Usztywnienia Paneli: Dodawanie Żeber i Kołnierzy, aby Zapobiec "Efektowi Blachy Falującej"
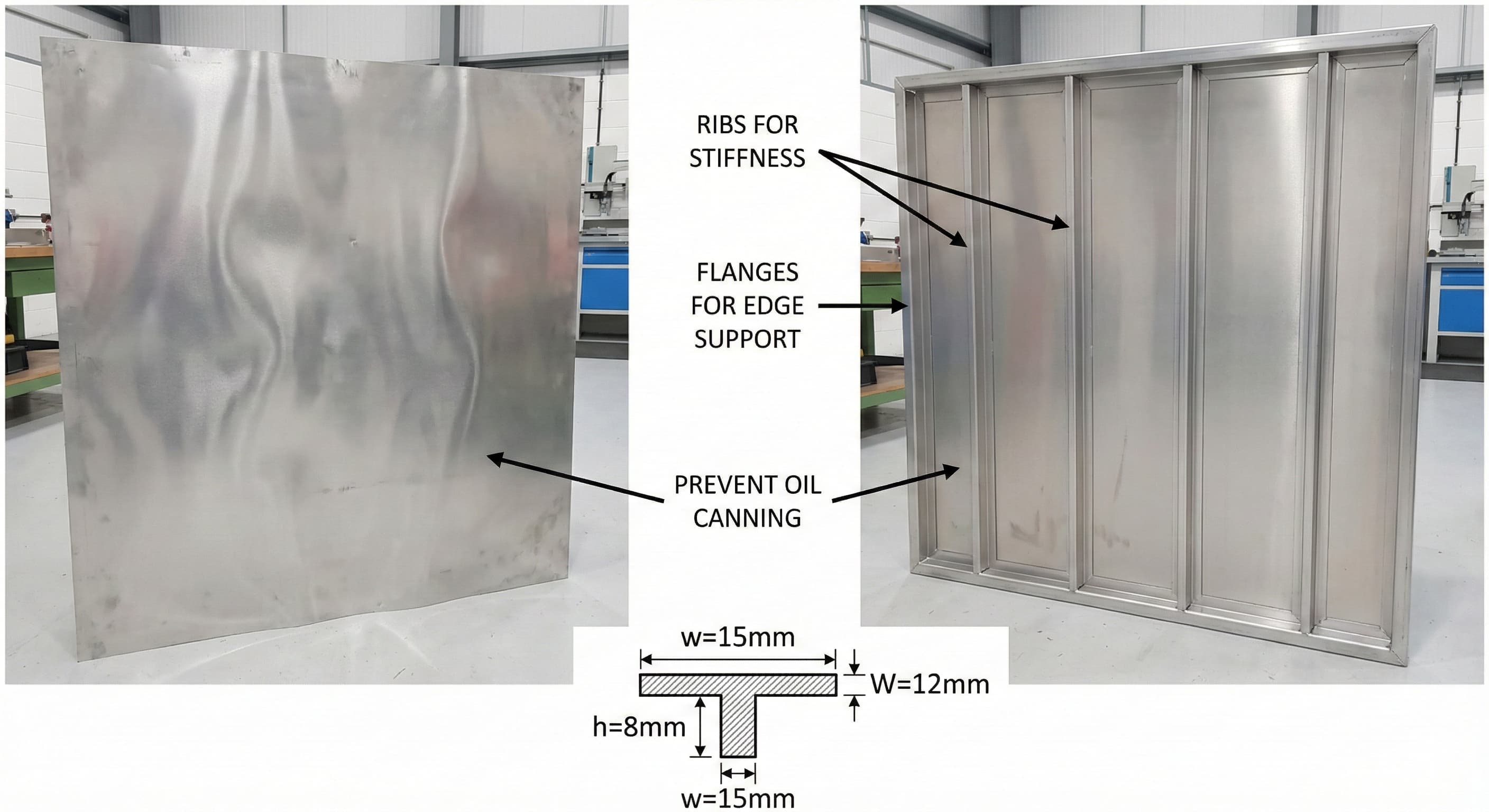
Efekt blachy falującej (ang. oil canning) – niepożądana deformacja giętka cienkich paneli metalowych pod obciążeniem – stanowi jedno z najbardziej uporczywych wyzwań w obróbce blach. Ta niestabilność strukturalna objawia się widoczną falistością lub wyboczeniem, które zagraża zarówno estetyce, jak i integralności funkcjonalnej wytwarzanych komponentów.
Inżynierowie w Microns Hub napotykają problemy z efektem blachy falującej w różnych zastosowaniach, od paneli architektonicznych po obudowy elektroniczne, gdzie ograniczenia grubości materiału kolidują z wymaganiami sztywności. Zjawisko to występuje, gdy wymiary panelu przekraczają naturalny próg sztywności materiału, zazwyczaj gdy stosunek grubości do rozpiętości spada poniżej wartości krytycznych.
- Strategiczne rozmieszczenie żeber może zwiększyć sztywność panelu o 300-400%, przy minimalnym wzroście kosztów materiałowych
- Optymalizacja geometrii kołnierza zmniejsza podatność na efekt blachy falującej poprzez rozłożenie obciążeń na wzmocnionych obwodach
- Wybór materiału między gatunkami aluminium (6061-T6 a 7075-T6) znacząco wpływa na wymagania dotyczące usztywnienia i koszty produkcji
- Właściwa konstrukcja usztywnień eliminuje problemy z wypaczaniem po produkcji, które nękają cienkie konstrukcje
Zrozumienie Efektu Blachy Falującej: Fizyka Inżynierska
Efekt blachy falującej występuje, gdy przyłożone siły przekraczają lokalną wytrzymałość na wyboczenie cienkich paneli, tworząc odkształcenia sprężyste, które stają się wizualnie widoczne w normalnych warunkach oglądania. Krytyczne naprężenie wyboczeniowe dla paneli prostokątnych jest zgodne z zależnością:
σ_cr = k × π² × E × (t/b)²
Gdzie k reprezentuje współczynnik wyboczenia zależny od warunków brzegowych, E to moduł sprężystości, t to grubość panelu, a b to wymiar niepodpartej szerokości. Dla aluminium 6061-T6 z E = 68,9 GPa, panele przekraczające stosunek szerokości do grubości 150:1 zazwyczaj wykazują tendencje do efektu blachy falującej.
Wizualny próg wykrywania efektu blachy falującej waha się od 0,2 do 0,5 mm amplitudy ugięcia, w zależności od wykończenia powierzchni i kąta widzenia. Powierzchnie anodowane wzmacniają wygląd niewielkich odkształceń ze względu na wzory odbicia światła, podczas gdy powierzchnie szczotkowane zapewniają lepszy kamuflaż dla drobnych nieregularności.
Właściwości materiału bezpośrednio wpływają na podatność na efekt blachy falującej. Stopy aluminium wykazują różne poziomy odporności w zależności od stanu utwardzenia i składu:
| Gatunek stopu | Wytrzymałość na rozciąganie (MPa) | Moduł sprężystości (GPa) | Odporność na efekt "oil canning" | Współczynnik kosztu |
|---|---|---|---|---|
| Al 6061-T6 | 276 | 68.9 | Dobra | 1.0x |
| Al 7075-T6 | 503 | 71.7 | Doskonała | 2.2x |
| Al 5052-H32 | 193 | 70.3 | Umiarkowana | 0.9x |
| Stal 304 SS | 290 | 200 | Doskonała | 1.8x |
Podstawy Projektowania Żeber: Geometria i Strategia Umieszczania
Efektywne projektowanie żeber wymaga zrozumienia związku między właściwościami przekroju a odpornością na zginanie. Moment bezwładności pola wzrasta proporcjonalnie do wysokości do sześcianu, dzięki czemu wysokie, wąskie żebra są bardziej wydajne niż szerokie, płytkie przy równoważnym zużyciu materiału.
Optymalny rozstaw żeber jest zgodny z zasadą trzecich dla paneli prostokątnych, z żebrami głównymi umieszczonymi na 33% i 67% większego wymiaru. Ta konfiguracja minimalizuje maksymalne ugięcie przy zachowaniu wydajności produkcji. Żebra wtórne, jeśli są wymagane, powinny utrzymywać współczynniki rozstawu między 1:2 a 1:3 w stosunku do żeber głównych.
Obliczenia wysokości żeber zależą od warunków obciążenia panelu i wymagań dotyczących sztywności. Dla paneli obciążonych równomiernie minimalna efektywna wysokość żebra wynosi:
h_min = t_panel × √(24 × L²/(E × t_panel × δ_max))
Gdzie L reprezentuje niepodpartą rozpiętość, a δ_max określa dopuszczalną granicę ugięcia. Praktyczne wysokości żeber zazwyczaj wahają się od 3 do 15 mm dla zastosowań z blachy, przy czym 5-8 mm zapewnia optymalny stosunek sztywności do wagi.
Względy produkcyjne znacząco wpływają na parametry projektowania żeber. Precyzyjne usługi obróbki CNC umożliwiają złożone profile żeber z wąskimi tolerancjami, podczas gdy formowanie na prasie krawędziowej ogranicza złożoność żeber do prostych kształtów geometrycznych. Wybór między żebrami obrabianymi a formowanymi wpływa zarówno na koszty, jak i charakterystykę wydajności.
Optymalizacja Profilu Żebra
Profile przekroju żeber dramatycznie wpływają na wydajność usztywniania i złożoność produkcji. Typowe profile obejmują konfiguracje prostokątne, trójkątne i w kształcie litery T, z których każda oferuje odrębne zalety:
Żebra prostokątne zapewniają maksymalne wykorzystanie materiału i prostą produkcję, ale koncentrują naprężenia w ostrych narożach. Promienie zaokrągleń 0,5-1,0 mm eliminują koncentrację naprężeń przy zachowaniu formowalności w cienkich materiałach.
Żebra trójkątne oferują doskonały stosunek sztywności do wagi i naturalny rozkład naprężeń, ale wymagają specjalistycznych narzędzi do spójnego formowania. Zawarty kąt zazwyczaj waha się od 60 do 90 stopni dla optymalnych właściwości wytrzymałościowych.
Żebra w kształcie litery T maksymalizują drugi moment bezwładności pola, ale wymagają złożonych sekwencji formowania lub operacji obróbki. Profile te są odpowiednie do zastosowań przy dużych obciążeniach, gdzie optymalizacja zużycia materiału uzasadnia zwiększoną złożoność produkcji.
Inżynieria Kołnierzy: Strategie Wzmocnienia Obwodowego
Projektowanie kołnierzy stanowi podstawową metodę zapobiegania efektowi blachy falującej inicjowanemu na krawędziach, zapewniając jednocześnie interfejsy montażowe i ciągłość strukturalną. Efektywna geometria kołnierza musi równoważyć zwiększenie sztywności z ograniczeniami produkcyjnymi i wymaganiami montażowymi.
Minimalna szerokość kołnierza jest zgodna z zależnością: W_kołnierz ≥ 3 × t_materiał + promień gięcia, zapewniając odpowiednią ilość materiału do niezawodnego formowania bez pękania. Dla aluminium 6061-T6 o grubości 2,0 mm minimalne szerokości kołnierza 8-10 mm zapewniają wystarczające zwiększenie sztywności przy zachowaniu granic formowalności.
Wkład sztywności kołnierza zależy od efektywnego wskaźnika wytrzymałości przekroju zgiętej konfiguracji. Kołnierz 90-stopniowy zwiększa lokalną sztywność o około 8-12 razy w porównaniu z płaskim odpowiednikiem panelu, dzięki czemu kołnierze są bardzo wydajnymi elementami usztywniającymi.
Przejście między panelem a kołnierzem wymaga starannego doboru promienia, aby zapobiec koncentracji naprężeń przy jednoczesnym zachowaniu maksymalnego przenoszenia sztywności. Konstrukcje odciążające narożniki stają się krytyczne na skrzyżowaniach kołnierzy, gdzie ograniczenia przepływu materiału mogą powodować pękanie lub niepełne formowanie.
| Konfiguracja kołnierza | Mnożnik sztywności | Złożoność formowania | Wykorzystanie materiału | Wpływ na koszt |
|---|---|---|---|---|
| Proste zagięcie 90° | 8-10x | Niska | 95% | +15% |
| Krawędź zawinięta | 12-15x | Wysoka | 85% | +35% |
| Kołnierz zwrotny | 6-8x | Średnia | 90% | +25% |
| Złożone zagięcie | 15-20x | Bardzo wysoka | 80% | +50% |
Integracja Kołnierza z Panelem
Strefa przejścia między panelem a kołnierzem stanowi krytyczny element konstrukcyjny, który determinuje ogólną skuteczność usztywniania. Ostre przejścia tworzą koncentrację naprężeń, które mogą inicjować uszkodzenia zmęczeniowe, podczas gdy zbyt stopniowe przejścia zmniejszają korzyści ze sztywności.
Optymalne promienie gięcia dla stopów aluminium wahają się od 1,0 do 2,0 razy grubości materiału, zapewniając wystarczający przepływ materiału przy jednoczesnym zachowaniu ostrej definicji narożnika. Większe promienie poprawiają formowalność, ale zmniejszają wydajność przenoszenia sztywności, wymagając starannego wyważenia w zależności od wymagań aplikacji.
Wieloetapowe formowanie kołnierzy umożliwia złożone profile, które maksymalizują sztywność przy jednoczesnym uwzględnieniu ograniczeń produkcyjnych. Progresywne sekwencje matryc mogą tworzyć złożone kołnierze o zmiennych wysokościach i zintegrowanych elementach montażowych, chociaż koszty oprzyrządowania rosną proporcjonalnie do złożoności.
Wpływ Wyboru Materiału na Wydajność Usztywnienia
Właściwości materiału zasadniczo determinują skuteczność usztywnienia i wymagania produkcyjne. Moduł sprężystości, granica plastyczności i charakterystyka formowalności bezpośrednio wpływają na parametry projektowania i strategie optymalizacji kosztów.
Stopy aluminium dominują w zastosowaniach z blachy ze względu na doskonały stosunek wytrzymałości do wagi i odporność na korozję. Jednak różne składy stopów wykazują różne reakcje na integrację usztywnień:
Aluminium 6061-T6 zapewnia optymalną równowagę między formowalnością a wytrzymałością dla większości zastosowań usztywniających. Materiał łatwo akceptuje złożone sekwencje gięcia, zachowując przewidywalną charakterystykę sprężynowania. Utwardzanie przez zgniot podczas operacji formowania może zwiększyć lokalną granicę plastyczności o 10-15% w obszarach o dużym odkształceniu.
Aluminium 7075-T6 oferuje doskonałe właściwości wytrzymałościowe, ale stwarza wyzwania związane z formowaniem ze względu na zmniejszoną plastyczność. Konstrukcje usztywnień muszą uwzględniać wyższe siły formowania i potencjalne pękanie na ostrych przejściach. Materiał ten wyróżnia się w zastosowaniach, w których maksymalny stosunek wytrzymałości do wagi uzasadnia zwiększoną złożoność produkcji.
Aluminium 5052-H32 wykazuje doskonałą formowalność, ale niższe właściwości wytrzymałościowe wymagają zwiększonych wymiarów usztywnienia dla równoważnej wydajności. Stop ten jest odpowiedni do zastosowań, w których priorytetem jest złożona geometria nad ostatecznymi wymaganiami wytrzymałościowymi.
Względy Korozyjne dla Usztywnionych Paneli
Integracja usztywnień tworzy cechy geometryczne, które mogą zatrzymywać wilgoć i przyspieszać procesy korozyjne, szczególnie w zastosowaniach zewnętrznych. Strategie projektowania muszą uwzględniać zarówno dobór materiału, jak i wymagania dotyczące powłok ochronnych.
Alternatywy ze stali ocynkowanej zapewniają zwiększoną odporność na korozję, ale wymagają różnych parametrów formowania i podejść do projektowania usztywnień ze względu na grubość powłoki i względy kruchości.
Zapewnienie drenażu staje się krytyczne w konstrukcjach paneli żebrowanych, gdzie na powierzchniach poziomych może gromadzić się wilgoć. Należy włączyć otwory drenażowe o minimalnej średnicy 3 mm w najniższych punktach, umieszczone tak, aby zapobiec naruszeniu strukturalnemu, zapewniając jednocześnie skuteczne odprowadzanie wody.
Integracja Procesu Produkcyjnego
Metody produkcji usztywnień znacząco wpływają na wykonalność projektu, strukturę kosztów i wyniki jakościowe. Wybór między formowaniem, obróbką i podejściami hybrydowymi zależy od wielkości produkcji, wymagań dotyczących tolerancji i złożoności geometrycznej.
Formowanie na prasie krawędziowej stanowi najbardziej opłacalne podejście dla prostych geometrii żeber i kołnierzy. Standardowe oprzyrządowanie obsługuje promienie gięcia od 0,5 do 6,0 mm z powtarzalnością w granicach ±0,1 mm. Złożone sekwencje wielokrotnego gięcia wymagają starannego planowania narzędzi, aby uniknąć problemów z interferencją i utrzymać dokładność wymiarową.
Progresywne formowanie matrycowe umożliwia produkcję wielkoseryjną ze zintegrowanymi operacjami przebijania, formowania i przycinania. Początkowe inwestycje w oprzyrządowanie w wysokości 15 000–50 000 EUR wymagają wielkości produkcji przekraczającej 10 000 sztuk dla uzasadnienia ekonomicznego, ale koszty jednostkowe mogą spaść do 0,50–2,00 EUR w zależności od złożoności.
Obróbka CNC zapewnia najwyższą elastyczność w rozwoju prototypów i produkcji małoseryjnej. Złożone profile żeber o zmiennych wysokościach i zintegrowanych elementach montażowych są łatwo osiągalne, chociaż straty materiałowe i czasy cykli ograniczają opłacalność ekonomiczną do specjalistycznych zastosowań.
| Metoda produkcji | Koszt konfiguracji (€) | Zakres kosztu jednostkowego (€) | Czas realizacji | Elastyczność projektowania | Próg wolumenu |
|---|---|---|---|---|---|
| Formowanie na prasie krawędziowej | 200-500 | 2.50-8.00 | 3-5 dni | Średnia | 50-1000 sztuk |
| Progresywna matryca | 15,000-50,000 | 0.50-2.00 | 6-8 tygodni | Wysoka | 10,000+ sztuk |
| Obróbka CNC | 100-300 | 8.00-25.00 | 1-2 dni | Bardzo wysoka | 1-500 sztuk |
| Hydroformowanie | 5,000-15,000 | 3.00-7.00 | 4-6 tygodni | Wysoka | 1,000+ sztuk |
Kontrola Jakości i Weryfikacja Wymiarowa
Kontrola usztywnionych paneli wymaga specjalistycznych technik pomiarowych w celu weryfikacji zarówno dokładności geometrycznej, jak i wydajności strukturalnej. Współrzędnościowe maszyny pomiarowe (CMM) zapewniają precyzyjną weryfikację wymiarową, ale mogą wymagać niestandardowego oprzyrządowania dla złożonych geometrii.
Pomiar płaskości staje się krytyczny dla paneli ze zintegrowanymi usztywnieniami, gdzie lokalne odkształcenia mogą rozprzestrzeniać się na obszarach nieusztywnionych. Systemy skanowania laserowego umożliwiają szybkie profilowanie powierzchni z rozdzielczością do 0,01 mm, identyfikując potencjalne problemy z efektem blachy falującej przed ostatecznym montażem.
Testowanie obciążeniowe potwierdza wydajność usztywnienia w warunkach eksploatacyjnych. Proste testowanie belki podpartej z obciążeniami rozłożonymi symuluje rzeczywiste warunki użytkowania, zapewniając jednocześnie ilościowe pomiary ugięcia do weryfikacji projektu.
Aby uzyskać wyniki o wysokiej precyzji, uzyskaj wycenę w 24 godziny od Microns Hub.
Strategie Optymalizacji Kosztów
Optymalizacja kosztów usztywnienia wymaga zrównoważenia zużycia materiału, złożoności produkcji i wymagań dotyczących wydajności. Całkowity koszt obejmuje surowce, operacje przetwarzania, amortyzację oprzyrządowania i działania związane z weryfikacją jakości.
Wydajność wykorzystania materiału znacząco wpływa na ekonomię projektu. Zagnieżdżone układy do cięcia laserowego mogą osiągnąć 85-95% wykorzystania materiału, podczas gdy złożone operacje formowania matrycowego mogą marnować 15-20% ze względu na wymagania dotyczące szkieletu i operacje przycinania.
Standaryzacja usztywnień zmniejsza koszty oprzyrządowania i poprawia wydajność produkcji. Opracowywanie rodzin profili żeber i konfiguracji kołnierzy umożliwia ponowne wykorzystanie narzędzi w wielu projektach przy jednoczesnym zachowaniu elastyczności projektowania dla konkretnych zastosowań.
Strategie konsolidacji wolumenu mogą zmniejszyć koszty jednostkowe poprzez łączenie wielu numerów części w pojedyncze serie produkcyjne. Jednak koszty utrzymania zapasów i wymagania dotyczące dostaw dla klientów muszą być zrównoważone z korzyściami skali produkcji.
Zasady Projektowania do Produkcji
Zasady DFM dla usztywnionych paneli koncentrują się na zmniejszeniu złożoności produkcji przy jednoczesnym zachowaniu wydajności strukturalnej. Kluczowe kwestie obejmują optymalizację sekwencji gięcia, dostępność narzędzi i minimalizację operacji wtórnych.
Planowanie sekwencji gięcia zapobiega interferencji narzędzi i utrzymuje dokładność wymiarową podczas całego procesu formowania. Złożone części mogą wymagać wielu ustawień z pośrednimi operacjami wyżarzania, aby zapobiec utwardzaniu przez zgniot i pękaniu.
Konsolidacja cech eliminuje operacje wtórne poprzez integrację otworów montażowych, szczelin i innych cech z podstawowymi operacjami formowania. Takie podejście zmniejsza koszty obsługi i poprawia relacje wymiarowe między krytycznymi cechami.
Zaawansowane Techniki Usztywniania
Oprócz tradycyjnych żeber i kołnierzy, zaawansowane techniki usztywniania odpowiadają na specjalistyczne wymagania dotyczące zastosowań o krytycznej wadze, ekstremalnych warunków obciążenia i ograniczeń estetycznych.
Usztywnianie przez wytłaczanie tworzy liniowe elementy wzmacniające poprzez kontrolowane odkształcenie bez dodawania materiału. Profile wytłoczeń zazwyczaj mierzą 2-5 mm wysokości ze stopniowymi przejściami, aby zminimalizować koncentrację naprężeń. Technika ta jest odpowiednia do zastosowań, w których wystające żebra zakłócają montaż lub wymagania estetyczne.
Usztywnianie przez wybijanie polega na lokalnym przemieszczeniu materiału w celu utworzenia płytkich wzorów wzmacniających. Proces ten wymaga wyższych sił formowania, ale wytwarza praktycznie niewidoczne elementy usztywniające, idealne do zastosowań o krytycznym wyglądzie. Głębokości wybić 0,3-0,8 mm zapewniają wymierną poprawę sztywności przy jednoczesnym zachowaniu ciągłości powierzchni.
Konstrukcja warstwowa z rdzeniem o strukturze plastra miodu stanowi ostateczne podejście do usztywniania dla zastosowań o krytycznej wadze. Aluminiowe rdzenie o strukturze plastra miodu zapewniają wyjątkowy stosunek sztywności do wagi, ale wymagają specjalistycznych procesów łączenia i uwzględnienia uszczelnienia środowiskowego.
Zintegrowane Podejścia Projektowe
Nowoczesne strategie usztywniania integrują wiele technik wzmacniania, aby zoptymalizować wydajność przy jednoczesnym zminimalizowaniu złożoności produkcji. Podejścia hybrydowe łączą żebra, kołnierze i formowane cechy w skoordynowanych projektach, które maksymalizują wydajność strukturalną.
Optymalizacja FEA umożliwia umieszczanie usztywnień w oparciu o wydajność, co minimalizuje zużycie materiału przy jednoczesnym spełnieniu kryteriów ugięcia. Algorytmy optymalizacji topologii mogą identyfikować optymalne lokalizacje wzmocnień, które mogą nie być intuicyjne dzięki tradycyjnym podejściom projektowym.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę na szczegóły, na jaką zasługuje, od wstępnych konsultacji projektowych po ostateczną weryfikację jakości.
Techniki wytwarzania przyrostowego umożliwiają złożone wewnętrzne geometrie usztywniające, niemożliwe do uzyskania za pomocą konwencjonalnych metod formowania. Elementy usztywniające drukowane w 3D można zintegrować z tradycyjnymi elementami z blachy, aby tworzyć konstrukcje hybrydowe o zoptymalizowanej charakterystyce wydajności.
Walidacja Wydajności i Testowanie
Walidacja wydajności usztywnionych paneli wymaga kompleksowych protokołów testowania, które weryfikują zarówno natychmiastową wydajność strukturalną, jak i długoterminową charakterystykę trwałości. Metodologie testowania muszą symulować rzeczywiste warunki eksploatacyjne, zapewniając jednocześnie dane ilościowe do optymalizacji projektu.
Statyczne testowanie obciążeniowe zapewnia podstawowe pomiary sztywności w kontrolowanych warunkach. Trzypunktowe i czteropunktowe testy zginania określają ilościowo zależności obciążenie-ugięcie, identyfikując jednocześnie tryby uszkodzenia i granice obciążalności. Urządzenia testowe muszą uwzględniać różne geometrie paneli przy jednoczesnym zachowaniu spójnych warunków brzegowych.
Testowanie dynamiczne ocenia reakcję usztywnionego panelu na wibracje i obciążenia udarowe. Analiza modalna identyfikuje częstotliwości własne i kształty drgań, które mogą prowadzić do problemów z rezonansem w środowiskach eksploatacyjnych. Testowanie udarowe potwierdza odporność na uszkodzenia i charakterystykę pochłaniania energii w scenariuszach transportu i obsługi.
Testowanie zmęczeniowe staje się krytyczne dla usztywnionych paneli poddawanych cyklicznym warunkom obciążenia. Opracowanie krzywej S-N dla konkretnych konfiguracji usztywnień umożliwia przewidywanie żywotności i optymalizację harmonogramu konserwacji. Parametry testowe muszą odzwierciedlać rzeczywiste widma obciążeń i warunki środowiskowe oczekiwane w eksploatacji.
Dzięki naszym usługom produkcyjnym zapewniamy, że każdy usztywniony panel spełnia lub przekracza określone kryteria wydajności dzięki rygorystycznym protokołom testowania i zapewnienia jakości.
Często Zadawane Pytania
Jaki stosunek grubości do rozpiętości zazwyczaj wymaga usztywnienia, aby zapobiec efektowi blachy falującej?
Panele o stosunku grubości do rozpiętości poniżej 1:150 na ogół wymagają usztywnienia dla stopów aluminium. Na przykład panel o szerokości 300 mm powinien mieć co najmniej 2,0 mm grubości, aby uniknąć efektu blachy falującej, lub zawierać żebra/kołnierze, jeśli konieczny jest cieńszy materiał. Panele stalowe mogą tolerować stosunki do 1:200 ze względu na wyższy moduł sprężystości.
O ile żebra mogą poprawić sztywność w porównaniu z płaskimi panelami?
Prawidłowo zaprojektowane żebra mogą zwiększyć sztywność panelu o 300-400%, dodając tylko 10-15% kosztów materiałowych. Żebro o wysokości 5 mm w aluminium o grubości 2,0 mm może zapewnić równoważną sztywność co lity panel o grubości 4,5 mm, co stanowi znaczną oszczędność wagi i kosztów w zastosowaniach z dużymi panelami.
Jaka jest minimalna szerokość kołnierza potrzebna do skutecznego usztywnienia?
Minimalna efektywna szerokość kołnierza jest równa 3-krotności grubości materiału plus promień gięcia. Dla aluminium o grubości 2,0 mm z promieniem gięcia 2,0 mm minimalna szerokość kołnierza wynosi 8,0 mm. Jednak szerokości 10-15 mm zapewniają lepsze zwiększenie sztywności i łatwiejsze tolerancje produkcyjne.
Czy usztywnienia można dodać do istniejących paneli bez całkowitej zmiany konstrukcji?
Tak, doposażenie w usztywnienia jest możliwe poprzez klejenie lub mechaniczne mocowanie zewnętrznych żeber. Kleje konstrukcyjne, takie jak 3M VHB lub akryle konstrukcyjne Loctite, mogą łączyć aluminiowe usztywnienia o wytrzymałości przekraczającej 15 MPa. Jednak zintegrowane podejścia projektowe zazwyczaj zapewniają lepszą wydajność i estetykę.
Jak warunki środowiskowe wpływają na wymagania dotyczące projektowania usztywnień?
Wahania temperatury powodują różnicową rozszerzalność, która może naprężać mocowania usztywnień. Należy projektować złącza kompensacyjne lub elastyczne połączenia dla zakresów temperatur przekraczających 50°C. Zastosowania zewnętrzne wymagają zapewnienia drenażu i ochrony przed korozją. Ekspozycja na promieniowanie UV może degradować wiązania klejowe, wymagając mechanicznych systemów zapasowych.
Jakie tolerancje produkcyjne są osiągalne dla paneli żebrowanych?
Formowanie na prasie krawędziowej utrzymuje tolerancję wymiarową ±0,1 mm dla prostych geometrii żeber. Progresywne operacje matrycowe osiągają powtarzalność ±0,05 mm, ale wymagają wyższych inwestycji w oprzyrządowanie. Żebra obrabiane CNC mogą utrzymać ±0,02 mm, ale kosztują 3-4 razy więcej niż alternatywy formowane.
Jak kierunek włókien materiału wpływa na wydajność usztywnienia?
Gięcie równoległe do kierunku włókien (z włóknami) zapewnia o 10-15% lepszą formowalność, ale nieznacznie zmniejszoną wytrzymałość prostopadle do osi gięcia. Aby uzyskać maksymalną sztywność, w miarę możliwości należy orientować żebra prostopadle do kierunku walcowania. Gięcie w poprzek włókien wymaga większych promieni gięcia, aby zapobiec pękaniu, ale zapewnia izotropowe właściwości wytrzymałościowe.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece