery, aby zapobiec utlenianiu.
Stopy cynku, szczególnie ZA-8 i ZA-12, wykazują doskonałą dokładność wymiarową w tiksokształtowaniu z osiągalnymi tolerancjami ±0,05 mm na krytycznych wymiarach. Wyższa gęstość (6,3 g/cm³) w porównaniu do aluminium (2,7 g/cm³) wymaga dostosowania ciśnień formowania, ale umożliwia tworzenie skomplikowanych detali niemożliwych do uzyskania innymi procesami.
| Właściwość | Thixoformowany A356 | Odlew ciśnieniowy A380 | Odlew piaskowy A356 |
|---|---|---|---|
| Wytrzymałość na rozciąganie | 300 MPa | 280 MPa | 220 MPa |
| Granica plastyczności | 210 MPa | 190 MPa | 150 MPa |
| Wydłużenie | 8-12% | 3-5% | 4-7% |
| Poziom porowatości | <0.5% | 2-4% | 3-6% |
| Chropowatość powierzchni Ra | 1.6-3.2 μm | 3.2-6.3 μm | 12.5-25 μm |
Technologia procesu i wyposażenie
Wyposażenie do tiksokształtowania integruje precyzyjną kontrolę temperatury, hydrauliczne systemy formowania i specjalistyczną obsługę wsadu. Ogrzewanie indukcyjne zapewnia szybki, równomierny rozkład temperatury, niezbędny do utrzymania konsystencji półstałej. Nowoczesne systemy zawierają monitorowanie temperatury w pętli zamkniętej z termoparami umieszczonymi w odległości 5 mm od powierzchni kęsa.
Prasy hydrauliczne zaprojektowane do tiksokształtowania zapewniają kontrolowane przyłożenie siły z szybkością narastania ciśnienia 5-15 MPa/sekundę. Wolniejsze tempo pozwala na prawidłowy przepływ materiału do złożonych geometrii, podczas gdy nadmierna prędkość powoduje turbulencje i uwięzione powietrze. Wymagania dotyczące tonażu prasy wahają się od 200 do 2000 ton w zależności od wielkości i złożoności komponentu.
Konstrukcja formy różni się znacznie od konwencjonalnego odlewania, charakteryzując się zoptymalizowanymi lokalizacjami wlewów i systemami kanałów. Prędkości wlewów muszą pozostać poniżej 2 m/s, aby zapobiec przepływowi turbulentnemu, osiąganemu poprzez obliczone powierzchnie przekrojów. Systemy odpowietrzania wymagają precyzyjnego pozycjonowania, ponieważ materiał półstały nie może wypierać powietrza tak skutecznie jak ciekły metal.
Dla producentów oceniających alternatywy procesowe, odlewanie metali w krótkich seriach może uzupełniać tiksokształtowanie w fazie rozwoju prototypów i produkcji niskoseryjnej.
Kontrola jakości i metody inspekcji
Pomiar porowatości w komponentach tiksokształtowanych wymaga specjalistycznych technik wykraczających poza inspekcję wizualną. Radiografia rentgenowska ze standardami czułości 2% zgodnie z ASTM E155 ujawnia wewnętrzny rozkład pustek. Tomografia komputerowa (CT) zapewnia trójwymiarowe mapowanie porowatości z rozdzielczością do 10 μm, co jest niezbędne w krytycznych zastosowaniach lotniczych i motoryzacyjnych.
Protokoły badań mechanicznych są zgodne z ASTM B557 dla właściwości rozciągających, przy czym orientacja próbki wpływa na wyniki o 5-15% ze względu na kierunkowość struktury ziarna. Badania zmęczeniowe zgodnie z ASTM D7791 wykazują doskonałą wydajność komponentów tiksokształtowanych, z granicami wytrzymałości zmęczeniowej o 20-30% wyższymi niż w konwencjonalnych odlewach.
Inspekcja wymiarowa wykorzystuje współrzędnościowe maszyny pomiarowe (CMM) z dokładnością sondy ±0,001 mm. Krytyczne wymiary wymagają statystycznej kontroli procesu z wartościami Cpk przekraczającymi 1,33, aby zapewnić stałą jakość. Pomiar chropowatości powierzchni za pomocą profilometrów weryfikuje wartości Ra zazwyczaj w zakresie 1,6-6,3 μm w zależności od przygotowania powierzchni formy.
Aby uzyskać wyniki o wysokiej precyzji, uzyskaj wycenę w 24 godziny od Microns Hub.
| Metoda inspekcji | Zdolność wykrywania | Typowe standardy | Zastosowania |
|---|---|---|---|
| Radiografia rentgenowska | Porowatość >2% objętości | ASTM E155 | Badanie przesiewowe produkcji |
| Skanowanie CT | Pustki >10 μm | ASTM E1441 | Krytyczne komponenty |
| Badanie ultradźwiękowe | Zmiany gęstości | ASTM E664 | Integralność strukturalna |
| Metalografia | Analiza mikrostruktury | ASTM E3 | Optymalizacja procesu |
Analiza kosztów i aspekty ekonomiczne
Ekonomika tiksokształtowania zależy w dużym stopniu od wielkości produkcji i złożoności komponentu. Początkowe koszty oprzyrządowania wahają się od 25 000 do 150 000 EUR dla typowych komponentów motoryzacyjnych, porównywalne z oprzyrządowaniem do formowania trwałego, ale z wydłużonym cyklem życia. Współczynniki zużycia formy zmniejszają się o 40-60% w porównaniu z odlewaniem ciśnieniowym w stanie ciekłym ze względu na zmniejszone wstrząsy termiczne i niższe temperatury przetwarzania.
Koszty materiałów obejmują specjalistyczne przygotowanie wsadu, dodając 0,15-0,25 EUR za kilogram w stosunku do standardowych cen stopów. Jednak możliwości kształtowania bliskiego kształtu netto zmniejszają wymagania dotyczące obróbki skrawaniem o 30-70%, przy wskaźnikach wykorzystania materiału wynoszących 95-98%, co kompensuje premie za wsad. Zużycie energii zmniejsza się o 15-25% w porównaniu z procesami odlewania w stanie ciekłym ze względu na niższe wymagania dotyczące ogrzewania.
Koszty pracy odzwierciedlają półautomatyczny charakter operacji tiksokształtowania. Czasy cyklu wynoszące 60-180 sekund dla typowych komponentów umożliwiają produkcję 20-60 części na godzinę na maszynę. Stała jakość zmniejsza wymagania dotyczące inspekcji i współczynniki złomu poniżej 2% dla ustalonych procesów.
Analiza progu rentowności zazwyczaj wykazuje przewagę kosztową nad komponentami obrabianymi skrawaniem przy nakładach przekraczających 1000 sztuk rocznie. W porównaniu z odlewaniem w formach trwałych, tiksokształtowanie staje się ekonomiczne, gdy właściwości premium uzasadniają o 15-25% wyższe koszty części.
Zastosowania i wdrożenia w przemyśle
Zastosowania w motoryzacji przodują we wdrażaniu tiksokształtowania, szczególnie w przypadku elementów zawieszenia, wsporników silnika i węzłów konstrukcyjnych wymagających wysokiego stosunku wytrzymałości do wagi. Mercedes-Benz wdraża tiksokształtowane aluminiowe wahacze zawieszenia, osiągając 30% redukcję wagi przy jednoczesnym zachowaniu standardów bezpieczeństwa podczas zderzenia. Doskonała odporność na zmęczenie umożliwia optymalizację projektu niemożliwą do osiągnięcia przy konwencjonalnym odlewaniu.
Komponenty lotnicze korzystają z kontroli porowatości i właściwości mechanicznych tiksokształtowania. Elementy podwozia, obudowy siłowników i złączki konstrukcyjne wykorzystują ten proces w krytycznych zastosowaniach, gdzie konsekwencje awarii są poważne. Specyfikacje Boeinga wymagają poziomów porowatości poniżej 0,2% dla niektórych zastosowań, osiągalnych tylko poprzez przetwarzanie w stanie półstałym.
Obudowy elektroniczne wykorzystują dokładność wymiarową i właściwości ekranowania elektromagnetycznego tiksokształtowania. Magnezowe obudowy urządzeń telekomunikacyjnych osiągają zmienną grubość ścianek od 1,2 do 8 mm w pojedynczych komponentach, zachowując tolerancje ±0,1 mm na elementach mocujących.
Zastosowania w towarach konsumpcyjnych obejmują sprzęt sportowy, elektronarzędzia i komponenty urządzeń, gdzie właściwości premium uzasadniają wyższe koszty. Główki kijów golfowych produkowane metodą tiksokształtowania wykazują spójne właściwości użytkowe ze względu na jednolity rozkład gęstości.
Zaawansowane warianty procesu
Tiksowtryskiwanie łączy przetwarzanie w stanie półstałym z zasadami wtryskiwania, osiągając czasy cyklu porównywalne z usługami wtryskiwania przy jednoczesnym zachowaniu właściwości komponentów metalowych. Proces wykorzystuje ogrzewane cylindry do utrzymywania temperatur półstałych podczas wtrysku, umożliwiając tworzenie złożonych geometrii z podcięciami i wewnętrznymi wnękami.
Procesy reo-odlewania omijają przygotowanie wsadu, tworząc materiał półstały bezpośrednio z ciekłego metalu poprzez kontrolowane chłodzenie i mieszanie. Takie podejście zmniejsza koszty materiałów, ale wymaga precyzyjnej kontroli procesu, aby uzyskać spójne struktury globularne. Systemy mieszania elektromagnetycznego pracujące z częstotliwościami 50-100 Hz generują optymalne mikrostruktury.
Procesy hybrydowe łączą tiksokształtowanie z operacjami wtórnymi, takimi jak obróbka skrawaniem lub łączenie. Możliwości formowania z wkładkami umożliwiają tworzenie komponentów kompozytowych metal-polimer z mechanicznymi blokadami niemożliwymi do uzyskania konwencjonalnymi metodami montażu. Wkładki gwintowane, czujniki i połączenia elektryczne są bezproblemowo integrowane podczas formowania.
Optymalizacja procesu i rozwiązywanie problemów
Optymalizacja kontroli temperatury wymaga zrozumienia dynamiki wymiany ciepła wewnątrz kęsów półstałych. Gradienty temperatury przekraczające 10°C na średnicy kęsa powodują nierównomierny przepływ i potencjalne wady. Konstrukcja cewki indukcyjnej z wieloma strefami umożliwia kompensację gradientu, utrzymując jednolitość ±3°C.
Oprogramowanie do symulacji przepływu, takie jak MAGMASOFT i FLOW-3D, zawiera modele reologiczne półstałe do analizy wypełniania formy. Prognozy lepkości umożliwiają optymalizację wymiarowania wlewów i projektowanie ścieżek przepływu. Dokładność symulacji wymaga baz danych właściwości materiałowych specyficznych dla mikrostruktur globularnych, a nie konwencjonalnych danych dotyczących ciekłego metalu.
Typowe wady obejmują zimne szwy z powodu niewystarczającej temperatury, pęcherze powierzchniowe z powodu uwięzionych gazów i odchylenia wymiarowe z powodu niespójnych udziałów fazy stałej. Systemy monitorowania procesu śledzą kluczowe parametry w czasie rzeczywistym, a statystyczna kontrola procesu identyfikuje odchylenia przed powstaniem wad.
Harmonogramy konserwacji formy wymagają specjalistycznych procedur ze względu na różne wzorce zużycia. Obróbka powierzchni, taka jak powłoki azotkowe, wydłuża żywotność formy 2-3x w porównaniu z nieobrobioną stalą narzędziową. Aplikacja środka antyadhezyjnego różni się od odlewania w stanie ciekłym, wymagając formulacji kompatybilnych z temperaturami i ciśnieniami półstałymi.
| Rodzaj wady | Przyczyna | Metoda zapobiegania | Metoda wykrywania |
|---|---|---|---|
| Zimne szwy | Niska temperatura/ciśnienie | Kontrola parametrów procesu | Kontrola wizualna |
| Porowatość | Uwięzione powietrze/gazy | Ulepszone odpowietrzanie | Skanowanie rentgenowskie/CT |
| Pęcherze powierzchniowe | Uwięzienie gazu | Optymalizacja powłoki matrycy | Kontrola powierzchni |
| Odchyłka wymiarowa | Niejednolitość temperatury | Monitorowanie termiczne | Pomiar CMM |
Przyszłe kierunki rozwoju i nowe technologie
Integracja sztucznej inteligencji umożliwia predykcyjną kontrolę procesu poprzez analizę wzorców danych z czujników. Algorytmy uczenia maszynowego identyfikują optymalne kombinacje parametrów dla nowych geometrii, skracając czas konfiguracji i zmniejszając współczynniki złomu. Harmonogramy konserwacji predykcyjnej oparte na profilach temperatury formy i sygnaturach ciśnienia zapobiegają nieoczekiwanym awariom.
Zaawansowany rozwój stopów koncentruje się na rozszerzeniu zakresu temperatur dla przetwarzania w stanie półstałym. Zmodyfikowane składy aluminium z dodatkami metali ziem rzadkich utrzymują globularne struktury w szerszych zakresach temperatur, poprawiając niezawodność procesu. Stopy hybrydowe łączące różne metale bazowe umożliwiają tworzenie gradientów właściwości w obrębie pojedynczych komponentów.
Zastosowania w wytwarzaniu przyrostowym wykorzystują pasty tiksotropowe do bezpośredniego drukowania metalu. Półstała ekstruzja przez ogrzewane dysze umożliwia drukowanie zwisających elementów bez podpór przy jednoczesnym zachowaniu właściwości mechanicznych porównywalnych z materiałami kutymi. Wytrzymałość wiązania warstw zbliża się do właściwości materiału litego ze względu na kontrolowane profile termiczne.
Postępy w automatyzacji obejmują robotyczne systemy obsługi gorących kęsów i zautomatyzowaną kontrolę jakości. Systemy wizyjne identyfikują wady powierzchni podczas produkcji, umożliwiając regulację procesu w czasie rzeczywistym. Integracja z systemami planowania zasobów przedsiębiorstwa (ERP) optymalizuje planowanie produkcji i zarządzanie zapasami materiałowymi.
Wybór Microns Hub dla doskonałości w tiksokształtowaniu
Zamawiając komponenty tiksokształtowane od Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna w zakresie przetwarzania w stanie półstałym i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje dbałość o szczegóły wymaganą dla uzyskania optymalnych rezultatów. Dzięki kompleksowym możliwościom obejmującym nasze usługi produkcyjne, zapewniamy zintegrowane rozwiązania od optymalizacji projektu po kontrolę końcową.
Najczęściej zadawane pytania
Jakie poziomy porowatości można osiągnąć dzięki tiksokształtowaniu w porównaniu z konwencjonalnym odlewaniem ciśnieniowym?
Tiksokształtowanie konsekwentnie osiąga poziomy porowatości poniżej 0,5%, podczas gdy konwencjonalne odlewanie ciśnieniowe zazwyczaj waha się od 2 do 5%. Ta dramatyczna poprawa wynika z kontrolowanych właściwości przepływu metalu w stanie półstałym, co eliminuje turbulencje i zmniejsza uwięzienie gazów podczas wypełniania formy.
Które materiały najlepiej nadają się do zastosowań tiksokształtowania?
Stopy aluminium, takie jak A356 i A357, są najczęściej stosowane ze względu na ich szeroki zakres temperatur półstałych i doskonałe właściwości mechaniczne. Stopy magnezu (AZ91D) oferują doskonały stosunek wytrzymałości do wagi, podczas gdy stopy cynku (ZA-8) zapewniają wyjątkową dokładność wymiarową dla precyzyjnych komponentów.
Jak koszty oprzyrządowania dla tiksokształtowania wypadają w porównaniu z innymi procesami odlewania?
Początkowe koszty oprzyrządowania wahają się od 25 000 do 150 000 EUR dla typowych komponentów, podobnie jak w przypadku odlewania w formach trwałych. Jednak żywotność formy wzrasta o 40-60% ze względu na zmniejszone wstrząsy termiczne i niższe temperatury przetwarzania, co sprawia, że całkowity koszt posiadania jest bardziej korzystny dla produkcji średnio- i wielkoseryjnej.
Jakie tolerancje wymiarowe można osiągnąć dzięki tiksokształtowaniu?
Typowe tolerancje wahają się od ±0,1 do ±0,2 mm dla większości elementów, przy czym krytyczne wymiary osiągają ±0,05 mm, gdy wdrożone są odpowiednie mechanizmy kontroli procesu. Wykończenia powierzchni Ra 1,6-3,2 μm są standardem, często eliminującym wtórne operacje wykończeniowe.
Jakie minimalne wielkości produkcji sprawiają, że tiksokształtowanie jest ekonomicznie opłacalne?
Analiza progu rentowności zazwyczaj wykazuje przewagę kosztową nad komponentami obrabianymi skrawaniem przy nakładach przekraczających 1000 sztuk rocznie. W przypadku złożonych geometrii wymagających wysokiej wytrzymałości i niskiej porowatości, tiksokształtowanie staje się konkurencyjne nawet przy mniejszych nakładach ze względu na zmniejszone wymagania dotyczące obróbki skrawaniem i doskonałe właściwości materiałowe.
Jak wytrzymałość mechaniczna części tiksokształtowanych wypada w porównaniu z konwencjonalnym odlewaniem?
Tiksokształtowane aluminium A356 osiąga wytrzymałość na rozciąganie 280-320 MPa w porównaniu do 200-250 MPa w konwencjonalnym odlewaniu ciśnieniowym. Kontrolowana mikrostruktura i zmniejszona porowatość skutkują o 20-30% wyższą wytrzymałością zmęczeniową i lepszymi właściwościami wydłużenia.
Jakie są główne ograniczenia procesu tiksokształtowania?
Główne ograniczenia obejmują wąskie okno temperaturowe przetwarzania wymagające precyzyjnej kontroli (±2°C), specjalistyczne koszty przygotowania wsadu i obecne ograniczenie do określonych systemów stopowych. Złożone geometrie z bardzo cienkimi ściankami (<1,5 mm) mogą stanowić wyzwanie dla przepływu, wymagające starannej optymalizacji projektu formy.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece