Podcięcia w obróbce CNC: Frezy T-kształtne a strategie 5-osiowe
Obróbka podcięć stanowi jedno z najtrudniejszych wyzwań geometrycznych w precyzyjnej produkcji. Te elementy – zdefiniowane jako powierzchnie, do których nie można uzyskać dostępu za pomocą narzędzia skrawającego poruszającego się wzdłuż jednej osi – wymagają specjalistycznych strategii, które bezpośrednio wpływają na czasy cykli, koszty narzędzi i ogólną wykonalność projektu.
Kluczowe wnioski:
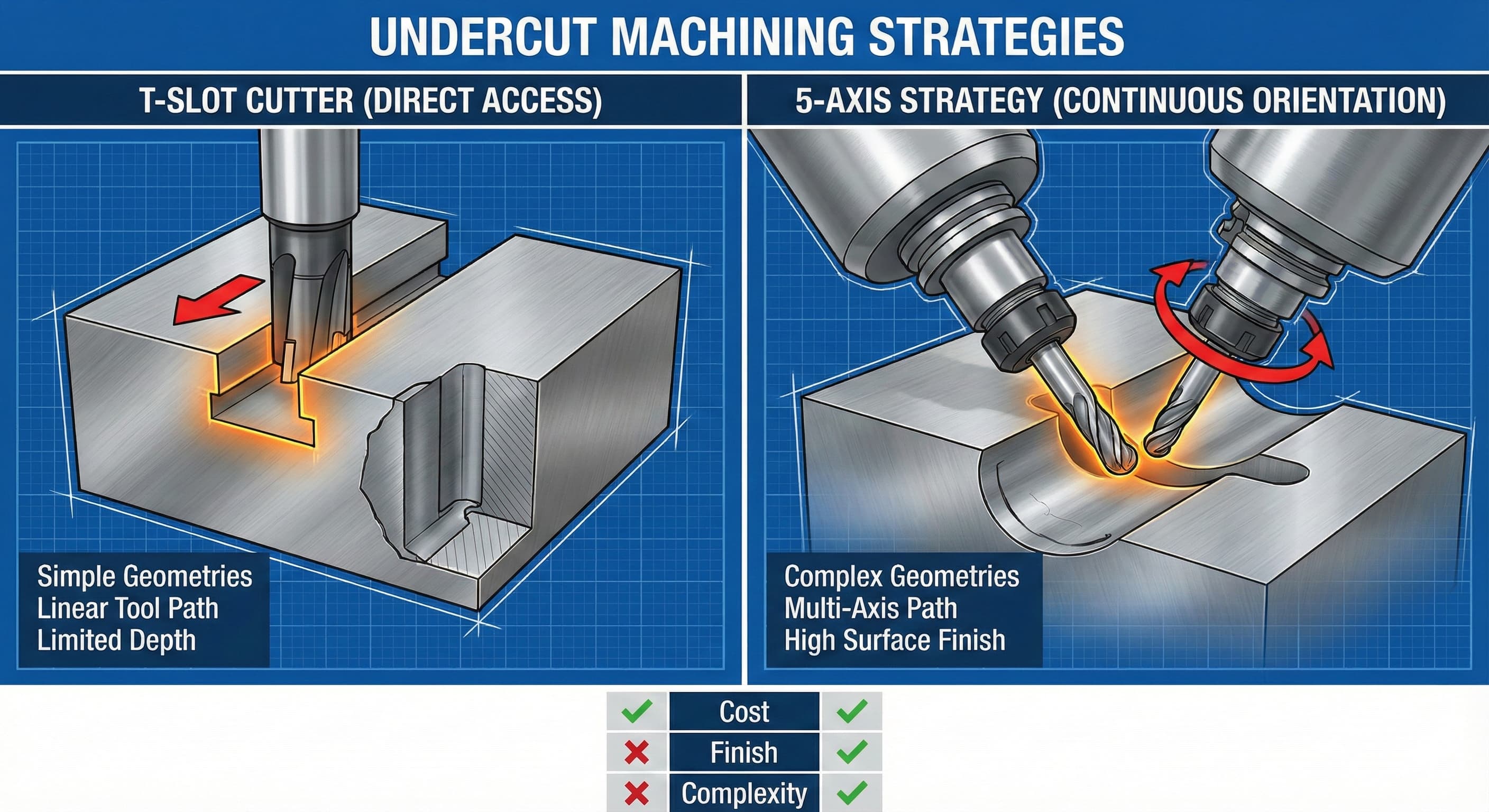
- Frezy T-kształtne doskonale sprawdzają się w przypadku prostych podcięć, ale są ograniczone do określonych geometrii i głębokości do 15-20 mm
- Jednoczesna obróbka 5-osiowa umożliwia tworzenie złożonych profili podcięć z doskonałą jakością powierzchni (Ra 0,8-1,6 μm)
- Hybrydowe podejścia łączące obie metody mogą skrócić czasy cykli o 25-40% w przypadku złożonych komponentów
- Wybór materiału i sztywność przedmiotu obrabianego determinują optymalną strategię obróbki podcięć
Zrozumienie klasyfikacji geometrii podcięć
Podcięcia w obróbce CNC dzielą się na trzy główne kategorie: proste podcięcia liniowe, złożone podcięcia krzywoliniowe i złożone podcięcia wielokierunkowe. Każda klasyfikacja wymaga różnych podejść do oprzyrządowania i możliwości maszyny.
Proste podcięcia liniowe, takie jak rowki T-kształtne i profile jaskółczego ogona, charakteryzują się geometrią prostoliniową dostępną za pomocą specjalistycznych frezów trzpieniowych. Zazwyczaj mają one głębokość od 2 do 25 mm z kątami ścianek od 45 do 90 stopni. Norma ISO 2768-m ma zastosowanie do ogólnych tolerancji, natomiast specyficzne cechy mogą wymagać bardziej rygorystycznych kontroli do ±0,05 mm.
Złożone podcięcia krzywoliniowe obejmują sferyczne wnęki, rzeźbione powierzchnie pod nawisami i organiczne kształty występujące w elementach lotniczych. Tych geometrii nie można obrabiać za pomocą konwencjonalnych strategii 3-osiowych i wymagają one ciągłych, wieloosiowych ścieżek narzędzia, aby utrzymać prawidłowe odprowadzanie wiórów i jakość powierzchni.
Złożone podcięcia łączą wiele kierunków i często charakteryzują się różną głębokością w obrębie jednego elementu. Implanty medyczne, łopatki turbin i rdzenie form wtryskowych często zawierają te trudne geometrie, które przesuwają granice zarówno oprzyrządowania, jak i możliwości maszyny.
Frezy T-kształtne: Specjalistyczne oprzyrządowanie do bezpośredniego dostępu
Frezy T-kształtne stanowią najbardziej bezpośrednie podejście do obróbki liniowych podcięć. Narzędzia te charakteryzują się wąskim trzpieniem z powiększoną głowicą tnącą, co umożliwia dostęp do ograniczonych przestrzeni podczas usuwania materiału w obszarach niedostępnych dla konwencjonalnych frezów trzpieniowych.
Standardowe frezy T-kształtne mają średnicę głowicy od 6 do 50 mm, przy czym średnice trzpienia wynoszą zwykle 30-50% wielkości głowicy, aby zapewnić niezbędną sztywność. Gatunki węglika spiekanego, takie jak K20-K30, oferują optymalną odporność na zużycie w przypadku elementów stalowych, natomiast narzędzia z końcówkami PCD doskonale sprawdzają się w stopach aluminium, takich jak 6061-T6 i 7075-T6.
Parametry skrawania dla operacji frezowania T-kształtnego wymagają starannego rozważenia ugięcia i wibracji narzędzia. Zalecane prędkości powierzchniowe wahają się od 80 do 150 m/min dla stali (w zależności od twardości), przy posuwach od 0,1 do 0,3 mm na ząb. Rozszerzona geometria narzędzia ogranicza głębokość skrawania do 0,5-2,0 mm na przejście, co znacząco wpływa na czasy cykli w przypadku głębokich podcięć.
| Typ narzędzia | Maks. głębokość (mm) | Prędkość skrawania (m/min) | Posuw (mm/ząb) | Typowy koszt (€) |
|---|---|---|---|---|
| Frez do rowków teowych HSS | 15 | 60-80 | 0.05-0.15 | 45-85 |
| Frez do rowków teowych z węglika spiekanego | 25 | 120-180 | 0.15-0.25 | 120-220 |
| Frez do rowków teowych PCD | 20 | 200-400 | 0.2-0.4 | 350-650 |
Kwestie związane z żywotnością narzędzia stają się krytyczne ze względu na wspornikową geometrię skrawania. Właściwe systemy mocowania i tłumienia drgań są niezbędne, aby zapobiec przedwczesnemu uszkodzeniu narzędzia i utrzymać dokładność wymiarową podczas całych serii produkcyjnych.
Strategie jednoczesnej obróbki 5-osiowej
Pięcioosiowa obróbka jednoczesna przekształca dostępność podcięć, umożliwiając ciągłe zmiany orientacji narzędzia na całej ścieżce skrawania. Ta możliwość pozwala konwencjonalnym frezom trzpieniowym na dostęp do złożonych geometrii przy jednoczesnym zachowaniu optymalnych warunków skrawania i doskonałej jakości powierzchni.
Podstawową zaletą jest manipulacja osią narzędzia. Przez pochylanie i obracanie przedmiotu obrabianego lub wrzeciona, narzędzia skrawające utrzymują prostopadłe zazębienie ze złożonymi powierzchniami, eliminując ograniczenia geometryczne nieodłącznie związane z podejściami z użyciem frezów T-kształtnych. Skutkuje to lepszym odprowadzaniem wiórów, zmniejszeniem sił skrawania i poprawą jakości powierzchni.
Programowanie strategii 5-osiowych podcięć wymaga zaawansowanego oprogramowania CAM zdolnego do wykrywania kolizji i optymalizacji ścieżki narzędzia. Kąty natarcia i opóźnienia muszą być starannie kontrolowane, aby zapobiec powstawaniu wżerów, zapewniając jednocześnie całkowite usunięcie materiału. Typowe kąty natarcia wahają się od 2 do 5 stopni, a kąty opóźnienia są dostosowywane w oparciu o właściwości materiału i pożądaną jakość powierzchni.
Kinematyka maszyny odgrywa kluczową rolę w wyborze strategii. Konfiguracje stołowo-stołowe (osie A i C na stole) doskonale sprawdzają się w przypadku ciężkich przedmiotów obrabianych, ale mogą mieć ograniczone kąty dostępu narzędzia. Konfiguracje głowicowo-głowicowe (osie B i C na wrzecionie) zapewniają doskonałą dostępność, ale są zwykle ograniczone do lżejszych komponentów ze względu na ograniczenia obciążenia wrzeciona.
Aby uzyskać wyniki o wysokiej precyzji, Wyślij swój projekt, aby otrzymać wycenę w ciągu 24 godzin od Microns Hub.
Optymalizacja prędkości posuwu w 5-osiowej obróbce podcięć wymaga dynamicznej regulacji w oparciu o chwilowe zazębienie narzędzia. Nowoczesne sterowniki CNC wykorzystują zaawansowane algorytmy, aby utrzymać stałe obciążenie wiórami, zapobiegając jednocześnie nagłym zmianom przyspieszenia, które mogłyby pogorszyć jakość powierzchni lub dokładność wymiarową.
Analiza porównawcza: Wydajność i czynniki kosztowe
Wybór między frezami T-kształtnymi a strategiami 5-osiowymi wymaga kompleksowej analizy geometrii części, wielkości produkcji i ograniczeń kosztowych. Każde podejście oferuje odrębne zalety w zależności od specyficznych wymagań aplikacji.
| Czynnik | Frezy do rowków teowych | 5-osiowe symultaniczne | Wpływ na wybór |
|---|---|---|---|
| Czas konfiguracji | 15-30 minut | 45-90 minut | Duża objętość sprzyja rowkom teowym |
| Złożoność programowania | Niska | Wysoka | Wymagania dotyczące umiejętności znacznie się różnią |
| Wykończenie powierzchni (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Krytyczne dla widocznych powierzchni |
| Koszt narzędzia na cechę | €2-8 | €0.50-3 | Zależne od objętości i złożoności |
| Czas cyklu (proste podcięcie) | 100% | 150-200% | Przewaga rowka teowego dla podstawowej geometrii |
Rozważania dotyczące materiału znacząco wpływają na wybór strategii. Stopy utwardzające się podczas obróbki, takie jak Inconel 718, korzystają z ciągłego skrawania możliwego dzięki podejściom 5-osiowym, podczas gdy stopy aluminium mogą osiągnąć akceptowalne wyniki przy użyciu dowolnej metody. Ulepszone właściwości odprowadzania wiórów w obróbce 5-osiowej stają się szczególnie cenne podczas pracy z materiałami podatnymi na utwardzanie się podczas obróbki lub tymi, które generują długie, nitkowate wióry.
Złożoność geometryczna służy jako główny czynnik decyzyjny. Proste rowki T-kształtne, jaskółcze ogony i liniowe podcięcia o głębokości poniżej 15 mm zazwyczaj preferują specjalistyczne frezy. Złożone podcięcia krzywoliniowe, elementy o zmiennej głębokości lub podcięcia wymagające wielu orientacji wymagają możliwości 5-osiowych.
Oceniając kompleksowe rozwiązania produkcyjne, należy wziąć pod uwagę, jak obróbka podcięć integruje się z innymi procesami. Komponenty wymagające zarówno precyzyjnych elementów CNC, jak i elementów formowanych, mogą skorzystać z naszych usług obróbki blach w celu zastosowania hybrydowych podejść produkcyjnych.
Zaawansowane strategie hybrydowe
Wyrafinowane środowiska produkcyjne często wykorzystują podejścia hybrydowe, które łączą frezy T-kształtne i strategie 5-osiowe w ramach pojedynczych programów obróbkowych. Ta metodologia optymalizuje czasy cykli przy jednoczesnym zachowaniu standardów jakości w odniesieniu do różnorodnych wymagań dotyczących elementów.
Zgrubne usuwanie podcięć często wykorzystuje strategie 5-osiowe ze standardowymi frezami trzpieniowymi, aby skutecznie usuwać większą część materiału. Doskonałe odprowadzanie wiórów i zmniejszone naprężenia narzędzia umożliwiają agresywne usuwanie materiału z prędkością 15-25 cm³/min w stopach aluminium. Ostateczne profilowanie wykorzystuje następnie specjalistyczne frezy T-kształtne, aby osiągnąć precyzyjną kontrolę wymiarową i poprawić jakość powierzchni na krytycznych powierzchniach.
Sekwencyjne zmiany narzędzi w programach hybrydowych wymagają starannego rozważenia układów odniesienia przedmiotu obrabianego i kompensacji długości narzędzia. Utrzymanie spójnych układów współrzędnych staje się krytyczne podczas przełączania między różnymi geometriami narzędzi i strategiami skrawania. Właściwe procedury ustawiania i weryfikacji zapobiegają kosztownemu złomowaniu częściowo ukończonych komponentów.
Zaawansowane systemy CAM oferują obecnie zintegrowane możliwości programowania hybrydowego, które automatycznie optymalizują wybór narzędzi i strategie skrawania w oparciu o analizę geometrii elementu. Systemy te oceniają czynniki, w tym prędkość usuwania materiału, kąty dostępu narzędzia i wymagania dotyczące jakości powierzchni, aby generować zoptymalizowane sekwencje obróbki.
Zarządzanie temperaturą staje się coraz ważniejsze w strategiach hybrydowych ze względu na zmienne obciążenia skrawaniem i wydłużone czasy cykli. Systemy chłodzenia zalanego z przepływem 15-25 litrów na minutę pomagają utrzymać stałe temperatury, zapewniając jednocześnie odpowiednie odprowadzanie wiórów dla obu metod skrawania.
Uwagi dotyczące konkretnych materiałów
Różne materiały reagują inaczej na frezy T-kształtne w porównaniu ze strategiami 5-osiowej obróbki podcięć, co wymaga dostosowanych podejść dla uzyskania optymalnych rezultatów. Zrozumienie tych specyficznych dla materiału zachowań umożliwia świadomy wybór strategii i optymalizację parametrów.
Stopy aluminium, szczególnie 6061-T6 i 7075-T6, łatwo poddają się obróbce przy użyciu obu podejść, ale wykazują różne zachowania. Frezy T-kształtne w aluminium mogą osiągać wysokie prędkości usuwania materiału dzięki doskonałym właściwościom rozpraszania ciepła, podczas gdy strategie 5-osiowe korzystają ze zdolności materiału do wytwarzania krótkich, łatwo odprowadzanych wiórów. Narzędzia z końcówkami PCD doskonale sprawdzają się w zastosowaniach z aluminium, oferując poprawę żywotności narzędzia o 300-500% w porównaniu z alternatywami z węglika spiekanego.
| Gatunek materiału | Preferowana strategia | Typowa żywotność narzędzia | Prędkość skrawania (m/min) | Specjalne uwagi |
|---|---|---|---|---|
| Al 6061-T6 | Dowolna/Hybrydowa | 2000-4000 części | 200-400 | Zapobieganie narostowi na ostrzu |
| Stal 4140 (HRC 30) | Preferowane 5-osiowe | 150-300 części | 120-180 | Kontrola umocnienia przez zgniot |
| Stal nierdzewna 316L | Wymagane 5-osiowe | 80-150 części | 80-120 | Konieczne ciągłe cięcie |
| Inconel 718 | Tylko 5-osiowe | 25-60 części | 45-80 | Krytyczne zarządzanie termiczne |
Gatunki stali nierdzewnej, takie jak 316L i 17-4 PH, stanowią wyjątkowe wyzwania ze względu na właściwości utwardzania się podczas obróbki. Frezy T-kształtne pracujące z przerywanym skrawaniem mogą powodować utwardzanie się podczas obróbki, prowadząc do szybkiego zużycia narzędzia i słabej jakości powierzchni. Pięcioosiowe strategie ciągłego skrawania utrzymują stałe zazębienie, zapobiegając utwardzaniu się podczas obróbki, jednocześnie osiągając akceptowalną żywotność narzędzia i jakość powierzchni.
Stopy tytanu, w tym Ti-6Al-4V, wymagają specjalistycznych podejść niezależnie od strategii skrawania. Niska przewodność cieplna materiału i reaktywność chemiczna z narzędziami skrawającymi wymagają zoptymalizowanych parametrów i potencjalnie egzotycznych materiałów narzędziowych. Aby uzyskać szczegółowe informacje na temat strategii obróbki tytanu, zapoznaj się z naszym przewodnikiem na temat ograniczania zużycia narzędzi w obróbce tytanu, aby uzyskać kompleksowe podejścia do optymalizacji CAD.
Uwagi dotyczące mocowania i uchwytów
Udane obróbka podcięć wymaga solidnych systemów mocowania, które są w stanie utrzymać sztywność części, zapewniając jednocześnie dostęp narzędzia do ograniczonych obszarów. Wybór między frezami T-kształtnymi a strategiami 5-osiowymi znacząco wpływa na wymagania dotyczące mocowania i złożoność konfiguracji.
Zastosowania frezów T-kształtnych zazwyczaj korzystają z konwencjonalnych konfiguracji imadeł lub płyt mocujących, ponieważ wymagania dotyczące dostępu narzędzia pozostają stosunkowo przewidywalne. Jednak rozszerzona geometria narzędzia tworzy znaczne ramiona momentu, które wzmacniają siły skrawania i wibracje. Systemy mocowania muszą zapewniać odpowiednie podparcie w pobliżu strefy skrawania, jednocześnie uwzględniając wymagania dotyczące prześwitu narzędzia.
Obróbka pięcioosiowa wymaga bardziej wyrafinowanych rozwiązań mocujących, które utrzymują dostępność przedmiotu obrabianego przez całą sekwencję złożonych ścieżek narzędzia. Mocowania typu "tombstone", indeksowane stoły obrotowe i niestandardowe konstrukcje mocowań umożliwiają wiele orientacji części, minimalizując jednocześnie zmiany konfiguracji. Możliwość obróbki podcięć pod różnymi kątami natarcia często zmniejsza całkowite wymagania dotyczące mocowania w porównaniu z metodami z użyciem frezów T-kształtnych.
W przypadku złożonych geometrii wymagających wielu ustawień należy rozważyć strategie projektowania, które obejmują uchwyty mocujące dla złożonych części CNC, aby utrzymać integralność części podczas sekwencji obróbki.
Tłumienie drgań staje się szczególnie krytyczne w przypadku operacji frezowania T-kształtnego ze względu na nieodłączną elastyczność narzędzia. Dodatkowe systemy podparcia, w tym podpórki stałe i mocowania antywibracyjne, pomagają utrzymać dokładność wymiarową i wydłużyć żywotność narzędzia. Systemy te muszą być starannie zaprojektowane, aby uniknąć kolizji ze ścieżkami narzędzia skrawającego, zapewniając jednocześnie maksymalną skuteczność podparcia.
Kontrola jakości i strategie inspekcji
Elementy podcięć stanowią wyjątkowe wyzwania inspekcyjne, które wymagają specjalistycznych technik pomiarowych i sprzętu. Ograniczenia dostępności, które komplikują obróbkę, wpływają również na procedury weryfikacji jakości.
Maszyny współrzędnościowe (CMM) wyposażone w głowice sond przegubowych umożliwiają kompleksową inspekcję podcięć, ale złożoność programowania znacznie wzrasta. Kąty dostępu sondy muszą być starannie zaplanowane, aby uniknąć kolizji, zapewniając jednocześnie pełną weryfikację elementu. Systemy sond dotykowych z kulkami o średnicy 2-5 mm zazwyczaj zapewniają optymalną równowagę między możliwością dostępu a dokładnością pomiaru.
Optyczne systemy pomiarowe, w tym skanery laserowe i systemy światła strukturalnego, oferują bezkontaktowe alternatywy inspekcyjne, szczególnie cenne w przypadku złożonych podcięć krzywoliniowych. Systemy te rejestrują pełne dane geometrii powierzchni, umożliwiając kompleksowe porównanie z modelami CAD z dokładnością zwykle w granicach ±0,025 mm dla większości zastosowań przemysłowych.
Monitorowanie w trakcie procesu staje się coraz ważniejsze w przypadku obróbki podcięć ze względu na ograniczony dostęp wizualny podczas operacji skrawania. Monitorowanie obciążenia wrzeciona, analiza wibracji i czujniki emisji akustycznej pomagają wykryć zużycie narzędzia lub anomalie skrawania, zanim wpłyną one na jakość części. Nowoczesne systemy CNC integrują te możliwości monitorowania, aby zapewnić informacje zwrotne w czasie rzeczywistym i automatyczną regulację parametrów.
Wdrożenie statystycznej kontroli procesu (SPC) wymaga starannego rozważenia powtarzalności pomiarów i techniki operatora. Elementy podcięć często wykazują wyższą niepewność pomiarową w porównaniu z dostępnymi powierzchniami, co wymaga dostosowanych limitów kontrolnych i strategii pobierania próbek, aby utrzymać skuteczną kontrolę procesu.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę poświęconą szczegółom, na jaką zasługuje, z kompleksowymi możliwościami inspekcji nawet dla najbardziej wymagających geometrii podcięć.
Strategie optymalizacji kosztów
Skuteczne zarządzanie kosztami w obróbce podcięć wymaga kompleksowej analizy kosztów oprzyrządowania, czasów cykli, wymagań dotyczących konfiguracji i kwestii jakości. Zrozumienie całkowitych konsekwencji kosztowych umożliwia podejmowanie świadomych decyzji, które równoważą wydatki początkowe z długoterminową wydajnością produkcji.
Koszty oprzyrządowania różnią się znacznie w zależności od podejścia. Frezy T-kształtne kosztują od 45 do 650 EUR w zależności od rozmiaru i powłoki, przy typowej żywotności narzędzia od 150 do 4000 części w zależności od materiału i warunków skrawania. Strategie 5-osiowe wykorzystują konwencjonalne frezy trzpieniowe kosztujące od 15 do 150 EUR, ale mogą wymagać wielu narzędzi do pełnej obróbki podcięć.
Koszty programowania i konfiguracji sprzyjają frezom T-kształtnym w przypadku prostych geometrii ze względu na zmniejszoną złożoność. Jednak strategie 5-osiowe często okazują się bardziej ekonomiczne w przypadku złożonych podcięć, biorąc pod uwagę całkowite czasy cykli i operacje wtórne. Możliwość wykonania wielu orientacji podcięć w pojedynczych konfiguracjach eliminuje pośrednie koszty obsługi i zmiany położenia.
Rozważania dotyczące wielkości produkcji znacząco wpływają na decyzje dotyczące optymalizacji kosztów. Niskoseryjne prototypy i części niestandardowe mogą preferować podejścia 5-osiowe pomimo wyższych kosztów konfiguracji, podczas gdy produkcja wielkoseryjna często korzysta z dedykowanego oprzyrządowania frezów T-kształtnych i zoptymalizowanych systemów mocowania.
Aby uzyskać kompleksową analizę kosztów obejmującą różne procesy produkcyjne, zapoznaj się z naszym szczegółowym przewodnikiem na temat czynników wpływających na koszty obróbki CNC, który zawiera konkretne strategie obniżania cen części poprzez optymalizację projektu.
Operacje wtórne, w tym gratowanie, wykańczanie powierzchni i inspekcja, zwiększają złożoność obliczeń kosztów. Obróbka pięcioosiowa zazwyczaj zapewnia lepszą jakość powierzchni, wymagającą minimalnej obróbki końcowej, podczas gdy operacje frezowania T-kształtnego mogą wymagać dodatkowych etapów wykańczania, aby osiągnąć porównywalny poziom jakości.
Integracja z usługami produkcyjnymi
Obróbka podcięć często stanowi jeden z elementów kompleksowych programów produkcyjnych, które mogą obejmować wiele procesów i technologii. Zrozumienie, w jaki sposób strategie podcięć integrują się z szerszymi możliwościami produkcyjnymi, pomaga zoptymalizować ogólną realizację projektu i efektywność kosztową.
Wiele komponentów wymagających złożonych podcięć zawiera również elementy lepiej dostosowane do alternatywnych procesów produkcyjnych. Komponenty z blachy z obrobionymi podcięciami, części odlewane wymagające obróbki wykańczającej i zespoły łączące wiele technologii produkcyjnych korzystają ze zintegrowanego planowania produkcji, które uwzględnia wszystkie interakcje procesów.
Optymalizacja czasu realizacji często wpływa na decyzje dotyczące wyboru procesu. Komponenty wymagające zarówno precyzyjnych podcięć, jak i innych operacji produkcyjnych mogą skorzystać ze strategii przetwarzania równoległego, w których różne elementy są wytwarzane jednocześnie przy użyciu odpowiednich technologii. Takie podejście minimalizuje ogólny czas trwania projektu, przy jednoczesnym zachowaniu standardów jakości we wszystkich elementach.
Integracja systemu jakości zapewnia spójne standardy w wielu procesach produkcyjnych. Gdy obróbka podcięć stanowi jeden z elementów złożonych programów produkcyjnych, utrzymanie identyfikowalności i dokumentacji staje się krytyczne dla branż o rygorystycznych wymaganiach regulacyjnych, takich jak lotnictwo, urządzenia medyczne i zastosowania motoryzacyjne.
Dowiedz się, jak obróbka podcięć integruje się z naszymi usługami produkcyjnymi, aby opracować kompleksowe rozwiązania, które optymalizują zarówno jakość poszczególnych części, jak i ogólną efektywność projektu.
Często zadawane pytania
Jaka jest maksymalna głębokość osiągalna za pomocą frezów T-kształtnych w porównaniu z obróbką 5-osiową?
Frezy T-kształtne są zwykle ograniczone do głębokości 15-25 mm ze względu na sztywność narzędzia i ograniczenia wibracyjne. Rozszerzona geometria narzędzia tworzy znaczne ugięcie, które wpływa na dokładność wymiarową poza tymi głębokościami. Obróbka pięcioosiowa przy użyciu konwencjonalnych frezów trzpieniowych może osiągnąć praktycznie nieograniczone głębokości podcięć, ponieważ narzędzia utrzymują prostopadłe zazębienie z powierzchniami niezależnie od głębokości elementu. Jednak sztywność przedmiotu obrabianego i dostępność mocowania mogą nakładać praktyczne ograniczenia na wyjątkowo głębokie elementy.
Jak wymagania dotyczące jakości powierzchni wpływają na wybór między frezami T-kształtnymi a strategiami 5-osiowymi?
Pięcioosiowa obróbka jednoczesna zazwyczaj zapewnia lepszą jakość powierzchni w zakresie od Ra 0,8 do 1,6 μm ze względu na ciągłe zazębienie narzędzia i optymalną geometrię skrawania. Frezy T-kształtne generalnie osiągają wykończenia Ra 1,6-3,2 μm ze względu na ugięcie narzędzia i przerywane skrawanie. W przypadku krytycznych powierzchni wymagających minimalnej obróbki końcowej strategie 5-osiowe oferują znaczne korzyści. Jednak specjalistyczne frezy T-kształtne ze zoptymalizowanymi geometriami i powłokami mogą osiągnąć akceptowalne wykończenia dla wielu zastosowań przy niższej złożoności programowania.
Jakie materiały nie nadają się do obróbki podcięć frezami T-kształtnymi?
Materiały utwardzające się podczas obróbki, w tym austenityczne stale nierdzewne (316L, 321), stopy Inconel i gatunki Hastelloy, słabo sprawdzają się w przypadku frezów T-kształtnych ze względu na przerywane skrawanie, które powoduje utwardzanie się podczas obróbki. Materiały te wymagają ciągłego zazębienia skrawania możliwego tylko dzięki strategiom 5-osiowym. Dodatkowo, materiały o słabej skrawalności, takie jak hartowane stale narzędziowe powyżej HRC 45, mogą powodować nadmierne zużycie narzędzia podczas używania rozszerzonych geometrii typowych dla frezów T-kształtnych.
Jak wielkość produkcji wpływa na ekonomiczny wybór między strategiami skrawania?
Produkcja niskoseryjna (1-50 części) zazwyczaj preferuje strategie 5-osiowe pomimo wyższych kosztów programowania, ponieważ inwestycje w oprzyrządowanie pozostają rozsądne, a elastyczność konfiguracji zapewnia korzyści. Średnie serie (50-500 części) wymagają szczegółowej analizy kosztów uwzględniającej żywotność narzędzia, czasy cykli i wymagania dotyczące jakości. Produkcja wielkoseryjna (>500 części) często uzasadnia dedykowane oprzyrządowanie frezów T-kształtnych i zoptymalizowane mocowania, gdy pozwala na to geometria, ponieważ zmniejszone koszty programowania i konfiguracji na część kompensują wyższe początkowe inwestycje w oprzyrządowanie.
Jakie wyzwania inspekcyjne są unikalne dla obrobionych podcięć?
Inspekcja podcięć stwarza znaczne ograniczenia dostępności, które komplikują procedury pomiarowe. Standardowe sondy CMM wymagają głowic przegubowych lub specjalistycznych konfiguracji sond, aby dotrzeć do ograniczonych obszarów, co zwiększa złożoność programowania i niepewność pomiaru. Optyczne systemy pomiarowe oferują korzyści w przypadku złożonych geometrii, ale mogą mieć problemy z powierzchniami o wysokim współczynniku odbicia lub głębokimi, wąskimi podcięciami. Sprawdziany "dobry/zły" zapewniają wydajną inspekcję produkcyjną, ale wymagają niestandardowej produkcji dla każdej geometrii podcięcia, co czyni je odpowiednimi przede wszystkim do zastosowań wielkoseryjnych.
Czy podejścia hybrydowe łączące obie metody mogą zmniejszyć ogólne koszty obróbki?
Strategie hybrydowe często zapewniają optymalną efektywność kosztową dla złożonych komponentów z wieloma typami podcięć. Użycie 5-osiowej obróbki zgrubnej do usuwania większości materiału, a następnie wykańczanie frezem T-kształtnym może skrócić czasy cykli o 25-40%, przy jednoczesnym zachowaniu dokładności wymiarowej. Jednak podejścia hybrydowe wymagają zaawansowanego programowania i starannego zarządzania zmianą narzędzi, aby utrzymać dokładność układu współrzędnych podczas całej sekwencji obróbki. Korzyści zazwyczaj uzasadniają zwiększoną złożoność w przypadku średnio- i wielkoseryjnej produkcji części o złożonej geometrii.
Jak grubość materiału przedmiotu obrabianego wpływa na wybór strategii?
Cienkościenne komponenty z podcięciami stanowią wyjątkowe wyzwania niezależnie od strategii skrawania. Frezy T-kształtne generują znaczne siły skrawania, które mogą powodować ugięcie lub wibracje w cienkich przekrojach, potencjalnie pogarszając dokładność wymiarową. Strategie 5-osiowe umożliwiają zoptymalizowane ścieżki narzędzia, które minimalizują siły skrawania poprzez odpowiednie kąty natarcia/opóźnienia i kontrolę kroku. Komponenty o grubości ścianki poniżej 2-3 mm zazwyczaj wymagają podejść 5-osiowych ze specjalistycznymi technikami obróbki cienkościennej, aby utrzymać akceptowalne tolerancje i zapobiec zniekształceniu przedmiotu obrabianego.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece