Impregnacja próżniowa: Uszczelnianie ścieżek nieszczelności w odlewach hydraulicznych
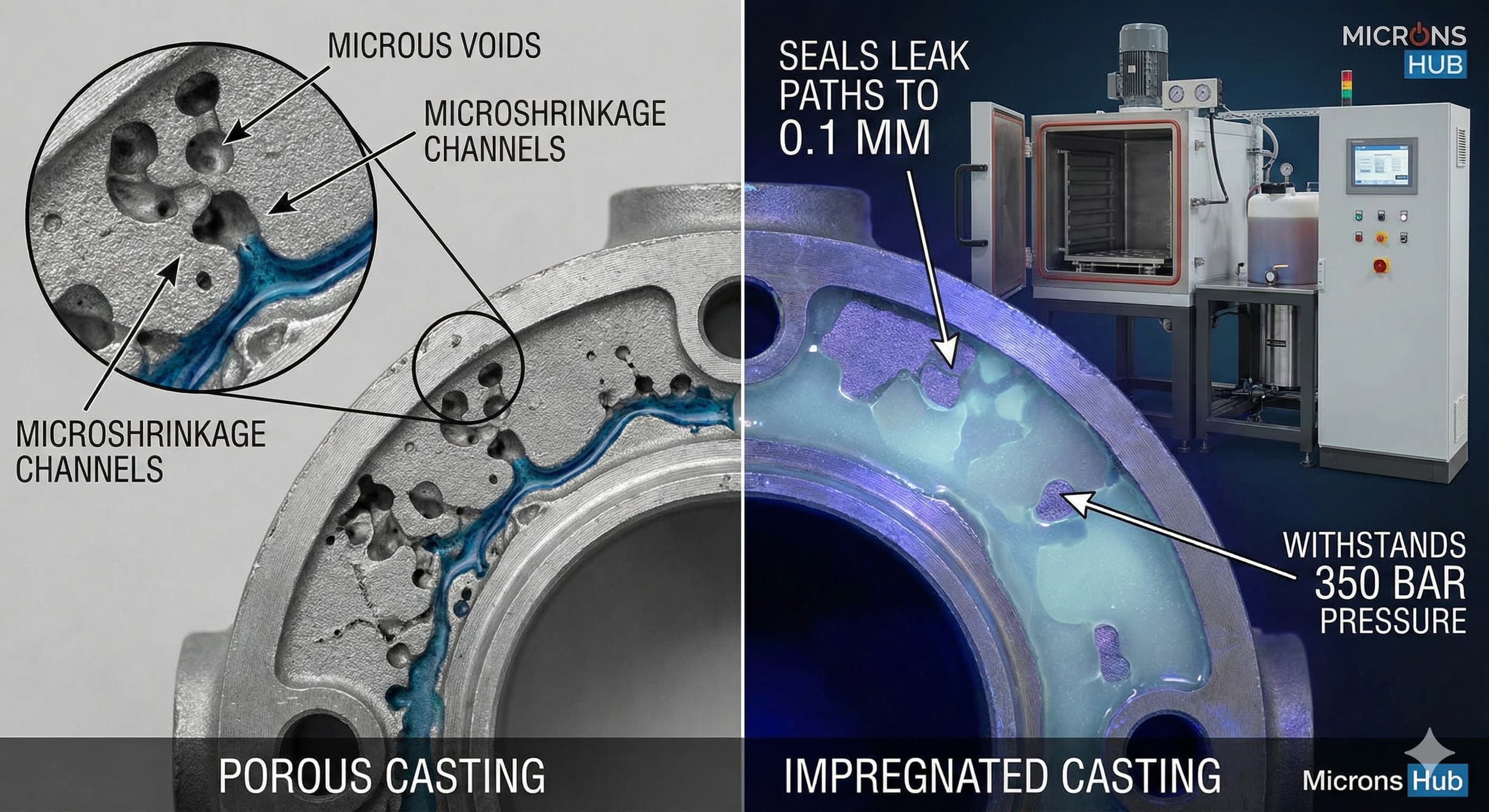
Porowatość w odlewach hydraulicznych stanowi jeden z najbardziej krytycznych trybów uszkodzeń w zastosowaniach wysokociśnieniowych. Gdy połączone mikroskurcze tworzą ścieżki nieszczelności przez ścianki odlewu, skutkuje to katastrofalną awarią systemu, zanieczyszczeniem środowiska i znacznymi kosztami przestoju. Impregnacja próżniowa stała się ostatecznym rozwiązaniem do uszczelniania tych mikroskopijnych defektów, przekształcając potencjalnie złomowane komponenty w szczelne zespoły zdolne do wytrzymywania ciśnień roboczych przekraczających 350 bar.
Ta kompleksowa analiza techniczna bada proces impregnacji próżniowej zarówno z perspektywy metalurgicznej, jak i praktycznej, dostarczając inżynierom produkcji szczegółowej wiedzy wymaganej do wdrożenia skutecznych protokołów uszczelniania nieszczelności.
Kluczowe wnioski
- Impregnacja próżniowa może uszczelnić porowatość do średnicy 0,1 mm, osiągając współczynniki nieszczelności poniżej 10⁻⁶ mbar·l/s, jak określono w normie ISO 3530
- Właściwe przygotowanie powierzchni i usuwanie zanieczyszczeń są krytyczne – nawet 0,05 mm płynów obróbkowych może uniemożliwić całkowitą penetrację żywicy
- Nowoczesne żywice anaerobowe utwardzają się w połączonych porach, pozostając w stanie ciekłym w obszarach narażonych na działanie powietrza, umożliwiając selektywne uszczelnianie
- Analiza kosztów pokazuje, że impregnacja próżniowa odzyskuje 85-95% odrzuconych odlewów hydraulicznych przy 15-25% kosztów wymiany
Zrozumienie powstawania porowatości w odlewach hydraulicznych
Odlewy hydrauliczne doświadczają powstawania porowatości poprzez wiele mechanizmów podczas procesu krzepnięcia. Głównym czynnikiem jest mikroskurcz, występujący, gdy krzepnięcie metalu powoduje skurcz objętościowy bez odpowiedniego zasilania z nadlewów lub wlewów. Zjawisko to jest szczególnie wyraźne w stopach aluminium, takich jak A356-T6 i A380, gdzie skurcz krzepnięcia zbliża się do 6,5% objętości.
Porowatość gazowa stanowi drugie główne wyzwanie, powstaje, gdy rozpuszczony wodór wytrąca się podczas chłodzenia. Rozpuszczalność wodoru w aluminium gwałtownie spada z 0,69 cm³/100g w stanie ciekłym do zaledwie 0,036 cm³/100g w postaci stałej. To przesycanie tworzy sferyczne pory o średnicy od 0,1 mm do kilku milimetrów.
Krytyczne rozróżnienie dla zastosowań hydraulicznych polega na wzajemnym połączeniu porowatości. Izolowane pory stanowią minimalne ryzyko, ale połączone sieci tworzą ciągłe ścieżki nieszczelności przez ścianki odlewu. Te mikroskopijne kanały, często niewidoczne podczas standardowej kontroli wizualnej, umożliwiają migrację płynu hydraulicznego pod ciśnieniem, prowadząc do wycieków zewnętrznych i zanieczyszczenia systemu.
| Typ porowatości | Typowy zakres rozmiarów | Mechanizm powstawania | Poziom ryzyka hydraulicznego |
|---|---|---|---|
| Mikroskurcz | 0,05-0,5 mm | Skurcz krzepnięcia | Wysoki - połączone |
| Porowatość gazowa (H₂) | 0,1-2,0 mm | Wydzielanie się wodoru | Średni - zazwyczaj izolowane |
| Inkluzje tlenkowe | 0,02-0,2 mm | Uwięzienie utleniania powierzchni | Wysoki - tworzy punkty inicjacji wycieków |
| Zimne połączenia | Szerokość 0,1-1,0 mm | Niepełne stopienie metalu | Bardzo wysoki - liniowe ścieżki wycieków |
Nowoczesne procesy odlewania ciśnieniowego znacznie zmniejszyły występowanie porowatości, szczególnie w przypadku odlewania ciśnieniowego cynku, które oferuje lepsze właściwości gęstości w porównaniu z alternatywami aluminiowymi. Jednak złożone geometrie i grube przekroje w komponentach hydraulicznych nadal stanowią wyzwania związane z krzepnięciem, wymagające obróbki po odlaniu.
Podstawy procesu impregnacji próżniowej
Impregnacja próżniowa działa na zasadzie różnicy ciśnień, aby wtłoczyć żywice o niskiej lepkości w mikroskopijną porowatość. Proces rozpoczyna się od umieszczenia oczyszczonych odlewów w komorze próżniowej, zwykle osiągając ciśnienie poniżej 1 mbar (100 Pa). To odsysanie próżniowe usuwa powietrze z połączonych porów, tworząc siłę napędową dla późniejszej penetracji żywicy.
Wybór żywicy okazuje się krytyczny dla zastosowań hydraulicznych. Nowoczesne żywice anaerobowe, w szczególności preparaty na bazie metakrylanów, utwardzają się tylko w przypadku braku tlenu, pozostając w stanie ciekłym w obszarach narażonych na działanie powietrza. To selektywne utwardzanie zapewnia całkowite uszczelnienie porów bez zanieczyszczenia powierzchni, które mogłoby zakłócić późniejsze operacje obróbki lub powlekania.
Krytyczne parametry procesu
Poziom próżni stanowi podstawowy parametr kontrolny, bezpośrednio wpływający na głębokość i kompletność penetracji. Optymalne wyniki wymagają ciśnienia absolutnego poniżej 1 mbar, utrzymywanego przez wystarczający czas, aby osiągnąć całkowite usunięcie powietrza. Czas odsysania zależy od geometrii części i objętości porowatości, zwykle w zakresie od 15 do 45 minut dla odlewów hydraulicznych.
Kontrola temperatury podczas impregnacji wpływa zarówno na lepkość żywicy, jak i charakterystykę penetracji. Większość żywic anaerobowych osiąga optymalne właściwości przepływu w temperaturze 60-80°C, zmniejszając lepkość o około 40% w porównaniu z pracą w temperaturze pokojowej. Jednak nadmierna temperatura przyspiesza inicjację utwardzania, potencjalnie blokując wąskie kanały porów przed całkowitą penetracją.
Różnica ciśnień podczas wprowadzania żywicy zwykle wykorzystuje ciśnienie atmosferyczne w stosunku do utrzymywanej próżni. Niektóre zaawansowane systemy wykorzystują ciśnienie dodatnie do 6 barów, aby zwiększyć penetrację w bardzo drobnej porowatości, chociaż wymaga to starannej kontroli, aby zapobiec zniekształceniu odlewu w cienkościennych sekcjach.
Dobór materiałów i kompatybilność
Wybór chemii żywicy musi uwzględniać zarówno stop odlewniczy, jak i zamierzoną kompatybilność z płynem hydraulicznym. W przypadku odlewów aluminiowych żywice na bazie metakrylanów zapewniają doskonałą przyczepność i odporność chemiczną. Preparaty te zwykle osiągają wytrzymałość na rozciąganie przekraczającą 25 MPa po pełnym utwardzeniu, z wartościami twardości Shore'a D między 75-85.
Badanie kompatybilności z płynem hydraulicznym odbywa się zgodnie z protokołami ASTM D471, oceniając pęcznienie objętościowe i zachowanie właściwości po długotrwałej ekspozycji. Nowoczesne żywice anaerobowe wykazują doskonałą kompatybilność z olejami hydraulicznymi na bazie mineralnej, wykazując mniej niż 3% zmianę objętości po 1000 godzinach w temperaturze 100°C. Kompatybilność z płynami syntetycznymi znacznie różni się w zależności od chemii płynu, co wymaga specyficznej walidacji dla każdego zastosowania.
| Typ żywicy | Czas utwardzania (25°C) | Zakres temperatur | Kompatybilność z płynami hydraulicznymi | Koszt za litr |
|---|---|---|---|---|
| Metakrylan beztlenowy | 2-4 godziny | -55°C do +150°C | Doskonała z olejami mineralnymi | €125-180 |
| Modyfikowany poliuretan | 6-8 godzin | -40°C do +120°C | Dobra z większością płynów | €95-140 |
| Na bazie żywicy epoksydowej | 12-24 godziny | -30°C do +130°C | Umiarkowana - wymaga testowania | €80-120 |
| Modyfikowany silikonem | 4-6 godzin | -65°C do +180°C | Doskonała elastyczność | €160-220 |
Utwardzona żywica musi zachować integralność podczas cyklicznego obciążania ciśnieniem hydraulicznym. Protokoły testowe obejmują cykliczne obciążanie ciśnieniem od 0 do maksymalnego ciśnienia roboczego przez minimum 100 000 cykli, z wykrywaniem nieszczelności wykonywanym w regularnych odstępach czasu. Udana impregnacja zwykle wytrzymuje ciśnienie 1,5 razy większe od maksymalnego ciśnienia roboczego bez wykrywalnych wycieków.
Wymagania dotyczące przygotowania powierzchni
Czystość powierzchni bezpośrednio wpływa na skuteczność impregnacji, a nawet mikroskopijne zanieczyszczenia uniemożliwiają całkowitą penetrację żywicy. Płyny obróbkowe, szczególnie chłodziwa na bazie wody, stanowią najpoważniejszą barierę dla przepływu żywicy. Całkowite usunięcie wymaga wieloetapowych protokołów czyszczenia łączących odtłuszczanie rozpuszczalnikowe z czyszczeniem alkalicznym.
Zalecana sekwencja czyszczenia rozpoczyna się od odtłuszczania parowego przy użyciu trójchloroetylenu lub nowoczesnych alternatyw węglowodorowych, a następnie czyszczenia alkalicznego w temperaturze 80-90°C przez 10-15 minut. Ostateczne płukanie wodą dejonizowaną zapobiega osadzaniu się minerałów, które mogłyby zablokować drobną porowatość. Całkowite suszenie w temperaturze 120°C przez minimum 30 minut zapewnia eliminację wilgoci, która mogłaby zakłócić anaerobowe mechanizmy utwardzania.
Aby uzyskać wyniki o wysokiej precyzji, prześlij swój projekt, aby otrzymać wycenę w ciągu 24 godzin od Microns Hub.
Protokoły kontroli jakości i testowania
Weryfikacja testów szczelności odbywa się zgodnie z ustalonymi protokołami określonymi w normie ISO 3530 dla komponentów hydraulicznych. Najczulsza metoda wykorzystuje spektrometrię masową helu, zdolną do wykrywania współczynników nieszczelności poniżej 10⁻⁸ mbar·l/s. Jednak praktyczne testy produkcyjne często wykorzystują metody zaniku ciśnienia z czułością wykrywania nieszczelności odpowiednią dla wymagań aplikacji.
Testowanie szczelności przed impregnacją ustala podstawową dotkliwość porowatości, zwykle wykonywane przy 1,5-krotnym ciśnieniu roboczym z czasem pomiaru 15-30 minut w zależności od objętości komponentu. Kryteria odrzucenia różnią się w zależności od zastosowania, ale komponenty hydrauliczne generalnie wymagają współczynników nieszczelności poniżej 10⁻⁴ mbar·l/s do rozważenia impregnacji.
Weryfikacja po impregnacji musi uwzględniać postęp utwardzania żywicy. Wstępne testy bezpośrednio po przetworzeniu mogą wykazywać sztucznie niskie współczynniki nieszczelności ze względu na mobilność nieutwardzonej żywicy. Standardowe protokoły wymagają minimum 24-godzinnego czasu utwardzania przed ostatecznym testowaniem szczelności, a niektóre specyfikacje rozszerzają się do 72 godzin dla krytycznych zastosowań.
Monitorowanie i kontrola procesu
Monitorowanie poziomu próżni podczas cyklu odsysania zapewnia wgląd w objętość porowatości i wzajemne połączenia. Szybki wzrost ciśnienia po odizolowaniu próżni wskazuje na znaczną porowatość wewnętrzną, podczas gdy stopniowy wzrost sugeruje minimalne lub słabo połączone defekty. Informacje te kierują optymalizacją czasu odsysania i pomagają przewidzieć prawdopodobieństwo sukcesu impregnacji.
Monitorowanie penetracji żywicy wykorzystuje kilka technik w zależności od geometrii i dostępności komponentu. Dodatek barwnika fluorescencyjnego umożliwia wizualną weryfikację pod oświetleniem UV, szczególnie przydatną w przypadku złożonych kanałów wewnętrznych. Pomiar przyrostu masy zapewnia ilościową ocenę poboru żywicy, z typowymi wartościami w zakresie od 0,1 do 2,0% masy komponentu w zależności od dotkliwości porowatości.
| Nasilenie porowatości | Czas ewakuacji próżniowej | Oczekiwany przyrost masy | Współczynnik sukcesu | Typowe zastosowania |
|---|---|---|---|---|
| Lekka (rozproszone pory) | 15-20 minut | 0,1-0,3% | 95-98% | Standardowe bloki hydrauliczne |
| Umiarkowana (częściowe połączenie) | 25-35 minut | 0,4-0,8% | 90-95% | Złożone korpusy zaworów |
| Poważna (rozległe sieci) | 40-60 minut | 0,9-2,0% | 80-90% | Obudowy pomp o grubych przekrojach |
| Krytyczna (przez ścianę) | 45-75 minut | 1,5-3,0% | 70-85% | Głowice cylindrów, kolektory |
Analiza ekonomiczna i uzasadnienie kosztów
Ekonomika impregnacji próżniowej zależy od kilku czynników, w tym kosztu wymiany odlewu, redukcji współczynnika złomowania i wymagań dotyczących przepustowości przetwarzania. W przypadku typowych korpusów zaworów hydraulicznych o kosztach produkcji między 45 a 85 EUR, przetwarzanie impregnacyjne dodaje około 8-15 EUR na komponent, co stanowi 15-25% całkowitego kosztu produkcji.
Podział kosztów obejmuje zużycie żywicy (zwykle 2-4 EUR na komponent), robociznę związaną z przetwarzaniem, amortyzację sprzętu i testowanie weryfikacji jakości. Operacje na dużą skalę osiągają korzyści skali dzięki przetwarzaniu wsadowemu, zmniejszając koszty na komponent do 5-8 EUR dla standardowych odlewów hydraulicznych.
Obliczenia zwrotu z inwestycji muszą uwzględniać alternatywę odrzucenia komponentu i ponownej produkcji. Przy typowych współczynnikach odrzucenia dla złożonych odlewów hydraulicznych w zakresie od 3 do 8% z powodu nieszczelności związanych z porowatością, impregnacja może odzyskać 85-95% w przeciwnym razie złomowanych komponentów. Ten współczynnik odzysku przekłada się na znaczne oszczędności kosztów, szczególnie w przypadku złożonych geometrii wymagających rozległej obróbki.
Rozważania dotyczące integracji procesu
Optymalizacja sekwencji produkcyjnej wymaga starannej integracji impregnacji próżniowej w istniejące przepływy pracy produkcyjnej. Idealny czas umieszcza impregnację po obróbce zgrubnej, ale przed operacjami końcowymi, umożliwiając weryfikację skuteczności uszczelnienia przy jednoczesnym zminimalizowaniu kosztów przeróbek w przypadku niepowodzenia obróbki.
Kompatybilność obróbki cieplnej stanowi ważne rozważania dla odlewów aluminiowych wymagających stanu ulepszania cieplnego T6. Standardowe obróbki starzeniowe w temperaturze 155°C przekraczają większość limitów temperatury żywicy anaerobowej, wymagając albo wyboru żywicy o wysokiej temperaturze, albo modyfikacji sekwencji procesu w celu wykonania impregnacji po zakończeniu obróbki cieplnej.
Integrując impregnację próżniową z naszymi usługami produkcyjnymi, staranna koordynacja zapewnia optymalne wyniki przy jednoczesnym zachowaniu wydajności produkcji i efektywności kosztowej.
Zaawansowane zastosowania i specjalne rozważania
Zastosowania hydrauliczne wysokociśnieniowe przekraczające 280 bar wymagają ulepszonych protokołów impregnacji i specjalistycznych preparatów żywicznych. Zastosowania te często wykorzystują wiele cykli impregnacji z progresywnie niższymi lepkościami żywic, aby zapewnić całkowitą penetrację niezwykle drobnych sieci porowatości.
Komponenty hydrauliczne lotnicze działające pod ciśnieniem do 350 bar wymagają dodatkowych testów kwalifikacyjnych, w tym odporności na wibracje, cyklicznego obciążania temperaturą i rozszerzonej walidacji cyklicznego obciążania ciśnieniem. Protokoły testowe są zgodne ze standardami lotniczymi, takimi jak AS9100, wymagając kompleksowej dokumentacji i identyfikowalności w całym procesie impregnacji.
Względy środowiskowe w coraz większym stopniu wpływają na wybór żywicy i protokoły przetwarzania. Preparaty anaerobowe na bazie wody zmniejszają emisję lotnych związków organicznych, zachowując jednocześnie charakterystyki wydajności odpowiednie dla większości zastosowań hydraulicznych. Te przyjazne dla środowiska opcje zwykle dodają 10-15% do kosztów przetwarzania, ale eliminują koszty odzyskiwania i utylizacji rozpuszczalników.
Specjalistyczne geometrie i złożone komponenty
Kanały wewnętrzne i złożone kolektory hydrauliczne stanowią unikalne wyzwania dla skuteczności impregnacji próżniowej. Geometrie te często wymagają wydłużonych czasów odsysania i specjalistycznego mocowania, aby zapewnić całkowite usunięcie powietrza z kanałów ślepych i złożonych sieci kanałów.
Cienkościenne sekcje wymagają starannej kontroli ciśnienia podczas impregnacji, aby zapobiec zniekształceniom. Komponenty o grubości ścianek poniżej 3 mm zwykle ograniczają zastosowanie ciśnienia dodatniego do maksymalnie 2 barów, wydłużając czas przetwarzania, ale zapobiegając zmianom wymiarowym, które mogłyby wpłynąć na krytyczne relacje dopasowania.
Zamawiając z Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna w zakresie procesów impregnacji próżniowej oznacza, że każdy odlew hydrauliczny otrzymuje dbałość o szczegóły wymaganą do niezawodnej, szczelnej pracy.
Rozwiązywanie typowych problemów z impregnacją
Niekompletna penetracja stanowi najczęstszy tryb awarii impregnacji, zwykle wynikający z niewystarczającego odsysania próżniowego lub zanieczyszczenia blokującego dostęp do porów. Procedury diagnostyczne obejmują cięcie próbek testowych w celu zweryfikowania głębokości penetracji żywicy i analizy wzoru dystrybucji.
Plamy na powierzchni występują sporadycznie, gdy żywica wycieka z porowatości podpowierzchniowej podczas postępu utwardzania. Problem ten zwykle wskazuje na połączoną porowatość rozciągającą się do powierzchni komponentu, wymagającą wydłużonych czasów odsysania lub wielu cykli impregnacji w celu całkowitego uszczelnienia.
Hamowanie utwardzania może wynikać z zanieczyszczenia powierzchni lub niekompatybilnych materiałów w kontakcie z nieutwardzoną żywicą. Związki silikonowe okazują się szczególnie problematyczne, wymagając całkowitego usunięcia przed przetworzeniem. Protokoły testowe obejmują weryfikację utwardzania na kuponach testowych przetwarzanych wraz z komponentami produkcyjnymi.
| Objaw problemu | Prawdopodobna przyczyna | Metoda diagnostyczna | Działanie naprawcze |
|---|---|---|---|
| Wyciek po utwardzeniu | Niepełna penetracja | Analiza przekrojów | Wydłużony czas ewakuacji |
| Barwienie powierzchni | Porowatość podpowierzchniowa | Badanie penetrantem barwnikowym | Wielokrotne cykle impregnacji |
| Brak wskazania utwardzenia | Skażenie/inhibicja | Ocena kuponu testowego | Ulepszony protokół czyszczenia |
| Zmienne wyniki | Niespójność procesu | Statystyczna kontrola procesu | Standaryzacja parametrów |
Przyszłe rozwój i trendy technologiczne
Zaawansowana chemia żywic nadal ewoluuje w kierunku wyższych możliwości temperaturowych i zwiększonej odporności chemicznej. Nowe preparaty w fazie rozwoju obiecują zakresy temperatur roboczych rozciągające się do 200°C, zachowując jednocześnie selektywne charakterystyki utwardzania niezbędne do skutecznej impregnacji.
Automatyzacja procesów w coraz większym stopniu obejmuje monitorowanie w czasie rzeczywistym i adaptacyjne systemy sterowania. Rozwój ten obejmuje ciągłe monitorowanie poziomu próżni, automatyczną kontrolę poziomu żywicy i zintegrowaną weryfikację testów szczelności w ramach sprzętu do przetwarzania jednostanowiskowego.
Integracja produkcji addytywnej stwarza pojawiające się możliwości, ponieważ komponenty hydrauliczne drukowane w 3D często wykazują porowatość wymagającą obróbki uszczelniającej. Połączenie usług wtrysku z impregnacją po przetworzeniu stwarza nowe możliwości produkcji złożonych komponentów hydraulicznych.
Zastosowania nanotechnologii badają włączanie nanocząstek do żywic impregnacyjnych w celu zwiększenia właściwości mechanicznych i zapewnienia właściwości samoleczenia w warunkach cyklicznego obciążenia. Te zaawansowane preparaty pozostają w fazie rozwoju, ale obiecują wydłużenie żywotności komponentów w wymagających zastosowaniach hydraulicznych.
Często zadawane pytania
Jakie poziomy ciśnienia mogą wytrzymać odlewy hydrauliczne impregnowane próżniowo?
Prawidłowo impregnowane odlewy hydrauliczne zwykle wytrzymują ciśnienie do 350 bar w ciągłej pracy, z ciśnieniami rozrywającymi przekraczającymi 525 bar. Rzeczywista zdolność ciśnieniowa zależy od integralności odlewu podstawowego, kompletności penetracji żywicy i geometrii komponentu. Protokoły testowe weryfikują wydajność przy 1,5-krotnym ciśnieniu roboczym dla akceptacji kwalifikacji.
Ile czasu zajmuje proces impregnacji próżniowej dla komponentów hydraulicznych?
Pełna impregnacja próżniowa zwykle wymaga 4-8 godzin, w tym faz odsysania, impregnacji i wstępnego utwardzania. Czas odsysania waha się od 15 do 60 minut w zależności od wielkości komponentu i dotkliwości porowatości. Utwardzanie żywicy wymaga dodatkowych 2-4 godzin przed manipulacją, z pełnym rozwojem właściwości osiągniętym w ciągu 24-48 godzin w temperaturze pokojowej.
Czy wcześniej obrobione odlewy hydrauliczne można skutecznie impregnować?
Tak, obrobione odlewy można skutecznie impregnować, pod warunkiem że dokładne czyszczenie usunie wszystkie płyny obróbkowe i zanieczyszczenia. Protokół czyszczenia musi obejmować odtłuszczanie parowe i mycie alkaliczne, aby zapewnić całkowite usunięcie zanieczyszczeń. Współczynniki sukcesu dla obrobionych komponentów zbliżają się do tych dla nieobrobionych odlewów, gdy przestrzegane są właściwe procedury przygotowania powierzchni.
Co się stanie, jeśli impregnacja próżniowa nie uszczelni wszystkich ścieżek nieszczelności?
Nieudaną impregnację można często powtórzyć po zidentyfikowaniu i skorygowaniu przyczyny źródłowej. Typowe działania naprawcze obejmują wydłużone cykle czyszczenia, dłuższe czasy odsysania lub alternatywny wybór żywicy. Komponenty wykazujące częściowy sukces mogą wymagać wielu cykli impregnacji z progresywnie niższymi lepkościami żywic. Około 85-95% prób impregnacji osiąga akceptowalne wyniki przy pierwszym przetworzeniu.
Jak utwardzanie żywicy wpływa na późniejsze operacje obróbki?
Utwardzone żywice anaerobowe obrabiają się podobnie do stopu aluminium podstawowego, zwykle nie wymagając specjalnych narzędzi ani regulacji parametrów. Twardość żywicy (Shore D 75-85) jest kompatybilna ze standardowymi narzędziami z węglików spiekanych używanymi do obróbki aluminium. Wybór chłodziwa powinien unikać płynów na bazie wody, które mogłyby zmiękczyć utwardzoną żywicę podczas długotrwałych operacji obróbki.
Jakie certyfikaty jakości mają zastosowanie do procesów impregnacji próżniowej?
Procesy impregnacji próżniowej zwykle działają w ramach systemów zarządzania jakością ISO 9001, a zastosowania lotnicze wymagają certyfikacji AS9100. Walidacja procesu jest zgodna ze standardami ASTM, w tym D471 dla kompatybilności chemicznej i odpowiednimi standardami testowania szczelności, takimi jak ISO 3530. Wymagania dotyczące dokumentacji obejmują parametry procesu, identyfikowalność partii żywicy i zapisy weryfikacji testów szczelności.
Czy istnieją obawy dotyczące środowiska lub bezpieczeństwa związane z żywicami do impregnacji próżniowej?
Nowoczesne żywice anaerobowe wywierają minimalny wpływ na środowisko, gdy są prawidłowo obsługiwane i utylizowane. Preparaty na bazie wody eliminują emisję lotnych związków organicznych podczas przetwarzania. Względy bezpieczeństwa obejmują standardowe protokoły obsługi chemikaliów, odpowiednią wentylację podczas przetwarzania i właściwą utylizację odpadów zgodnie z lokalnymi przepisami ochrony środowiska. Większość żywic anaerobowych jest nieszkodliwa po utwardzeniu.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece