Tokarki z narzędziami napędzanymi: Połączenie toczenia i frezowania dla złożonych geometrii
Tokarki z narzędziami napędzanymi eliminują tradycyjne ograniczenie oddzielania operacji toczenia i frezowania poprzez integrację zasilanych narzędzi skrawających bezpośrednio w system wrzeciona tokarki. Ta technologia umożliwia producentom wykonywanie złożonych geometrii wymagających zarówno obrotowych, jak i liniowych ruchów skrawania w jednym ustawieniu, zmniejszając błędy obsługi i radykalnie poprawiając dokładność części dla komponentów o wąskich tolerancjach poniżej ±0,02 mm.
- Systemy narzędzi napędzanych łączą możliwości toczenia i frezowania w jednym ustawieniu, zmniejszając obsługę części i poprawiając dokładność dla złożonych geometrii
- Właściwy dobór narzędzi i koordynacja prędkości obrotowej między wrzecionami głównym i pomocniczym ma kluczowe znaczenie dla uzyskania wykończenia powierzchni poniżej Ra 0,8 μm
- Efektywność kosztowa znacznie wzrasta w przypadku części wymagających zarówno wiercenia promieniowego, frezowania poprzecznego, jak i operacji toczenia w porównaniu z oddzielnymi ustawieniami maszyn
- Wyzwania związane z integracją obejmują zarządzanie termiczne, kontrolę wibracji i skoordynowane programowanie między wieloma osiami skrawania
Zrozumienie architektury technologii narzędzi napędzanych
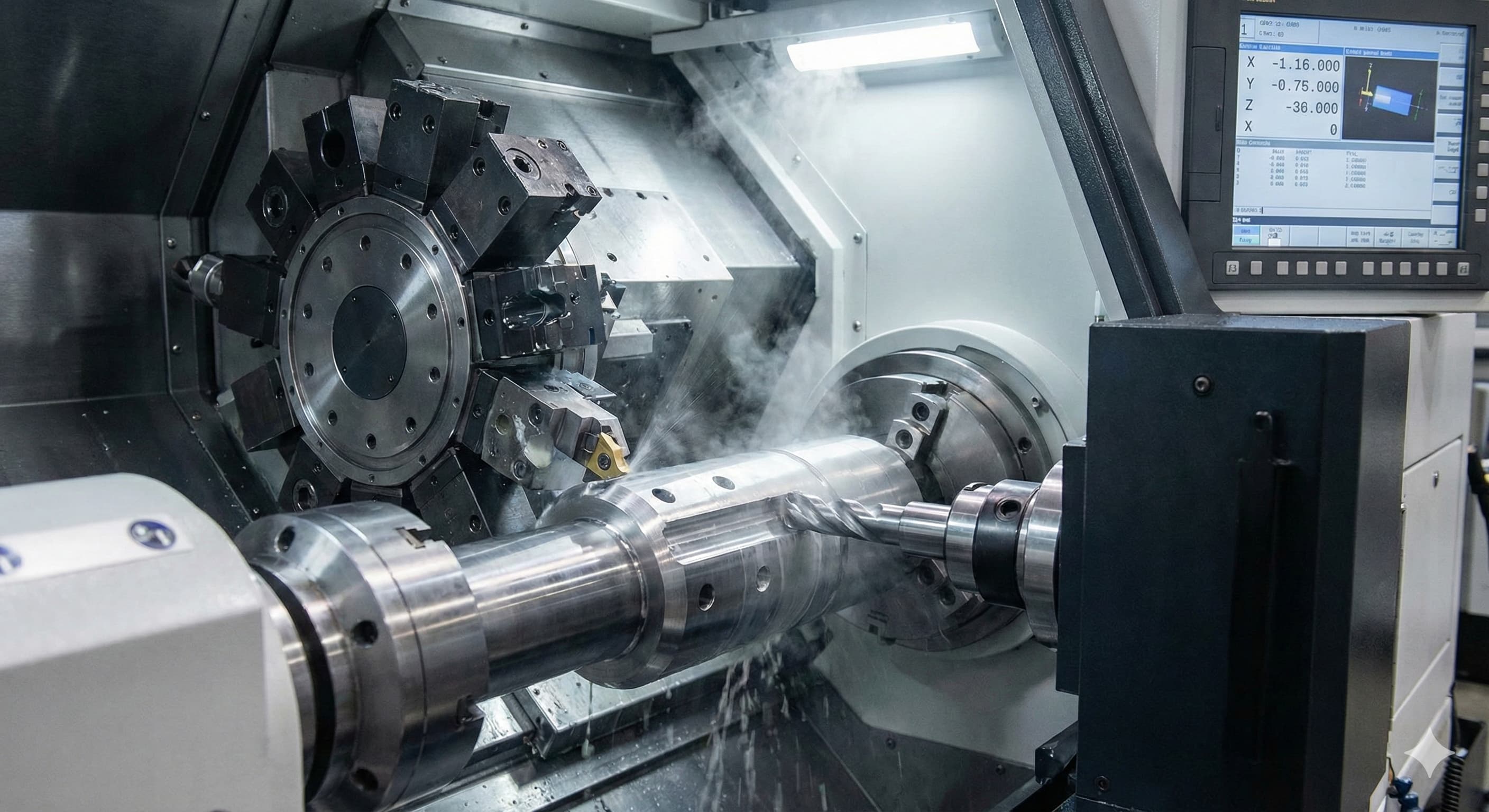
Systemy narzędzi napędzanych integrują zasilane narzędzia skrawające bezpośrednio w głowicy tokarskiej za pomocą dedykowanych napędów wrzecion. W przeciwieństwie do statycznych narzędzi, które polegają wyłącznie na obrocie przedmiotu obrabianego, narzędzia napędzane otrzymują niezależną moc obrotową z silników elektrycznych lub hydraulicznych zamontowanych w zespole głowicy. Ta możliwość podwójnego ruchu umożliwia operacje takie jak wiercenie promieniowe, frezowanie poprzeczne i złożone konturowanie, podczas gdy przedmiot obrabiany pozostaje zamocowany we wrzecionie głównym.
Podstawowa architektura składa się z trzech głównych komponentów: systemu wrzeciona głównego obsługującego obrót przedmiotu obrabianego, wrzecion narzędzi napędzanych zamontowanych w głowicy, zapewniających obrót narzędzia skrawającego, oraz skoordynowanego systemu sterowania CNC zarządzającego jednoczesnymi ruchami wieloosiowymi. Nowoczesne tokarki z narzędziami napędzanymi zazwyczaj posiadają 8-12 pozycji narzędzi napędzanych z prędkościami obrotowymi w zakresie od 50 do 6000 obr./min, w zależności od specyficznych wymagań narzędziowych i materiału przedmiotu obrabianego.
Przenoszenie mocy do narzędzi napędzanych odbywa się za pomocą silników elektrycznych z napędem bezpośrednim lub systemów hydraulicznych. Elektryczne systemy napędowe oferują doskonałą precyzję sterowania prędkością i są preferowane w zastosowaniach wymagających spójnego wykończenia powierzchni poniżej Ra 1,6 μm. Systemy hydrauliczne zapewniają wyższy moment obrotowy, dzięki czemu nadają się do ciężkich operacji frezowania na materiałach takich jak stal hartowana lub stopy tytanu, gdzie siły skrawania przekraczają 2000 N.
Integracja narzędzi napędzanych znacząco wpływa na charakterystykę drgań podczas obróbki, szczególnie podczas cięcia cienkościennych sekcji, gdzie grubość ścianki spada poniżej 3 mm. Właściwa sztywność systemu staje się krytyczna dla utrzymania dokładności wymiarowej w wielu operacjach skrawania.
Możliwości operacyjne i integracja procesów
Tokarki z narzędziami napędzanymi doskonale sprawdzają się w produkcji komponentów, które tradycyjnie wymagały wielu ustawień na różnych typach maszyn. Podstawowe możliwości operacyjne obejmują wiercenie promieniowe, frezowanie mimośrodowe, nacinanie kół zębatych, obróbkę wieloboczną i złożone konturowanie powierzchni. Każdy typ operacji wymaga szczególnego uwzględnienia parametrów skrawania, geometrii narzędzia i mocowania przedmiotu obrabianego, aby osiągnąć optymalne wyniki.
Operacje wiercenia promieniowego znacznie korzystają z wdrożenia narzędzi napędzanych, ponieważ otwory można obrabiać prostopadle do osi głównej bez zmiany położenia przedmiotu obrabianego. Ta możliwość okazuje się niezbędna w przypadku komponentów takich jak kolektory hydrauliczne, gdzie precyzyjne tolerancje położenia otworów wynoszące ±0,05 mm muszą być utrzymywane w wielu operacjach wiercenia. Eliminacja zmian ustawień zmniejsza skumulowane błędy położenia, które zwykle gromadzą się podczas tradycyjnego przetwarzania na wielu maszynach.
Operacje frezowania poprzecznego umożliwiają tworzenie wpustów, powierzchni płaskich i złożonych profili wzdłuż długości przedmiotu obrabianego. Połączenie obrotu przedmiotu obrabianego i ruchu narzędzia napędzanego pozwala na frezowanie spiralne, które zapewnia lepsze wykończenie powierzchni w porównaniu z konwencjonalnym przeciąganiem lub procesami EDM. Techniki interpolacji spiralnej mogą osiągnąć wartości chropowatości powierzchni poniżej Ra 0,4 μm na stopach aluminium, takich jak 6061-T6, przy prawidłowym wdrożeniu.
Złożone operacje konturowania stanowią najbardziej zaawansowane zastosowanie technologii narzędzi napędzanych. Koordynując oś C wrzeciona głównego z obrotem narzędzia napędzanego i ruchem liniowym, producenci mogą tworzyć skomplikowane geometrie, takie jak profile krzywkowe, nieregularne wielokąty i rzeźbione powierzchnie. Ta możliwość okazuje się szczególnie cenna w przypadku komponentów lotniczych i precyzyjnych części oprzyrządowania, gdzie złożoność geometryczna bezpośrednio wpływa na wydajność funkcjonalną.
Specyfikacje techniczne i parametry wydajności
Wydajność systemu narzędzi napędzanych zależy w dużym stopniu od specyfikacji wrzeciona, efektywności przenoszenia mocy i możliwości zarządzania termicznego. Zrozumienie tych parametrów technicznych umożliwia właściwy dobór systemu i optymalne planowanie procesu dla konkretnych wymagań produkcyjnych.
| Parametr | Standardowy Zakres | Zakres Wysokiej Wydajności | Wpływ na Aplikację |
|---|---|---|---|
| Prędkość Obrotowa Wrzeciona Narzędzia Napędzanego | 50-3,000 RPM | 100-8,000 RPM | Jakość wykończenia powierzchni |
| Moc Wrzeciona | 3-7.5 kW | 7.5-22 kW | Współczynnik usuwania materiału |
| Stożek Uchwytu Narzędzia | BT30, BT40 | HSK-A63, HSK-E40 | Szybkość wymiany narzędzia, sztywność |
| Dokładność Pozycjonowania | ±0.01 mm | ±0.005 mm | Zdolność do utrzymania tolerancji wymiarowych |
| Powtarzalność | ±0.005 mm | ±0.002 mm | Spójność procesu |
Wymagania dotyczące mocy wrzeciona różnią się znacznie w zależności od rodzaju materiału i parametrów skrawania. Stopy aluminium zazwyczaj wymagają 2-5 kW do efektywnego frezowania, podczas gdy stale hartowane i stopy tytanu mogą wymagać 10-15 kW dla porównywalnych współczynników usuwania materiału. Stosunek mocy do masy systemu narzędzi napędzanych bezpośrednio wpływa na osiągalne prędkości skrawania i ogólną produktywność.
Zarządzanie termiczne staje się krytyczne podczas długotrwałych operacji narzędziami napędzanymi, szczególnie podczas cięcia materiałów trudnoobrabialnych. Wzrost temperatury wrzeciona powyżej 60°C może powodować dryf wymiarowy i przedwczesne zużycie narzędzia. Zaawansowane systemy zawierają dedykowane obwody chłodzenia i monitorowanie temperatury, aby utrzymać stałą wydajność podczas całych serii produkcyjnych.
Wybór interfejsu uchwytu narzędziowego znacząco wpływa na sztywność systemu i wydajność wymiany narzędzi. Systemy HSK zapewniają lepszą siłę mocowania i powtarzalność w porównaniu z tradycyjnymi stożkami BT, dzięki czemu są preferowane w zastosowaniach precyzyjnych wymagających dokładności wymiany narzędzi w granicach ±0,003 mm.
Rozważania dotyczące materiałów i strategie skrawania
Różne materiały wymagają specyficznych strategii skrawania podczas obróbki na tokarkach z narzędziami napędzanymi. Połączenie operacji toczenia i frezowania stwarza unikalne wyzwania pod względem sił skrawania, odprowadzania wiórów i generowania ciepła, które należy rozwiązać poprzez właściwy dobór parametrów i konstrukcję narzędzi.
Stopy aluminium, szczególnie 6061-T6 i 7075-T6, dobrze reagują na operacje narzędziami napędzanymi ze względu na ich korzystne właściwości obróbkowe. Wysokie prędkości obrotowe wrzeciona w zakresie 2000-4000 obr./min w połączeniu z agresywnymi posuwami do 0,3 mm/obr. umożliwiają doskonałe wykończenie powierzchni i wysokie współczynniki usuwania materiału. Kluczowym wyzwaniem jest zarządzanie wiórami, ponieważ tendencja aluminium do tworzenia długich, nitkowatych wiórów może zakłócać jednoczesne operacje toczenia i frezowania.
| Materiał | Zalecana Prędkość (RPM) | Posuw (mm/obr) | Metoda Chłodzenia | Główne Wyzwania |
|---|---|---|---|---|
| Al 6061-T6 | 2,000-4,000 | 0.2-0.4 | Chłodziwo zalewowe | Usuwanie wiórów |
| Stal 1045 | 800-1,500 | 0.1-0.25 | Chłodziwo wysokociśnieniowe | Generowanie ciepła |
| Stal nierdzewna 316 | 400-800 | 0.05-0.15 | Chłodzenie przez narzędzie | Umocnienie przez zgniot |
| Ti-6Al-4V | 200-500 | 0.05-0.1 | Chłodzenie kriogeniczne | Zużycie narzędzia, ciepło |
| Inconel 718 | 100-300 | 0.03-0.08 | Zalewowe chłodzenie o dużej objętości | Szybkie zużycie narzędzia |
Materiały stalowe stanowią umiarkowane wyzwania w zastosowaniach narzędzi napędzanych. Stale węglowe, takie jak AISI 1045, obrabiają się łatwo przy odpowiednim chłodzeniu, podczas gdy stale stopowe wymagają zmniejszonych prędkości skrawania, aby zarządzać generowaniem ciepła. Głównym problemem jest utrzymanie stałych sił skrawania zarówno podczas toczenia, jak i frezowania, aby zapobiec ugięciu przedmiotu obrabianego w cienkościennych sekcjach.
Obróbka stali nierdzewnej wymaga szczególnej uwagi, aby zapobiec umocnieniu przez zgniot. Przerywany charakter skrawania operacji narzędziami napędzanymi może powodować utwardzenie powierzchni, jeśli prędkości skrawania spadną poniżej minimalnego progu grubości wióra. Utrzymywanie stałych posuwów powyżej 0,05 mm/obr. pomaga zapobiec temu problemowi, zapewniając jednocześnie akceptowalną żywotność narzędzia.
Stopy tytanu stanowią najbardziej wymagające materiały do zastosowań narzędzi napędzanych. Niska przewodność cieplna Ti-6Al-4V powoduje szybkie gromadzenie się ciepła na krawędziach skrawających, co prowadzi do przedwczesnego uszkodzenia narzędzia. Specjalistyczne strategie skrawania obejmujące trochoidalne wzorce frezowania i stałe kąty zaczepienia pomagają skuteczniej rozłożyć obciążenie cieplne.
Aby uzyskać wyniki o wysokiej precyzji, Prześlij swój projekt, aby otrzymać wycenę w ciągu 24 godzin od Microns Hub.
Dobór narzędzi i strategie ustawiania
Właściwy dobór narzędzi stanowi podstawę udanych operacji narzędziami napędzanymi. Unikalne wymagania jednoczesnego toczenia i frezowania wymagają specjalistycznych narzędzi skrawających zaprojektowanych do obsługi dynamicznych warunków skrawania i zmiennych obciążeń wiórami występujących podczas obróbki wieloosiowej.
Dobór frezów trzpieniowych do zastosowań narzędzi napędzanych różni się znacznie od konwencjonalnych operacji frezowania. Narzędzia muszą wytrzymywać siły odśrodkowe generowane przez obrót przedmiotu obrabianego, zachowując jednocześnie wydajność skrawania podczas zaczepienia promieniowego. Narzędzia z węglików spiekanych z powłokami TiAlN zapewniają optymalną wydajność w większości zastosowań, oferując odporność na zużycie i stabilność termiczną do temperatur skrawania 800°C.
Geometria narzędzia staje się krytyczna podczas przechodzenia między operacjami toczenia i frezowania w ramach tego samego programu. Frezy trzpieniowe o zmiennej linii śrubowej zmniejszają potencjał drgań podczas operacji frezowania poprzecznego, podczas gdy nierówne odstępy pomagają zminimalizować wibracje harmoniczne, które mogą powodować pogorszenie wykończenia powierzchni. Wybór promienia naroża musi równoważyć wytrzymałość krawędzi z osiągalnymi wymaganiami dotyczącymi chropowatości powierzchni.
Dobór wierteł do operacji wiercenia promieniowego wymaga uwzględnienia zarówno odprowadzania wiórów, jak i wymagań dotyczących jakości otworów. Wiertła z chłodzeniem przez narzędzie okazują się niezbędne w przypadku otworów głębszych niż 3× średnica, ponieważ odprowadzanie wiórów staje się trudne ze względu na złożony ruch obrotu przedmiotu obrabianego i posuwu wiertła. Możliwości tolerancji otworów zazwyczaj wahają się od IT7 do IT9 w zależności od jakości wiertła i sztywności ustawienia.
Dokładność ustawiania wstępnego narzędzia bezpośrednio wpływa na ogólną jakość części i wydajność ustawiania. Systemy narzędzi napędzanych wymagają tolerancji ustawiania wstępnego w granicach ±0,005 mm, aby utrzymać dokładność położenia w wielu operacjach skrawania. Zaawansowane urządzenia do ustawiania wstępnego z automatycznymi systemami rozpoznawania narzędzi skracają czas ustawiania, zapewniając jednocześnie spójne pozycjonowanie narzędzi.
Programowanie i optymalizacja procesu
Programowanie CNC dla tokarek z narzędziami napędzanymi wymaga zaawansowanych technik, które koordynują wiele systemów wrzecion, zarządzając jednocześnie złożonymi ścieżkami narzędzi. Nowoczesne pakiety oprogramowania CAM zapewniają specjalistyczne moduły do programowania narzędzi napędzanych, ale zrozumienie podstawowych zasad pozostaje niezbędne do optymalizacji procesu.
Synchronizacja między pozycjonowaniem osi C wrzeciona głównego a operacjami narzędzi napędzanych wymaga precyzyjnej kontroli czasu. System CNC musi koordynować kątowe położenie przedmiotu obrabianego z zaczepieniem narzędzia, aby zapewnić właściwą geometrię skrawania podczas całej operacji. Ta koordynacja staje się szczególnie krytyczna podczas interpolacji spiralnej, gdzie ruchy kątowe i liniowe muszą pozostać idealnie zsynchronizowane, aby utrzymać stałe obciążenie wiórami.
Optymalizacja posuwu obejmuje równoważenie produktywności z wymaganiami dotyczącymi wykończenia powierzchni w różnych operacjach skrawania. Operacje toczenia zazwyczaj osiągają optymalne wyniki dzięki programowaniu ze stałą prędkością powierzchniową, podczas gdy operacje frezowania korzystają ze strategii stałego posuwu na ząb. Przejście między tymi trybami programowania musi odbywać się płynnie, aby zapobiec zmianom wykończenia powierzchni na granicach operacji.
Strategie mocowania przedmiotu obrabianego znacząco wpływają na osiągalną dokładność i jakość wykończenia powierzchni. Tradycyjne uchwyty trójszczękowe mogą wprowadzać błędy bicia, które są wzmacniane podczas operacji narzędziami napędzanymi. Dedykowane przyrządy mocujące zaprojektowane dla określonych geometrii części często zapewniają lepsze wyniki, szczególnie w przypadku komponentów wymagających tolerancji współosiowości poniżej 0,02 mm.
Optymalizacja ścieżki narzędzia koncentruje się na minimalizacji czasu cięcia w powietrzu przy jednoczesnym utrzymaniu stałych warunków skrawania. Szybkie ruchy przesuwu między operacjami powinny przebiegać po zoptymalizowanych ścieżkach, które unikają kolizji zarówno z przedmiotem obrabianym, jak i elementami mocującymi. Zaawansowane systemy CAM zapewniają możliwości symulacji, które weryfikują ścieżki narzędzi i identyfikują potencjalne warunki zakłóceń przed wykonaniem programu.
Kontrola jakości i strategie pomiarowe
Kontrola jakości w operacjach narzędziami napędzanymi wymaga kompleksowych strategii pomiarowych, które uwzględniają unikalne wyzwania związane z produkcją wielooperacyjną. Połączenie cech toczenia i frezowania na jednej części wymaga technik kontroli zdolnych do weryfikacji złożonych geometrii z wysoką dokładnością i powtarzalnością.
Maszyny współrzędnościowe (CMM) zapewniają najbardziej kompleksowe rozwiązanie do kontroli części obrabianych narzędziami napędzanymi. Możliwość pomiaru zarówno cech toczonych, jak i frezowanych przy użyciu spójnych układów współrzędnych zapewnia utrzymanie właściwych relacji między cechami. Systemy sond dotykowych umożliwiają pomiar cech wewnętrznych, które mogą być niedostępne przy użyciu tradycyjnych metod pomiarowych.
Systemy sondowania na maszynie oferują możliwości weryfikacji w czasie rzeczywistym, które umożliwiają regulację procesu podczas produkcji. Nowoczesne tokarki z narzędziami napędzanymi mogą być wyposażone w sondy dotykowe, które weryfikują krytyczne wymiary natychmiast po obróbce, umożliwiając automatyczne korekty offsetu w celu utrzymania wąskich tolerancji podczas całych serii produkcyjnych.
Pomiar wykończenia powierzchni staje się złożony, gdy mamy do czynienia z częściami zawierającymi zarówno powierzchnie toczone, jak i frezowane. Różne techniki pomiarowe mogą być wymagane dla różnych orientacji powierzchni, a korelacja między metodami pomiarowymi musi być ustalona, aby zapewnić spójność. Powierzchnie toczone zazwyczaj wykazują obwodowe wzory ułożenia, podczas gdy powierzchnie frezowane wykazują wzory kierunkowe związane z ruchem narzędzia.
Wdrożenie statystycznej kontroli procesu (SPC) wymaga starannego rozważenia wielu zmiennych związanych z operacjami narzędziami napędzanymi. Karty kontrolne muszą uwzględniać postęp zużycia narzędzia w różnych operacjach skrawania oraz efekty interakcji między procesami toczenia i frezowania na końcową jakość części.
Analiza kosztów i względy ekonomiczne
Wdrożenie narzędzi napędzanych wiąże się ze znacznymi nakładami kapitałowymi, które muszą być uzasadnione poprzez poprawę produktywności, zmniejszenie kosztów ustawiania i poprawę jakości części. Zrozumienie czynników ekonomicznych umożliwia właściwą ocenę systemów narzędzi napędzanych dla konkretnych zastosowań produkcyjnych.
Początkowe koszty wyposażenia tokarek z narzędziami napędzanymi wahają się od 150 000 EUR dla podstawowych systemów do 800 000 EUR dla zaawansowanych konfiguracji wieloosiowych. Premia kosztowa w porównaniu z konwencjonalnymi tokarkami zazwyczaj waha się od 40 do 70%, w zależności od liczby pozycji narzędzi napędzanych i złożoności systemu. Inwestycja ta musi być oceniana w odniesieniu do potencjalnych oszczędności w czasie ustawiania, kosztach pracy i poprawie spójności jakości.
| Współczynnik Kosztów | Proces Konwencjonalny | Proces z Narzędziami Napędzanymi | Potencjał Oszczędności |
|---|---|---|---|
| Czas Ustawienia na Część | 45-60 minut | 15-25 minut | 50-65% |
| Operacje Manipulacyjne | 3-5 ustawień | 1 ustawienie | 70-80% |
| Dokładność Wymiarowa | ±0.05 mm typowo | ±0.02 mm osiągalne | Zmniejszenie ilości odpadów |
| Wymagania Przestrzeni Podłogowej | Wiele maszyn | Pojedyncza maszyna | 40-60% |
| Wymagania Pracownicze | 2-3 operatorów | 1 operator | 50-65% |
Koszty narzędzi stanowią znaczący bieżący wydatek w operacjach narzędziami napędzanymi. Specjalistyczne narzędzia skrawające wymagane do zastosowań narzędzi napędzanych zazwyczaj kosztują o 20-40% więcej niż narzędzia konwencjonalne ze względu na ich ulepszone wymagania projektowe i mniejsze wolumeny produkcji. Jednak poprawiona żywotność narzędzia wynikająca z lepszych warunków skrawania często kompensuje tę początkową premię kosztową.
Rozważania dotyczące wielkości produkcji odgrywają kluczową rolę w ekonomicznym uzasadnieniu. Systemy narzędzi napędzanych wykazują wyraźne zalety w przypadku produkcji średnio- i wielkoseryjnej, gdzie skrócenie czasu ustawiania zapewnia znaczne oszczędności. W przypadku zastosowań małoobjętościowych korzyści mogą być mniej wyraźne, chyba że złożoność części lub wymagania dotyczące jakości uzasadniają inwestycję.
Zamawiając z Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę poświęconą szczegółom, na jaką zasługuje, szczególnie w przypadku złożonych zastosowań narzędzi napędzanych wymagających precyzyjnej koordynacji między wieloma procesami produkcyjnymi.
Wiele zastosowań narzędzi napędzanych uzupełnia inne procesy produkcyjne, takie jak usługi formowania wtryskowego, gdzie precyzyjne komponenty form wymagają złożonych geometrii osiągalnych dzięki połączonym operacjom toczenia i frezowania. Nasze kompleksowe usługi produkcyjne umożliwiają bezproblemową integrację w wielu technologiach produkcyjnych.
Wyzwania związane z wdrożeniem i rozwiązania
Pomyślne wdrożenie narzędzi napędzanych wymaga rozwiązania kilku wyzwań technicznych i operacyjnych, które mogą wpływać na wydajność systemu i jakość części. Zrozumienie tych wyzwań i ich rozwiązań umożliwia bardziej efektywne planowanie procesu i optymalizację systemu.
Zarządzanie termiczne stanowi jedno z najważniejszych wyzwań w operacjach narzędziami napędzanymi. Połączenie wielu procesów skrawania generuje znaczne ciepło, które musi być skutecznie usuwane, aby utrzymać stabilność wymiarową. Niewystarczające chłodzenie może powodować wzrost termiczny zarówno w przedmiocie obrabianym, jak i strukturze maszyny, prowadząc do błędów wymiarowych przekraczających ±0,1 mm w krytycznych cechach.
Kontrola wibracji staje się złożona ze względu na interakcję między wieloma obracającymi się systemami. Wrzeciono główne, wrzeciona narzędzi napędzanych i przedmiot obrabiany tworzą dynamiczny system podatny na częstotliwości rezonansowe, które mogą powodować drgania i pogorszenie wykończenia powierzchni. Właściwy dobór prędkości obrotowej wrzeciona i optymalizacja parametrów skrawania pomagają uniknąć problematycznych zakresów częstotliwości przy jednoczesnym utrzymaniu produktywności.
Zarządzanie wiórami stwarza unikalne wyzwania, gdy wiele operacji skrawania odbywa się jednocześnie lub w szybkim następstwie. Skuteczne systemy odprowadzania wiórów muszą radzić sobie ze zmiennymi charakterystykami wiórów wytwarzanych przez różne operacje skrawania, zapobiegając jednocześnie zakłóceniom wiórów w kolejnych operacjach. Systemy chłodzenia pod wysokim ciśnieniem i dedykowane systemy przenośników wiórów spełniają te wymagania.
Złożoność programowania znacznie wzrasta w porównaniu z konwencjonalnymi operacjami tokarskimi. Koordynacja wielu osi i systemów narzędzi wymaga zaawansowanych umiejętności programowania i kompleksowego zrozumienia mechaniki skrawania. Inwestycja w szkolenie programistów i zaawansowane oprogramowanie CAM staje się niezbędna do pomyślnego wdrożenia.
Wykrywanie kolizji narzędzi i unikanie kolizji wymagają zaawansowanych możliwości programowania i symulacji. Bliskość wielu narzędzi skrawających i urządzeń mocujących tworzy liczne potencjalne scenariusze kolizji, które należy zidentyfikować i uniknąć poprzez staranną weryfikację programu i symulację maszyny.
Przyszłe kierunki rozwoju i trendy technologiczne
Technologia narzędzi napędzanych stale ewoluuje wraz z postępem w konstrukcji maszyn, systemach sterowania i technologii narzędzi skrawających. Zrozumienie tych trendów pomaga producentom podejmować świadome decyzje dotyczące inwestycji w sprzęt i strategii rozwoju procesów.
Integracja maszyn wielozadaniowych stanowi znaczący trend, w którym możliwości narzędzi napędzanych są łączone z dodatkowymi procesami produkcyjnymi, takimi jak szlifowanie, nacinanie kół zębatych i produkcja przyrostowa. Te hybrydowe systemy umożliwiają kompletną produkcję części w jednym ustawieniu, dodatkowo zmniejszając wymagania dotyczące obsługi i poprawiając ogólną produktywność.
Integracja sztucznej inteligencji i uczenia maszynowego umożliwia predykcyjne utrzymanie ruchu i automatyczną optymalizację procesu. Zaawansowane systemy sterowania mogą monitorować warunki skrawania w czasie rzeczywistym i automatycznie dostosowywać parametry, aby utrzymać optymalną wydajność, jednocześnie wydłużając żywotność narzędzia i poprawiając spójność jakości części.
Systemy monitorowania narzędzi wykorzystujące czujniki emisji akustycznej i analizę wibracji zapewniają informacje zwrotne w czasie rzeczywistym na temat warunków skrawania i postępu zużycia narzędzia. Systemy te umożliwiają automatyczne planowanie wymiany narzędzi i regulację parametrów procesu w celu utrzymania stałej jakości podczas całych serii produkcyjnych.
Zaawansowane materiały i technologie powlekania stale poprawiają wydajność narzędzi skrawających do zastosowań narzędzi napędzanych. Powłoki diamentopodobne i nanostrukturalne powierzchnie narzędzi zapewniają zwiększoną odporność na zużycie i zmniejszone tarcie, umożliwiając wyższe prędkości skrawania i wydłużoną żywotność narzędzia.
Często zadawane pytania
Jakie są główne zalety tokarek z narzędziami napędzanymi w porównaniu z oddzielnymi operacjami toczenia i frezowania?
Tokarki z narzędziami napędzanymi eliminują wiele ustawień, łącząc toczenie i frezowanie w jednej operacji, zmniejszając błędy obsługi i poprawiając dokładność do ±0,02 mm. Czas ustawiania zazwyczaj skraca się o 50-65%, podczas gdy spójność wymiarowa znacznie się poprawia dzięki jednopunktowemu odniesieniu podczas wszystkich operacji skrawania.
Jakie typy części najbardziej korzystają z możliwości narzędzi napędzanych?
Komponenty wymagające wiercenia promieniowego, wpustów, powierzchni płaskich lub złożonych profili najbardziej korzystają z narzędzi napędzanych. Przykłady obejmują kolektory hydrauliczne, komponenty lotnicze, części przekładni samochodowych i precyzyjne komponenty oprzyrządowania, gdzie złożoność geometryczna i wąskie tolerancje są krytyczne.
Jak różnią się prędkości i posuwy skrawania między operacjami toczenia i frezowania na tokarkach z narzędziami napędzanymi?
Operacje toczenia zazwyczaj wykorzystują programowanie prędkości powierzchniowej (150-300 m/min dla stali), podczas gdy operacje frezowania wymagają programowania prędkości obrotowej wrzeciona (500-3000 obr./min). Posuwy muszą być skoordynowane między operacjami, z posuwami toczenia 0,1-0,4 mm/obr. i posuwami frezowania dostosowanymi do obciążenia wiórami na ząb.
Jakie są typowe możliwości tolerancji osiągalne za pomocą systemów narzędzi napędzanych?
Nowoczesne tokarki z narzędziami napędzanymi osiągają dokładność pozycjonowania ±0,005 mm i powtarzalność ±0,002 mm. Tolerancje wymiarowe IT7-IT8 są rutynowo osiągalne, a IT6 jest możliwe w optymalnych warunkach. Możliwości wykończenia powierzchni wahają się od Ra 0,4-1,6 μm w zależności od materiału i parametrów skrawania.
Jak postępuje zużycie narzędzia w narzędziach napędzanych w porównaniu z konwencjonalną obróbką?
Zastosowania narzędzi napędzanych często charakteryzują się bardziej równomiernym zużyciem narzędzia ze względu na przerywane warunki skrawania i lepsze odprowadzanie ciepła. Jednak dobór narzędzia staje się krytyczny, ponieważ narzędzia muszą radzić sobie ze zmiennymi siłami skrawania i obciążeniami wiórami. Właściwe programowanie może wydłużyć żywotność narzędzia o 20-40% w porównaniu z konwencjonalnymi oddzielnymi operacjami.
Jakie strategie chłodzenia i smarowania najlepiej sprawdzają się w operacjach narzędziami napędzanymi?
Systemy chłodzenia pod wysokim ciśnieniem (20-80 bar) zapewniają optymalne wyniki w większości zastosowań narzędzi napędzanych. Chłodzenie przez narzędzie okazuje się niezbędne w przypadku operacji wiercenia głębszych niż 3× średnica. Systemy minimalnego smarowania (MQL) oferują korzyści dla środowiska, zachowując jednocześnie dobrą jakość wykończenia powierzchni dla materiałów aluminiowych i stalowych.
Jak różnią się wymagania dotyczące programowania dla narzędzi napędzanych w porównaniu z konwencjonalnym programowaniem CNC?
Programowanie narzędzi napędzanych wymaga koordynacji między osią C wrzeciona głównego a ruchami narzędzi napędzanych, co wymaga zaawansowanych możliwości oprogramowania CAM. Polecenia synchronizacji, sprawdzanie kolizji narzędzi i wieloosiowe układy współrzędnych zwiększają złożoność. Czas programowania zazwyczaj wzrasta o 30-50%, ale czas ustawiania znacznie się skraca, co skutkuje ogólnymi oszczędnościami czasu.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece