Projektowanie Wzorów Wentylacyjnych: Kompromis między Ekranowaniem EMI a Przepływem Powietrza
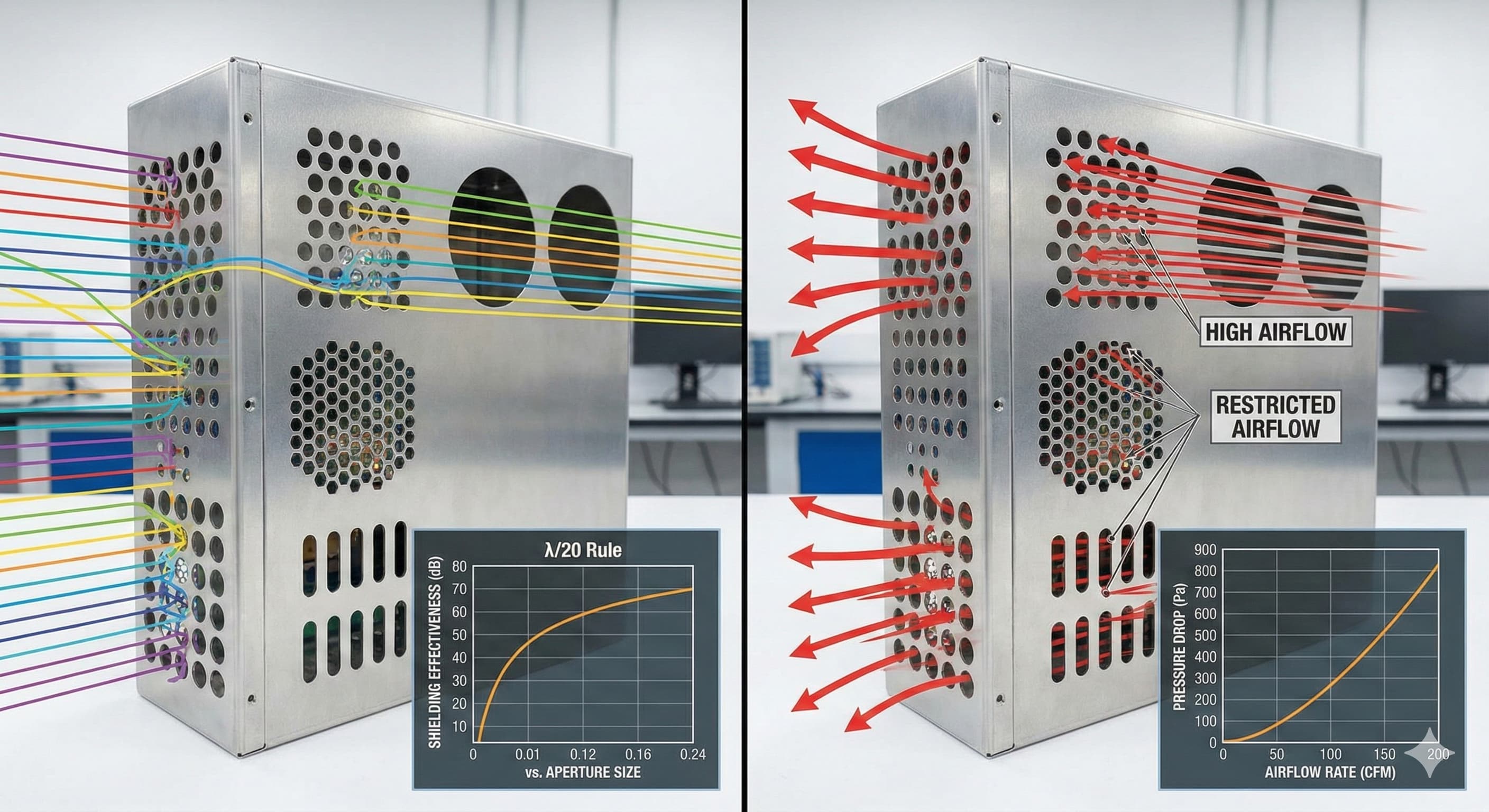
Skuteczność ekranowania EMI spada wykładniczo, gdy rozmiary otworów przekraczają λ/20 częstotliwości zakłócającej, jednak większość inżynierów odkrywa to podstawowe ograniczenie dopiero po awariach termicznych, które wymuszają zmiany w projekcie. Wyzwanie nasila się, gdy wymagania dotyczące wentylacji wymagają większych otworów, które bezpośrednio zagrażają kompatybilności elektromagnetycznej.
Kluczowe wnioski
- Rozmiar otworu musi pozostać poniżej λ/20 dla częstotliwości powyżej 1 GHz, aby utrzymać skuteczność ekranowania na poziomie 20 dB
- Wzory plastra miodu i perforowane mogą osiągnąć 60-80% wydajności przepływu powietrza przy jednoczesnym zachowaniu ochrony EMI
- Grubość i przewodność materiału znacząco wpływają zarówno na wydajność ekranowania, jak i na koszty produkcji
- Zaawansowane geometrie siatki zmniejszają spadek ciśnienia o 35% w porównaniu z tradycyjnymi wzorami z okrągłymi otworami
Zrozumienie Podstaw Ekranowania EMI
Ekranowanie przed zakłóceniami elektromagnetycznymi opiera się na trzech podstawowych mechanizmach: odbiciu, absorpcji i wielokrotnych odbiciach wewnątrz materiału ekranującego. Skuteczność zależy krytycznie od przewodności elektrycznej, przepuszczalności magnetycznej i grubości materiału ekranującego, a także od geometrii wszelkich otworów.
Dla otworów w przewodzących obudowach, skuteczność ekranowania (SE) jest zgodna z zależnością: SE = 20 log₁₀(λ/2L), gdzie λ reprezentuje długość fali, a L maksymalny wymiar otworu. Ta zależność logarytmiczna oznacza, że podwojenie rozmiaru otworu zmniejsza skuteczność ekranowania o 6 dB, co stanowi 75% redukcję ochrony.
Popularne materiały ekranujące obejmują stopy aluminium (6061-T6, 5052-H32), stopy miedzi (C11000, C10100) i gatunki stali (stal nierdzewna 304, stal walcowana na zimno 1008). Każdy materiał przedstawia odrębne kompromisy między przewodnością, kosztem i właściwościami mechanicznymi, które wpływają zarówno na wydajność EMI, jak i charakterystykę przepływu powietrza.
Wymagania dotyczące Przepływu Powietrza i Zarządzanie Ciepłem
Obudowy elektroniczne zazwyczaj wymagają przepływu powietrza w zakresie 10-50 CFM na 100 watów rozproszonej mocy, w zależności od warunków otoczenia i dopuszczalnych temperatur komponentów. To zapotrzebowanie na chłodzenie jest sprzeczne z wymaganiami ekranowania EMI, ponieważ skuteczna wentylacja wymaga otworów, które mogą zagrażać ochronie elektromagnetycznej.
Spadek ciśnienia w otworach wentylacyjnych jest zgodny z zależnością ΔP = ρv²/2 × K, gdzie ρ reprezentuje gęstość powietrza, v prędkość, a K współczynnik strat. Współczynnik strat znacznie różni się w zależności od geometrii otworu, od 0,6 dla okrągłych otworów o ostrych krawędziach do 1,2 dla prostokątnych szczelin o wysokich proporcjach.
Nowoczesne usługi obróbki blach umożliwiają precyzyjną kontrolę wymiarów otworów i wykończenia powierzchni, co bezpośrednio wpływa zarówno na wydajność przepływu powietrza, jak i wydajność EMI. Wartości chropowatości powierzchni poniżej 3,2 μm Ra zmniejszają turbulencje i związane z nimi straty ciśnienia nawet o 15%.
Geometrie Wzorów Wentylacyjnych i Wydajność
Wybór geometrii wzoru wentylacyjnego stanowi najważniejszą decyzję projektową wpływającą zarówno na ekranowanie EMI, jak i wydajność przepływu powietrza. Każdy typ wzoru oferuje odrębne zalety i ograniczenia, które należy ocenić w odniesieniu do konkretnych wymagań aplikacji.
Wzory z Okrągłymi Otworami
Okrągłe otwory zapewniają optymalną równowagę między prostotą produkcji a przewidywalnością wydajności. Zależność między średnicą otworu (d), odstępem od środka do środka (s) i procentem otwartej powierzchni jest następująca: Otwarta Powierzchnia % = π(d/s)² × 100 dla układów o kwadratowym skoku.
W przypadku zastosowań EMI powyżej 1 GHz, średnice otworów muszą pozostać poniżej 15 mm, aby utrzymać skuteczność ekranowania na poziomie 20 dB. Optymalne współczynniki odstępów (s/d) wahają się od 1,5 do 2,0, zapewniając 20-35% otwartej powierzchni przy jednoczesnym zachowaniu integralności strukturalnej w grubościach blach od 1,0 do 3,0 mm.
Heksagonalne Wzory Plastra Miodu
Geometrie plastra miodu osiągają wyższą gęstość upakowania w porównaniu z okrągłymi wzorami, umożliwiając otwarte powierzchnie do 60% przy jednoczesnym zachowaniu spójnej wydajności EMI. Heksagonalna struktura komórki zapewnia równomierny rozkład prądu i eliminuje efekty koncentracji pola powszechne w prostokątnych otworach.
Produkcja wzorów plastra miodu wymaga specjalistycznych narzędzi i precyzyjnych technik formowania, aby zachować dokładność wymiarową. Typowe rozmiary komórek wahają się od 3,2 do 12,7 mm, z grubością ścianek od 0,08 do 0,25 mm, w zależności od materiału bazowego i wymagań strukturalnych.
Konfiguracje z Wydłużonymi Szczelinami
Wzory szczelin doskonale sprawdzają się w zastosowaniach wymagających kierunkowego przepływu powietrza lub tam, gdzie względy strukturalne ograniczają okrągłe otwory. Krytycznym wymiarem dla celów EMI jest szerokość szczeliny, a nie długość, co pozwala na projektowanie o wysokim współczynniku kształtu, które maksymalizują powierzchnię przepływu powietrza.
Szerokości szczelin muszą być starannie kontrolowane, aby zapobiec wyciekom EMI, szczególnie w przypadku częstotliwości powyżej 100 MHz. Tolerancje szerokości ±0,05 mm stają się krytyczne dla utrzymania spójnej wydajności ekranowania w ilościach produkcyjnych.
| Typ wzoru | Powierzchnia Otwarta (%) | Skuteczność EMI (dB) | Spadek Ciśnienia (Pa) | Koszt Produkcji |
|---|---|---|---|---|
| Okrągłe Otwory (3 mm) | 25-30 | 25-30 | 45-55 | €2.80/dm² |
| Sześciokątne (6 mm) | 55-60 | 22-28 | 25-35 | €4.20/dm² |
| Prostokątne Szczeliny | 35-45 | 20-25 | 40-50 | €3.50/dm² |
| Siatka Perforowana | 40-50 | 28-35 | 30-40 | €5.60/dm² |
Wybór Materiału i Rozważania dotyczące Grubości
Wybór materiału bazowego znacząco wpływa zarówno na skuteczność ekranowania EMI, jak i na wykonalność produkcji. Stop aluminium 6061-T6 zapewnia doskonałą przewodność (59% IACS) i formowalność, dzięki czemu idealnie nadaje się do złożonych wzorów wentylacyjnych wymagających ciasnych promieni gięcia lub głębokiego tłoczenia.
Stal nierdzewna 304 oferuje doskonałą odporność na korozję i wytrzymałość mechaniczną, ale wymaga o 25% większych sił formowania i specjalistycznych narzędzi do precyzyjnych otworów. Przepuszczalność magnetyczna stali nierdzewnej (μᵣ ≈ 1,02) zapewnia minimalne ekranowanie magnetyczne niskiej częstotliwości w porównaniu z gatunkami stali węglowej.
Grubość blachy bezpośrednio wpływa zarówno na wydajność ekranowania, jak i na ograniczenia produkcyjne. Grubości poniżej 0,8 mm mogą wykazywać nadmierne ugięcie pod obciążeniem przepływem powietrza, podczas gdy grubości powyżej 2,5 mm znacznie zwiększają koszty materiałów i siły formowania. Optymalny zakres grubości od 1,0 do 1,6 mm równoważy wymagania strukturalne z względami ekonomicznymi.
Zaawansowane Techniki Optymalizacji Projektu
Analiza obliczeniowej dynamiki płynów (CFD) umożliwia precyzyjną optymalizację wzorów wentylacyjnych pod kątem specyficznych wymagań przepływu powietrza przy jednoczesnym zachowaniu ograniczeń EMI. Modelowanie trójwymiarowe ujawnia separację przepływu, strefy recyrkulacji i efekty odzyskiwania ciśnienia, których nie mogą przewidzieć obliczenia dwuwymiarowe.
Algorytmy optymalizacji wielokryterialnej mogą jednocześnie minimalizować spadek ciśnienia, maksymalizując skuteczność ekranowania w ramach ograniczeń produkcyjnych. Techniki te osiągnęły 15-20% poprawę wydajności przepływu powietrza w porównaniu z tradycyjnymi podejściami projektowymi.
Aby uzyskać wyniki o wysokiej precyzji, poproś o bezpłatną wycenę i uzyskaj ceny w ciągu 24 godzin od Microns Hub.
Otwory Fazowane i Zaokrąglone
Fazy wlotowe i zaokrąglone krawędzie zmniejszają separację przepływu i związane z nią straty ciśnienia o 20-30% w porównaniu z otworami o ostrych krawędziach. Kąty fazowania między 30-45° zapewniają optymalną wydajność, chociaż koszty produkcji wzrastają o około 0,80 €/dm² dla precyzyjnego wykończenia krawędzi.
Głębokość fazowania musi być kontrolowana, aby zapobiec nadmiernemu usuwaniu materiału, które mogłoby zagrozić integralności strukturalnej. Typowe głębokości fazowania wahają się od 0,2 do 0,5 razy grubości blachy, w zależności od rozmiaru otworu i właściwości materiału.
Progresywne Dobieranie Rozmiaru Otworów
Zmienne rozmiary otworów w obrębie jednego wzoru wentylacyjnego mogą optymalizować lokalne warunki przepływu przy jednoczesnym zachowaniu ogólnej wydajności EMI. Większe otwory w obszarach o niskiej prędkości zmniejszają spadek ciśnienia, podczas gdy mniejsze otwory w krytycznych strefach EMI zachowują skuteczność ekranowania.
Takie podejście wymaga zaawansowanej analizy, aby zapewnić kompatybilność elektromagnetyczną w całym spektrum częstotliwości przy jednoczesnym osiągnięciu celów zarządzania ciepłem. Złożoność produkcji znacznie wzrasta, ale w specjalistycznych zastosowaniach można osiągnąć poprawę wydajności o 25-35%.
Rozważania dotyczące Procesu Produkcyjnego
Wykrawanie pozostaje najbardziej opłacalną metodą wytwarzania prostych wzorów wentylacyjnych w ilościach powyżej 100 sztuk. Nowoczesne wykrawarki CNC osiągają dokładność pozycjonowania ±0,025 mm i mogą utrzymywać tolerancje wymiarów otworów ±0,05 mm w grubościach blach do 6,0 mm.
Cięcie laserowe zapewnia doskonałą jakość krawędzi i umożliwia złożone geometrie niemożliwe do uzyskania za pomocą konwencjonalnego wykrawania. Systemy laserów światłowodowych pracujące przy długości fali 1070 nm wytwarzają strefy wpływu ciepła (HAZ) o szerokości mniejszej niż 0,1 mm w aluminium i stali nierdzewnej, zachowując właściwości materiału przylegające do otworów.
Cięcie strumieniem wody całkowicie eliminuje efekty termiczne, ale zwiększa czas i koszt przetwarzania o 300-400% w porównaniu z metodami laserowymi. Proces ten doskonale sprawdza się w przypadku grubych materiałów (powyżej 3,0 mm) lub zastosowań wymagających absolutnie nieskazitelnych warunków krawędzi dla krytycznej wydajności EMI.
| Proces | Zakres Grubości (mm) | Jakość Krawędzi (μm Ra) | Szybkość Przetwarzania | Koszt za Część |
|---|---|---|---|---|
| Wykrawanie CNC | 0.5-6.0 | 1.6-3.2 | Wysoka | €0.15-0.45 |
| Laser Fiber | 0.3-25.0 | 0.8-1.6 | Średnia | €0.35-0.90 |
| Strumień Wodny | 1.0-150.0 | 0.4-1.2 | Niska | €1.20-3.50 |
| Cięcie Plazmowe | 3.0-50.0 | 6.3-12.5 | Wysoka | €0.25-0.75 |
Metody Testowania i Walidacji
Testowanie skuteczności ekranowania EMI jest zgodne ze standardowymi procedurami IEEE 299, wykorzystując albo zagnieżdżone komory pogłosowe, albo komórki TEM, w zależności od zakresu częstotliwości i konfiguracji próbki. Pomiary zazwyczaj obejmują zakres od 10 kHz do 18 GHz, aby uchwycić zarówno charakterystykę emisji przewodzonej, jak i promieniowanej.
Testowanie przepływu powietrza wymaga skalibrowanych tuneli aerodynamicznych lub stanowisk przepływowych zdolnych do pomiaru różnic ciśnień z rozdzielczością do 1 Pa. Anemometria termoprzewodowa zapewnia szczegółowe profile prędkości w poprzek wzorów wentylacyjnych, ujawniając jednolitość przepływu i potencjalne możliwości optymalizacji.
Połączone protokoły testowe oceniają interakcję między wydajnością termiczną i elektromagnetyczną w realistycznych warunkach pracy. Testy te często ujawniają nieoczekiwane efekty sprzężenia, w których rozszerzalność cieplna zmienia wymiary otworów na tyle, aby wpłynąć na ekranowanie EMI.
Strategie Optymalizacji Kosztów
Wydajność wykorzystania materiału znacząco wpływa na koszty produkcji, szczególnie w przypadku złożonych wzorów wentylacyjnych wymagających znacznego usuwania odpadów. Algorytmy optymalizacji zagnieżdżania mogą poprawić wydajność materiału o 15-25%, bezpośrednio zmniejszając koszty jednostkowe.
Koszty oprzyrządowania dominują w produkcji niskoseryjnej, często wymagając ponad 500 sztuk, aby zamortyzować koszty wykrojników i matryc. W przypadku ilości poniżej tego progu, cięcie laserowe zazwyczaj zapewnia lepszą ekonomię pomimo wyższych kosztów przetwarzania jednostkowego.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje dbałość o szczegóły niezbędną do uzyskania optymalnej wydajności EMI i termicznej.
Rozważania dotyczące Produkcji Wielkoseryjnej
Produkcja wielkoseryjna umożliwia specjalistyczne inwestycje w oprzyrządowanie, które mogą zmniejszyć koszty jednostkowe o 40-60%. Progresywne matryce do złożonych wzorów wentylacyjnych wymagają początkowych inwestycji w wysokości 15 000-45 000 EUR, ale osiągają prędkość przetwarzania przekraczającą 300 części na godzinę.
Operacje wtórne, takie jak nakładanie powłok, muszą uwzględniać wymagania dotyczące maskowania otworów, aby utrzymać przewodność na krytycznych interfejsach EMI. Powłoki przewodzące zwiększają koszty przetwarzania o 2,80-5,60 €/dm², ale mogą poprawić skuteczność ekranowania o 5-10 dB w niektórych zakresach częstotliwości.
Integracja z Ogólną Konstrukcją Obudowy
Umieszczenie wzoru wentylacyjnego w ogólnej geometrii obudowy krytycznie wpływa zarówno na wydajność termiczną, jak i EMI. Lokalizacje narożne zazwyczaj wykazują wyższe gęstości prądu i wymagają bardziej konserwatywnego doboru rozmiaru otworów, aby utrzymać skuteczność ekranowania.
Interfejsy uszczelkowe wokół zdejmowanych paneli stanowią szczególne wyzwanie, ponieważ odkształcenie trwałe i degradacja środowiskowa mogą tworzyć ścieżki wycieku EMI, które omijają starannie zaprojektowane wzory wentylacyjne. Uszczelki przewodzące o współczynniku kompresji 40-60% zapewniają niezawodne, długotrwałe uszczelnienie.
Kompleksowe projektowanie obudowy wymaga koordynacji między dyscyplinami inżynierii mechanicznej, termicznej i EMI. Nasze usługi produkcyjne obejmują przegląd projektu i zalecenia dotyczące optymalizacji, aby zapewnić efektywne spełnienie wszystkich kryteriów wydajności.
Przyszłe Kierunki Rozwoju i Zaawansowane Materiały
Struktury metamateriałowe oferują potencjalne przełomowe możliwości w zastosowaniach ekranowania EMI, umożliwiając otwory o długości fali mniejszej niż długość fali, które utrzymują wysokie natężenie przepływu powietrza. Te zaprojektowane materiały manipulują polami elektromagnetycznymi poprzez precyzyjne wzory geometryczne, a nie właściwości materiału objętościowego.
Technologie wytwarzania przyrostowego zaczynają umożliwiać złożone trójwymiarowe geometrie wentylacyjne niemożliwe do uzyskania za pomocą konwencjonalnych procesów obróbki blach. Bezpośrednie spiekanie laserowe metali (DMLS) może wytwarzać kręte ścieżki przepływu powietrza, które zapewniają tłumienie EMI przy jednoczesnym zachowaniu doskonałej wydajności termicznej.
Nanostrukturalne powłoki i obróbki powierzchni obiecują poprawę przewodności i odporności na korozję przy jednoczesnym zachowaniu kompatybilności z istniejącymi procesami produkcyjnymi. Rozwój ten może umożliwić nowe kombinacje materiałów i podejścia projektowe w nadchodzącej dekadzie.
Często Zadawane Pytania
Jakie ograniczenia dotyczące rozmiaru otworów są wymagane dla różnych zakresów częstotliwości EMI?
Dla częstotliwości poniżej 100 MHz, otwory do 300 mm mogą utrzymać odpowiednie ekranowanie. Między 100 MHz a 1 GHz, maksymalne wymiary otworów nie powinny przekraczać 30 mm. Powyżej 1 GHz, otwory muszą pozostać poniżej 15 mm, aby osiągnąć skuteczność ekranowania na poziomie 20 dB, przy czym dla wyższych częstotliwości wymagane są stopniowo mniejsze limity.
Jak grubość materiału wpływa zarówno na ekranowanie EMI, jak i na koszty produkcji?
Grubość materiału wpływa logarytmicznie na ekranowanie oparte na absorpcji, przy czym każde podwojenie grubości dodaje około 6 dB skuteczności. Jednak koszty produkcji rosną liniowo wraz z grubością ze względu na wyższe koszty materiałów i zwiększone siły formowania. Optymalny zakres od 1,0 do 1,6 mm równoważy wydajność z względami ekonomicznymi dla większości zastosowań.
Jakie tolerancje produkcyjne są krytyczne dla utrzymania wydajności EMI?
Tolerancje wymiarów otworów ±0,05 mm są niezbędne dla częstotliwości powyżej 1 GHz, aby zapewnić spójną wydajność ekranowania. Tolerancje położenia ±0,1 mm zapobiegają problemom z wyrównaniem otworów, które mogłyby tworzyć nieoczekiwane ścieżki wycieku. Specyfikacje jakości krawędzi poniżej 3,2 μm Ra pomagają zminimalizować efekty koncentracji prądu o wysokiej częstotliwości.
Jak różne geometrie wzorów wentylacyjnych wypadają pod względem złożoności produkcji?
Wzory z okrągłymi otworami oferują najprostszą produkcję za pomocą standardowych narzędzi do wykrawania. Wzory heksagonalne wymagają specjalistycznych narzędzi, ale zapewniają lepszą wydajność. Wydłużone szczeliny charakteryzują się umiarkowaną złożonością, ale mogą wymagać operacji wtórnych w celu uzyskania optymalnego wykończenia krawędzi. Złożone wzory ze zmiennym doborem rozmiaru wymagają cięcia laserowego CNC lub obróbki strumieniem wody.
Jakie metody testowania jednocześnie walidują wydajność EMI i termiczną?
Połączone protokoły testowe wykorzystują komory środowiskowe ze zintegrowaną możliwością pomiaru EMI. Próbki poddawane są cyklom termicznym podczas monitorowania skuteczności ekranowania w wielu pasmach częstotliwości. Takie podejście ujawnia wpływ rozszerzalności cieplnej na wymiary otworów i identyfikuje potencjalną degradację wydajności w warunkach pracy.
Jak obróbka powierzchni wpływa na ekranowanie EMI i charakterystykę przepływu powietrza?
Powłoki przewodzące mogą poprawić skuteczność ekranowania o 5-10 dB, ale mogą zwiększyć chropowatość powierzchni i spadek ciśnienia o 10-15%. Anodowanie aluminium zapewnia ochronę przed korozją przy jednoczesnym zachowaniu przewodności, ale wymaga starannej kontroli procesu, aby zapobiec nadmiernej grubości powłoki, która mogłaby zmienić wymiary otworów.
Jakie względy projektowe dotyczą zastosowań ekranowania EMI w wysokich temperaturach?
Zastosowania w wysokich temperaturach wymagają materiałów o stabilnej przewodności i minimalnej rozszerzalności cieplnej. Stal nierdzewna 321 i Inconel 625 zachowują właściwości powyżej 300°C, ale znacznie zwiększają koszty produkcji. Obliczenia rozszerzalności cieplnej muszą uwzględniać zmiany wymiarów otworów, które mogłyby zagrozić wydajności EMI w podwyższonych temperaturach.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece