Czynniki wpływające na koszt obróbki CNC: 7 modyfikacji projektu, aby obniżyć cenę części o 30%
Większość inżynierów koncentruje się najpierw na funkcjonalności, a dopiero potem na kosztach – to kosztowny błąd, jeśli chodzi o obróbkę CNC. Po dwóch dekadach optymalizacji procesów produkcyjnych w Microns Hub zidentyfikowałem powtarzające się wzorce projektowe, które zawyżają koszty części o 20-50% bez dodawania znaczącej wartości. Rozwiązaniem nie są tańsze materiały lub dostawcy niższej jakości; są to inteligentne modyfikacje projektu, które współpracują z możliwościami CNC, a nie przeciwko nim.
Kluczowe wnioski
- Standardowa dostępność narzędzi skraca czas obróbki o 40-60% w porównaniu ze złożonymi geometriami wymagającymi specjalistycznych frezów
- Wybór materiału wykraczający poza rodzaj stopu – uwzględniający wskaźniki obrabialności i dostępność zapasów – wpływa na całkowity koszt bardziej niż cena surowca
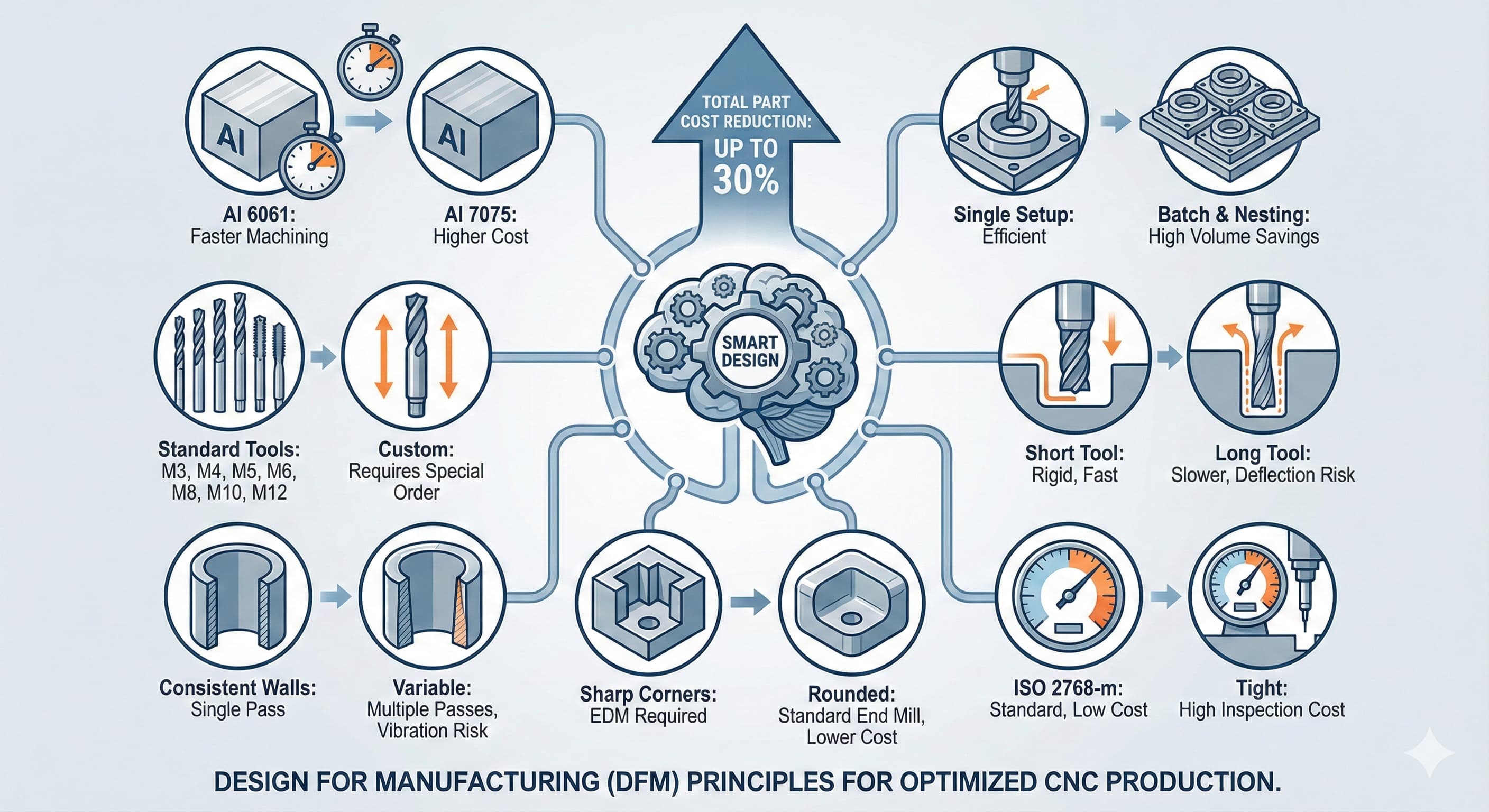
- Konsolidacja funkcji poprzez zasady projektowania pod kątem produkcji (DFM) może całkowicie wyeliminować operacje wtórne
- Strategia specyfikacji tolerancji: stosowanie wąskich tolerancji tylko tam, gdzie jest to funkcjonalnie krytyczne, znacznie skraca czas kontroli i współczynniki odrzutów
Zrozumienie struktury kosztów CNC: Ukryte zmienne
Koszty obróbki CNC dzielą się na pięć głównych kategorii, ale większość inżynierów bierze pod uwagę tylko dwie. Oprócz oczywistych kosztów materiałów i czasu pracy maszyny, złożoność konfiguracji, wymagania dotyczące narzędzi i protokoły zapewnienia jakości często stanowią 40-70% całkowitego kosztu części w przypadku produkcji nisko-średnioseryjnej.
Czas konfiguracji rośnie nieproporcjonalnie do złożoności geometrycznej. Prosty prostokątny blok ze standardowymi otworami jest obrabiany w jednej konfiguracji, podczas gdy część wymagająca wielu orientacji zwielokrotnia zarówno czas konfiguracji, jak i koszty mocowania. Każda dodatkowa konfiguracja dodaje 15-45 minut czasu nie związanego z cięciem, w zależności od złożoności części i wymagań dotyczących mocowania.
Koszty narzędzi rosną, gdy projekty wymagają specjalistycznych frezów. Standardowe frezy trzpieniowe o średnicach 3 mm, 6 mm, 10 mm i 20 mm wydajnie obsługują 85% operacji obróbki. Wymaganie frezu trzpieniowego 2,3 mm dla określonej głębokości kieszeni podwaja koszt narzędzia i wydłuża czas realizacji zamówienia na narzędzie.
| Składnik kosztu | Typowy procent | Główne czynniki | Wpływ na projekt |
|---|---|---|---|
| Surowiec | 20-35% | Rodzaj stopu, rozmiar zapasu, dostępność | Wysoki |
| Czas obróbki | 25-40% | Prędkość cięcia, efektywność ścieżki narzędzia | Bardzo wysoki |
| Konfiguracja i mocowanie | 15-25% | Liczba konfiguracji, złożoność mocowania | Bardzo wysoki |
| Oprzyrządowanie | 8-15% | Rodzaj narzędzia, częstotliwość wymiany | Wysoki |
| Zapewnienie jakości | 5-12% | Wymagania dotyczące tolerancji, czas kontroli | Średni |
Inżynierowie zazwyczaj wybierają materiały na podstawie samych właściwości mechanicznych, ignorując czynniki obrabialności, które dramatycznie wpływają na koszt produkcji. Zarówno aluminium 6061-T6, jak i 7075-T6 spełniają wymagania wytrzymałościowe dla wielu zastosowań w lotnictwie, ale 6061-T6 obrabia się o 40% szybciej ze względu na lepsze formowanie wiórów i niższe wskaźniki zużycia narzędzi.
Wskaźniki obrabialności określają ilościowo wydajność cięcia różnych stopów. Amerykański Instytut Żelaza i Stali (AISI) ocenia materiały w skali, gdzie stal AISI 1212 równa się 100%. Aluminium 6061-T6 ma ocenę 90-95%, a 7075-T6 70-75%. Ta 20-punktowa różnica przekłada się bezpośrednio na różnice w czasie cyklu.
Dostępność zapasów stanowi kolejny ukryty czynnik kosztotwórczy. Określenie płyty o grubości 25,4 mm, gdy standardowe zapasy są dostępne w rozmiarach 25 mm lub 30 mm, zwiększa straty materiału i potencjalne opóźnienia w pozyskiwaniu. Europejscy dostawcy zazwyczaj magazynują wymiary metryczne: 10 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm grubości dla płyt aluminiowych.
| Materiał | Współczynnik obrabialności | Prędkość skrawania (m/min) | Współczynnik trwałości narzędzia | Względny koszt/godzinę |
|---|---|---|---|---|
| Al 6061-T6 | 90-95 | 300-500 | 1.0 | 1.0 |
| Al 7075-T6 | 70-75 | 200-350 | 0.7 | 1.4 |
| Stal nierdzewna 316L | 45-50 | 120-180 | 0.4 | 2.5 |
| Tytan Ti-6Al-4V | 20-25 | 60-120 | 0.2 | 4.8 |
Niestandardowe średnice otworów wymuszają wymianę narzędzi i zmniejszają parametry skrawania. Standardowe rozmiary wierteł w progresji metrycznej (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm) działają z optymalnymi posuwami i prędkościami, podczas gdy otwór 4,3 mm wymaga albo wiercenia poniżej wymiaru i rozwiercania, albo uruchamiania standardowego wiertła ze zmniejszonymi parametrami.
Specyfikacje gwintów podążają za podobną logiką. Gwinty metryczne ISO (M3, M4, M5, M6, M8, M10, M12) wykorzystują standardowe rozmiary gwintowników i sprawdzone parametry skrawania. Niestandardowe gwinty wymagają specjalnych gwintowników, dłuższego czasu cyklu i wyższego ryzyka złomowania ze względu na potencjalne pęknięcie gwintownika.
Współczynniki głębokości do średnicy otworu znacząco wpływają na wydajność wiercenia i żywotność narzędzia. Utrzymywanie współczynników poniżej 3:1 dla standardowych wierteł krętych i 5:1 dla specjalistycznych wierteł do głębokich otworów optymalizuje odprowadzanie wiórów i zapobiega utwardzaniu się materiału. Otwór o średnicy 6 mm powinien sięgać maksymalnie 18 mm głębokości przy użyciu standardowych narzędzi.
Operacje pogłębiania i fazowania zwiększają złożoność, gdy wymiary nie są zgodne ze standardowymi wymaganiami dotyczącymi elementów złącznych. Śruby z łbem walcowym z gniazdem sześciokątnym ISO 4762 określają określone średnice i głębokości pogłębień. Śruby M6 wymagają pogłębień o średnicy 10 mm i głębokości 6 mm – odbieganie od tych standardów wydłuża czas obróbki bez korzyści funkcjonalnych.
Modyfikacja projektu nr 3: Wdrożenie spójnej strategii grubości ścianek
Zmienna grubość ścianek wymaga wielu przejść skrawania różnymi narzędziami, podczas gdy spójna grubość umożliwia operacje jednoetapowe z zoptymalizowanymi parametrami skrawania. Cienkie ścianki poniżej 1,5 mm grubości w aluminium lub 2 mm w stali wprowadzają problemy z wibracjami, wymagające zmniejszenia prędkości skrawania i specjalistycznego mocowania.
Operacje kieszeniowe znacznie korzystają ze spójnej grubości dna. Oprogramowanie do programowania optymalizuje ścieżki narzędzia, gdy usuwanie materiału pozostaje jednolite podczas całej operacji skrawania. Kieszenie o zmiennej głębokości wymagają wielu przejść zgrubnych i proporcjonalnie wydłużają czas cyklu.
Kąty pochylenia eliminują wtórne operacje obróbki dla części wymagających montażu po obróbce lub procesów powlekania. Włączenie kątów pochylenia 0,5-2,0 stopnia na pionowych ścianach upraszcza wyjmowanie części z uchwytów i zmniejsza powstawanie zadziorów podczas operacji skrawania.
Aby uzyskać wyniki o wysokiej precyzji, prześlij swoje pliki CAD do silnika natychmiastowej wyceny Microns Hub.
Modyfikacja projektu nr 4: Minimalizacja złożoności funkcji poprzez optymalizację geometryczną
Złożone cechy geometryczne wykładniczo zwiększają czas programowania i złożoność obliczeń ścieżki narzędzia. Ostre wewnętrzne narożniki wymagają wykańczania EDM lub wielu przejść narzędzia z progresywnie mniejszymi frezami trzpieniowymi. Określenie narożników o promieniu 0,5 mm zamiast ostrych narożników eliminuje operacje wtórne przy jednoczesnym zachowaniu wydajności funkcjonalnej w większości zastosowań.
Podcięcia i odwrócone kąty pochylenia wymuszają dodatkowe konfiguracje lub specjalistyczne oprzyrządowanie. Możliwości obróbki w pięciu osiach obsługują niektóre złożone geometrie w pojedynczych konfiguracjach, ale złożoność programowania i czas konfiguracji często przekraczają oszczędności kosztów wynikające ze zmniejszonej obsługi. Eliminacja podcięć poprzez zmianę projektu zazwyczaj obniża całkowity koszt, jednocześnie poprawiając wytrzymałość części dzięki lepszemu rozkładowi naprężeń.
Wymagania dotyczące wykończenia powierzchni wpływają na wybór parametrów skrawania i strategie przejść końcowych. Wykończenie powierzchni Ra 1,6 μm uzyskuje się za pomocą standardowych parametrów obróbki, podczas gdy Ra 0,8 μm wymaga dodatkowych przejść wykańczających przy zmniejszonych prędkościach posuwu. Wykończenia lustrzane poniżej Ra 0,4 μm wymagają wtórnych operacji polerowania, co znacznie zwiększa koszt i czas realizacji.
| Typ cechy | Standardowe podejście | Mnożnik czasu | Wpływ na koszt | Alternatywa DFM |
|---|---|---|---|---|
| Ostry narożnik wewnętrzny | Wielokrotne przejścia narzędzia + EDM | 3.5x | +250% | Narożnik o promieniu 0,5 mm |
| Głębokie wąskie gniazdo | Cięcie wgłębne + frezowanie boczne | 2.8x | +180% | Szersze gniazdo lub otwór przelotowy |
| Złożone podcięcie | 5-osiowe lub wiele ustawień | 4.2x | +320% | Eliminacja lub uproszczenie geometrii |
| Bardzo cienka ścianka (<1mm) | Lekkie cięcia, specjalne mocowania | 2.2x | +120% | Zwiększyć do minimum 1,5 mm |
Specyfikacja tolerancji stanowi najczęstszy czynnik zawyżający koszty w obróbce precyzyjnej. Tolerancje ogólne ISO 2768 obsługują większość wymagań funkcjonalnych bez konkretnych odniesień. Klasa średnia (ISO 2768-m) zapewnia ±0,1 mm dla wymiarów do 30 mm, ±0,15 mm dla wymiarów 30-120 mm i ±0,2 mm dla wymiarów 120-400 mm.
Krytyczne tolerancje wymagające monitorowania statystycznej kontroli procesu (SPC) wydłużają czas kontroli i potencjalne koszty poprawek. Każdy wymiar wymagający weryfikacji za pomocą współrzędnościowej maszyny pomiarowej (CMM) wydłuża czas kontroli o 2-5 minut plus wymagania dotyczące dokumentacji. Ograniczenie wąskich tolerancji do cech krytycznych funkcjonalnie znacznie zmniejsza koszty ogólne związane z zapewnieniem jakości.
Zastosowanie wymiarowania i tolerancji geometrycznych (GD&T) zgodnie z normami ASME Y14.5 skuteczniej komunikuje intencje projektowe niż tradycyjne tolerancje plus/minus. Jednak złożone schematy GD&T wymagające specjalistycznego sprzętu kontrolnego zwiększają koszt bez odpowiadających korzyści funkcjonalnych w wielu zastosowaniach.
Tolerancje położenia dla wzorów otworów wyraźnie demonstrują tę zasadę. Tolerancja położenia ±0,05 mm na okręgu podziałowym śrub wymaga kontroli CMM, podczas gdy tolerancja ±0,1 mm umożliwia weryfikację za pomocą sprawdzianu "dobry/zły" przy jednej trzeciej kosztów kontroli.
Modyfikacja projektu nr 6: Optymalizacja dostępu do obróbki i prześwitu narzędzia
Ograniczenia dostępu narzędzia wymuszają stosowanie dłuższych narzędzi o zmniejszonej sztywności, zwiększając wibracje i ograniczając parametry skrawania. Standardowe współczynniki długości do średnicy frezu trzpieniowego wynoszące 3:1 lub 4:1 zapewniają optymalną sztywność w większości zastosowań. Wymaganie współczynników 6:1 lub wyższych zmniejsza prędkości skrawania o 30-50% i zwiększa ryzyko ugięcia narzędzia.
Wymagania dotyczące prześwitu wokół obrabianych elementów umożliwiają wybór większego, bardziej sztywnego oprzyrządowania. Frez trzpieniowy 20 mm usuwa materiał 4 razy szybciej niż frez trzpieniowy 10 mm, gdy istnieje wystarczający prześwit. Operacje kieszeniowe szczególnie korzystają z dużych promieni narożników pasujących do dostępnych rozmiarów narzędzi.
Integracja projektu uchwytu podczas fazy projektowania części eliminuje problemy z interferencjami i zmniejsza złożoność konfiguracji. Standardowy rozstaw szczęk imadła, wymiary stołu obrotowego i ograniczenia mocowania powinny wpływać na decyzje projektowe na wczesnym etapie procesu rozwoju, zamiast wymuszać kosztowne rozwiązania w zakresie niestandardowych uchwytów.
Dostępność programowania wpływa zarówno na początkowy czas programowania, jak i na przyszłą wydajność modyfikacji. Elementy znajdujące się w trudno dostępnych obszarach wymagają konserwatywnych parametrów skrawania i obszernej weryfikacji ścieżki narzędzia, co wydłuża zarówno czas programowania, jak i czas cyklu.
Modyfikacja projektu nr 7: Przetwarzanie wsadowe i konsolidacja funkcji
Konsolidacja funkcji zmniejsza wymianę narzędzi i optymalizuje sekwencje skrawania. Grupowanie wszystkich operacji wiercenia umożliwia konfigurację pojedynczego narzędzia z zoptymalizowanymi parametrami dla wielu rozmiarów otworów. Sekwencyjne operacje kieszeniowe o spójnych głębokościach usprawniają przejścia zgrubne i wykańczające.
Eliminacja operacji wtórnych poprzez optymalizację konfiguracji podstawowej stanowi znaczącą możliwość redukcji kosztów. Części wymagające wiercenia, gwintowania i pogłębiania są wykonywane wydajnie, gdy położenie otworów umożliwia dostępność w jednej konfiguracji. Złożone części wymagające operacji odwracania lub wielu konfiguracji mocowania zwielokrotniają czas obsługi i wprowadzają problemy z dokładnością położenia.
Uwzględnienie projektu przyjaznego dla partii umożliwia wydajne skalowanie produkcji. Części zaprojektowane z myślą o prostym mocowaniu i spójnych wymaganiach dotyczących narzędzi są przetwarzane wydajnie w ilościach od prototypu do wielkości produkcyjnych. Nasze usługi produkcyjne optymalizują procedury konfiguracji dla metod produkcji odpowiednich do wielkości.
Optymalizacja wykorzystania materiału poprzez geometrie przyjazne dla zagnieżdżania zmniejsza straty surowca i umożliwia wydajne programowanie dla konfiguracji wieloczęściowych. Prostokątne lub okrągłe profile graniczne zagnieżdżają się wydajniej niż złożone profile zewnętrzne wymagające pojedynczych elementów zapasowych.
| Strategia Projektowania | Oszczędność Czasu | Redukcja Kosztów | Wpływ na Jakość | Trudność Wdrożenia |
|---|---|---|---|---|
| Standardowe Rozmiary Narzędzi | 20-35% | 15-28% | Poprawiony | Niski |
| Spójna Grubość Ścianki | 15-25% | 12-20% | Neutralny | Średni |
| Uproszczone Tolerancje | 5-15% | 8-18% | Neutralny | Niski |
| Konsolidacja Cech | 25-40% | 20-35% | Poprawiony | Wysoki |
| Optymalizacja Materiałowa | 10-20% | 15-25% | Poprawiony | Średni |
Wdrożenie tych strategii redukcji kosztów wymaga systematycznej integracji przeglądu projektu z istniejącymi procesami rozwoju. Przegląd DFM na wczesnym etapie identyfikuje możliwości optymalizacji przed zamrożeniem projektu, kiedy modyfikacje pozostają stosunkowo proste i niedrogie.
Analiza modelu CAD przy użyciu oprogramowania do symulacji produkcji przewiduje sekwencje obróbki i identyfikuje potencjalne problemy przed fizyczną produkcją. Narzędzia programowe, takie jak CAMWorks, Mastercam lub Fusion 360, zapewniają realistyczne szacunki czasu cyklu i podkreślają problematyczne cechy wymagające uwagi projektowej.
Współpraca międzyfunkcyjna między inżynierami projektantami a inżynierami produkcji zapewnia optymalną równowagę między wymaganiami funkcjonalnymi a wydajnością produkcji. Regularne przeglądy projektów z uwzględnieniem danych wejściowych dotyczących produkcji zapobiegają kosztownym cyklom przeprojektowywania i przyspieszają realizację celów związanych z czasem wprowadzenia produktu na rynek.
Standardy dokumentacji uwzględniające wytyczne DFM umożliwiają spójne stosowanie w wielu projektach i przez członków zespołu. Ustandaryzowane zasady projektowania, preferowane specyfikacje materiałów i zatwierdzone schematy tolerancji zmniejszają zmienność projektu i umożliwiają bardziej wydajne planowanie wycen i produkcji.
Pomiar sukcesu redukcji kosztów
Określenie ilościowe osiągnięć w zakresie redukcji kosztów wymaga ustalenia wartości bazowej i systematycznego śledzenia w wielu składnikach kosztów. Całkowity koszt części obejmuje materiał, czas obróbki, czas konfiguracji, zużycie narzędzi i koszty ogólne związane z zapewnieniem jakości – każdy z nich reaguje inaczej na określone modyfikacje projektu.
Pomiar redukcji czasu cyklu zapewnia najbardziej bezpośredni wskaźnik wydajności produkcji. Porównanie rzeczywistego czasu obróbki przed i po optymalizacji projektu określa ilościowo wielkość poprawy i potwierdza teoretyczne przewidywania z oprogramowania do symulacji.
Wskaźniki jakości, w tym wskaźniki wydajności przy pierwszym przejściu i odsetki złomu, wskazują na poprawę solidności projektu wykraczającą poza prostą redukcję kosztów. Uproszczone projekty zazwyczaj wykazują poprawioną produktywność dzięki zmniejszonej zmienności i wyższym wskaźnikom zdolności procesu.
Długoterminowe śledzenie kosztów ujawnia skuteczność strategii optymalizacji w różnych wielkościach produkcji i okresach czasu. Początkowe korzyści z redukcji złożoności konfiguracji mnożą się przy większych ilościach produkcji, podczas gdy optymalizacja materiałów zapewnia spójne korzyści niezależnie od poziomów produkcji.
Często zadawane pytania
Jaka jest najskuteczniejsza pojedyncza zmiana projektu w celu zmniejszenia kosztów obróbki CNC?
Standaryzacja rozmiarów otworów i specyfikacji gwintów zazwyczaj zapewnia 15-25% redukcję kosztów przy minimalnym wpływie na projekt. Używanie standardowych metrycznych rozmiarów wierteł (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm) i gwintów metrycznych ISO eliminuje specjalne wymagania dotyczące narzędzi i umożliwia optymalne parametry skrawania podczas całej produkcji.
Jak specyfikacje tolerancji wpływają na całkowity koszt części?
Wąskie tolerancje poniżej ±0,05 mm mogą zwiększyć koszt części o 30-80% poprzez dodatkowe wymagania dotyczące kontroli i potencjalne poprawki. Stosowanie tolerancji ogólnych ISO 2768 dla wymiarów niekrytycznych i rezerwowanie wąskich tolerancji tylko dla cech krytycznych funkcjonalnie skutecznie optymalizuje równowagę kosztów i wydajności.
Które materiały oferują najlepszy stosunek obrabialności do wydajności w celu optymalizacji kosztów?
Aluminium 6061-T6 zapewnia doskonałą obrabialność (ocena 90-95) z dobrymi właściwościami wytrzymałościowymi w większości zastosowań. W przypadku elementów stalowych gatunki 1018 lub 12L14 oferują lepszą obrabialność w porównaniu ze stopami nierdzewnymi, zachowując jednocześnie odpowiednią wytrzymałość w wielu zastosowaniach konstrukcyjnych.
Jak złożoność funkcji wpływa na czas i koszt obróbki?
Złożone funkcje wymagające specjalistycznego oprzyrządowania lub wielu konfiguracji mogą zwiększyć koszt części o 200-400%. Ostre wewnętrzne narożniki, głębokie wąskie szczeliny i złożone podcięcia szczególnie wpływają na koszt poprzez wydłużony czas programowania, specjalistyczne wymagania dotyczące narzędzi i zmniejszone parametry skrawania.
Jakie wytyczne dotyczące grubości ścianek minimalizują koszty obróbki przy jednoczesnym zachowaniu integralności strukturalnej?
Utrzymywanie minimalnej grubości ścianki 1,5 mm dla aluminium i 2,0 mm dla stali eliminuje problemy z wibracjami i umożliwia standardowe parametry skrawania. Spójna grubość ścianki w całej części umożliwia operacje jednoetapowe i zoptymalizowane programowanie ścieżki narzędzia.
Jak wymagania dotyczące konfiguracji wpływają na koszty produkcji małych partii?
Każda dodatkowa konfiguracja dodaje 15-45 minut czasu nie związanego z cięciem, co znacząco wpływa na ekonomię małych partii. Projektowanie części do obróbki w jednej konfiguracji może skrócić całkowity czas produkcji o 40-60% dla ilości poniżej 50 sztuk, dzięki czemu prototypowanie i produkcja małoobjętościowa są bardziej opłacalne.
Jaki jest związek między wymaganiami dotyczącymi wykończenia powierzchni a kosztem obróbki?
Wymagania dotyczące wykończenia powierzchni poniżej Ra 1,6 μm wykładniczo wydłużają czas obróbki. Ra 0,8 μm wymaga 40-60% dodatkowego czasu wykańczania, podczas gdy Ra 0,4 μm wymaga wtórnych operacji polerowania, co zwiększa koszt o 150-300% w porównaniu ze standardowymi wykończeniami obrabianymi.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece