Odlewanie ciśnieniowe cynku a aluminium: Dlaczego cynk oferuje dłuższą żywotność narzędzi
Żywotność narzędzi do odlewania ciśnieniowego pozostaje jednym z najważniejszych czynników wpływających na koszty w produkcji wielkoseryjnej, jednak wielu inżynierów nadal podejmuje decyzje dotyczące wyboru materiału wyłącznie na podstawie właściwości komponentów. Surowa rzeczywistość jest taka, że operacje odlewania ciśnieniowego aluminium zazwyczaj wymagają konserwacji narzędzi co 50 000-80 000 cykli, podczas gdy narzędzia do odlewania ciśnieniowego cynku rutynowo przekraczają 500 000 cykli przed poważnymi interwałami konserwacyjnymi. Ta fundamentalna różnica w trwałości oprzyrządowania może zadecydować o rentowności projektu w całym cyklu produkcyjnym.
Kluczowe wnioski
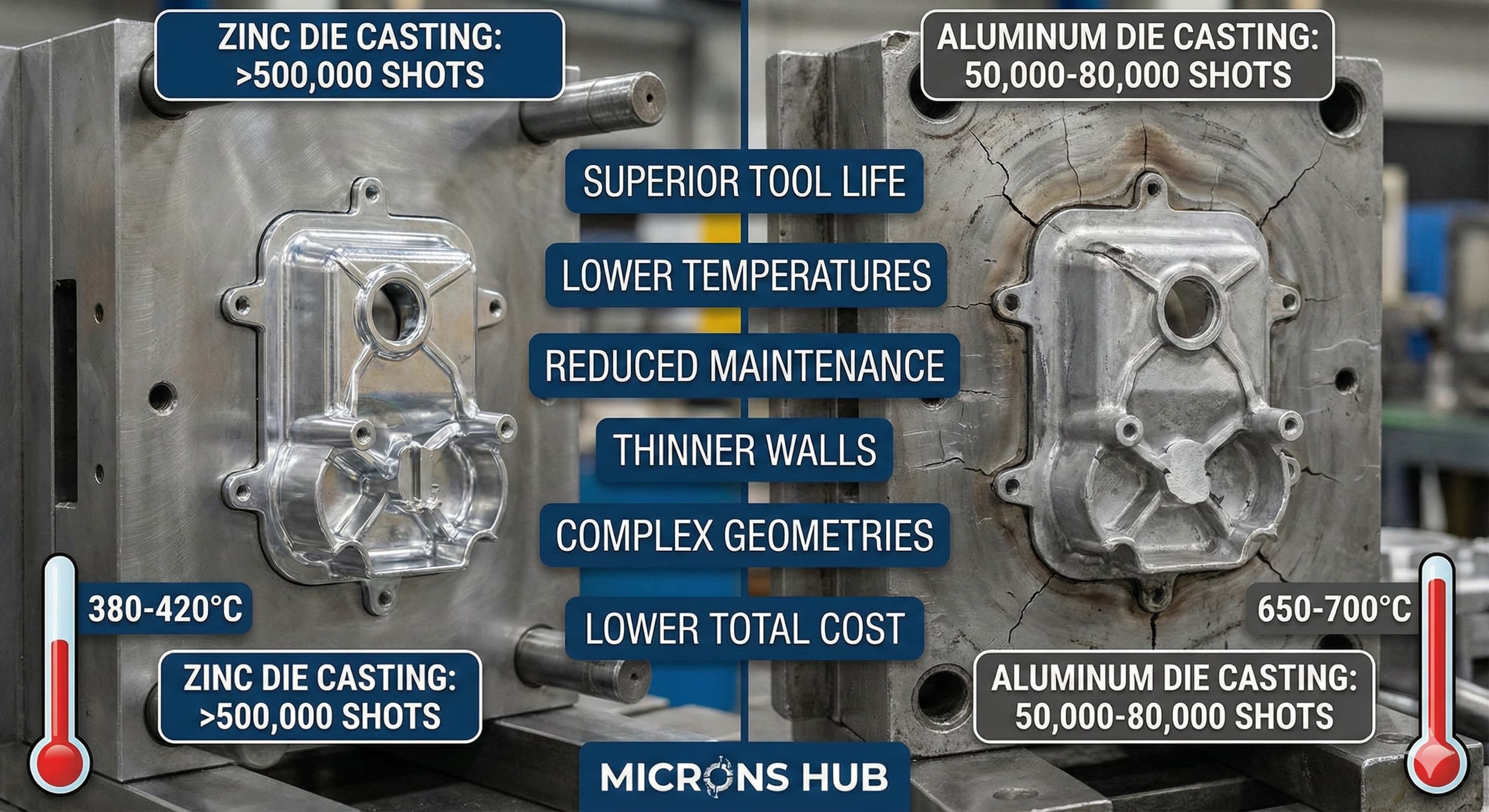
- Narzędzia do odlewania ciśnieniowego cynku osiągają 6-10 razy dłuższą żywotność w porównaniu z aluminium, z typowymi interwałami konserwacyjnymi przekraczającymi 500 000 cykli w porównaniu z 50 000-80 000 cykli dla aluminium
- Niższe temperatury robocze (380-420°C dla cynku vs 650-700°C dla aluminium) znacznie redukują naprężenia termiczne i degradację narzędzi
- Doskonałe właściwości płynięcia cynku umożliwiają cieńsze ścianki i bardziej złożone geometrie przy zachowaniu stałej dokładności wymiarowej
- Całkowity koszt posiadania przemawia za cynkiem w produkcji wielkoseryjnej pomimo wyższych kosztów surowców, ze względu na zmniejszoną konserwację oprzyrządowania i dłuższe serie produkcyjne
Fizyka różnic w żywotności narzędzi
Podstawowym powodem, dla którego cynk przewyższa aluminium pod względem trwałości narzędzi, jest różnica temperatur roboczych i właściwości interakcji materiałów. Stopy cynku topią się w temperaturze około 380-420°C, podczas gdy stopy aluminium wymagają 650-700°C do prawidłowego odlewania ciśnieniowego. Ta różnica temperatur wynosząca 270-300°C tworzy dramatycznie różne środowiska naprężeń termicznych wewnątrz wnęki formy.
Stal narzędziowa doświadcza cykli rozszerzania i kurczenia termicznego z każdym cyklem. W temperaturach roboczych aluminium stal narzędziowa H13 (standard branżowy dla form do odlewania ciśnieniowego) pracuje bliżej granicy temperatury odpuszczania. Powtarzające się narażenie na te podwyższone temperatury powoduje stopniowe mięknięcie powierzchni narzędzia, prowadząc do przedwczesnego zużycia, pękania i niestabilności wymiarowej.
Niższa temperatura przetwarzania cynku utrzymuje stal narzędziową H13 w optymalnym zakresie twardości przez cały cykl produkcyjny. Zmniejszony szok termiczny minimalizuje powstawanie siatki pęknięć termicznych (drobnych sieci pęknięć, które rozwijają się na powierzchniach form) i znacznie wydłuża odstęp między cyklami renowacji.
Charakterystyka przepływu materiału i wypełnianie formy
Stopy cynku wykazują lepszą płynność w porównaniu z aluminium, wypełniając cienkie przekroje i złożone geometrie z niezwykłą spójnością. Ta ulepszona charakterystyka przepływu wynika z niższej lepkości cynku w stanie stopionym i jego zdolności do utrzymywania jednolitości temperatury podczas procesu napełniania.
Praktyczny wpływ tego ulepszonego przepływu staje się widoczny w możliwościach grubości ścianek. Odlewy ciśnieniowe z cynku rutynowo osiągają grubość ścianek 0,5-0,8 mm w produkcji, podczas gdy aluminium zazwyczaj wymaga minimalnych ścianek o grubości 1,5-2,0 mm dla niezawodnego wypełnienia. Ta możliwość pozwala projektantom zoptymalizować wagę komponentu i zużycie materiału przy zachowaniu integralności strukturalnej — co jest kluczową zaletą, gdy strategiczne rozmieszczenie żeber może poprawić wydajność strukturalną w cienkościennych sekcjach.
Jednolity wzór przepływu zmniejsza również prawdopodobieństwo powstawania zimnych szwów, linii przepływu i innych wad związanych z wypełnianiem, które mogą pogorszyć zarówno jakość komponentu, jak i żywotność narzędzia. Kiedy aluminium doświadcza turbulentnego wypełniania, wynikające z tego wahania ciśnienia mogą powodować naprężenia mechaniczne na powierzchniach formy, przyczyniając się do przedwczesnej degradacji narzędzia.
Zarządzanie termiczne i optymalizacja czasu cyklu
Efektywne zarządzanie termiczne jest bezpośrednio skorelowane zarówno z wydajnością produkcji, jak i trwałością narzędzi. Niższa temperatura przetwarzania cynku umożliwia bardziej agresywne strategie chłodzenia bez ryzyka pogorszenia jakości komponentów. System chłodzenia może szybciej odprowadzać ciepło z odlewów cynkowych, skracając czasy cykli przy jednoczesnym zachowaniu stabilności wymiarowej.
Typowe prędkości chłodzenia dla odlewania ciśnieniowego cynku wahają się od 15-25°C na sekundę, w porównaniu z 8-15°C na sekundę dla aluminium. Ta przyspieszona zdolność chłodzenia przekłada się na korzyści w czasie cyklu o 20-30% w wielu zastosowaniach. Co ważniejsze, zmniejszone obciążenie termiczne systemu formy minimalizuje wypaczenia i zmęczenie termiczne oprzyrządowania.
Różnica temperatur wpływa również na systemy smarowania form. Umiarkowana temperatura robocza cynku pozwala na bardziej efektywne pokrycie smarowaniem, ponieważ smary nie ulegają szybkiej degradacji termicznej. Wyższe temperatury aluminium mogą powodować rozkład smaru, prowadząc do zwiększonego tarcia, zacierania i przyspieszonego zużycia ruchomych elementów formy.
| Właściwość | Stopy cynku (ZA-8, ZA-12) | Stopy aluminium (A380, A383) |
|---|---|---|
| Temperatura przetwarzania | 380-420°C | 650-700°C |
| Typowa żywotność narzędzia (strzały) | 500 000-1 000 000 | 50 000-80 000 |
| Minimalna grubość ścianki | 0.5-0.8 mm | 1.5-2.0 mm |
| Szybkość chłodzenia | 15-25°C/sek | 8-15°C/sek |
| Stabilność wymiarowa | ±0.05-0.08 mm | ±0.08-0.13 mm |
| Wykończenie powierzchni (Ra) | 0.8-1.6 μm | 1.6-3.2 μm |
Analiza ekonomiczna: Całkowity koszt posiadania
Chociaż cynk zazwyczaj kosztuje 15-25% więcej niż aluminium za kilogram, całkowite równanie kosztów zmienia się dramatycznie, gdy weźmie się pod uwagę żywotność narzędzi, interwały konserwacyjne i wydajność produkcji. Kompleksowa analiza kosztów musi uwzględniać koszty surowców, amortyzację oprzyrządowania, koszty konserwacji i przestoje produkcyjne.
Rozważmy scenariusz produkcji wielkoseryjnej wymagający 2 milionów komponentów rocznie. Operacja odlewania ciśnieniowego aluminium może wymagać 25-40 cykli konserwacji narzędzi podczas tej serii produkcyjnej, podczas gdy operacja cynkowa zazwyczaj wymagałaby tylko 2-4 interwencji konserwacyjnych. Każdy cykl konserwacji obejmuje 2-4 dni przestoju, koszty renowacji w wysokości 8 000-15 000 EUR i potencjalne problemy z jakością podczas uruchamiania.
Wydłużona żywotność narzędzi do odlewania ciśnieniowego cynku umożliwia dłuższe, nieprzerwane serie produkcyjne, poprawiając ogólną efektywność sprzętu (OEE) i zmniejszając koszty produkcji na sztukę. Ta zaleta staje się szczególnie wyraźna w zautomatyzowanych środowiskach produkcyjnych, gdzie spójność i niezawodność są najważniejsze.
Aby uzyskać wyniki o wysokiej precyzji, Uzyskaj wycenę dostosowaną do Twoich potrzeb w ciągu 24 godzin od Microns Hub.
Zalety dokładności wymiarowej i jakości powierzchni
Doskonała stabilność wymiarowa cynku w całym cyklu produkcyjnym znacząco przyczynia się do spójnej jakości części i zmniejszonego zużycia narzędzi. Niższy współczynnik skurczu materiału (około 0,6-0,8%) w porównaniu z aluminium (1,0-1,3%) skutkuje bardziej przewidywalnymi wynikami wymiarowymi i zmniejszonym naprężeniem elementów formy.
Ta spójność wymiarowa przekłada się na węższe możliwości tolerancji. Odlewy ciśnieniowe z cynku rutynowo osiągają tolerancje ±0,05-0,08 mm w krytycznych wymiarach, podczas gdy aluminium zazwyczaj wymaga tolerancji ±0,08-0,13 mm dla niezawodnej produkcji. Poprawiona dokładność zmniejsza potrzebę wtórnych operacji obróbki skrawaniem i minimalizuje przerwy w produkcji związane z jakością.
Jakość wykończenia powierzchni również przemawia na korzyść cynku, z typowymi wartościami Ra wynoszącymi 0,8-1,6 μm osiągalnymi bezpośrednio z formy. Powierzchnie aluminiowe na ogół wymagają dodatkowych operacji wykończeniowych, aby osiągnąć porównywalną jakość powierzchni, co zwiększa koszt i złożoność procesu produkcyjnego. Doskonałe wykończenie powierzchni elementów cynkowych często eliminuje potrzebę rozbudowanej obróbki końcowej, co jest szczególnie korzystne w zastosowaniach wymagających walorów estetycznych lub precyzyjnych interfejsów montażowych.
Wybór stopu i optymalizacja właściwości
Nowoczesne stopy cynku do odlewania ciśnieniowego oferują szereg właściwości mechanicznych odpowiednich do wymagających zastosowań. Stopy z serii ZA (ZA-8, ZA-12, ZA-27) zapewniają wyjątkowy stosunek wytrzymałości do wagi i odporność na zużycie, podważając tradycyjne założenie, że aluminium oferuje lepsze właściwości mechaniczne.
ZA-12, na przykład, osiąga wytrzymałość na rozciąganie 350-400 MPa z doskonałymi właściwościami łożyskowymi i odpornością na zużycie. Ten poziom wydajności spełnia lub przekracza wiele specyfikacji stopów aluminium, przy jednoczesnym zachowaniu zalet przetwarzania, które wydłużają żywotność narzędzi. Właściwości samosmarujące stopu dodatkowo zmniejszają zużycie powierzchni formy podczas procesu wyjmowania.
| Stop | Wytrzymałość na rozciąganie (MPa) | Granica plastyczności (MPa) | Wydłużenie (%) | Twardość (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2.5-3.5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
Wybór odpowiednich stopów cynku zależy od konkretnych wymagań wydajności i środowiska pracy. W zastosowaniach wymagających maksymalnej żywotności narzędzi przy dobrych właściwościach mechanicznych, ZA-8 zapewnia optymalną równowagę. Gdy niezbędna jest wyższa wytrzymałość, ZA-12 zapewnia doskonałą wydajność, zachowując jednocześnie zalety żywotności narzędzi nieodłącznie związane z odlewaniem ciśnieniowym cynku.
Względy projektowe narzędzi dla wydłużonej żywotności
Optymalizacja projektu narzędzi do odlewania ciśnieniowego cynku może dodatkowo poprawić i tak już doskonałe właściwości żywotności narzędzi. Niższe temperatury robocze pozwalają na stosowanie bardziej wyrafinowanych geometrii kanałów chłodzących bez pogarszania wytrzymałości narzędzia. Konformalne kanały chłodzące, tworzone za pomocą technik wytwarzania przyrostowego, można łatwiej włączyć do oprzyrządowania cynkowego ze względu na zmniejszone naprężenia termiczne.
Konstrukcja wlewu staje się mniej krytyczna w przypadku cynku ze względu na jego doskonałe właściwości przepływu, ale prawidłowe wlewanie nadal wpływa na trwałość narzędzia. Zdolność cynku do równomiernego wypełniania cienkich przekrojów pozwala na mniejsze rozmiary wlewów, zmniejszając naprężenia mechaniczne na obszarach wlewów podczas operacji łamania i przycinania. Ta kwestia staje się szczególnie ważna w zautomatyzowanej produkcji, gdzie spójne łamanie wlewów jest niezbędne do ciągłej pracy.
Konstrukcja systemu wypychania również korzysta z właściwości cynku. Naturalna smarność materiału i niższa temperatura przetwarzania zmniejszają siłę wymaganą do wypychania części, minimalizując zużycie sworzni wypychaczy i zmniejszając prawdopodobieństwo pęknięcia sworzni wypychaczy — częstej przyczyny przestojów produkcyjnych w operacjach aluminiowych.
Integracja z nowoczesnymi systemami produkcyjnymi
Zalety niezawodności i spójności odlewania ciśnieniowego cynku dobrze współgrają z nowoczesnymi podejściami do produkcji, w tym z produkcją odchudzoną i wdrożeniami Przemysłu 4.0. Wydłużona żywotność narzędzi i zmniejszone wymagania konserwacyjne wspierają strategie produkcji just-in-time, minimalizując nieplanowane przestoje i zapewniając przewidywalne harmonogramy produkcji.
Podczas integracji odlewania ciśnieniowego z innymi procesami produkcyjnymi, takimi jak usługi obróbki blach lub wtórne operacje obróbki skrawaniem, spójność wymiarowa cynku zapewnia korzyści w dalszej obróbce. Doskonałe wykończenie powierzchni i dokładność wymiarowa skracają czas konfiguracji i zużycie oprzyrządowania w operacjach wtórnych, przyczyniając się do ogólnej wydajności systemu.
Systemy kontroli jakości korzystają ze stabilności procesu cynku. Wdrożenia statystycznej kontroli procesu (SPC) wykazują węższe granice kontrolne i mniej specjalnych przyczyn zmienności w operacjach odlewania ciśnieniowego cynku. Ta stabilność zmniejsza częstotliwość regulacji procesu i przerw w produkcji związanych z jakością, co dodatkowo zwiększa całkowite korzyści kosztowe.
Nowocześni producenci wybierający Microns Hub korzystają z bezpośrednich relacji ze specjalistycznymi zakładami odlewania ciśnieniowego, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna w zakresie doboru materiałów i optymalizacji procesów oznacza, że każdy projekt otrzymuje skoncentrowaną uwagę wymaganą do osiągnięcia optymalnej żywotności narzędzi i wydajności produkcji.
Względy środowiskowe i zrównoważonego rozwoju
Wydłużona żywotność narzędzi do odlewania ciśnieniowego cynku pozytywnie wpływa na zrównoważony rozwój środowiska na wiele sposobów. Zmniejszona częstotliwość konserwacji narzędzi oznacza mniej części zamiennych, mniejsze zużycie energii na renowację narzędzi i zmniejszenie ilości odpadów z zużytych elementów oprzyrządowania.
Niższa temperatura przetwarzania cynku przekłada się bezpośrednio na zmniejszone zużycie energii na wyprodukowaną część. W produkcji wielkoseryjnej ta przewaga energetyczna może stanowić znaczne oszczędności kosztów i zmniejszenie śladu węglowego. Poprawiona efektywność wykorzystania materiałów, umożliwiona przez cieńsze ścianki i lepszą charakterystykę przepływu, dodatkowo poprawia profil środowiskowy.
Możliwość recyklingu zarówno stopów cynku, jak i stali narzędziowych wspiera zasady gospodarki o obiegu zamkniętym. Złom z odlewania ciśnieniowego cynku utrzymuje wysoką wartość i można go łatwo poddać recyklingowi na nowe stopy. Wydłużona żywotność narzędzi oznacza, że energia wbudowana i zawartość materiałowa oprzyrządowania są amortyzowane przez znacznie więcej cykli produkcyjnych, co poprawia ogólną efektywność zasobów procesu produkcyjnego.
Producenci mogą wykorzystać te zalety zrównoważonego rozwoju, aby osiągnąć korporacyjne cele środowiskowe, osiągając jednocześnie doskonałe wyniki ekonomiczne. Połączenie zmniejszonego zużycia energii, wydłużonej żywotności narzędzi i poprawionej efektywności materiałowej tworzy przekonujący argument za odlewaniem ciśnieniowym cynku w zastosowaniach, w których wpływ na środowisko jest brany pod uwagę.
Dla producentów poszukujących kompleksowych rozwiązań produkcyjnych, nasze usługi produkcyjne obejmują pełen zakres procesów potrzebnych do optymalizacji wydajności produkcji i trwałości narzędzi w różnych wymaganiach aplikacyjnych.
Najczęściej zadawane pytania
Jaka jest rzeczywista różnica kosztów między odlewaniem ciśnieniowym cynku a aluminium, biorąc pod uwagę żywotność narzędzi?
Chociaż koszty materiałów cynkowych są zwykle o 15-25% wyższe niż aluminium, całkowity koszt posiadania często przemawia na korzyść cynku w zastosowaniach wielkoseryjnych. Narzędzia cynkowe wytrzymujące 500 000-1 000 000 cykli w porównaniu z 50 000-80 000 cykli dla aluminium oznaczają znacznie niższe koszty konserwacji oprzyrządowania, zmniejszone przestoje i poprawioną wydajność produkcji. W większości scenariuszy produkcyjnych przekraczających 100 000 części rocznie, doskonała żywotność narzędzi cynkowych z nawiązką rekompensuje wyższy koszt materiału.
Czy odlewanie ciśnieniowe cynku może osiągnąć takie same właściwości wytrzymałościowe jak stopy aluminium?
Nowoczesne stopy cynku, takie jak ZA-12, osiągają wytrzymałość na rozciąganie 350-400 MPa, co spełnia lub przekracza wiele stopów aluminium do odlewania ciśnieniowego. Chociaż aluminium oferuje zalety w wytrzymałości właściwej (stosunek wytrzymałości do wagi), cynk zapewnia lepsze właściwości łożyskowe, odporność na zużycie i stabilność wymiarową. Wybór zależy od konkretnych wymagań aplikacji, ale cynku nie należy automatycznie odrzucać na podstawie przestarzałych założeń dotyczących wytrzymałości.
Jak porównuje się minimalna grubość ścianek między materiałami?
Odlewanie ciśnieniowe cynku rutynowo osiąga grubość ścianek 0,5-0,8 mm w zastosowaniach produkcyjnych, podczas gdy aluminium zazwyczaj wymaga minimalnych ścianek o grubości 1,5-2,0 mm dla niezawodnego wypełnienia. Ta możliwość wynika z doskonałych właściwości przepływu cynku i niższej lepkości w stanie stopionym. Cieńsza grubość ścianek umożliwia znaczne oszczędności materiału i poprawę elastyczności projektowania w wielu zastosowaniach.
Jakie czynniki decydują o tym, czy cynk, czy aluminium jest bardziej odpowiedni do konkretnego zastosowania?
Kluczowe czynniki obejmują wielkość produkcji (zalety cynku rosną wraz z wielkością), wymagania dotyczące tolerancji wymiarowych (cynk oferuje węższe tolerancje), potrzeby w zakresie stosunku wytrzymałości do wagi (zaleta aluminium), wymagania dotyczące wykończenia powierzchni (zaleta cynku) i oczekiwania dotyczące żywotności narzędzi. Zastosowania wymagające wysokiej precyzji, spójnej jakości i długich serii produkcyjnych zazwyczaj preferują cynk, podczas gdy zastosowania o krytycznej wadze mogą preferować aluminium pomimo kompromisów w zakresie żywotności narzędzi.
Jak porównuje się dokładność wymiarowa między odlewaniem ciśnieniowym cynku a aluminium?
Odlewanie ciśnieniowe cynku zazwyczaj osiąga tolerancje ±0,05-0,08 mm w krytycznych wymiarach, podczas gdy aluminium wymaga tolerancji ±0,08-0,13 mm dla niezawodnej produkcji. Ta różnica wynika z niższego współczynnika skurczu cynku (0,6-0,8% w porównaniu z 1,0-1,3% dla aluminium) i doskonałej stabilności wymiarowej w całym cyklu produkcyjnym. Poprawiona dokładność często eliminuje wtórne wymagania dotyczące obróbki skrawaniem.
Jakich interwałów konserwacyjnych można się spodziewać dla narzędzi do odlewania ciśnieniowego cynku w porównaniu z aluminium?
Narzędzia do odlewania ciśnieniowego cynku zazwyczaj wymagają poważnej konserwacji co 500 000-1 000 000 cykli, podczas gdy narzędzia aluminiowe wymagają uwagi co 50 000-80 000 cykli. Stanowi to 6-10-krotną różnicę w żywotności narzędzi. Wydłużone interwały wynikają z niższych temperatur roboczych (380-420°C w porównaniu z 650-700°C), zmniejszonych naprężeń termicznych i mniej agresywnej interakcji między stopionym metalem a powierzchniami stali narzędziowej.
Jak porównuje się czasy cykli między procesami odlewania ciśnieniowego cynku i aluminium?
Odlewanie ciśnieniowe cynku często osiąga o 20-30% krótsze czasy cykli ze względu na bardziej wydajne odprowadzanie ciepła umożliwione przez niższe temperatury przetwarzania. Typowe prędkości chłodzenia dla cynku wahają się od 15-25°C na sekundę w porównaniu z 8-15°C na sekundę dla aluminium. Szybsze cykle, w połączeniu z wydłużoną żywotnością narzędzi, znacząco poprawiają ogólną efektywność sprzętu i zdolność produkcyjną.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece