Aluminium A380 a A356: Wybór odpowiedniego stopu ze względu na wytrzymałość i płynność
Aluminium A380 i A356 to dwa z najczęściej specyfikowanych stopów do odlewania ciśnieniowego w europejskiej produkcji, jednak wybór między nimi wymaga zrozumienia kluczowych kompromisów między charakterystykami wytrzymałościowymi a właściwościami płynięcia. Ta decyzja wpływa na wszystko, od wydajności części po koszty produkcji, dlatego ważne jest, aby inżynierowie zrozumieli niuanse różnic między tymi stopami.
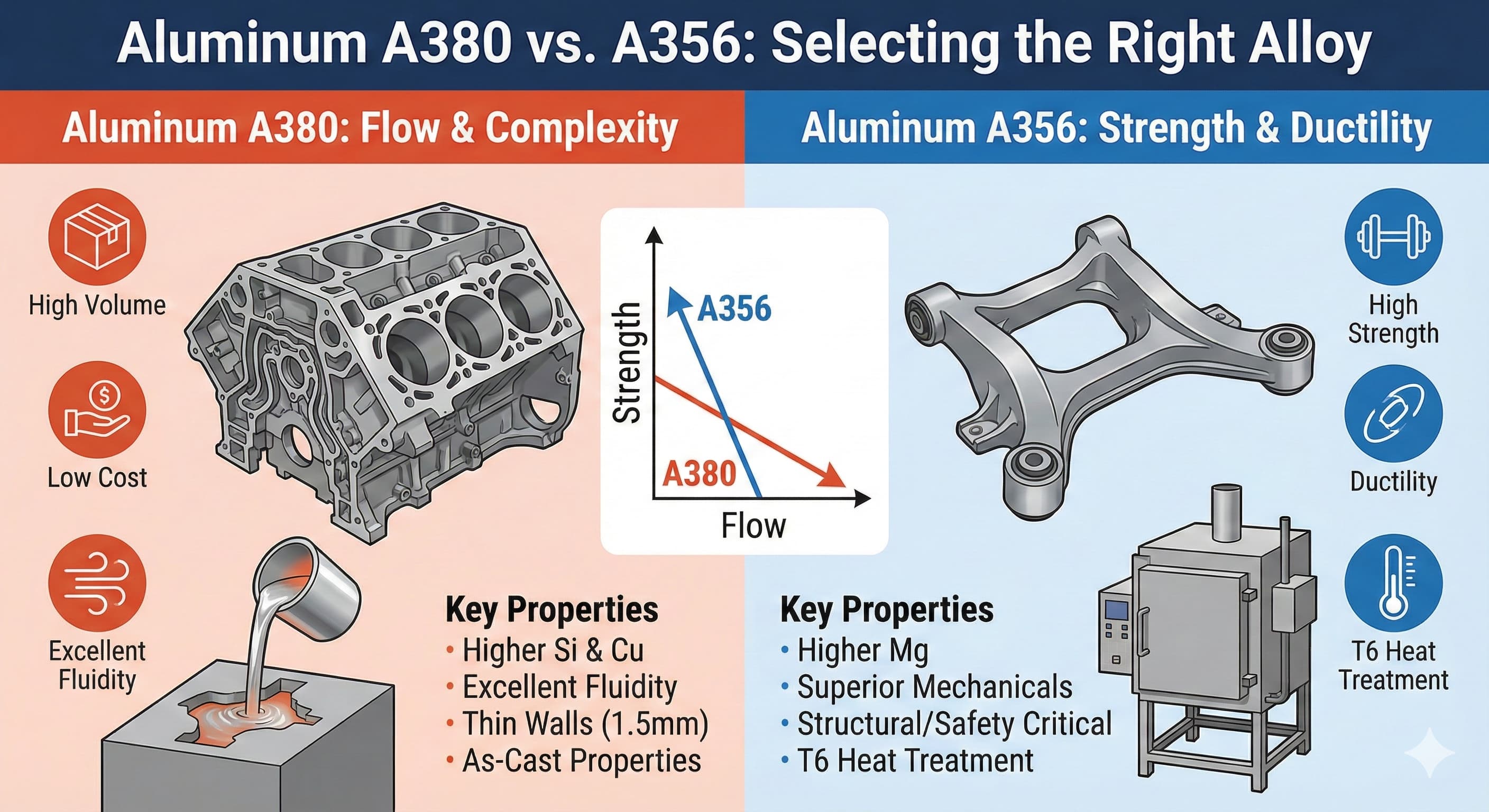
Oba stopy pełnią odrębne role w ekosystemie odlewania aluminium, przy czym A380 dominuje w zastosowaniach wielkoseryjnych wymagających doskonałej płynności, a A356 wyróżnia się tam, gdzie doskonałe właściwości mechaniczne uzasadniają wyższe koszty materiałów i przetwarzania.
Kluczowe wnioski
- A380 oferuje doskonałe właściwości płynięcia i niższe koszty, dzięki czemu idealnie nadaje się do cienkościennych, złożonych geometrii
- A356 zapewnia znacznie wyższą wytrzymałość i plastyczność, odpowiedni do zastosowań konstrukcyjnych i krytycznych dla bezpieczeństwa
- Wybór procesu odlewania (odlewanie ciśnieniowe vs odlewanie w piasku) silnie wpływa na wydajność stopu i względy kosztowe
- Opcje obróbki cieplnej po odlewaniu różnią się znacznie między stopami, wpływając na końcowe właściwości mechaniczne
Skład chemiczny i podstawowe właściwości
Różnice w składzie chemicznym między A380 i A356 wpływają na ich odmienne właściwości użytkowe. A380 zawiera wyższą zawartość krzemu (7,5-9,5%) w porównaniu do A356 (6,5-7,5%), a także znacznie więcej miedzi (3,0-4,0% w porównaniu z maksymalnie 0,25%). Taki skład zapewnia A380 doskonałą płynność podczas odlewania, ale ogranicza jego właściwości mechaniczne.
A356 odwrotnie, zawiera magnez (0,25-0,45%) jako główny element wzmacniający, przy jednoczesnym zachowaniu niższej zawartości miedzi. Taki skład umożliwia reakcje na obróbkę cieplną, których A380 nie może osiągnąć, co skutkuje doskonałą wytrzymałością na rozciąganie i granicą plastyczności.
| Element | A380 (wt%) | A356 (wt%) | Wpływ na właściwości |
|---|---|---|---|
| Krzem (Si) | 7.5-9.5 | 6.5-7.5 | Wyższa zawartość Si poprawia płynność, redukuje skurcz |
| Miedź (Cu) | 3.0-4.0 | 0.25 max | Cu zwiększa wytrzymałość, ale zmniejsza plastyczność |
| Magnez (Mg) | 0.10 max | 0.25-0.45 | Mg umożliwia utwardzanie wydzieleniowe |
| Żelazo (Fe) | 1.3 max | 0.20 max | Wyższa zawartość Fe zmniejsza plastyczność |
| Cynk (Zn) | 3.0 max | 0.10 max | Zn wpływa na odporność na korozję |
Zawartość krzemu bezpośrednio wpływa na charakterystykę odlewania, przy czym wyższa zawartość krzemu w A380 zapewnia wyjątkowe właściwości płynięcia i zmniejszony skurcz podczas krzepnięcia. Jednak ten sam skład tworzy kruche fazy międzymetaliczne, które ograniczają plastyczność i odporność na uderzenia.
Porównanie właściwości mechanicznych
Różnice we właściwościach mechanicznych między tymi stopami są znaczne i wpływają na wybór zastosowania. A380 w stanie lanym zwykle osiąga wytrzymałość na rozciąganie 320-330 MPa z granicą plastyczności około 160 MPa. A356, szczególnie w stanie po obróbce cieplnej T6, może osiągnąć wytrzymałość na rozciąganie przekraczającą 280 MPa z granicą plastyczności 205 MPa, oferując jednocześnie znacznie wyższe wartości wydłużenia.
| Właściwość | A380 (Stan surowy odlew) | A356 (T6) | A356 (Stan surowy odlew) |
|---|---|---|---|
| Wytrzymałość na rozciąganie (MPa) | 320-330 | 280-310 | 220-260 |
| Granica plastyczności (MPa) | 160 | 205-240 | 140-180 |
| Wydłużenie (%) | 2.5-3.5 | 8-12 | 3-5 |
| Twardość (HB) | 80-85 | 70-90 | 60-70 |
| Wytrzymałość zmęczeniowa (MPa) | 110-130 | 140-160 | 100-120 |
Różnica w wydłużeniu jest szczególnie istotna w przypadku zastosowań narażonych na obciążenia dynamiczne lub uderzenia. Wydłużenie A356 wynoszące 8-12% w stanie T6 w porównaniu z 2,5-3,5% dla A380 stanowi różnicę między trybem plastycznego zniszczenia a kruchymi właściwościami pękania.
Wydajność zmęczeniowa wykazuje podobne tendencje, przy czym A356-T6 oferuje lepszą wytrzymałość zmęczeniową dzięki swojej drobnoziarnistej mikrostrukturze i brakowi bogatych w miedź faz międzymetalicznych, które działają jako miejsca inicjacji pęknięć.
Charakterystyka płynięcia i wydajność odlewania
Charakterystyka płynięcia stanowi jedną z głównych zalet A380 nad A356. Wyższa zawartość krzemu i dodatek miedzi tworzą dłuższy zakres krzepnięcia, zapewniając doskonałe możliwości wypełniania form w złożonych geometriach. Przekłada się to na udane odlewanie cienkich ścianek (do 1,5 mm w optymalnych warunkach) i skomplikowanych elementów, które byłyby trudne do wykonania z A356.
Doskonała płynność A380 umożliwia właściwe zastosowanie kątów pochylenia w złożonych formach przy zachowaniu dokładności wymiarowej. Charakterystyka odlewania stopu wspiera szybkie cykle produkcyjne typowe dla zastosowań w motoryzacji i elektronice użytkowej.
A356, oferując odpowiednie właściwości płynięcia, wymaga większej uwagi przy projektowaniu układu wlewowego, doborze wielkości kanałów i kontroli temperatury. Tendencja stopu do pękania na gorąco w cienkich przekrojach wymaga konserwatywnego projektowania grubości ścianek (zwykle minimum 2,5 mm dla niezawodnej produkcji).
| Parametr odlewania | A380 | A356 | Implikacje inżynierskie |
|---|---|---|---|
| Minimalna grubość ścianki | 1.5 mm | 2.5 mm | A380 umożliwia lżejsze, bardziej złożone konstrukcje |
| Zakres krzepnięcia | 90-120°C | 60-90°C | Szerszy zakres poprawia wypełnianie formy |
| Skłonność do pęknięć na gorąco | Niska | Umiarkowana | A380 bardziej tolerancyjny w projektowaniu |
| Zdolność wypełniania formy | Doskonała | Dobra | Złożone geometrie preferują A380 |
| Wrażliwość na porowatość | Niska | Umiarkowana | A380 bardziej tolerancyjny na zmienność procesu |
Możliwości długości przepływu różnią się znacznie, przy czym A380 osiąga długości przepływu 200+ razy większe niż grubość ścianki w zoptymalizowanych warunkach, podczas gdy A356 zwykle osiąga 150-180 razy grubość ścianki. Ta różnica staje się krytyczna w przypadku dużych, złożonych odlewów, gdzie metal musi pokonywać znaczne odległości przez cienkie przekroje.
Reakcja na obróbkę cieplną i względy mikrostrukturalne
Reakcja na obróbkę cieplną stanowi fundamentalne rozróżnienie między tymi stopami. A380 oferuje ograniczone opcje obróbki cieplnej, zwykle pozostając w stanie lanym lub poddawany obróbce odprężającej. Wysoka zawartość miedzi uniemożliwia skuteczne przesycanie ze względu na początkowe topnienie faz bogatych w miedź.
A356 doskonale reaguje na obróbkę cieplną T6 (przesycanie w temperaturze 540°C, chłodzenie i starzenie w temperaturze 150-160°C przez 2-8 godzin). Proces ten rozpuszcza magnez i krzem w roztworze stałym, a następnie wytrąca fazy wzmacniające podczas starzenia, radykalnie poprawiając właściwości mechaniczne.
Aby uzyskać wyniki o wysokiej precyzji, Poproś o bezpłatną wycenę i uzyskaj ceny w ciągu 24 godzin od Microns Hub.
Różnice mikrostrukturalne wykraczają poza reakcję na obróbkę cieplną. Struktura lana A380 zawiera grube cząstki krzemu i fazy międzymetaliczne miedź-aluminium, które zapewniają wytrzymałość, ale ograniczają plastyczność. Mikrostruktura A356, szczególnie po obróbce T6, charakteryzuje się drobnymi, równomiernie rozłożonymi wydzieleniami, które zwiększają zarówno wytrzymałość, jak i udarność.
| Obróbka cieplna | Reakcja A380 | Reakcja A356 | Zmiana właściwości |
|---|---|---|---|
| Stan surowy odlew | Warunki standardowe | Właściwości bazowe | - |
| T4 (Przesycanie + Naturalne starzenie) | Nie dotyczy | Umiarkowana poprawa | +15% wytrzymałości |
| T6 (Przesycanie + Sztuczne starzenie) | Nie dotyczy | Maksymalna wytrzymałość | +25-35% wytrzymałości |
| Odprężanie | Stabilność wymiarowa | Stabilność wymiarowa | Minimalna zmiana właściwości |
Analiza kosztów i względy ekonomiczne
Różnice w kosztach między A380 i A356 wykraczają poza ceny surowców i obejmują względy związane z przetwarzaniem, oprzyrządowaniem i obróbką końcową. A380 zwykle kosztuje 2200-2400 EUR za tonę metryczną, podczas gdy A356 waha się od 2600 do 2900 EUR za tonę metryczną, co stanowi premię w wysokości 15-20% za stop o wyższej wydajności.
Koszty przetwarzania przemawiają na korzyść A380 ze względu na jego doskonałe właściwości odlewnicze. Wyższe prędkości produkcji, zmniejszone wskaźniki złomu i uproszczone wymagania dotyczące oprzyrządowania często kompensują niewielką przewagę kosztową materiału, jaką A356 może mieć na niektórych rynkach. Doskonałe właściwości płynięcia A380 umożliwiają cieńsze ścianki i bardziej złożone geometrie, potencjalnie zmniejszając ogólną wagę części i zużycie materiału.
Jednak wymagania dotyczące obróbki cieplnej A356 dodają etapy przetwarzania i koszty energii. Obróbka cieplna T6 zwykle dodaje 150-250 EUR za tonę metryczną do kosztów przetwarzania, w zależności od wydajności pieca i lokalnych cen energii. Należy to rozważyć w kontekście osiągniętych korzyści wydajnościowych.
| Składnik kosztów | A380 | A356 | Różnica |
|---|---|---|---|
| Surowiec (€/tona) | 2,200-2,400 | 2,600-2,900 | +15-20% |
| Obróbka cieplna (€/tona) | 0-50 | 150-250 | +300-400% |
| Koszty obróbki skrawaniem | Wyższe (twardszy materiał) | Niższe (bardziej plastyczny) | -10-15% |
| Współczynnik złomu (%) | 3-5 | 5-8 | +40-60% |
| Wydajność produkcji | Wyższa | Niższa | -15-25% |
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę poświęconą szczegółom, na jaką zasługuje, co jest szczególnie ważne przy równoważeniu wymagań dotyczących kosztów i wydajności.
Kryteria wyboru specyficzne dla zastosowania
Wymagania aplikacji ostatecznie decydują o wyborze stopu, przy czym każdy materiał wyróżnia się w określonych przypadkach użycia. A380 dominuje w zastosowaniach motoryzacyjnych wymagających złożonych geometrii, takich jak obudowy przekładni, wsporniki silnika i obudowy elektronicznych jednostek sterujących. Doskonałe właściwości płynięcia stopu umożliwiają integrację występów montażowych, żeber chłodzących i skomplikowanych kanałów wewnętrznych w jednym odlewie.
A356 znajduje preferencje w zastosowaniach konstrukcyjnych, w których właściwości mechaniczne mają pierwszeństwo przed złożonością odlewania. Elementy zawieszenia samochodowego, okucia lotnicze i wysokowydajne artykuły sportowe wykorzystują doskonały stosunek wytrzymałości do masy i odporność na zmęczenie A356.
Zastosowania elektroniczne stanowią interesujące kompromisy. Doskonała przewodność cieplna A380 (96 W/m·K w porównaniu z 151 W/m·K dla A356) czyni go atrakcyjnym dla radiatorów i obudów elektronicznych, gdzie krytyczne jest zarządzanie termiczne. Jednak niższa przewodność elektryczna A356 może być preferowana w zastosowaniach wymagających ekranowania elektromagnetycznego.
Integracja z usługami formowania wtryskowego często wpływa na wybór materiału dla komponentów hybrydowych, w których odlewy aluminiowe łączą się z polimerowymi wkładkami lub operacjami obtryskiwania.
Kompatybilność procesu produkcyjnego
Odlewanie ciśnieniowe stanowi podstawowy proces produkcyjny dla obu stopów, ale ich kompatybilność z innymi procesami znacznie się różni. A380 wyróżnia się w operacjach wysokociśnieniowego odlewania ciśnieniowego (HPDC), gdzie jego doskonałe właściwości płynięcia umożliwiają szybkie czasy cykli i spójną jakość części. Odporność stopu na lutowanie (przywieranie do powierzchni matryc) wydłuża żywotność narzędzi i zmniejsza wymagania konserwacyjne.
A356 wykazuje szerszą kompatybilność procesową, dobrze radząc sobie w odlewaniu w piasku, odlewaniu w formach trwałych i procesach formowania półstałego. Ta wszechstronność czyni A356 atrakcyjnym dla zastosowań małoobjętościowych lub prototypowania, gdzie koszty oprzyrządowania do odlewania ciśnieniowego nie mogą być uzasadnione.
Obróbka skrawaniem po odlewaniu charakteryzuje się znacznymi różnicami między stopami. Wyższa twardość i zawartość miedzi w A380 stwarzają trudniejsze warunki obróbki, wymagające narzędzi z węglików spiekanych i starannej ewakuacji wiórów. A356, szczególnie w stanie T6, obrabia się łatwiej za pomocą konwencjonalnych narzędzi i generuje lepsze wykończenie powierzchni.
| Proces | Przydatność A380 | Przydatność A356 | Kluczowe uwagi |
|---|---|---|---|
| Wysokociśnieniowe odlewanie ciśnieniowe | Doskonała | Dobra | Krytyczna przewaga przepływu A380 |
| Niskociśnieniowe odlewanie ciśnieniowe | Dobra | Doskonała | Preferowane właściwości mechaniczne A356 |
| Odlewanie w piasku | Dostateczna | Doskonała | A356 standardem dla odlewania w piasku |
| Odlewanie w formach trwałych | Dobra | Doskonała | Oba stopy odpowiednie |
| Obróbka CNC | Wymagająca | Dobra | A356 bardziej obrabialny |
Kompatybilność wykończenia powierzchni również się różni. A380 anoduje się całkiem dobrze, ale może wykazywać niewielkie różnice w kolorze ze względu na zawartość miedzi. A356 zapewnia doskonałą reakcję na anodowanie z jednolitym rozwojem koloru. Malowanie proszkowe i malowanie działają podobnie na obu stopach po odpowiednim przygotowaniu powierzchni.
Kontrola jakości i względy dotyczące testowania
Wymagania dotyczące kontroli jakości różnią się między zastosowaniami A380 i A356, w zależności od ich typowych przypadków użycia i oczekiwań dotyczących wydajności. Części A380 często poddawane są kontroli wymiarowej i podstawowym badaniom mechanicznym, z naciskiem na integralność odlewu i jakość powierzchni. Badania nieniszczące zwykle obejmują kontrolę wizualną i weryfikację wymiarową.
Komponenty A356, szczególnie te w zastosowaniach konstrukcyjnych, wymagają bardziej kompleksowych protokołów testowania. Badania rozciągania, weryfikacja twardości i walidacja obróbki cieplnej stają się standardowymi wymaganiami. Proces obróbki cieplnej T6 wymaga monitorowania temperatury i weryfikacji metalurgicznej, aby zapewnić prawidłowe utwardzanie wydzieleniowe.
Wdrażanie statystycznej kontroli procesu (SPC) różni się między stopami. Spójna charakterystyka płynięcia A380 umożliwia ścisłą kontrolę wymiarową przy standardowym monitorowaniu procesu. Wymagania dotyczące obróbki cieplnej A356 wprowadzają dodatkowe zmienne wymagające monitorowania kart kontrolnych temperatury roztworu, szybkości chłodzenia i parametrów starzenia.
Integracja z naszymi usługami produkcyjnymi obejmuje kompleksową dokumentację jakości spełniającą wymagania ISO 9001, z certyfikatami materiałowymi i weryfikacją właściwości mechanicznych jako standardowymi elementami dostarczanymi.
Czynniki środowiskowe i zrównoważonego rozwoju
Względy środowiskowe w coraz większym stopniu wpływają na decyzje dotyczące wyboru materiału. Zarówno A380, jak i A356 oferują doskonałą możliwość recyklingu, z wrodzonymi zaletami aluminium w zakresie zrównoważonego rozwoju. Jednak ich ślad energetyczny różni się ze względu na wymagania dotyczące przetwarzania.
Prostsza ścieżka przetwarzania A380 (minimalna obróbka cieplna) skutkuje niższym zużyciem energii na kilogram wyprodukowanego produktu. Obróbka cieplna T6 A356 dodaje znaczne wymagania energetyczne, szczególnie podczas przesycania w temperaturze 540°C. Ta kara energetyczna musi być zrównoważona z osiągniętymi korzyściami wydajnościowymi.
Kompatybilność zawartości pochodzącej z recyklingu różni się między stopami. Wyższa tolerancja A380 na pierwiastki śladowe czyni go bardziej kompatybilnym ze strumieniami aluminium pochodzącego z recyklingu, podczas gdy bardziej rygorystyczne wymagania składu A356 mogą wymagać użycia pierwotnego aluminium do krytycznych zastosowań.
Przyszłe trendy i kierunki rozwoju
Rozwój stopów stale ewoluuje, aby sprostać zmieniającym się wymaganiom branży. Zmodyfikowane składy A380 ze zmniejszoną zawartością miedzi mają na celu poprawę plastyczności przy jednoczesnym zachowaniu doskonałych właściwości odlewniczych. Rozwój ten jest ukierunkowany na inicjatywy motoryzacyjne dotyczące zmniejszania masy, wymagające poprawy odporności na zderzenia.
Rozwój A356 koncentruje się na zwiększonej reakcji na obróbkę cieplną i poprawie stabilności termicznej. Zaawansowane zabiegi starzenia i zmodyfikowane składy mają na celu rozszerzenie i tak już imponujących zalet stopu w zakresie właściwości mechanicznych.
Kompatybilność z produkcją addytywną stanowi nowe zagadnienie. Chociaż żaden stop nie jest obecnie szeroko stosowany w druku 3D aluminium, trwają badania nad wariantami metalurgii proszków, które mogłyby rozszerzyć zakres ich zastosowań.
Często zadawane pytania
Który stop zapewnia lepszą odporność na korozję, A380 czy A356?
A356 generalnie oferuje lepszą odporność na korozję ze względu na niższą zawartość miedzi. Miedź w A380 może tworzyć ogniwa galwaniczne, które przyspieszają korozję w środowiskach morskich lub przemysłowych. Jednak oba stopy korzystają z powłok ochronnych w agresywnych środowiskach.
Czy A380 można poddać obróbce cieplnej, aby osiągnąć właściwości podobne do A356?
Nie, A380 nie można skutecznie poddać obróbce cieplnej ze względu na wysoką zawartość miedzi, która powoduje początkowe topnienie podczas przesycania. Stop jest zwykle używany w stanie lanym lub tylko z obróbką odprężającą.
Jaką minimalną grubość ścianki należy zaprojektować dla każdego stopu?
A380 może niezawodnie osiągać grubość ścianki do 1,5 mm w optymalnych warunkach odlewania, podczas gdy A356 zwykle wymaga minimalnych ścianek 2,5 mm, aby uniknąć pękania na gorąco i zapewnić spójne właściwości mechaniczne.
Jak wypadają koszty obróbki skrawaniem między A380 a A356?
A356 generalnie obrabia się łatwiej i taniej niż A380. Wyższa zawartość miedzi i twardość A380 wymagają narzędzi z węglików spiekanych i skutkują wyższymi wskaźnikami zużycia narzędzi, co zwykle zwiększa koszty obróbki o 10-15%.
Który stop jest lepszy do cienkościennych obudów elektronicznych?
A380 jest zwykle preferowany do cienkościennych obudów elektronicznych ze względu na jego doskonałe właściwości płynięcia, umożliwiające złożone geometrie i cienkie ścianki. Jego dobra przewodność cieplna pomaga również w rozpraszaniu ciepła w zastosowaniach elektronicznych.
Jakie są typowe czasy realizacji dla części w każdym stopie?
Czasy realizacji są generalnie podobne dla obu stopów w zastosowaniach odlewania ciśnieniowego. Jednak części A356 wymagające obróbki cieplnej T6 mogą wydłużyć czas przetwarzania o 1-3 dni, w zależności od wielkości partii i harmonogramu pieca.
Jak wypadają wskaźniki recyklingu między A380 a A356?
Oba stopy nadają się w dużym stopniu do recyklingu, ale wyższa tolerancja A380 na pierwiastki śladowe sprawia, że jest on nieco bardziej kompatybilny z mieszanymi strumieniami złomu aluminiowego. Bardziej rygorystyczne wymagania składu A356 mogą wymagać staranniejszej segregacji złomu do krytycznych zastosowań.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece