Frezowanie CNC 5-osiowe a 3-osiowe: Kiedy dodatkowy koszt się zwraca
Decyzja między frezowaniem CNC 3-osiowym a 5-osiowym stanowi jeden z najważniejszych wyborów inwestycyjnych we współczesnej produkcji. Podczas gdy maszyny 3-osiowe obsługują większość wymagań produkcyjnych, systemy 5-osiowe odblokowują możliwości geometryczne, które mogą przekształcić Twoje możliwości produkcyjne – ale tylko wtedy, gdy są odpowiednio uzasadnione konkretnymi wymaganiami części i wielkością produkcji.
Kluczowe wnioski:
- Obróbka 5-osiowa skraca czas ustawiania nawet o 75% w przypadku złożonych geometrii, przy jednoczesnym zachowaniu tolerancji ±0,02 mm
- Analiza progu rentowności zazwyczaj faworyzuje obróbkę 5-osiową w przypadku części wymagających więcej niż 3 ustawień lub kątów złożonych przekraczających 30°
- Ulepszenia dostępności narzędzi w systemach 5-osiowych mogą skrócić czas obróbki o 40-60% w przypadku komponentów lotniczych i medycznych
- Początkowa premia inwestycyjna w wysokości 200 000–500 000 EUR za obróbkę 5-osiową zwraca się, gdy roczna produkcja przekracza 500 złożonych części
Zrozumienie podstawowych różnic
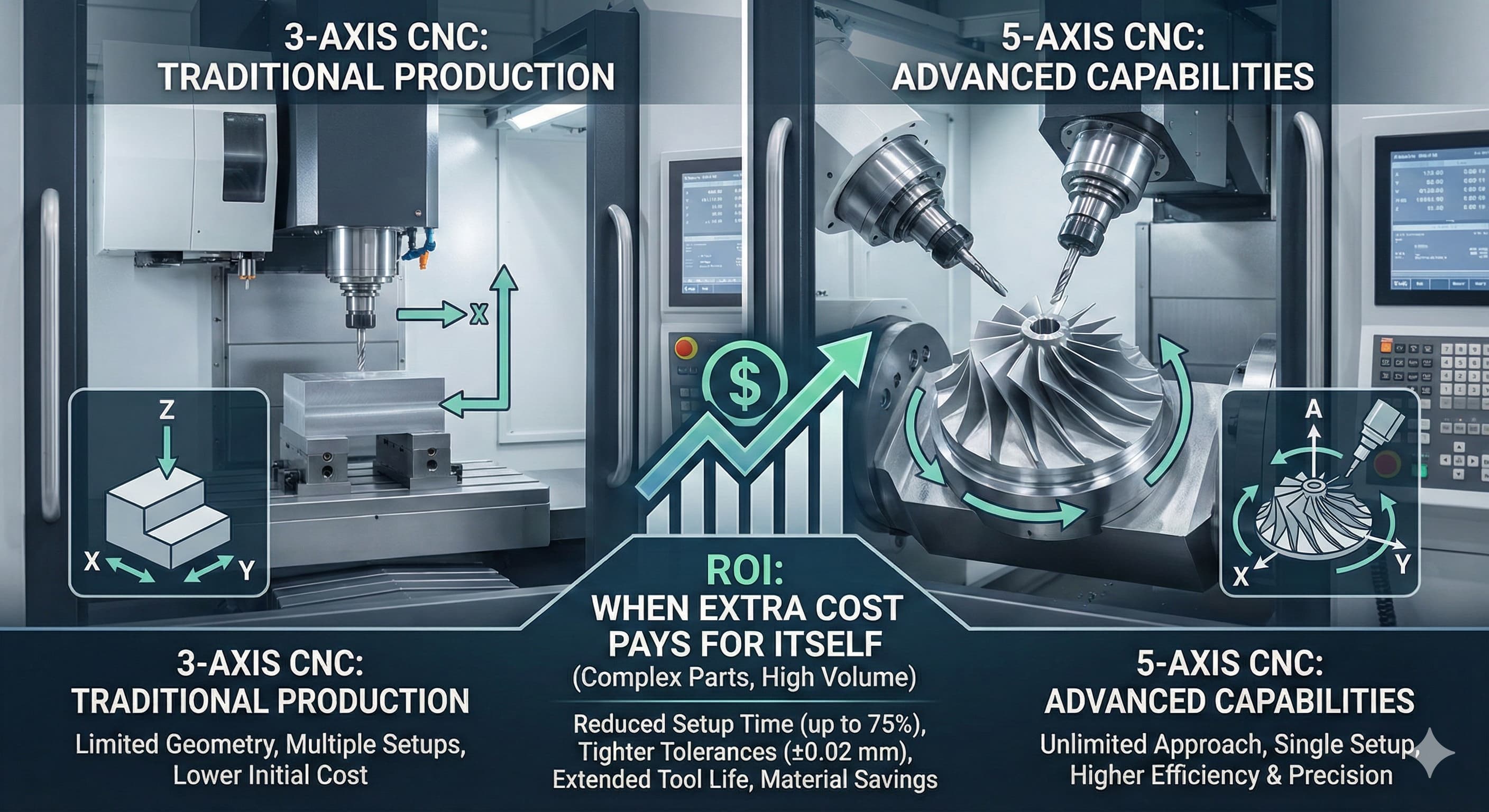
Tradycyjne maszyny CNC 3-osiowe działają wzdłuż trzech osi liniowych: X (lewo-prawo), Y (przód-tył) i Z (góra-dół). Obrabiany przedmiot pozostaje nieruchomy, podczas gdy narzędzie skrawające porusza się w tych trzech kierunkach, tworząc prostokątną przestrzeń roboczą. Ta konfiguracja skutecznie obsługuje około 80% ogólnych wymagań obróbki, w tym frezowanie czołowe, wiercenie i proste operacje konturowania.
Obróbka 5-osiowa wprowadza dwie dodatkowe osie obrotu, zwykle oznaczane jako osie A i B. Oś A obraca się wokół osi X, podczas gdy oś B obraca się wokół osi Y, chociaż producenci mogą zamiast tego wdrożyć obrót osi C wokół osi Z. Ta konfiguracja umożliwia narzędziu skrawającemu zbliżanie się do obrabianego przedmiotu praktycznie pod dowolnym kątem, eliminując wiele ograniczeń geometrycznych nieodłącznie związanych z systemami 3-osiowymi.
Krytyczna różnica polega nie tylko na liczbie osi, ale na dostępności. Systemy 5-osiowe mogą obrabiać złożone elementy w jednym ustawieniu, co wymagałoby wielu operacji, mocowań i potencjalnych kompromisów w zakresie dokładności na sprzęcie 3-osiowym. Ta możliwość staje się niezbędna w przypadku komponentów lotniczych, implantów medycznych lub złożonych geometrii form, gdzie relacje między elementami muszą utrzymywać precyzyjne tolerancje.
Porównanie możliwości technicznych
| Możliwość | CNC 3-osiowe | CNC 5-osiowe |
|---|---|---|
| Maksymalne kąty narzędzia | Tylko prostopadle do powierzchni części | Nieograniczone kąty podejścia |
| Redukcja ustawień | Wymagane wielokrotne ustawienia | Do 75% redukcji ustawień |
| Obróbka podcięć | Niemożliwe bez specjalistycznych narzędzi | Bezpośrednia dostępność |
| Jakość wykończenia powierzchni | Ra 0.8-3.2 μm typowo | Ra 0.4-1.6 μm osiągalne |
| Złożoność programowania | Umiarkowana | Wysoka (wymagana wiedza specjalistyczna CAM) |
| Możliwość tolerancji | ±0.05 mm standardowo | ±0.02 mm osiągalne |
Kiedy inwestycja w obróbkę 5-osiową ma sens finansowy
Uzasadnienie ekonomiczne dla centrów obróbczych 5-osiowych zależy w dużej mierze od złożoności części, wielkości produkcji i kosztów materiałów. Nasza analiza w Microns Hub ujawnia kilka kluczowych scenariuszy, w których dodatkowa inwestycja zwraca się w ciągu 18-24 miesięcy.
Części wymagające kątów złożonych większych niż 30° od prostopadłej stanowią doskonałych kandydatów do obróbki 5-osiowej. Tradycyjna obróbka 3-osiowa takich elementów często wymaga niestandardowych mocowań, narzędzi o wydłużonym zasięgu lub wielu ustawień — każde z nich wprowadza potencjalne pogorszenie dokładności i wydłużenie czasu cyklu. Typowy wspornik lotniczy z ukośnymi powierzchniami montażowymi może wymagać 6-8 operacji na sprzęcie 3-osiowym w porównaniu z 2-3 operacjami na systemie 5-osiowym.
Obróbka głębokich wnęk stanowi kolejny przekonujący przypadek użycia. Obudowy urządzeń medycznych, rdzenie form wtryskowych i elementy turbin często charakteryzują się głębokimi kieszeniami z cienkimi ściankami, gdzie ugięcie narzędzia staje się krytyczne. Systemy 5-osiowe umożliwiają stosowanie krótszych, bardziej sztywnych narzędzi, zbliżając się do elementów pod optymalnymi kątami, zmniejszając wibracje i poprawiając uwzględnianie grubości ścianki dla stabilności obróbki.
Koszty materiałów znacząco wpływają na równanie ekonomiczne. Podczas obróbki drogich stopów, takich jak Inconel 718 (45–60 EUR za kg) lub tytan Ti-6Al-4V (35–50 EUR za kg), redukcja odpadów osiągnięta dzięki obróbce w jednym ustawieniu szybko uzasadnia premię za obróbkę 5-osiową. Rozważmy tytanowy element lotniczy, w którym błąd obróbki w ostatniej operacji sekwencji 4 ustawień powoduje złomowanie materiału o wartości 500 EUR i 8 godzin czasu maszynowego.
Analiza czasu ustawiania i dokładności
Redukcja czasu ustawiania stanowi jedną z najbardziej wymiernych korzyści obróbki 5-osiowej. Każda zmiana położenia obrabianego przedmiotu wprowadza potencjalne błędy wynikające z ograniczeń powtarzalności mocowania, zwykle ±0,02–0,05 mm, w zależności od jakości mocowania i umiejętności operatora. Te skumulowane tolerancje mogą szybko pochłonąć dopuszczalny budżet błędów w przypadku precyzyjnych komponentów.
Kompleksowe badanie naszych danych produkcyjnych pokazuje średni czas ustawiania wynoszący 45–90 minut w przypadku złożonych operacji 3-osiowych w porównaniu z 15–30 minutami w przypadku równoważnych operacji 5-osiowych. Co ważniejsze, eliminacja wielu ustawień usuwa skumulowane błędy pozycjonowania, umożliwiając uzyskanie węższych tolerancji ogólnych. Części wymagające tolerancji geometrycznej ±0,025 mm na elementach obrabianych w różnych ustawieniach często okazują się niemożliwe do osiągnięcia w sposób spójny na sprzęcie 3-osiowym.
Bazy i powierzchnie odniesienia zachowują swoje relacje podczas operacji 5-osiowych, eliminując kumulację tolerancji nieodłącznie związaną z procesami wieloetapowymi. Ta zaleta staje się krytyczna w branżach takich jak lotnictwo, gdzie wymagania dotyczące wymiarowania i tolerancji geometrycznej (GD&T) zgodnie z normami ASME Y14.5 wymagają precyzyjnej kontroli relacji między elementami.
Aby uzyskać wyniki o wysokiej precyzji, uzyskaj wycenę w ciągu 24 godzin od Microns Hub.
Żywotność narzędzia i aspekty wykończenia powierzchni
Obróbka 5-osiowa umożliwia optymalne kąty kontaktu narzędzia, które mogą radykalnie wydłużyć żywotność narzędzia, jednocześnie poprawiając jakość wykończenia powierzchni. Utrzymując stałe obciążenie wiórami i unikając niekorzystnych warunków skrawania, operacje 5-osiowe często osiągają o 25–40% dłuższą żywotność narzędzia w porównaniu z równoważnymi procesami 3-osiowymi.
Możliwość pochylenia wrzeciona pozwala na optymalne odprowadzanie wiórów, co jest szczególnie ważne podczas obróbki głębokich elementów lub pracy z materiałami, które wytwarzają długie, nitkowate wióry, takie jak austenityczne stale nierdzewne. Prawidłowe odprowadzanie wiórów zapobiega ponownemu skrawaniu, co pogarsza wykończenie powierzchni i przyspiesza zużycie narzędzia.
Redukcja wysokości karbu dzięki zoptymalizowanym ścieżkom narzędzia stanowi kolejną znaczącą zaletę. Systemy 5-osiowe mogą utrzymywać stałe odległości między przejściami i optymalne kąty skrawania na złożonych powierzchniach, eliminując zmienne wysokości karbów typowe dla przejść wykańczających w obróbce 3-osiowej. Ta możliwość często eliminuje wtórne operacje wykańczające, oszczędzając zarówno czas, jak i koszty pracy.
| Zastosowanie wykończenia powierzchni | Możliwości 3-osiowe | Możliwości 5-osiowe | Współczynnik poprawy |
|---|---|---|---|
| Powierzchnie lotnicze (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Poprawa o 50-75% |
| Implanty medyczne (Ra) | 0.8-1.6 μm | 0.4-0.8 μm | Poprawa o 50% |
| Powierzchnie form (Ra) | 0.4-0.8 μm | 0.2-0.4 μm | Poprawa o 50% |
| Ogólne komponenty (Ra) | 3.2-6.4 μm | 1.6-3.2 μm | Poprawa o 50% |
Zalety specyficzne dla materiału
Różne materiały reagują w unikalny sposób na strategie obróbki 5-osiowej. Stopy tytanu, znane z utwardzania podczas obróbki i słabej przewodności cieplnej, znacznie korzystają ze spójnego kontaktu narzędzia możliwego dzięki systemom 5-osiowym. Utrzymywanie optymalnych prędkości i posuwów skrawania na złożonych ścieżkach narzędzia zapobiega utwardzaniu podczas obróbki, które może wystąpić podczas konwencjonalnych operacji 3-osiowych ze zmiennymi warunkami kontaktu.
Stopy aluminium, choć generalnie łatwiejsze w obróbce, osiągają lepsze wykończenie powierzchni dzięki obróbce 5-osiowej ze względu na lepsze odprowadzanie wiórów i stałe siły skrawania. Okazuje się to szczególnie cenne w zastosowaniach lotniczych, gdzie jakość powierzchni bezpośrednio wpływa na żywotność zmęczeniową. Nasze precyzyjne usługi obróbki CNC regularnie osiągają wartości Ra 0,4 μm na elementach aluminiowych dzięki zoptymalizowanym strategiom 5-osiowym.
Stale hartowane i superstopy stanowią ekstremalne wyzwania dla każdego procesu obróbki, ale systemy 5-osiowe umożliwiają stosowanie specjalistycznych ścieżek narzędzia i parametrów skrawania, które byłyby niemożliwe w przypadku sprzętu 3-osiowego. Strategie frezowania trochoidalnego, adaptacyjne usuwanie materiału i obróbka ze stałą prędkością powierzchni stają się praktycznymi opcjami w połączeniu z nieograniczonymi kątami podejścia narzędzia.
Wymagania dotyczące programowania i umiejętności operatora
Wyrafinowanie obróbki 5-osiowej wymaga odpowiedniego wzrostu wiedzy specjalistycznej w zakresie programowania i poziomu umiejętności operatora. Programowanie CAM dla obróbki 5-osiowej wymaga zrozumienia unikania kolizji narzędzi, koordynacji osi i zaawansowanych strategii ścieżki narzędzia. Czas programowania zwykle wzrasta o 200–300% w porównaniu z równoważnymi operacjami 3-osiowymi, chociaż ten narzut szybko amortyzuje się w przypadku serii produkcyjnych.
Operatorzy muszą rozumieć kinematykę maszyny, relacje układu współrzędnych i zaawansowane strategie mocowania. Złożoność ustawień 5-osiowych wymaga wyższego poziomu umiejętności, zwykle wymagającego 6–12 miesięcy specjalistycznego szkolenia dla doświadczonych operatorów 3-osiowych. Jednak po ustaleniu operacje 5-osiowe często wymagają mniejszej interwencji ze względu na zmniejszoną częstotliwość ustawiania.
Nowoczesne systemy CAM, takie jak Mastercam, PowerMill i NX, znacznie poprawiły dostępność programowania 5-osiowego dzięki zautomatyzowanemu wykrywaniu kolizji, zoptymalizowanemu generowaniu ścieżki narzędzia i możliwościom symulacji. Niemniej jednak krzywa uczenia się pozostaje znaczna i musi być uwzględniona w planowaniu wdrożenia.
Konserwacja i złożoność operacyjna
Maszyny 5-osiowe z natury obejmują bardziej złożone systemy mechaniczne, z dodatkowymi osiami obrotowymi, łożyskami i układami napędowymi wymagającymi konserwacji. Koszty konserwacji zapobiegawczej zwykle są o 15–25% wyższe niż w przypadku równoważnych systemów 3-osiowych ze względu na dodatkowe komponenty i wymagania dotyczące kalibracji.
Procedury kalibracji maszyn 5-osiowych wymagają specjalistycznego sprzętu i wiedzy. Kulki R-Test, interferometria laserowa i współrzędnościowe maszyny pomiarowe stają się niezbędne do utrzymania standardów dokładności. Roczne koszty kalibracji wahają się od 3 000 do 8 000 EUR w zależności od wielkości maszyny i wymagań dotyczących dokładności.
Jednak zmniejszona częstotliwość ustawiania w operacjach 5-osiowych może w rzeczywistości zmniejszyć ogólne wymagania dotyczące konserwacji w zastosowaniach o dużej objętości. Mniej zmian części oznacza mniejsze zużycie drążków wrzeciona, zmieniaczy narzędzi i systemów mocowania. Efekt netto różni się w zależności od zastosowania, ale generalnie faworyzuje systemy 5-osiowe w środowiskach produkcyjnych.
Ramy analizy kosztów i korzyści
Opracowanie kompleksowej analizy kosztów i korzyści wymaga zbadania wielu centrów kosztów i strumieni korzyści. Początkowe koszty kapitałowe systemów 5-osiowych zwykle wahają się od 300 000 do 800 000 EUR w przypadku maszyn klasy produkcyjnej, w porównaniu z 100 000 do 300 000 EUR w przypadku równoważnych systemów 3-osiowych.
| Współczynnik kosztów | Roczny wpływ 3-osiowy | Roczny wpływ 5-osiowy | Różnica |
|---|---|---|---|
| Praca przy ustawieniach (500 części/rok) | €25,000 | €8,000 | €17,000 oszczędności |
| Redukcja odpadów | Linia bazowa | €15,000 oszczędności | €15,000 oszczędności |
| Koszty programowania | €12,000 | €18,000 | €6,000 dodatkowo |
| Utrzymanie | €8,000 | €10,000 | €2,000 dodatkowo |
| Poprawa żywotności narzędzi | Linia bazowa | €12,000 oszczędności | €12,000 oszczędności |
| Roczny zysk netto | - | - | €36,000 |
Analiza ta sugeruje okres zwrotu z inwestycji w wysokości 5–7 lat w przypadku inwestycji przyrostowej, przy założeniu typowych wielkości produkcji i poziomów złożoności. Większe ilości, bardziej złożone części lub drogie materiały mogą skrócić okres zwrotu do 2–3 lat.
Integracja z systemami wieloosiowymi
Współczesna produkcja często korzysta z integracji frezowania 5-osiowego z innymi zaawansowanymi technologiami. Tokarki z napędzanymi narzędziami, które łączą operacje toczenia i frezowania, mogą synergicznie współpracować z systemami 5-osiowymi, aby obsługiwać kompletne przetwarzanie części przy minimalnych ustawieniach.
Centra tokarsko-frezarskie z możliwością obróbki 5-osiowej stanowią szczyt redukcji ustawień, umożliwiając kompletne przetwarzanie części od pręta lub odlewu do gotowego komponentu. Chociaż poziomy inwestycji sięgają 800 000–1 500 000 EUR, możliwość produkcji złożonych części w pojedynczych operacjach uzasadnia koszt w przypadku odpowiednich zastosowań.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę na szczegóły, na jaką zasługuje, niezależnie od tego, czy wykorzystuje strategie obróbki 3-osiowej, czy 5-osiowej.
Ramy decyzyjne powinny również uwzględniać przyszłe trendy w zakresie złożoności części. Branże zmierzające w kierunku lżejszych, bardziej złożonych geometrii — takich jak części zamienne do produkcji addytywnej lub projekty zoptymalizowane topologicznie — w coraz większym stopniu wymagają możliwości obróbki 5-osiowej. Inwestycja w systemy 5-osiowe pozycjonuje producentów na zmieniające się wymagania rynku, a nie tylko na zaspokajanie bieżących potrzeb.
Metodologia obliczania ROI
Dokładne obliczenie ROI dla inwestycji w obróbkę 5-osiową wymaga szczegółowej analizy bieżących kosztów produkcji w porównaniu z prognozowanymi kosztami obróbki 5-osiowej. Kluczowe zmienne obejmują stawki robocizny związane z ustawianiem (zwykle 45–65 EUR za godzinę na rynkach europejskich), wskaźniki złomowania, skrócenie czasu cyklu i poprawę jakości.
Rozważmy typowy wspornik lotniczy wymagający 4 ustawień na sprzęcie 3-osiowym w porównaniu z 1 ustawieniem na sprzęcie 5-osiowym. Same oszczędności na robociźnie związane z ustawianiem wynoszą 135–195 EUR na część, podczas gdy redukcja odpadów dzięki przetwarzaniu w jednym ustawieniu może zaoszczędzić 300–500 EUR na część w przypadku drogich materiałów. Oszczędności te szybko kumulują się w przypadku wielkości produkcji.
Poprawa czasu cyklu różni się znacznie w zależności od geometrii części, ale zwykle waha się od 20 do 60% w przypadku złożonych części. Komponent z 8-godzinnym całkowitym czasem cyklu na sprzęcie 3-osiowym może zostać ukończony w 5–6 godzin na systemach 5-osiowych dzięki zoptymalizowanym ścieżkom narzędzia i skróconemu czasowi obsługi.
Poprawa jakości, choć trudniejsza do zmierzenia, często zapewnia najbardziej znaczącą wartość długoterminową. Zmniejszone wskaźniki złomowania, eliminacja operacji wtórnych i poprawa zadowolenia klientów uzasadniają inwestycję w obróbkę 5-osiową, nawet jeśli bezpośrednie oszczędności kosztów wydają się marginalne. Nasze kompleksowe usługi produkcyjne pokazują, jak możliwości obróbki 5-osiowej pozwalają nam obsługiwać coraz bardziej złożone wymagania klientów przy jednoczesnym zachowaniu konkurencyjnych cen.
Strategia wdrożenia i harmonogram
Pomyślne wdrożenie obróbki 5-osiowej wymaga starannego planowania i etapowej realizacji. Typowy harmonogram obejmuje 12–18 miesięcy od decyzji o zakupie do pełnej zdolności produkcyjnej, w tym dostawę sprzętu, instalację, szkolenie operatorów i optymalizację procesu.
Faza 1 obejmuje wybór sprzętu i przygotowanie obiektu. Maszyny 5-osiowe często wymagają wzmocnionych fundamentów, zwiększonej mocy elektrycznej i ulepszonego oprogramowania CAM. Przeznacz 50 000–100 000 EUR na modyfikacje obiektu i modernizację infrastruktury.
Faza 2 koncentruje się na szkoleniu i początkowym rozwoju procesu. Zaplanuj 3–6 miesięcy intensywnego szkolenia dla programistów i operatorów. Początkowa produkcja powinna koncentrować się na prostszych częściach, aby zbudować pewność siebie i udoskonalić procesy przed podjęciem się złożonych geometrii.
Faza 3 obejmuje optymalizację procesu i rozszerzenie możliwości. Spodziewaj się 6–12 miesięcy na pełne wykorzystanie potencjału systemów 5-osiowych dzięki zoptymalizowanym ścieżkom narzędzia, ulepszonym strategiom mocowania i udoskonalonym technikom programowania.
Często zadawane pytania
Jakie typy części uzasadniają obróbkę 5-osiową w porównaniu z alternatywami 3-osiowymi?
Części z kątami złożonymi przekraczającymi 30°, głębokie wnęki wymagające dostępu narzędzi lub komponenty wymagające więcej niż 3 ustawień na konwencjonalnym sprzęcie zwykle uzasadniają inwestycję w obróbkę 5-osiową. Wsporniki lotnicze, implanty medyczne, złożone formy i elementy turbin stanowią idealne zastosowania, w których redukcja ustawień i poprawa dokładności zapewniają jasne korzyści ekonomiczne.
Jak porównują się koszty konserwacji między systemami CNC 3-osiowymi i 5-osiowymi?
Systemy 5-osiowe zwykle wiążą się z o 15–25% wyższymi kosztami konserwacji ze względu na dodatkowe osie obrotowe, łożyska i wymagania dotyczące kalibracji. Roczne koszty konserwacji wahają się od 10 000 do 15 000 EUR w przypadku systemów 5-osiowych w porównaniu z 8 000 do 12 000 EUR w przypadku porównywalnych maszyn 3-osiowych. Jednak zmniejszona częstotliwość ustawiania w produkcji wielkoseryjnej może zrównoważyć niektóre z tych dodatkowych kosztów dzięki zmniejszonemu zużyciu systemów mocowania i wymiany narzędzi.
Jaki poziom umiejętności programowania jest wymagany do efektywnej obsługi 5-osiowej?
Programowanie 5-osiowe wymaga zaawansowanej wiedzy specjalistycznej w zakresie CAM, w tym unikania kolizji, optymalizacji ścieżki narzędzia i zarządzania układem współrzędnych. Doświadczeni programiści 3-osiowi zwykle potrzebują 6–12 miesięcy specjalistycznego szkolenia, aby osiągnąć biegłość. Czas programowania początkowo wzrasta o 200–300%, ale stabilizuje się wraz z rozwojem wiedzy specjalistycznej i rozwojem bibliotek części.
Jak różnią się możliwości tolerancji między obróbką 3-osiową i 5-osiową?
Systemy 5-osiowe zwykle osiągają tolerancje ±0,02 mm w sposób spójny dzięki przetwarzaniu w jednym ustawieniu, które eliminuje skumulowane błędy pozycjonowania. Systemy 3-osiowe generalnie utrzymują tolerancje ±0,05 mm, przy czym dokładność pogarsza się wraz ze wzrostem liczby ustawień. Eliminacja przesunięć baz i zmian powierzchni odniesienia w przetwarzaniu 5-osiowym umożliwia uzyskanie węższych tolerancji geometrycznych zgodnie z normami ASME Y14.5.
Jaki jest typowy okres zwrotu z inwestycji w CNC 5-osiowe?
Okresy zwrotu wahają się od 2 do 7 lat w zależności od złożoności części, wielkości produkcji i kosztów materiałów. Produkcja wielkoseryjna złożonych części z drogich materiałów, takich jak tytan lub Inconel, może osiągnąć zwrot w ciągu 2–3 lat, podczas gdy mniejsze ilości lub prostsze geometrie mogą wymagać 5–7 lat. Analiza powinna obejmować oszczędności na robociźnie związane z ustawianiem, redukcję odpadów, skrócenie czasu cyklu i poprawę jakości.
Czy istniejący operatorzy 3-osiowi mogą skutecznie przejść na sprzęt 5-osiowy?
Tak, doświadczeni operatorzy 3-osiowi mogą przejść na systemy 5-osiowe przy odpowiednim szkoleniu. Krzywa uczenia się zwykle wymaga 3–6 miesięcy, aby osiągnąć podstawową biegłość, i 12–18 miesięcy, aby osiągnąć zaawansowane możliwości. Kluczowe umiejętności obejmują zrozumienie kinematyki maszyny, relacji układu współrzędnych i zaawansowanych strategii mocowania. Inwestycja w kompleksowe programy szkoleniowe jest niezbędna do pomyślnego wdrożenia.
Jakie możliwości oprogramowania CAM są niezbędne do programowania 5-osiowego?
Niezbędne funkcje CAM obejmują automatyczne wykrywanie kolizji, generowanie ścieżki narzędzia 5-osiowego, symulację maszyny i optymalizację postprocesora. Wiodące systemy, takie jak Mastercam, PowerMill i NX, zapewniają te możliwości, chociaż koszty licencji znacznie wzrastają w przypadku modułów 5-osiowych. Przeznacz 15 000–30 000 EUR rocznie na profesjonalne oprogramowanie CAM 5-osiowe, w tym konserwację i aktualizacje.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece