Prawda o frezowaniu gwintów CNC kontra gwintowaniu w hartowanych stalach
Wytwarzanie elementów z hartowanej stali z gwintowanymi elementami stanowi krytyczny punkt decyzyjny, który bezpośrednio wpływa na koszty produkcji, czasy cykli i jakość części. Inżynierowie pracujący z materiałami powyżej 35 HRC stają przed wyjątkowymi wyzwaniami, gdzie tradycyjne metody gwintowania często zawodzą, prowadząc do złamanych narzędzi, odrzuconych części i opóźnień w produkcji.
Kluczowe wnioski:
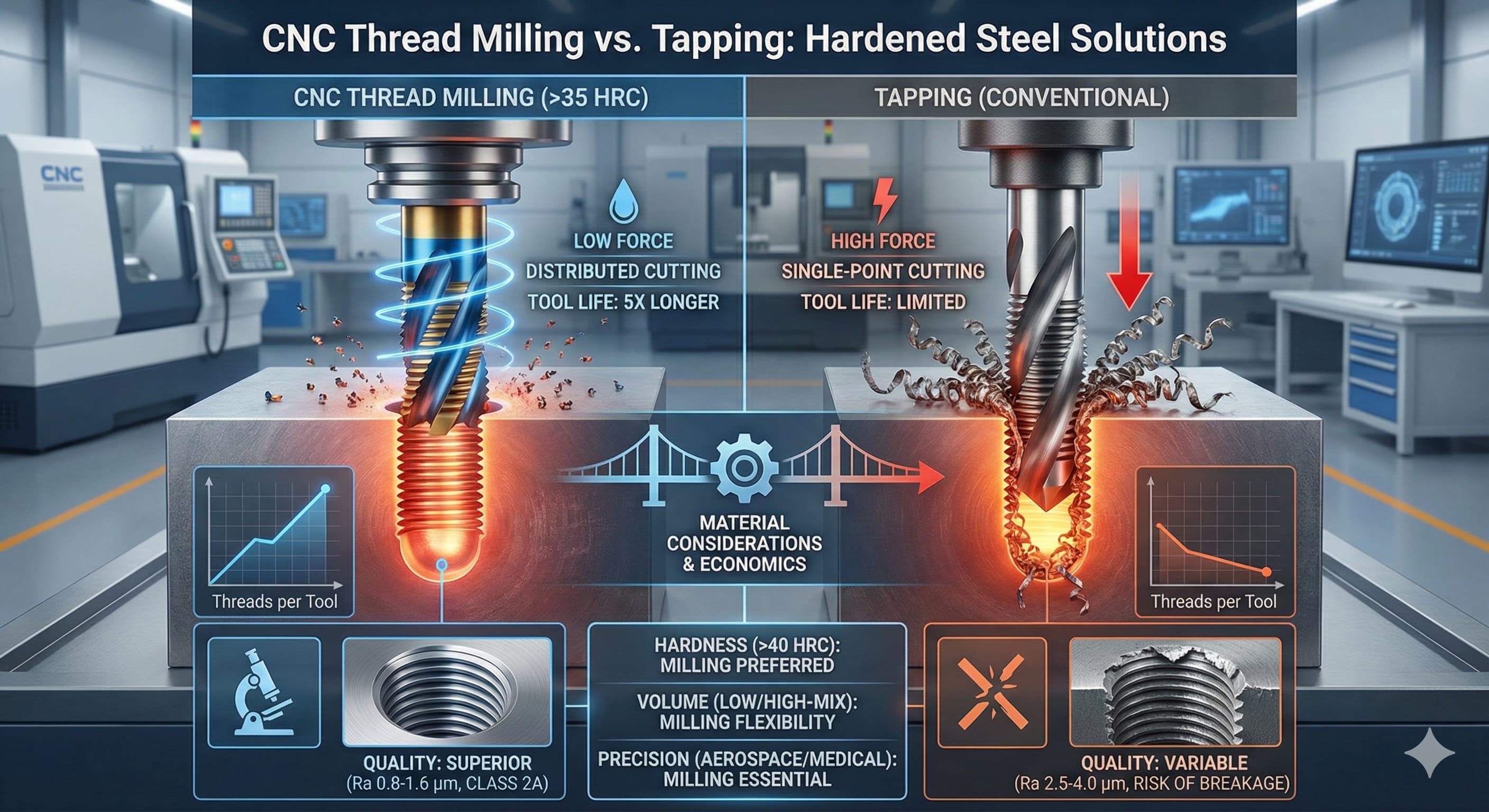
- Frezowanie gwintów zapewnia 3-5 razy dłuższą żywotność narzędzia w hartowanych stalach powyżej 40 HRC w porównaniu z konwencjonalnym gwintowaniem
- Początkowe koszty oprzyrządowania do frezowania gwintów są o 40-60% wyższe, ale zwrot z inwestycji następuje w ciągu 200-500 nagwintowanych otworów
- Gwintowanie pozostaje opłacalne dla bardziej miękkich stali (poniżej 30 HRC) i produkcji wielkoseryjnej
- Jakość gwintu i dokładność geometryczna przemawiają za frezowaniem w precyzyjnych zastosowaniach wymagających tolerancji klasy 2A lub lepszej
Zrozumienie fundamentalnych różnic
Frezowanie gwintów i gwintowanie reprezentują zasadniczo różne podejścia do tworzenia gwintów wewnętrznych w elementach z hartowanej stali. Gwintowanie opiera się na jednoostrzowym działaniu skrawającym, gdzie rowki gwintownika jednocześnie skrawają i formują profil gwintu poprzez posuw osiowy. Proces ten generuje znaczne siły skrawania skoncentrowane na wierzchołku narzędzia, tworząc znaczne koncentracje naprężeń, które stają się problematyczne w materiałach utwardzających się podczas obróbki, takich jak stal nierdzewna 17-4 PH lub stale narzędziowe powyżej 45 HRC.
Frezowanie gwintów natomiast wykorzystuje frez wieloostrzowy, który porusza się po spirali wokół obwodu otworu. Każda krawędź skrawająca usuwa mały wiór podczas swojego zaangażowania, rozkładając siły skrawania na wiele punktów styku. Takie podejście zmniejsza szczytowe siły skrawania o 60-70% w porównaniu z gwintowaniem, co jest szczególnie korzystne podczas obróbki stali utwardzanych wydzieleniowo lub elementów hartowanych na wskroś.
Różnice kinematyczne wykraczają poza rozkład sił. Gwintowanie wymaga doskonałej synchronizacji między obrotem wrzeciona a prędkością posuwu - każde odchylenie powoduje zerwanie gwintu lub złamanie narzędzia. Nowoczesne sterowniki CNC osiągają to poprzez sztywne cykle gwintowania, ale ograniczenia przyspieszenia/zwalniania wrzeciona nadal stwarzają wyzwania. Frezowanie gwintów całkowicie eliminuje to ograniczenie, ponieważ ścieżka narzędzia jest generowana poprzez zaprogramowaną interpolację, a nie synchronizację mechaniczną.
Rozważania materiałowe dla zastosowań w hartowanej stali
Gatunki hartowanej stali reagują różnie na każdy proces gwintowania w zależności od ich struktury metalurgicznej i charakterystyki utwardzania się podczas obróbki. Stale narzędziowe hartowane na wskroś, takie jak D2 (60-62 HRC) lub A2 (58-60 HRC), stanowią ekstremalne wyzwanie dla gwintowania ze względu na ich jednolity rozkład twardości i zawartość węglików. Frezowanie gwintów okazuje się lepsze w tych zastosowaniach, a poprawa żywotności narzędzia sięga 400-500% w porównaniu z konwencjonalnymi metodami gwintowania.
| Gatunek stali | Twardość (HRC) | Współczynnik udanych gwintowań | Przewaga frezowania gwintów | Zalecana metoda |
|---|---|---|---|---|
| 4140 Wyżarzana | 22-25 | 95% | Wada kosztowa | Gwintowanie |
| 4140 U&T | 28-32 | 85% | Marginalna | Obie metody |
| 4340 U&T | 35-40 | 65% | Znaczna | Frezowanie gwintów |
| 17-4 PH H900 | 40-44 | 45% | Krytyczna | Frezowanie gwintów |
| Stal narzędziowa D2 | 60-62 | 15% | Konieczna | Tylko frezowanie gwintów |
Stale nierdzewne utwardzane wydzieleniowo, takie jak 15-5 PH i 17-4 PH, zasługują na szczególną uwagę ze względu na ich tendencje do utwardzania się podczas obróbki. Twardość tych materiałów może wzrosnąć o 5-8 punktów HRC podczas obróbki, jeśli parametry skrawania są nieodpowiednie. Gwintowanie tych materiałów często powoduje utwardzanie się materiału przed krawędziami skrawającymi, co prowadzi do przedwczesnego uszkodzenia narzędzia. Rozproszone działanie skrawające frezowania gwintów minimalizuje efekty utwardzania się podczas obróbki, zachowując jednocześnie stałą jakość gwintu.
Elementy nawęglane stanowią kolejne unikalne wyzwanie, gdzie twardość powierzchni może przekraczać 58 HRC, podczas gdy twardość rdzenia pozostaje na poziomie 25-30 HRC. Gradient twardości tworzy zmienne warunki skrawania, z którymi gwintowniki mają trudności. Frezowanie gwintów utrzymuje stałą wydajność w całej strefie przejścia twardości, zapewniając jednolitą jakość gwintu od powierzchni do rdzenia.
Żywotność narzędzia i analiza ekonomiczna
Porównanie żywotności narzędzia między frezowaniem gwintów a gwintowaniem w hartowanych stalach ujawnia dramatyczne różnice, które bezpośrednio wpływają na ekonomię produkcji. W stalach hartowanych na wskroś powyżej 45 HRC, wysokiej jakości gwintowniki zwykle wytwarzają 15-25 akceptowalnych gwintów przed wymianą, podczas gdy frezy do gwintów mogą wygenerować 200-400 gwintów w równoważnych warunkach. Ta 10-15-krotna poprawa żywotności narzędzia zasadniczo zmienia równanie kosztów pomimo wyższych początkowych inwestycji w oprzyrządowanie.
Rozważmy praktyczny przykład obejmujący 100 gwintów M8x1.25 w stali nierdzewnej 17-4 PH (42 HRC). Wysokiej jakości gwintowniki spiralne kosztują około 35-45 € każdy i wytwarzają 20-30 gwintów przed uszkodzeniem. Frezy do gwintów kosztują 120-150 €, ale generują 300-500 gwintów przed wymianą. Koszt oprzyrządowania na gwint przemawia za frezowaniem o 40-50% przed uwzględnieniem czynników wtórnych, takich jak przestoje maszyny i redukcja złomu.
Analiza czasu cyklu wymaga starannego rozważenia złożoności ustawień i programowania. Cykle gwintowania kończą się w 8-15 sekund na gwint w zależności od głębokości i skoku, podczas gdy frezowanie gwintów wymaga 25-45 sekund dla równoważnych elementów. Jednak to porównanie ignoruje prawdopodobieństwo złamania gwintownika i związane z tym przestoje. Pojedynczy złamany gwintownik może wymagać 30-60 minut na wyjęcie i naprawę otworu, eliminując wszelkie korzyści związane z czasem cyklu.
Aby uzyskać wyniki o wysokiej precyzji,Otrzymaj szczegółową wycenę w ciągu 24 godzin od Microns Hub.
Jakość gwintu i dokładność geometryczna
Różnice w jakości gwintu między frezowaniem a gwintowaniem stają się wyraźne w zastosowaniach w hartowanej stali, gdzie siły skrawania i ugięcie narzędzia znacząco wpływają na geometrię końcową. Frezowanie gwintów zapewnia niezmiennie lepsze profile gwintu z odchyleniami średnicy podziałowej zwykle utrzymywanymi w granicach ±0,025 mm w porównaniu z ±0,050 mm osiągalnymi poprzez gwintowanie w hartowanych materiałach.
Jakość wykończenia powierzchni zdecydowanie przemawia za frezowaniem gwintów w zastosowaniach w hartowanej stali. Wiele krawędzi skrawających i zoptymalizowane formowanie wiórów charakterystyczne dla frezów do gwintów zapewnia wartości Ra 0,8-1,6 μm, podczas gdy gwinty gwintowane w podobnych materiałach zwykle wykazują wartości Ra 2,5-4,0 μm. Ta poprawa staje się krytyczna w zastosowaniach wymagających odporności na zmęczenie lub odporności na korozję, gdzie nierówności powierzchni służą jako koncentratory naprężeń lub miejsca inicjacji korozji szczelinowej.
Dokładność geometryczna wykracza poza wykończenie powierzchni i obejmuje dokładność kształtu gwintu i utrzymanie tolerancji położenia. Frezowanie gwintów utrzymuje stałe kąty gwintu (zwykle ±0,5°) nawet w zmiennych strefach twardości, podczas gdy gwinty gwintowane mogą wykazywać odchylenia 1-2°, ponieważ gwintowniki uginają się pod zmiennym obciążeniem skrawaniem. Ta przewaga w dokładności okazuje się niezbędna w precyzyjnych zespołach, gdzie interferencja gwintu wpływa na siły montażowe i spójność obciążenia wstępnego złącza.
Wymagania dotyczące obrabiarek i uwagi dotyczące konfiguracji
Wymagania dotyczące obrabiarek różnią się znacznie między operacjami frezowania gwintów i gwintowania, szczególnie podczas obróbki hartowanych stali. Gwintowanie wymaga sztywnej konstrukcji wrzeciona z dokładnymi możliwościami synchronizacji, co zwykle ogranicza zastosowania do centrów obróbczych z dedykowanymi cyklami gwintowania i odpowiednią pojemnością momentu obrotowego. Wymagania dotyczące mocy wrzeciona do gwintowania hartowanych stali często przekraczają 5-8 kW dla gwintów M10 i większych ze względu na wysokie wymagania dotyczące momentu obrotowego.
Frezowanie gwintów stawia inne wymagania obrabiarce, wymagając precyzyjnych możliwości interpolacji i stabilnych warunków skrawania, a nie maksymalnego momentu obrotowego. Większość nowoczesnych 3-osiowych centrów obróbczych może z powodzeniem wykonywać operacje frezowania gwintów, chociaż możliwość 5-osiowa staje się korzystna dla gwintowanych elementów pod kątem lub o złożonej geometrii. Prędkości wrzeciona do frezowania gwintów zwykle wahają się od 1500 do 4000 obr./min w zależności od średnicy freza i materiału, co stawia umiarkowane wymagania systemom zasilania wrzeciona.
Złożoność programowania stanowi istotne zagadnienie przy wdrażaniu produkcji. Gwintowanie wymaga prostych cykli stałych G84 lub G74 z minimalną złożonością programowania, co czyni go dostępnym dla programistów na poziomie podstawowym. Frezowanie gwintów wymaga programowania interpolacji spiralnej (G02/G03 z jednoczesnym ruchem osi Z) lub specjalistycznego oprogramowania CAM z procedurami gwintowania. Ta złożoność przekłada się na dłuższy czas programowania i zwiększone wymagania dotyczące umiejętności personelu ustawiającego.
Parametry skrawania i optymalizacja procesu
Optymalne parametry skrawania dla gwintowania hartowanej stali różnią się dramatycznie między procesami gwintowania i frezowania. Parametry gwintowania są w dużej mierze ograniczone wymaganiami dotyczącymi skoku gwintu - gwintownik M10x1.5 musi posuwać się o 1.5 mm na obrót niezależnie od właściwości materiału. To ograniczenie wymusza kompromisy w doborze prędkości skrawania, często prowadząc do nieoptymalnych warunków skrawania dla hartowanych materiałów.
| Parametr procesu | Gwintowanie (4340 @ 38 HRC) | Frezowanie gwintów (4340 @ 38 HRC) | Przewaga optymalizacji |
|---|---|---|---|
| Prędkość skrawania (m/min) | 8-12 | 80-120 | Frezowanie gwintów |
| Posuw (mm/obr) | Stały (podziałka) | 0.05-0.15 | Frezowanie gwintów |
| Siła skrawania (N) | 800-1,200 | 200-400 | Frezowanie gwintów |
| Zaangażowanie narzędzia | 100% | 15-25% | Frezowanie gwintów |
Parametry frezowania gwintów można optymalizować niezależnie pod kątem prędkości skrawania, prędkości posuwu i zaangażowania osiowego. Prędkości skrawania 80-150 m/min są osiągalne w hartowanych stalach przy użyciu frezów do gwintów z węglików spiekanych z odpowiednimi powłokami, w porównaniu z 8-15 m/min typowymi dla operacji gwintowania. Ta przewaga prędkości przekłada się bezpośrednio na poprawę żywotności narzędzia poprzez zmniejszenie utwardzania się podczas obróbki i lepsze odprowadzanie wiórów.
Doprowadzanie chłodziwa okazuje się krytyczne dla obu procesów, ale stwarza różne wyzwania. Gwintowanie wymaga chłodzenia przez zalewanie lub doprowadzania przez wrzeciono, aby zapobiec zapychaniu się wiórów i zapewnić odpowiednie smarowanie. Frezowanie gwintów korzysta z aplikacji chłodzenia mgłą, która nie zakłóca odprowadzania wiórów, zapewniając jednocześnie kontrolę termiczną i wydłużoną żywotność narzędzia.
Analiza kosztów: Inwestycja początkowa a ekonomika eksploatacji
Porównanie ekonomiczne między frezowaniem gwintów a gwintowaniem w zastosowaniach w hartowanej stali wymaga analizy w wielu kategoriach kosztów, w tym oprzyrządowania, czasu pracy maszyny, kosztów jakości i operacji wtórnych. Początkowa inwestycja w oprzyrządowanie zdecydowanie przemawia za gwintowaniem, gdzie wysokiej jakości gwintowniki kosztują 35-60 €, w porównaniu z 120-200 € za równoważne frezy do gwintów. Jednak ta analiza zmienia się dramatycznie, gdy weźmie się pod uwagę żywotność narzędzia i całkowity koszt na gwint.
Analiza kosztów operacyjnych musi uwzględniać prawdopodobieństwo złamania gwintownika i związane z tym koszty odzyskiwania. Wyjęcie złamanego gwintownika w elementach z hartowanej stali często wymaga obróbki elektroerozyjnej (EDM) lub specjalistycznych narzędzi do wyjmowania, a koszty sięgają 200-500 € na incydent, w tym robocizna i potencjalny złom. Frezowanie gwintów praktycznie eliminuje ryzyko złamania ze względu na niższe siły skrawania i lepsze odprowadzanie wiórów.
Koszty jakości znacznie przemawiają za frezowaniem gwintów w zastosowaniach w hartowanej stali. Poprawiona geometria gwintu i wykończenie powierzchni zmniejszają prawdopodobieństwo problemów z montażem, gwintowania krzyżowego lub przedwczesnego uszkodzenia złącza. Te ulepszenia jakości przekładają się na obniżone koszty gwarancji i poprawę zadowolenia klienta, chociaż kwantyfikacja wymaga analizy specyficznej dla aplikacji.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje dbałość o szczegóły wymaganą do optymalnych rozwiązań gwintowania w elementach z hartowanej stali.
Zalecenia dotyczące konkretnych zastosowań
Zastosowania w przemyśle lotniczym obejmujące stale nierdzewne utwardzane wydzieleniowo lub stopy tytanu zdecydowanie przemawiają za frezowaniem gwintów ze względu na charakterystykę utwardzania się materiału podczas obróbki i rygorystyczne wymagania dotyczące jakości. Elementy takie jak zespoły podwozia, mocowania silnika i elementy konstrukcyjne wymagają jakości gwintu, która konsekwentnie spełnia lub przekracza wymagania specyfikacji. Doskonała dokładność geometryczna i wykończenie powierzchni osiągane dzięki frezowaniu gwintów uzasadniają dodatkowy czas cyklu w tych krytycznych zastosowaniach.
Zastosowania w przemyśle motoryzacyjnym przedstawiają bardziej zniuansowane kryteria wyboru, gdzie wielkość produkcji i krytyczność elementu wpływają na wybór procesu. Wysokoseryjne elementy przekładni lub bloki silnika mogą uzasadniać gwintowanie w obszarach hartowanych na wskroś poniżej 35 HRC, podczas gdy niskoseryjne elementy specjalne korzystają z elastyczności i zalet jakościowych frezowania gwintów. Możliwość wytwarzania wielu rozmiarów gwintów za pomocą jednego freza do gwintów zapewnia znaczne korzyści w środowiskach produkcji niskoseryjnej i o dużej różnorodności.
Produkcja urządzeń medycznych, w szczególności implantów ortopedycznych i instrumentów chirurgicznych, wymaga frezowania gwintów dla materiałów biokompatybilnych, takich jak stal nierdzewna 17-4 PH lub stopy tytanu. Doskonałe wykończenie powierzchni i dokładność geometryczna bezpośrednio wpływają na wydajność i trwałość urządzenia. Zdolność frezowania gwintów do utrzymania stałej jakości w zmiennych strefach twardości okazuje się niezbędna w elementach wymagających rozległej obróbki cieplnej lub procesów modyfikacji powierzchni.
Dla producentów poszukujących kompleksowych rozwiązań wykraczających poza operacje gwintowania, usługi obróbki blach mogą zapewnić zintegrowane podejścia produkcyjne, które optymalizują ogólną produkcję komponentów. Podobnie, nasze usługi produkcyjne obejmują pełen zakres procesów wymaganych dla złożonych elementów z hartowanej stali.
Integracja z zaawansowanymi procesami produkcyjnymi
Integracja frezowania gwintów z zaawansowanymi procesami produkcyjnymi, takimi jak operacje z użyciem narzędzi napędzanych, zapewnia znaczne korzyści w produkcji złożonych komponentów. Centra obróbcze wieloosiowe mogą łączyć operacje toczenia, frezowania i gwintowania w pojedynczych ustawieniach, skracając czas manipulacji i poprawiając relacje geometryczne między elementami. Ta integracja okazuje się szczególnie cenna w elementach z hartowanej stali, gdzie wiele ustawień zwiększa ryzyko utwardzania się podczas obróbki i zmienności wymiarowej.
Operacje toczenia twardego, po których następuje frezowanie gwintów, stanowią nowe podejście dla elementów wymagających rozległej obróbki w stanie hartowanym. Ta sekwencja minimalizuje zniekształcenia obróbki cieplnej, zachowując jednocześnie doskonałą jakość gwintu w porównaniu z obróbką przed hartowaniem i późniejszą obróbką cieplną. Połączenie to okazuje się szczególnie skuteczne w przypadku elementów wymagających tolerancji geometrycznych ciaśniejszych niż osiągalne konwencjonalnymi sekwencjami obróbki cieplnej i szlifowania.
Integracja z produkcją addytywną stanowi przyszłą możliwość, gdzie frezowanie gwintów zapewnia doskonałą jakość gwintu w porównaniu z gwintami drukowanymi. Elementy wytwarzane metodą selektywnego topienia laserowego (SLM) lub topienia wiązką elektronów (EBM) często wymagają obróbki końcowej dla krytycznych gwintowanych elementów. Frezowanie gwintów lepiej radzi sobie ze zmiennymi warunkami powierzchni i właściwościami materiałowymi charakterystycznymi dla elementów wytwarzanych addytywnie niż konwencjonalne metody gwintowania.
Przyszłe trendy i rozwój technologii
Nowe technologie powlekania narzędzi nadal poprawiają wydajność frezowania gwintów w zastosowaniach w hartowanej stali. Zaawansowane systemy powlekania, takie jak AlCrN i diamentopodobne powłoki węglowe (DLC), zapewniają lepszą odporność na zużycie i zmniejszone współczynniki tarcia, wydłużając żywotność narzędzia o dodatkowe 30-50% w porównaniu z konwencjonalnymi powłokami TiAlN. Te osiągnięcia dodatkowo wzmacniają ekonomiczne zalety frezowania gwintów w wymagających zastosowaniach.
Adaptacyjne technologie obróbki, które monitorują siły skrawania i automatycznie dostosowują parametry, wykazują szczególne obiecujące wyniki w zastosowaniach frezowania gwintów. Systemy te mogą wykrywać warunki utwardzania się podczas obróbki lub stany zużycia narzędzia i modyfikować parametry skrawania w czasie rzeczywistym, aby utrzymać optymalną wydajność. Takie możliwości okazują się szczególnie cenne w zastosowaniach w hartowanej stali, gdzie właściwości materiałowe mogą się różnić w obrębie poszczególnych elementów.
Wysokoszybkie frezowanie gwintów stanowi nowy trend, w którym prędkości skrawania zbliżające się do 200-300 m/min stają się osiągalne dzięki specjalistycznemu oprzyrządowaniu i konstrukcjom obrabiarek. Te osiągnięcia obiecują wyeliminowanie wady czasu cyklu tradycyjnie związanej z frezowaniem gwintów, przy jednoczesnym zachowaniu doskonałej jakości gwintu i charakterystyki żywotności narzędzia.
Często zadawane pytania
Jaki próg twardości sprawia, że frezowanie gwintów jest bardziej opłacalne niż gwintowanie w stali?
Punkt przecięcia zwykle występuje około 32-35 HRC, gdzie wskaźniki złamania gwintowników zaczynają znacząco rosnąć, podczas gdy wydajność frezów do gwintów pozostaje stabilna. Powyżej 40 HRC frezowanie gwintów staje się ekonomicznie lepsze w większości zastosowań ze względu na dramatycznie poprawioną żywotność narzędzia i zmniejszone wskaźniki złomu.
Czy frezowanie gwintów może wytwarzać gwinty o takich samych standardach dokładności jak gwintowanie?
Frezowanie gwintów konsekwentnie zapewnia lepszą dokładność w porównaniu z gwintowaniem w hartowanych stalach, z tolerancjami średnicy podziałowej zwykle o 40-50% ciaśniejszymi. Poprawa wykończenia powierzchni o 50-60% jest powszechna, co czyni frezowanie gwintów preferowanym wyborem dla precyzyjnych zastosowań wymagających pasowań klasy 2A lub lepszych.
Jak złożoność programowania wpływa na wdrożenie frezowania gwintów?
Nowoczesne oprogramowanie CAM w dużej mierze wyeliminowało obawy dotyczące złożoności programowania dzięki specjalistycznym procedurom gwintowania i zautomatyzowanemu generowaniu ścieżki narzędzia. Czas ustawiania wzrasta o około 15-20% w porównaniu z gwintowaniem, ale ta inwestycja zwraca się w ciągu pierwszych kilku części produkcyjnych dzięki poprawionej jakości i zmniejszonemu złomowi.
Jakie modyfikacje obrabiarki są wymagane do frezowania gwintów w hartowanych stalach?
Większość istniejących 3-osiowych centrów obróbczych może wykonywać frezowanie gwintów bez modyfikacji, pod warunkiem że mają odpowiednią moc wrzeciona (zwykle minimum 3-5 kW) i możliwość interpolacji spiralnej. Doprowadzanie chłodziwa przez wrzeciono, choć korzystne, nie jest obowiązkowe dla udanych operacji frezowania gwintów.
Jak różnią się wymagania dotyczące płynu chłodzącego między frezowaniem gwintów a gwintowaniem?
Frezowanie gwintów zwykle wymaga mniej agresywnego doprowadzania chłodziwa niż gwintowanie, a chłodzenie mgłą jest często wystarczające dla większości zastosowań. Gwintowanie wymaga chłodzenia przez zalewanie lub doprowadzania przez wrzeciono, aby zapobiec zapychaniu się wiórów i zapewnić odpowiednie smarowanie w ograniczonej strefie skrawania.
Jakie rozmiary gwintów przemawiają za każdym procesem w zastosowaniach w hartowanej stali?
Frezowanie gwintów wykazuje rosnące zalety wraz ze wzrostem rozmiaru gwintu, przy czym gwinty M6 i większe zwykle przemawiają za frezowaniem w hartowanych stalach. Mniejsze gwinty (M3-M5) mogą nadal uzasadniać gwintowanie w umiarkowanie twardych materiałach (30-35 HRC) w zależności od wielkości produkcji i wymagań dotyczących jakości.
Jak wielkość partii wpływa na porównanie ekonomiczne między procesami?
Produkcja wielkoseryjna (>10 000 sztuk rocznie) może uzasadniać gwintowanie dla umiarkowanie twardych stali ze względu na krótsze czasy cykli, podczas gdy produkcja niskoseryjna i o dużej różnorodności zdecydowanie przemawia za elastycznością i spójnością jakości frezowania gwintów. Punkt przecięcia różni się w zależności od twardości materiału i specyfikacji gwintu.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece