Redukcja zużycia narzędzi w obróbce tytanu: Zoptymalizowane strategie CAD
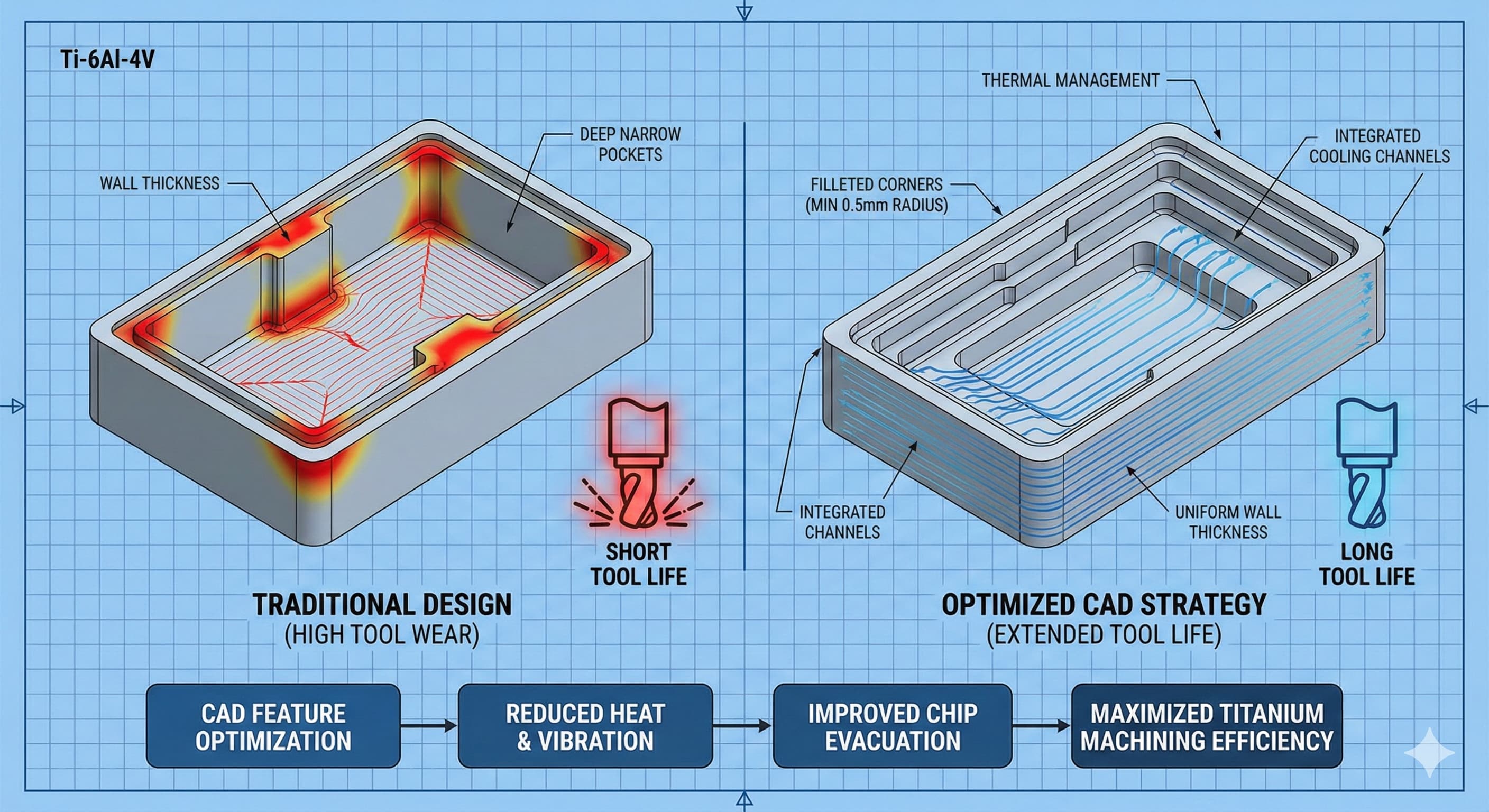
Obróbka tytanu stanowi jedno z największych wyzwań w produkcji: zrównoważenie wyjątkowych właściwości Ti-6Al-4V i innych stopów tytanu z ich notoryczną tendencją do niszczenia narzędzi skrawających. Współczynniki zużycia narzędzi w tytanie mogą przekraczać obróbkę stali o 300-500%, a narzędzia z węglików spiekanych wytrzymują zaledwie kilka minut w nieoptymalnych warunkach. Rozwiązanie tkwi nie tylko w parametrach skrawania, ale w strategicznych decyzjach projektowych CAD, które zasadniczo zmieniają dynamikę obróbki.
Kluczowe wnioski
- Strategiczne zorientowanie cech w CAD może skrócić czas kontaktu narzędzia nawet o 40%, co znacznie wydłuża jego żywotność.
- Właściwa konstrukcja promienia narożnego (minimum 0,5 mm) eliminuje koncentratory naprężeń, które przyspieszają uszkodzenie narzędzia z węglików spiekanych.
- Optymalizacja objętości usuwanego materiału poprzez inteligentne rozmieszczenie cech skraca całkowity czas obróbki i wytwarzanie ciepła.
- Zintegrowana konstrukcja kanałów chłodzących w złożonych częściach umożliwia ciągły dostęp chłodziwa do krytycznych stref skrawania.
Zrozumienie mechanizmów zużycia narzędzi w tytanie
Niska przewodność cieplna tytanu (16,4 W/m·K w porównaniu do 237 W/m·K w przypadku aluminium) tworzy idealne warunki do degradacji narzędzia. Ciepło wytwarzane w strefie skrawania nie może rozproszyć się przez obrabiany przedmiot, koncentrując się na styku narzędzia z wiórem, gdzie temperatury sięgają 800-1000°C. To obciążenie termiczne łączy się z reaktywnością chemiczną tytanu, tworząc zużycie adhezyjne, w którym atomy tytanu wiążą się bezpośrednio z powierzchniami węglików spiekanych.
Charakterystyka umocnienia przez zgniot Ti-6Al-4V potęguje to wyzwanie. Pod wpływem sił skrawania mikrostruktura materiału przekształca się ze stosunkowo obrabialnej fazy α+β w utwardzoną strukturę, która może osiągnąć 45-50 HRC w bezpośredniej warstwie podpowierzchniowej. Ta utwardzona warstwa, zazwyczaj o głębokości 0,05-0,15 mm, powoduje zużycie ścierne podczas kolejnych przejść narzędzia.
Zacieranie stanowi kolejny krytyczny tryb uszkodzenia. Tendencja tytanu do zgrzewania na zimno pod ciśnieniem powoduje powstawanie narostu na narzędziach skrawających. Te zgrzane osady zmieniają geometrię narzędzia, zwiększając siły skrawania i przyspieszając katastrofalne uszkodzenie poprzez odpryskiwanie lub wykruszanie krawędzi.
Strategie CAD minimalizujące kontakt narzędzia
Najskuteczniejsze podejście do redukcji zużycia narzędzi zaczyna się od strategicznego zorientowania cech podczas fazy projektowania. Tradycyjne podejścia do obróbki często pozycjonują cechy w oparciu wyłącznie o wymagania funkcjonalne, ignorując implikacje sekwencji obróbki. Inteligentny projekt CAD uwzględnia długość ścieżki narzędzia skrawającego i kąt kontaktu dla każdej cechy.
Optymalizacja głębokości kieszeni stanowi krytyczną decyzję projektową. Głębokie kieszenie (stosunek głębokości do szerokości przekraczający 3:1) stwarzają trudne warunki ewakuacji, w których wióry nie mogą skutecznie uciec. Prowadzi to do ponownego skrawania, podwyższonych temperatur i szybkiej degradacji narzędzia. Alternatywy projektowe obejmują konfiguracje kieszeni schodkowych lub wielopoziomowe strategie obróbki, które utrzymują optymalny stosunek głębokości do szerokości poniżej 2:1.
Spójność grubości ścianki w całej geometrii części eliminuje zmienne obciążenia skrawaniem, które powodują odchylenie narzędzia i przedwczesne zużycie. Utrzymanie jednolitej grubości ścianki 2,0-3,0 mm w całym projekcie pozwala na spójne parametry skrawania i przewidywalną żywotność narzędzia. Gdy zmiana grubości jest nieunikniona, stopniowe przejścia na odległości co najmniej 10 mm zapobiegają nagłym zmianom obciążenia.
Promienie narożne zasługują na szczególną uwagę w zastosowaniach tytanowych. Ostre narożniki wewnętrzne tworzą koncentratory naprężeń, które prowadzą do pęknięcia narzędzia, podczas gdy promienie poniżej 0,3 mm wymagają narzędzi o małej średnicy, podatnych na odchylenia i szybkie zużycie. Optymalne promienie narożników wewnętrznych wahają się od 0,5 do 1,5 mm, dopasowując się do dostępnych geometrii narzędzi z węglików spiekanych, zapewniając jednocześnie odpowiednią wytrzymałość dla sił skrawania tytanu.
| Typ cechy | Tradycyjny projekt | Zoptymalizowany projekt | Poprawa żywotności narzędzia |
|---|---|---|---|
| Wewnętrzne narożniki | Promień 0.1-0.3 mm | Promień 0.5-1.5 mm | 200-300% |
| Głębokość kieszeni | Głębokość/Szerokość > 3:1 | Głębokość/Szerokość< 2:1 | 150-250% |
| Grubość ścianki | Zmienna (1-5 mm) | Stała (2-3 mm) | 100-200% |
| Przejścia powierzchni | Ostre zmiany | Stopniowe (>10 mm) | 75-150% |
Zaawansowana geometria cech dla ochrony narzędzi
Strategie najeżdżania muszą być brane pod uwagę podczas fazy CAD, aby zapewnić optymalne warunki wejścia narzędzia. Pionowe cięcia wgłębne w tytanie powodują maksymalne obciążenia skrawaniem i szok termiczny. Cechy konstrukcyjne powinny zawierać powierzchnie najeżdżania o kątach od 2 do 5 stopni, umożliwiając stopniowe wejście narzędzia, które rozkłada siły skrawania na wydłużonej długości kontaktu.
Konstrukcja otworów wymaga szczególnej uwagi w przypadku obróbki tytanu. Standardowe operacje wiercenia powodują znaczne zużycie narzędzia ze względu na słabą ewakuację wiórów i skoncentrowane wytwarzanie ciepła. Projekty CAD powinny zawierać wstępnie obrobione fazowania lub pogłębiania, które umożliwiają rozpoczęcie operacji wiercenia ze zmniejszonymi obciążeniami skrawaniem. W przypadku krytycznych otworów geometria interpolacji helikalnej powinna być zaprojektowana w otaczających cechach, aby umożliwić to doskonałe podejście do obróbki.
Modyfikacje konstrukcji gwintu mogą radykalnie wpłynąć na żywotność narzędzia w zastosowaniach tytanowych. Standardowe gwinty metryczne o kątach wierzchołka 60 stopni powodują wysokie siły skrawania podczas operacji gwintowania. Tam, gdzie to możliwe, zmodyfikowane kształty gwintów o kątach wierzchołka 45-50 stopni zmniejszają obciążenia skrawaniem, zachowując jednocześnie odpowiednią wytrzymałość gwintu dla większości zastosowań. Geometria wybiegu gwintu powinna zapewniać odpowiednią długość (minimum 3 skoki gwintu) dla stopniowego wycofywania narzędzia.
W przypadku zastosowań wymagających precyzyjnych usług obróbki CNC, dostępność cech staje się najważniejsza. Zamknięte cechy wymagające głębokich przedłużeń narzędzi powinny być przeprojektowane jako otwarte geometrie, gdzie to możliwe. Takie podejście umożliwia stosowanie krótszych, bardziej sztywnych narzędzi, które są odporne na odchylenia i zachowują integralność krawędzi skrawającej przez wydłużone cykle obróbki.
Optymalizacja objętości usuwanego materiału
Strategiczne rozmieszczenie materiału w projektach CAD może zminimalizować całkowity czas obróbki i związane z tym zużycie narzędzi. Zasada polega na skoncentrowaniu usuwania materiału w obszarach, w których można zoptymalizować warunki skrawania, przy jednoczesnym zminimalizowaniu materiału w regionach wymagających trudnego dostępu narzędzia lub niekorzystnych geometrii skrawania.
Naddatki na obróbkę zgrubną powinny być włączone do początkowego projektu, aby umożliwić skuteczne strategie usuwania materiału. Zamiast obrabiać wymiary końcowe bezpośrednio z litego materiału, projekty powinny zawierać geometrie pośrednie, które umożliwiają operacje zgrubne za pomocą wytrzymałych narzędzi, a następnie przejścia wykańczające ze zoptymalizowanymi warunkami skrawania. Typowe naddatki na obróbkę zgrubną dla tytanu wahają się od 0,5 do 1,5 mm na powierzchnię, w zależności od złożoności części.
Konfiguracje żeber i ścianek mają znaczący wpływ na wydajność obróbki. Tradycyjne konstrukcje żeber o stałej grubości często wymagają rozległych operacji półwykańczających, które przyspieszają zużycie narzędzia. Konstrukcje żeber stożkowych o grubości zmniejszającej się od podstawy do wierzchołka umożliwiają bardziej wydajne sekwencje obróbki, zachowując jednocześnie wymagania konstrukcyjne. Grubość podstawy powinna odpowiadać dostępnym średnicom narzędzi (zazwyczaj 6-12 mm), podczas gdy grubość wierzchołka może zmniejszyć się do minimum 2-3 mm.
Integracja konstrukcji bossów wpływa zarówno na dostęp narzędzia, jak i obciążenia skrawaniem. Izolowane bossy wymagają indywidualnych podejść narzędziowych, które zwiększają całkowity czas obróbki i zmiany narzędzi. Tam, gdzie jest to funkcjonalnie akceptowalne, cechy bossów powinny być zintegrowane z otaczającą geometrią lub zaprojektowane jako ciągłe cechy, które umożliwiają wydajne ścieżki narzędzi z spójnymi obciążeniami skrawaniem.
Zarządzanie termiczne poprzez projekt
Rozpraszanie ciepła stanowi krytyczny czynnik w żywotności narzędzi tytanowych, wymagający projektów CAD, które ułatwiają skuteczne strategie chłodzenia. Tradycyjne zastosowania chłodzenia przez zalewanie często nie docierają do krytycznych stref skrawania, szczególnie w głębokich cechach lub zamkniętych geometriach. Modyfikacje konstrukcyjne mogą zapewnić dostęp chłodziwa tam, gdzie jest to najbardziej potrzebne.
Kanały chłodzące powinny być zintegrowane z geometrią części podczas fazy projektowania, a nie dodawane jako dodatek. Kanały te, zazwyczaj o średnicy 4-6 mm, zapewniają ukierunkowany przepływ chłodziwa do krytycznych stref skrawania. Umieszczenie kanałów musi uwzględniać sekwencję obróbki, aby zapewnić, że pozostaną nienaruszone podczas operacji zgrubnych, zapewniając jednocześnie chłodzenie podczas przejść wykańczających.
Grubość materiału wpływa na masę termiczną i charakterystykę absorpcji ciepła. Grube przekroje (>20 mm) zapewniają lepsze odprowadzanie ciepła, ale mogą wymagać wewnętrznych cech chłodzących. Cienkie przekroje (<5 mm) oferują szybkie rozpraszanie ciepła, ale mogą ulegać odkształceniom termicznym. Optymalne zakresy grubości dla zastosowań tytanowych mieszczą się w przedziale 8-15 mm, zapewniając odpowiednią masę termiczną, umożliwiając jednocześnie skuteczne chłodzenie.
Optymalizacja powierzchni poprzez modyfikacje konstrukcyjne może poprawić naturalne chłodzenie konwekcyjne. Powierzchnie żebrowane, geometrie schodkowe i zintegrowane cechy radiatora zwiększają powierzchnię dostępną do wymiany ciepła. Modyfikacje te muszą być zrównoważone z złożonością obróbki, ale mogą zapewnić poprawę temperatury w strefie skrawania o 15-30%.
Aby uzyskać wyniki o wysokiej precyzji, uzyskaj indywidualną wycenę dostarczoną w ciągu 24 godzin od Microns Hub.
Rozważania dotyczące tolerancji i wykończenia powierzchni
Specyfikacja tolerancji bezpośrednio wpływa na wybór narzędzia i strategie obróbki części tytanowych. Wąskie tolerancje (±0,025 mm lub lepsze) zazwyczaj wymagają przejść wykańczających z lekkimi obciążeniami skrawaniem, wydłużając żywotność narzędzia, ale zwiększając czas obróbki. Kluczem jest optymalizacja wymagań tolerancji, aby zrównoważyć precyzję z wydajnością produkcji.
Krytyczne wymiary powinny być skoncentrowane na powierzchniach o korzystnych geometriach skrawania. Cechy zewnętrzne na ogół umożliwiają lepszy dostęp narzędzia i warunki skrawania w porównaniu z cechami wewnętrznymi. Tam, gdzie to możliwe, krytyczne tolerancje powinny być przypisane do powierzchni zewnętrznych lub cech dostępnych za pomocą krótkich, sztywnych narzędzi.
Wymagania dotyczące wykończenia powierzchni znacząco wpływają na wzorce zużycia narzędzi. Wartości Ra poniżej 0,8 μm zazwyczaj wymagają wielu przejść wykańczających z minimalnym usuwaniem materiału na przejście. Takie podejście wydłuża żywotność narzędzia poprzez zmniejszenie obciążeń skrawaniem, ale zwiększa całkowity czas obróbki. Optymalizacja wykończenia powierzchni może obejmować określenie różnych wymagań dla powierzchni funkcjonalnych i kosmetycznych.
Tolerancje kształtu i położenia muszą uwzględniać właściwości sprężyste tytanu i potencjał odkształceń podczas obróbki. Cechy odprężające, takie jak symetryczne usuwanie materiału i zrównoważone obciążenia skrawaniem, powinny być włączone do projektów wymagających wąskich tolerancji geometrycznych. Takie podejście minimalizuje naruszenia tolerancji spowodowane odkształceniami, jednocześnie zmniejszając siły skrawania, które przyspieszają zużycie narzędzia.
| Zakres tolerancji | Zalecane podejście | Oczekiwana żywotność narzędzia | Wpływ na koszt |
|---|---|---|---|
| ±0.1 mm | Pojedyncze przejście wykańczające | Maksymalna | +15-25% |
| ±0.05 mm | Lekkie przejścia wykańczające | Dobra | +25-35% |
| ±0.025 mm | Wiele lekkich przejść | Umiarkowana | +40-60% |
| ±0.01 mm | Specjalistyczne oprzyrządowanie | Ograniczona | +75-100% |
Integracja z planowaniem procesu produkcyjnego
Projekty CAD muszą uwzględniać kompletną sekwencję produkcyjną, aby zoptymalizować żywotność narzędzia we wszystkich operacjach. Sekwencjonowanie cech wpływa na sztywność przedmiotu obrabianego, wymagania dotyczące mocowania i rozkład obciążenia skrawaniem. Strategiczne rozmieszczenie cech może zminimalizować zmiany narzędzi i umożliwić zoptymalizowane parametry skrawania w całym cyklu obróbki.
Integracja mocowania powinna być brana pod uwagę podczas opracowywania projektu, a nie jako oddzielny problem produkcyjny. Uchwyty i powierzchnie mocujące zaprojektowane w geometrii części zapewniają bezpieczne utrzymanie przedmiotu obrabianego, minimalizując jednocześnie czas ustawiania i redukując wibracje, które przyspieszają zużycie narzędzia.
Analiza dostępu narzędzia podczas fazy CAD identyfikuje potencjalne problemy z kolizjami, które mogą wymagać specjalistycznych narzędzi lub wydłużonych długości narzędzi. Standardowe biblioteki narzędzi powinny być przywoływane podczas projektowania, aby zapewnić, że cechy mogą być obrabiane za pomocą łatwo dostępnych, opłacalnych narzędzi. Wymagania dotyczące niestandardowych narzędzi powinny być minimalizowane poprzez modyfikacje konstrukcyjne, gdzie to możliwe.
Strategie redukcji ustawień poprzez orientację części w wielu operacjach mogą znacząco skrócić całkowity czas obróbki i związane z tym zużycie narzędzi. Projekty powinny umożliwiać kompletną lub prawie kompletną obróbkę w jednym ustawieniu, minimalizując obsługę przedmiotu obrabianego i czas ustawiania. Takie podejście wymaga starannego rozważenia kątów pochylenia, linii podziału i dostępności cech z wielu kierunków.
Analiza kosztów i korzyści z optymalizacji projektu
Ekonomiczny wpływ optymalizacji CAD dla obróbki tytanu wykracza poza prostą redukcję kosztów narzędzi. Poprawa żywotności narzędzi o 200-400% przekłada się na zmniejszenie przestojów maszyn, niższe koszty pracy związane z wymianą narzędzi i poprawę spójności części dzięki stabilnym warunkom skrawania. Korzyści te często uzasadniają modyfikacje konstrukcyjne, które mogą zwiększyć początkową złożoność części.
Redukcja czasu obróbki dzięki zoptymalizowanym projektom zazwyczaj waha się od 20 do 50% w porównaniu z tradycyjnymi podejściami. Poprawa ta wynika ze zmniejszenia liczby zmian narzędzi, zoptymalizowanych parametrów skrawania i eliminacji trudnych operacji obróbki. Oszczędności czasu kumulują się w zależności od wielkości produkcji, dzięki czemu optymalizacja projektu jest coraz bardziej wartościowa w przypadku zastosowań o większej ilości.
Poprawa jakości dzięki stabilnym warunkom skrawania zmniejsza wskaźniki złomu i koszty przeróbek. Spójna wydajność narzędzi w całym cyklu obróbki utrzymuje dokładność wymiarową i jakość wykończenia powierzchni. Ta niezawodność jest szczególnie cenna w zastosowaniach lotniczych i medycznych, gdzie koszty odrzucenia części są znaczne.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna w zakresie obróbki tytanu i kompleksowe zrozumienie optymalizacji projektu oznaczają, że każdy projekt otrzymuje specjalistyczną uwagę, jakiej wymagają zastosowania tytanowe.
Zaawansowane techniki CAD i integracja oprogramowania
Nowoczesne systemy CAD oferują specjalistyczne narzędzia do optymalizacji obróbki, które można wykorzystać podczas fazy projektowania. Funkcje analizy obrabialności identyfikują problematyczne geometrie przed rozpoczęciem produkcji, umożliwiając modyfikacje konstrukcyjne, gdy zmiany pozostają opłacalne. Narzędzia te oceniają dostęp narzędzia skrawającego, kąty kontaktu i potencjalne warunki kolizji.
Podejścia do projektowania oparte na cechach umożliwiają szybką ocenę alternatywnych geometrii w celu poprawy obrabialności. Modelowanie parametryczne pozwala projektantom szybko ocenić wpływ zmian promienia narożnego, modyfikacji grubości ścianki lub przeniesienia cech na wymagania produkcyjne. Ta możliwość przyspiesza proces optymalizacji przy jednoczesnym zachowaniu intencji projektowej.
Integracja symulacji produkcyjnej zapewnia wczesne informacje zwrotne na temat wyboru narzędzia i parametrów skrawania. Zaawansowane systemy CAD mogą symulować kompletne sekwencje obróbki, identyfikując potencjalne problemy ze zużyciem narzędzi i możliwości optymalizacji. Ta możliwość symulacji umożliwia proaktywne modyfikacje konstrukcyjne, a nie reaktywne rozwiązywanie problemów produkcyjnych.
Narzędzia do współpracy w systemach CAD ułatwiają komunikację między zespołami projektowymi i produkcyjnymi. Wbudowane funkcje adnotacji i przeglądania umożliwiają inżynierom produkcji przekazywanie konkretnych informacji zwrotnych na temat obaw związanych ze zużyciem narzędzi i możliwości optymalizacji projektu. Ta współpraca zapewnia, że względy produkcyjne są odpowiednio zintegrowane z projektami końcowymi.
Sprawdzanie reguł projektowych można dostosować do wymagań obróbki tytanu, automatycznie oznaczając geometrie, które mogą powodować problemy ze zużyciem narzędzi. Standardowe reguły mogą obejmować minimalne wymagania dotyczące promienia narożnego, maksymalne stosunki głębokości do szerokości i kontrole spójności grubości ścianki. Te zautomatyzowane kontrole zapobiegają przechodzeniu problematycznych geometrii do produkcji.
Studia przypadków i przykłady wdrożeń
Typowe przeprojektowanie wspornika lotniczego pokazuje wpływ systematycznej optymalizacji CAD dla obróbki tytanu. Oryginalny projekt charakteryzował się ostrymi narożnikami wewnętrznymi (promień 0,2 mm), zmienną grubością ścianki (1-4 mm) i głębokimi kieszeniami o stosunku głębokości do szerokości 4:1. Żywotność narzędzia wynosiła średnio 15-20 minut z częstymi pęknięciami z powodu szoku termicznego i zmian obciążenia skrawaniem.
Zoptymalizowany projekt zawierał wewnętrzne promienie 0,8 mm, spójną grubość ścianki 2,5 mm i schodkową geometrię kieszeni utrzymującą maksymalny stosunek głębokości do szerokości 1,8:1. Zintegrowane kanały chłodzące zapewniały bezpośrednie chłodzenie krytycznych stref skrawania. Żywotność narzędzia poprawiła się do 80-120 minut przy zachowaniu wszystkich wymagań funkcjonalnych i skróceniu całkowitego czasu obróbki o 35%.
Zastosowania implantów medycznych stwarzają wyjątkowe wyzwania ze względu na wymagania dotyczące biokompatybilności i złożone geometrie organiczne. Tradycyjne podejścia często wymagają rozległego ręcznego wykańczania ze względu na problemy ze zużyciem narzędzi powodujące nierówności powierzchni. Zoptymalizowane projekty CAD zawierają stopniowe przejścia, zoptymalizowane kąty skrawania i strategiczne rozmieszczenie materiału, aby umożliwić spójną obróbkę w całym cyklu skrawania.
Podobne zasady optymalizacji mają zastosowanie do strategii redukcji kosztów w różnych procesach produkcyjnych, gdzie modyfikacje konstrukcyjne mogą znacząco wpłynąć na ogólną ekonomię produkcji poprzez poprawę wydajności i zmniejszenie kosztów oprzyrządowania.
Metody kontroli jakości i walidacji
Weryfikacja skuteczności optymalizacji CAD wymaga systematycznego pomiaru wzorców zużycia narzędzi, czasów obróbki i wskaźników jakości części. Pomiary bazowe z tradycyjnych projektów stanowią standardy porównawcze do oceny poziomów poprawy. Kluczowe wskaźniki obejmują średnią żywotność narzędzia, czas skrawania na część, spójność wykończenia powierzchni i zmienność dokładności wymiarowej.
Analiza zużycia narzędzi powinna badać zarówno stopniowe wzorce zużycia, jak i katastrofalne tryby uszkodzenia. Zoptymalizowane projekty zazwyczaj wykazują bardziej przewidywalne, stopniowe zużycie, a nie nagłe awarie. Ta przewidywalność umożliwia lepsze planowanie produkcji i zmniejsza nieoczekiwane przestoje spowodowane pęknięciem narzędzia.
Ocena integralności powierzchni staje się krytyczna w zastosowaniach tytanowych, szczególnie w sektorach lotniczym i medycznym. Zoptymalizowane warunki obróbki powinny utrzymywać spójne wykończenie powierzchni i minimalizować strefy wpływu ciepła, które mogłyby naruszyć właściwości materiału. Regularne testy integralności powierzchni potwierdzają skuteczność strategii optymalizacji CAD.
Wdrożenie statystycznej kontroli procesu śledzi spójność zoptymalizowanych projektów w zależności od wielkości produkcji. Karty kontrolne żywotności narzędzia, czasu obróbki i wskaźników jakości identyfikują, kiedy warunki procesu odbiegają od optymalnych zakresów. Monitorowanie to umożliwia proaktywne dostosowania w celu utrzymania korzyści z optymalizacji przez cały czas trwania produkcji.
Przyszłe trendy i nowe technologie
Integracja sztucznej inteligencji w systemach CAD obiecuje zautomatyzowaną optymalizację dla zastosowań obróbki tytanu. Algorytmy uczenia maszynowego mogą analizować historyczne dane obróbki, aby zidentyfikować optymalne parametry projektowe i przewidzieć żywotność narzędzia na podstawie cech geometrycznych. Ta możliwość przyspieszy proces optymalizacji przy jednoczesnym poprawie dokładności przewidywania.
Integracja wytwarzania przyrostowego oferuje nowe możliwości dla złożonych geometrii wewnętrznych, które poprawiają chłodzenie i zmniejszają objętość materiału. Hybrydowe podejścia łączące formy wstępne wytwarzane przyrostowo ze zoptymalizowanym subtraktywnym wykańczaniem umożliwiają geometrie niemożliwe do uzyskania za pomocą tradycyjnych metod wytwarzania. Podejścia te wymagają nowych strategii CAD, które uwzględniają zarówno ograniczenia wytwarzania przyrostowego, jak i subtraktywnego.
Zaawansowana charakterystyka materiałów zapewnia lepsze zrozumienie zachowania tytanu podczas obróbki w różnych warunkach. Monitorowanie w czasie rzeczywistym sił skrawania, temperatur i zużycia narzędzi umożliwia ciągłą optymalizację parametrów skrawania w oparciu o rzeczywistą wydajność, a nie modele teoretyczne. Informacje te mogą wpływać na strategie optymalizacji CAD w celu poprawy skuteczności.
Technologia cyfrowego bliźniaka umożliwia wirtualną walidację strategii optymalizacji CAD przed fizycznym wdrożeniem. Kompletna symulacja procesu produkcyjnego, w tym przewidywanie zużycia narzędzi i analiza termiczna, zapewnia kompleksową ocenę modyfikacji konstrukcyjnych. Ta możliwość zmniejsza koszty i czas wymagany do walidacji optymalizacji przy jednoczesnym poprawie dokładności przewidywania.
Wytyczne dotyczące wdrożenia i najlepsze praktyki
Skuteczne wdrożenie optymalizacji CAD dla obróbki tytanu wymaga systematycznego podejścia i jasnej komunikacji między zespołami projektowymi i produkcyjnymi. Wytyczne dotyczące optymalizacji powinny być udokumentowane i zintegrowane ze standardowymi procedurami projektowania, aby zapewnić spójne stosowanie we wszystkich projektach.
Programy szkoleniowe dla inżynierów projektantów powinny podkreślać związek między cechami geometrycznymi a wyzwaniami związanymi z obróbką specyficzną dla tytanu. Zrozumienie ograniczeń narzędzi skrawających, wymagań dotyczących zarządzania termicznego i strategii usuwania materiału umożliwia projektantom podejmowanie świadomych decyzji dotyczących optymalizacji podczas procesu projektowania, zamiast wymagać rozległego przeprojektowania później.
Protokoły współpracy między zespołami projektowymi i produkcyjnymi zapewniają, że ograniczenia produkcyjne są odpowiednio komunikowane i rozumiane. Regularne przeglądy projektów z udziałem produkcji mogą zidentyfikować możliwości optymalizacji na wczesnym etapie cyklu projektowania, gdy zmiany pozostają opłacalne.
Dla organizacji korzystających z naszych usług produkcyjnych zapewniamy kompleksowy przegląd projektu i zalecenia dotyczące optymalizacji, aby zapewnić, że Twoje części tytanowe osiągną optymalną obrabialność przy zachowaniu wszystkich wymagań funkcjonalnych.
Często zadawane pytania
Jaki jest minimalny promień narożny zalecany dla cech wewnętrznych w częściach tytanowych?
Promienie narożników wewnętrznych powinny wynosić minimum 0,5 mm dla zastosowań obróbki tytanu. Mniejsze promienie wymagają delikatnych narzędzi skrawających, podatnych na pękanie i uszkodzenia termiczne. Optymalne promienie wahają się od 0,8 do 1,5 mm, dopasowując się do standardowych geometrii narzędzi z węglików spiekanych, zapewniając jednocześnie odpowiednią wytrzymałość dla sił skrawania tytanu. Ostre narożniki poniżej 0,3 mm zazwyczaj powodują skrócenie żywotności narzędzia o 70-80% w porównaniu z odpowiednio zaokrąglonymi cechami.
Jak stosunek głębokości do szerokości kieszeni wpływa na żywotność narzędzia w obróbce tytanu?
Stosunek głębokości do szerokości kieszeni powinien pozostać poniżej 2:1 dla optymalnej żywotności narzędzia w zastosowaniach tytanowych. Stosunki przekraczające 3:1 tworzą słabe warunki ewakuacji wiórów, prowadząc do ponownego skrawania, podwyższonych temperatur i przyspieszonego zużycia narzędzia. Głębokie kieszenie wymagają również wydłużonych długości narzędzi, które zwiększają odchylenia i drgania. Schodkowe konstrukcje kieszeni lub wielopoziomowe strategie obróbki utrzymują optymalne stosunki, osiągając jednocześnie wymaganą geometrię części.
Jaka grubość ścianki zapewnia najlepszą równowagę między usuwaniem materiału a stabilnością obróbki?
Spójna grubość ścianki między 2,0 a 3,0 mm zapewnia optymalną równowagę dla obróbki tytanu. Cieńsze ścianki są pozbawione sztywności i mogą wibrować podczas skrawania, podczas gdy grubsze ścianki wymagają nadmiernego usuwania materiału. Zmiany grubości powinny być stopniowe na odległościach minimum 10 mm, aby zapobiec nagłym zmianom obciążenia skrawaniem, które przyspieszają zużycie narzędzia. Projekty o zmiennej grubości często zmniejszają żywotność narzędzia o 40-60% w porównaniu z podejściami o spójnej grubości.
Jak należy modyfikować geometrię gwintu, aby poprawić żywotność narzędzia w tytanie?
Standardowe gwinty metryczne o kącie 60 stopni można modyfikować do kątów 45-50 stopni, gdzie jest to funkcjonalnie akceptowalne, zmniejszając obciążenia skrawaniem podczas operacji gwintowania. Wybieg gwintu powinien zapewniać minimum 3 długości skoku dla stopniowego wycofywania narzędzia. Gwinty zewnętrzne są preferowane w stosunku do gwintów wewnętrznych ze względu na lepszy dostęp narzędzia i ewakuację wiórów. Gwinty wewnętrzne wymagające operacji gwintowania powinny zawierać fazowane początki i odpowiednią geometrię wprowadzającą.
Jaką rolę odgrywają kanały chłodzące w projektowaniu CAD do obróbki tytanu?
Zintegrowane kanały chłodzące, zazwyczaj o średnicy 4-6 mm, powinny być zaprojektowane w geometrii części, aby zapewnić ukierunkowane chłodzenie krytycznych stref skrawania. Umieszczenie kanałów musi uwzględniać sekwencję obróbki, aby pozostać nienaruszonym podczas obróbki zgrubnej, jednocześnie chłodząc operacje wykańczające. Prawidłowe dostarczanie chłodziwa może obniżyć temperaturę w strefie skrawania o 150-250°C, wydłużając żywotność narzędzia o 200-300%. Kanały powinny być umieszczone w odległości 10-15 mm od krytycznych obszarów skrawania, aby uzyskać maksymalną skuteczność.
Jak wymagania dotyczące tolerancji wpływają na wybór narzędzia i zużycie w obróbce tytanu?
Węższe tolerancje (±0,025 mm lub lepsze) wymagają przejść wykańczających ze zmniejszonymi obciążeniami skrawaniem, wydłużając żywotność narzędzia, ale zwiększając czas obróbki. Krytyczne wymiary powinny być umieszczane na cechach zewnętrznych lub powierzchniach o korzystnych geometriach skrawania, gdzie to możliwe. Tolerancje poniżej ±0,01 mm mogą wymagać specjalistycznych narzędzi i parametrów skrawania, które znacząco wpływają na żywotność i koszt narzędzia. Optymalizacja tolerancji może zmniejszyć koszty obróbki o 25-40% przy zachowaniu wymagań funkcjonalnych.
Jakich cech CAD należy unikać, aby zapobiec nadmiernemu zużyciu narzędzi w tytanie?
Unikaj ostrych narożników wewnętrznych poniżej promienia 0,3 mm, głębokich zamkniętych kieszeni ze słabym dostępem narzędzia, zmiennej grubości ścianki powodującej nagłe zmiany obciążenia i cech wymagających wydłużonych długości narzędzi o wysokich stosunkach długości do średnicy. Przecinające się cechy tworzące złożone geometrie skrawania powiną być uproszczone, gdzie to możliwe. Otwory nieprzelotowe głębsze niż 5 średnic i gwinty wewnętrzne w głębokich otworach powinny być przeprojektowane jako cechy zewnętrzne, gdy jest to funkcjonalnie akceptowalne. Te problematyczne cechy mogą zmniejszyć żywotność narzędzia o 60-80% w porównaniu ze zoptymalizowanymi alternatywami.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece