Normy Gratowania: Określanie Warunków Krawędzi dla Bezpiecznej Obsługi
Ostre krawędzie powstałe w wyniku obróbki skrawaniem, tłoczenia i cięcia stwarzają zagrożenia dla bezpieczeństwa i problemy funkcjonalne, które wymagają systematycznego podejścia do gratowania. Właściwe określenie stanu krawędzi zapobiega urazom w miejscu pracy, poprawia wydajność części i zapewnia spójne wyniki produkcyjne w kolejnych seriach.
Kluczowe wnioski
- Specyfikacje załamania krawędzi muszą być zgodne z właściwościami materiału i wymaganiami zamierzonego zastosowania
- Normy gratowania różnią się znacznie w zależności od branży, przy czym przemysł lotniczy wymaga węższych tolerancji niż ogólna produkcja
- Zautomatyzowane procesy gratowania oferują lepszą spójność, ale metody ręczne zapewniają lepszą kontrolę w przypadku złożonych geometrii
- Opłacalne strategie gratowania równoważą wymagania bezpieczeństwa z wydajnością produkcji poprzez właściwy dobór procesu
Zrozumienie podstaw załamywania krawędzi
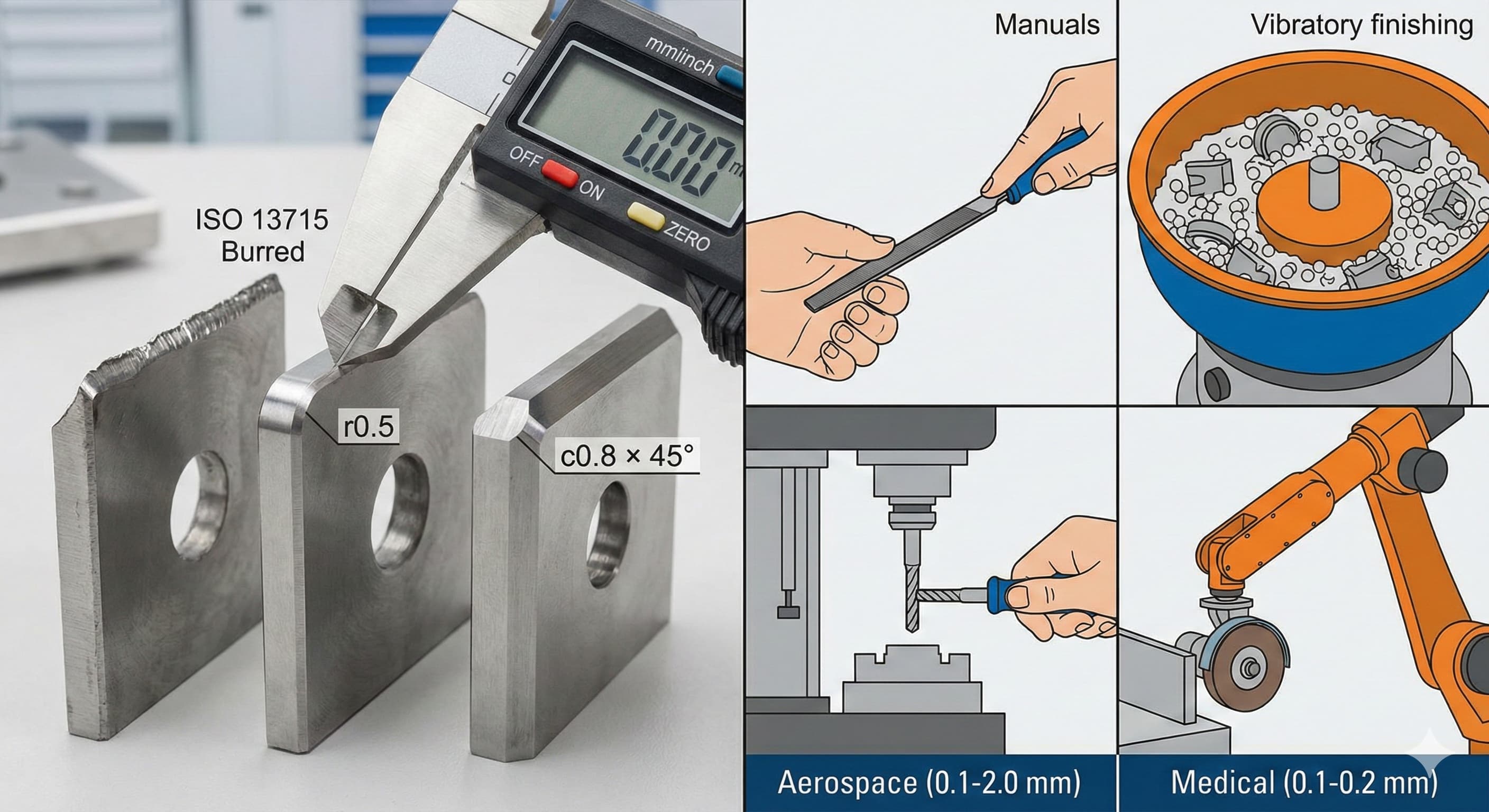
Załamanie krawędzi, definiowane jako celowe usunięcie lub modyfikacja ostrych krawędzi, przekształca potencjalnie niebezpieczne powierzchnie tnące w bezpieczne, funkcjonalne krawędzie. Podstawowy pomiar obejmuje dwa kluczowe parametry: promień krawędzi i wymiar fazowania. Pomiary promienia krawędzi zazwyczaj wahają się od 0,1 mm do 2,0 mm dla większości zastosowań produkcyjnych, podczas gdy specyfikacje fazowania zwykle mieszczą się w zakresie od 0,2 mm do 1,5 mm pod kątem 45 stopni.
Właściwości materiału bezpośrednio wpływają na wymagania dotyczące załamania krawędzi. Stopy aluminium, takie jak 6061-T6, obrabia się czysto, ale tworzą ostre zadziory, które wymagają spójnych załamań krawędzi o wymiarach 0,2-0,4 mm dla bezpiecznej obsługi. Stal nierdzewna 316L generuje bardziej agresywne zadziory podczas cięcia, co wymaga większych załamań krawędzi o wymiarach 0,5-0,8 mm, aby wyeliminować wszystkie ostre występy. Gatunki stali węglowej, takie jak 1018, mieszczą się pomiędzy tymi skrajnościami, zazwyczaj wymagając załamań krawędzi o wymiarach 0,3-0,6 mm, w zależności od zastosowanej metody cięcia.
Złożoność geometrii znacząco wpływa na dobór metody gratowania. Proste prostokątne części z prostymi krawędziami nadają się do zautomatyzowanego bębnowania lub metod wykańczania wibracyjnego. Złożone geometrie z wewnętrznymi narożnikami, otworami i różnymi przekrojami grubości wymagają selektywnego ręcznego gratowania lub specjalistycznych narzędzi. Usztywniacze paneli z żebrami i kołnierzami są przykładem tej złożoności, wymagając starannej uwagi na stan krawędzi w miejscach, gdzie stykają się różne grubości materiału.
Normy i specyfikacje branżowe
ISO 13715 stanowi podstawową ramę dla określania załamań krawędzi na rysunkach technicznych, ustanawiając standardowe oznaczenia i metody pomiaru. Norma definiuje odniesienia do załamań krawędzi za pomocą formatu "r" dla załamań promieniowych i "c" dla załamań fazowanych, a następnie specyfikacji wymiarowej. Na przykład "r0.5" oznacza załamanie promieniowe o wartości 0,5 mm, natomiast "c0.8 x 45°" określa fazowanie o wartości 0,8 mm pod kątem 45 stopni.
Zastosowania w przemyśle lotniczym są zgodne z normami zarządzania jakością AS9100, które nakazują określone wymagania dotyczące załamania krawędzi dla elementów o krytycznym znaczeniu dla bezpieczeństwa. Typowe załamania krawędzi w przemyśle lotniczym wahają się od 0,1-0,3 mm dla części precyzyjnych do 1,0-2,0 mm dla elementów konstrukcyjnych. Specyfikacje te zapewniają spójną wydajność w ekstremalnych warunkach pracy przy jednoczesnym zachowaniu precyzyjnych tolerancji wymiarowych.
Produkcja wyrobów medycznych jest zgodna z normami ISO 13485, które wymagają powierzchni wolnych od zadziorów dla bezpieczeństwa pacjentów. Załamania krawędzi w zastosowaniach medycznych zazwyczaj określają maksymalne wymiary 0,1-0,2 mm z gładkimi, spójnymi profilami. Ostre krawędzie lub pozostałe zadziory mogą powodować uszkodzenie tkanek lub pogorszyć funkcjonalność urządzenia, co sprawia, że rygorystyczne gratowanie jest niezbędne.
| Przemysł | Typowy zakres łamania krawędzi | Podstawowy standard | Krytyczne wymagania |
|---|---|---|---|
| Przemysł lotniczy | 0.1-2.0 mm | AS9100 | Zapobieganie koncentracji naprężeń |
| Urządzenia medyczne | 0.1-0.2 mm | ISO 13485 | Biokompatybilność i bezpieczeństwo |
| Motoryzacja | 0.2-1.0 mm | ISO/TS 16949 | Odporność na zmęczenie |
| Produkcja ogólna | 0.3-1.5 mm | ISO 9001 | Bezpieczna obsługa |
Wybór procesu gratowania
Ręczne gratowanie za pomocą pilników, skrobaków i narzędzi ściernych zapewnia maksymalną kontrolę w przypadku złożonych geometrii i krytycznych zastosowań. Wykwalifikowani operatorzy mogą osiągnąć spójne załamania krawędzi o wymiarach 0,1-0,5 mm, zachowując jednocześnie wąskie tolerancje wymiarowe. Metody ręczne sprawdzają się doskonale w przypadku zróżnicowanych geometrii części, wewnętrznych elementów lub gdy istnieją różne wymagania dotyczące załamania krawędzi na tym samym komponencie. Koszty pracy zazwyczaj wahają się od 25 do 45 EUR za godzinę, w zależności od poziomu umiejętności i położenia geograficznego.
Procesy bębnowania wykorzystują obracające się bębny wypełnione ścierniwem, aby jednocześnie tworzyć jednolite załamania krawędzi na wielu częściach. Media ceramiczne wytwarzają agresywne działanie tnące, odpowiednie dla załamań krawędzi o wymiarach 0,5-2,0 mm, natomiast media z tworzyw sztucznych zapewniają łagodniejsze działanie dla załamań o wymiarach 0,2-0,8 mm. Czas przetwarzania waha się od 2 do 8 godzin, w zależności od twardości materiału i pożądanej wielkości załamania krawędzi. Bębnowanie działa skutecznie w przypadku części bez delikatnych elementów lub wąskich wymagań tolerancji.
Wykańczanie wibracyjne wykorzystuje oscylujące misy lub wanny zawierające ścierniwo i części w starannie kontrolowanym środowisku. Metoda ta daje bardziej spójne wyniki niż bębnowanie, przy jednoczesnym zachowaniu lepszej kontroli wymiarowej. Systemy wibracyjne mogą osiągnąć załamania krawędzi od 0,1 do 1,5 mm przy czasie przetwarzania od 1 do 6 godzin. Dobór mieszanki znacząco wpływa na wyniki, przy czym mieszanki alkaliczne promują szybsze cięcie, a mieszanki neutralne zapewniają gładsze wykończenie.
Aby uzyskać wyniki o wysokiej precyzji, poproś o bezpłatną wycenę i uzyskaj ceny w ciągu 24 godzin od Microns Hub.
Zautomatyzowane technologie gratowania
Systemy gratowania CNC integrują specjalistyczne oprzyrządowanie i programowanie w celu usunięcia zadziorów podczas podstawowej operacji obróbki. Frezy do fazowania, narzędzia do gratowania i systemy szczotek można zaprogramować w cyklach obróbki, aby tworzyć spójne załamania krawędzi bez operacji wtórnych. Takie podejście eliminuje obsługę między operacjami przy jednoczesnym zachowaniu precyzyjnej kontroli wymiarowej. Typowe załamania krawędzi osiągalne dzięki gratowaniu CNC wahają się od 0,1 do 1,0 mm z doskonałą powtarzalnością.
Robotyczne systemy gratowania łączą roboty przemysłowe z różnymi narzędziami do gratowania w celu zautomatyzowania złożonych operacji załamywania krawędzi. Roboty sterowane siłą mogą podążać za konturami części, utrzymując stały nacisk na narzędzia tnące lub tarcze ścierne. Elastyczność programowania pozwala na różne specyfikacje załamania krawędzi na tej samej części, dzięki czemu systemy robotyczne idealnie nadają się do środowisk produkcji mieszanej. Koszty inwestycji wahają się od 150 000 do 500 000 EUR, w zależności od złożoności systemu i wymagań dotyczących oprzyrządowania.
Gratowanie termiczne, znane również jako gratowanie wybuchowe, wykorzystuje kontrolowane spalanie do usuwania zadziorów z wewnętrznych kanałów i złożonych geometrii. Proces ten skutecznie dociera do obszarów niedostępnych dla konwencjonalnych metod gratowania, tworząc jednocześnie spójne załamania krawędzi o wymiarach 0,1-0,3 mm. Gratowanie termiczne sprawdza się szczególnie dobrze w przypadku elementów formowanych wtryskowo ze skomplikowanymi elementami wewnętrznymi, które wymagają powierzchni wolnych od zadziorów dla prawidłowego działania.
| Metoda gratowania | Zakres łamania krawędzi | Typowy czas cyklu | Koszt inwestycji |
|---|---|---|---|
| Ręczna | 0.1-0.5 mm | 5-30 min/część | €500-2,000 |
| Bębnowanie | 0.5-2.0 mm | 2-8 godzin | €15,000-50,000 |
| Wibracyjne | 0.1-1.5 mm | 1-6 godzin | €25,000-75,000 |
| Integracja CNC | 0.1-1.0 mm | 1-5 min/część | €5,000-25,000 |
| Robotyczne | 0.2-2.0 mm | 2-15 min/część | €150,000-500,000 |
Uwagi dotyczące gratowania specyficzne dla materiału
Stopy aluminium wymagają starannego doboru metody gratowania ze względu na ich tendencję do obciążania narzędzi tnących i generowania ciągliwych zadziorów. Aluminium 6061-T6 dobrze reaguje na ostre narzędzia do gratowania z dodatnimi kątami natarcia i odpowiednim odprowadzaniem wiórów. Zalecane prędkości skrawania wahają się od 200 do 400 stóp powierzchni na minutę przy posuwach od 0,05 do 0,15 mm na obrót. Chłodziwo zapobiega gromadzeniu się materiału na krawędziach tnących, zachowując jednocześnie stabilność wymiarową.
Gatunki stali nierdzewnej, takie jak 316L i 304, stwarzają wyzwania związane z umocnieniem przez zgniot, które wpływają na dobór narzędzi do gratowania. Narzędzia do gratowania z węglików spiekanych dłużej utrzymują ostre krawędzie tnące niż alternatywy ze stali szybkotnącej podczas obróbki materiałów nierdzewnych. Prędkości skrawania należy zmniejszyć do 100-200 stóp powierzchni na minutę, aby zapobiec nadmiernemu wytwarzaniu ciepła, które może powodować umocnienie przez zgniot. Stałe posuwy zapobiegają ocieraniu się narzędzia, co prowadzi do słabego wykończenia powierzchni i przedwczesnego zużycia narzędzia.
Materiały ze stali węglowej na ogół obrabiają się i gratują w przewidywalny sposób w popularnych gatunkach, takich jak 1018, 1045 i 4140. Dobór narzędzi zależy przede wszystkim od twardości materiału, a nie od charakterystyki umocnienia przez zgniot. Wyżarzane stale węglowe akceptują agresywne parametry gratowania, natomiast gatunki hartowane wymagają bardziej konserwatywnego podejścia. Produkcja szyn zbiorczych miedzianych pokazuje, jak właściwości materiału wpływają zarówno na podstawową obróbkę, jak i wymagania dotyczące gratowania w zastosowaniach elektrycznych.
Kontrola jakości i pomiary
Pomiar załamania krawędzi wymaga odpowiednich narzędzi i technik, aby zapewnić zgodność ze specyfikacją. Komparatory optyczne zapewniają bezdotykowy pomiar promienia krawędzi i wymiarów fazowania z dokładnością do 0,01 mm. Mierniki promienia oferują szybką weryfikację typu "dobry/zły" dla środowisk produkcyjnych, w których szybkość ma większe znaczenie niż precyzyjny pomiar. Profilometry kontaktowe zapewniają najwyższą dokładność w krytycznych zastosowaniach wymagających dokumentacji rzeczywistych profili załamania krawędzi.
Specyfikacje chropowatości powierzchni często towarzyszą wymaganiom dotyczącym załamania krawędzi, szczególnie w zastosowaniach lotniczych i medycznych. Wartości Ra od 0,8 do 3,2 μm są powszechne dla gratowanych krawędzi, przy czym gładsze wykończenia są wymagane w zastosowaniach obejmujących kontakt z człowiekiem lub przepływ płynów. Pomiar chropowatości powierzchni za pomocą przenośnych testerów chropowatości umożliwia weryfikację na hali produkcyjnej bez sprzętu laboratoryjnego.
Wdrożenie statystycznej kontroli procesu śledzi spójność gratowania w kolejnych seriach produkcyjnych i identyfikuje trendy, zanim części wyjdą poza granice specyfikacji. Karty kontrolne monitorujące wymiary załamania krawędzi pomagają zoptymalizować parametry procesu i zmniejszyć współczynniki złomu. Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i kompleksowe możliwości pomiarowe oznaczają, że każdy projekt otrzymuje dbałość o szczegóły wymaganą dla spójnych specyfikacji załamania krawędzi.
Strategie optymalizacji kosztów
Konsolidacja procesów zmniejsza koszty obsługi i konfiguracji poprzez integrację operacji gratowania z podstawowymi etapami produkcji. Programowanie CNC, które obejmuje ścieżki narzędzi do gratowania, eliminuje operacje wtórne przy jednoczesnym zachowaniu kontroli wymiarowej. Modyfikacje projektu części, takie jak określenie jednolitych załamań krawędzi na wszystkich krawędziach, upraszczają przetwarzanie i zmniejszają wymagania dotyczące kontroli.
Przetwarzanie wsadowe maksymalizuje wykorzystanie sprzętu do operacji bębnowania i wykańczania wibracyjnego. Grupowanie części o podobnych wymaganiach dotyczących gratowania pozwala na dłuższe serie przetwarzania z spójnym doborem mediów i mieszanek. Właściwe mocowanie części zapobiega uszkodzeniom podczas zautomatyzowanego gratowania, zapewniając jednocześnie jednolite wyniki na wszystkich powierzchniach.
Optymalizacja żywotności narzędzi poprzez właściwy dobór i konserwację zmniejsza koszty gratowania na część. Narzędzia do gratowania z węglików spiekanych uzasadniają wyższe koszty początkowe dzięki wydłużonej żywotności narzędzi w środowiskach produkcyjnych. Regularne przeglądy narzędzi i harmonogramy wymiany zapobiegają problemom z jakością, zachowując jednocześnie spójne czasy cykli. Nasze usługi produkcyjne obejmują kompleksowe programy zarządzania narzędziami, które optymalizują operacje gratowania w celu zapewnienia opłacalnej produkcji.
Wymagania dotyczące bezpieczeństwa i obsługi
Specyfikacje środków ochrony osobistej dla operacji gratowania muszą uwzględniać zarówno zagrożenia mechaniczne, jak i chemiczne. Rękawice odporne na przecięcia o poziomie 3 lub wyższym chronią przed ostrymi krawędziami i obracającymi się narzędziami. Okulary ochronne z osłonami bocznymi zapobiegają urazom oczu spowodowanym przez latające cząstki podczas ręcznego gratowania. Ochrona dróg oddechowych może być wymagana podczas przetwarzania materiałów, które generują szkodliwy pył lub podczas stosowania związków chemicznych w operacjach wykańczania.
Konstrukcja stanowiska pracy wpływa zarówno na bezpieczeństwo, jak i produktywność w ręcznych operacjach gratowania. Właściwe oświetlenie eliminuje cienie, które mogą ukrywać pozostałe zadziory lub ostre krawędzie. Ergonomiczne uchwyty narzędzi zmniejszają zmęczenie dłoni podczas długotrwałych sesji gratowania. Części powinny być bezpiecznie zamocowane, aby zapobiec przemieszczaniu się podczas operacji gratowania, które mogłyby spowodować obrażenia lub błędy wymiarowe.
Funkcje bezpieczeństwa zautomatyzowanego systemu obejmują kurtyny świetlne, wyłączniki awaryjne i odpowiednie osłony wokół obracającego się sprzętu. Procedury blokowania/oznakowania zapewniają bezpieczny dostęp do konserwacji sprzętu do bębnowania i wibracji. Systemy transportu materiałów powinny minimalizować ręczne podnoszenie i ustawianie ciężkich części podczas operacji gratowania.
Często zadawane pytania
Jaką specyfikację załamania krawędzi powinienem zastosować do ogólnych prac produkcyjnych?
W przypadku ogólnych zastosowań produkcyjnych załamania krawędzi o wymiarach 0,3-0,6 mm zapewniają odpowiednie bezpieczeństwo obsługi, pozostając jednocześnie opłacalnymi. Określ jednolite załamania krawędzi na wszystkich krawędziach części, jeśli to możliwe, aby uprościć przetwarzanie. Określając konkretne wymiary, należy wziąć pod uwagę grubość materiału i zamierzone zastosowanie.
Jak określić załamania krawędzi na rysunkach technicznych?
Użyj notacji ISO 13715 z "r" dla załamań promieniowych i "c" dla załamań fazowanych, a następnie wymiaru. Na przykład "r0.5" oznacza załamanie promieniowe o wartości 0,5 mm. Dołącz ogólne uwagi dotyczące jednolitych załamań krawędzi lub wymiaruj poszczególne krawędzie indywidualnie, gdy wymagania są różne.
Czy gratowanie może wpływać na wymiary i tolerancje części?
Tak, agresywne gratowanie może usunąć materiał poza zamierzone załamanie krawędzi, wpływając na krytyczne wymiary. Określ ostrożnie lokalizacje załamania krawędzi i weź pod uwagę efekty kumulacji wymiarów. Gratowanie CNC zazwyczaj zapewnia najlepszą kontrolę wymiarową w przypadku części precyzyjnych.
Jaka metoda gratowania najlepiej sprawdza się w przypadku produkcji małoseryjnej?
Ręczne gratowanie oferuje największą elastyczność w przypadku małych partii o zróżnicowanych geometriach. Wykańczanie wibracyjne sprawdza się dobrze w przypadku małych partii podobnych części, które wymagają jednolitych załamań krawędzi. Wybierając metody dla małych ilości, należy wziąć pod uwagę koszty konfiguracji w porównaniu z kosztami pracy.
Jak kontrolować jakość gratowania w systemach zautomatyzowanych?
Wprowadź regularne kontrole pomiarowe za pomocą mierników typu "dobry/zły" lub optycznych systemów pomiarowych. Monitoruj parametry procesu, takie jak stan mediów, czasy cykli i ustawienie części. Ustanów karty kontrolne, aby śledzić spójność załamania krawędzi i identyfikować trendy przed wystąpieniem problemów z jakością.
Jakie względy bezpieczeństwa mają zastosowanie do operacji gratowania?
Zawsze noś odpowiednie środki ochrony osobistej, w tym rękawice odporne na przecięcia i okulary ochronne. Zapewnij odpowiednią wentylację podczas stosowania związków chemicznych lub przetwarzania materiałów, które generują szkodliwe cząstki. Wprowadź odpowiednie procedury blokowania/oznakowania w celu konserwacji zautomatyzowanego sprzętu.
Jak twardość materiału wpływa na wymagania dotyczące gratowania?
Twardsze materiały zazwyczaj wymagają bardziej agresywnych metod gratowania i dłuższego czasu przetwarzania. Dobór narzędzi staje się krytyczny w przypadku materiałów hartowanych, aby zapobiec przedwczesnemu zużyciu. Rozważ wyżarzanie przed gratowaniem podczas przetwarzania bardzo twardych materiałów, a następnie obróbkę cieplną do ostatecznej twardości, jeśli jest to wymagane.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece