Projektowanie kątów pochylenia dla odlewów metalowych: praktyczny przewodnik dla inżynierów
Kąty pochylenia są często pomijane na etapie projektowania, jednak niewłaściwe specyfikacje pochylenia powodują do 40% wad odlewów precyzyjnych elementów metalowych. Różnica między częścią, która czysto oddziela się od formy, a tą, która wymaga kosztownych operacji wtórnych, polega na zrozumieniu złożonej relacji między właściwościami materiału, geometrią i ograniczeniami produkcyjnymi.
Kluczowe wnioski
- Kąty pochylenia zazwyczaj wahają się od 0,5° do 3° w zależności od procesu odlewania, przy czym odlewanie ciśnieniowe wymaga minimalnych kątów (0,5-1°), a odlewanie w piasku 1-3°
- Cechy wewnętrzne wymagają o 25-50% większych kątów pochylenia niż powierzchnie zewnętrzne ze względu na siły skurczowe podczas chłodzenia
- Właściwe zaprojektowanie kąta pochylenia może zmniejszyć koszty obróbki o 30-60% poprzez wyeliminowanie operacji wtórnych na powierzchniach niekrytycznych
- Wybór materiału bezpośrednio wpływa na wymagania dotyczące pochylenia, przy czym stopy aluminium pozwalają na mniejsze kąty niż odlewy ze stali lub żeliwa
Zrozumienie podstaw kąta pochylenia
Kąty pochylenia służą jako podstawowy mechanizm udanego wyjmowania części z form odlewniczych. Bez odpowiedniego pochylenia chłodzący się metal kurczy się na powierzchniach formy, tworząc interferencję, która uniemożliwia czyste oddzielenie. To podstawowe zachowanie skurczowe różni się znacznie w zależności od różnych systemów stopowych i wymaga precyzyjnego obliczenia dla uzyskania optymalnych wyników.
Fizyka stojąca za wymaganiami dotyczącymi pochylenia koncentruje się na współczynnikach rozszerzalności cieplnej. Stopy aluminium, takie jak A356-T6, wykazują liniowe współczynniki skurczu wynoszące około 1,3%, podczas gdy żeliwo sferoidalne (ASTM A536) kurczy się o 1,0%. Te różnice bezpośrednio przekładają się na różne wymagania dotyczące kąta pochylenia, przy czym odlewy aluminiowe często dopuszczają większe kąty ze względu na mniejsze siły skurczowe.
Tolerancje produkcyjne odgrywają kluczową rolę w specyfikacji kąta pochylenia. Standardowa praktyka jest zgodna z tolerancjami ISO 2768-m dla odlewów o średniej precyzji, które zazwyczaj dopuszczają odchylenie kątów pochylenia o ±0,5°. Jednak zastosowania o wysokiej precyzji mogą wymagać ściślejszej kontroli na poziomie ±0,2°, co wymaga bardziej zaawansowanego oprzyrządowania i środków kontroli procesu.
Wymagania dotyczące kąta pochylenia specyficzne dla procesu
Odlewanie ciśnieniowe stanowi najbardziej wymagające zastosowanie do optymalizacji kąta pochylenia. Proces wtrysku pod wysokim ciśnieniem i szybkie cykle chłodzenia stwarzają unikalne wyzwania, które wymagają szczególnych względów projektowych. Typowe kąty pochylenia dla odlewania ciśnieniowego wahają się od 0,5° do 1,5°, przy czym dolny zakres jest zarezerwowany dla powierzchni zewnętrznych i prostych geometrii.
Procesy odlewania w piasku pozwalają na bardziej hojne kąty pochylenia ze względu na tolerancyjny charakter form piaskowych. Powierzchnie zewnętrzne zazwyczaj wymagają pochylenia od 1° do 2°, podczas gdy cechy wewnętrzne potrzebują od 1,5° do 3°. Wytrzymałość na ściskanie mieszanki piasku bezpośrednio wpływa na te wymagania, przy czym formy o wyższej wytrzymałości pozwalają na zmniejszone kąty pochylenia.
Odlewanie precyzyjne oferuje najwęższe tolerancje, ale wymaga starannego rozważenia pochylenia przy usuwaniu wzoru woskowego. Kąty pochylenia od 0,25° do 1° są powszechne, przy czym proces ceramicznej skorupy pozwala na produkcję kształtów zbliżonych do ostatecznych. Ta precyzja wiąże się z premią kosztową w wysokości 20-40% w porównaniu z konwencjonalnymi metodami odlewania w piasku.
| Proces odlewania | Kąt pochylenia zewnętrznego (°) | Kąt pochylenia wewnętrznego (°) | Typowa tolerancja (±°) | Koszt względny |
|---|---|---|---|---|
| Odlewanie ciśnieniowe | 0.5-1.5 | 0.75-2.0 | 0.2 | Wysoki |
| Odlewanie w piasku | 1.0-2.0 | 1.5-3.0 | 0.5 | Niski |
| Odlewanie precyzyjne | 0.25-1.0 | 0.5-1.5 | 0.2 | Bardzo wysoki |
| Odlewanie kokilowe | 0.75-1.5 | 1.0-2.5 | 0.3 | Średni |
Uwagi dotyczące pochylenia specyficzne dla materiału
Stopy aluminium dominują w precyzyjnych zastosowaniach odlewniczych ze względu na ich korzystne właściwości skurczowe i doskonałą obrabialność. A356-T6, najpopularniejszy stop odlewniczy stosowany w lotnictwie, pozwala na kąty pochylenia nawet 0,5° dla prostych geometrii. Obróbka cieplna T6 zapewnia stabilność wymiarową, która utrzymuje integralność kąta pochylenia podczas całego procesu cykli termicznych.
Odlewy stalowe stanowią większe wyzwanie ze względu na wyższe siły skurczowe i zwiększoną przyczepność do formy. Gatunki stali węglowej, takie jak ASTM A216 WCB, wymagają minimalnych kątów pochylenia wynoszących 1,5° dla powierzchni zewnętrznych, zwiększając się do 2,5° dla cech wewnętrznych. Wyższa temperatura topnienia i współczynnik rozszerzalności cieplnej przyczyniają się do tych zwiększonych wymagań.
Zastosowania żeliwa, w szczególności żeliwa sferoidalnego zgodnego z ASTM A536, wykazują umiarkowane wymagania dotyczące pochylenia między aluminium a stalą. Żeliwo sferoidalne gatunku 65-45-12 zazwyczaj wymaga pochylenia od 1° do 2° na powierzchniach zewnętrznych, przy czym cechy wewnętrzne potrzebują od 1,5° do 2,5°. Struktura grafitu zapewnia pewne smarowanie podczas wyjmowania, zmniejszając siły adhezji w porównaniu ze stalą.
| Materiał | Współczynnik skurczu (%) | Min. Kąt pochylenia zewnętrznego (°) | Min. Kąt pochylenia wewnętrznego (°) | Wskaźnik obrabialności |
|---|---|---|---|---|
| A356-T6 Aluminium | 1.3 | 0.5 | 0.75 | Doskonała |
| A380 Aluminium | 1.2 | 0.5 | 0.75 | Dobra |
| ASTM A216 WCB Steel | 2.1 | 1.5 | 2.5 | Dostateczna |
| A536 Ductile Iron | 1.0 | 1.0 | 1.5 | Dobra |
Złożoność geometryczna i optymalizacja pochylenia
Złożone geometrie wymagają wyrafinowanych strategii kątów pochylenia, które uwzględniają zmienne grubości ścianek, podcięcia i strefy przejściowe. Głębokie wnęki stanowią szczególne wyzwanie, ponieważ zwiększona powierzchnia kontaktu wzmacnia siły wyjmowania. Ogólna zasada stosuje wzrost kąta pochylenia o 0,1° na każde 25 mm głębokości wnęki powyżej początkowych 50 mm.
Żebra i wypustki wymagają starannego rozważenia pochylenia, aby zapobiec koncentracji naprężeń podczas wyjmowania. Żebra powinny utrzymywać spójne kąty pochylenia z powierzchniami podstawowymi, podczas gdy wypustki wymagają niezależnej analizy pochylenia. Strefy przecięcia między cechami często stają się obszarami krytycznymi, w których niewystarczające pochylenie prowadzi do rozdarć lub zatarć podczas usuwania części.
Wielokierunkowe linie podziału znacznie komplikują implementację kąta pochylenia. Każda powierzchnia podziału wymaga niezależnego rozważenia pochylenia, co często skutkuje kompromisowymi rozwiązaniami, które równoważą produktywność z wymaganiami funkcjonalnymi. Zaawansowane systemy CAD zawierają teraz narzędzia do analizy pochylenia, które wizualizują potencjalne konflikty wyjmowania przed wykonaniem oprzyrządowania.
Wpływ wykończenia powierzchni na wymagania dotyczące pochylenia
Specyfikacje wykończenia powierzchni bezpośrednio wpływają na wymagania dotyczące kąta pochylenia poprzez ich wpływ na przyczepność formy do części. Wartości Ra poniżej 3,2 μm zwiększają powierzchnię kontaktu, wymagając większych kątów pochylenia, aby pokonać siły adhezji. I odwrotnie, kontrolowane wzory chropowatości mogą zmniejszyć wymagania dotyczące pochylenia, minimalizując powierzchnię kontaktu.
Teksturowane powierzchnie stanowią wyjątkowe wyzwanie dla obliczania kąta pochylenia. Tekstury skóry, powszechnie określane dla zastosowań estetycznych, mogą zwiększyć efektywne wymagania dotyczące pochylenia o 0,25° do 0,5° w zależności od głębokości tekstury. Kierunek nałożenia tekstury w stosunku do kierunku pochylenia staje się krytyczny dla udanego wyjmowania części.
Aby uzyskać wyniki o wysokiej precyzji, Otrzymaj szczegółową wycenę w ciągu 24 godzin od Microns Hub.
Wykończenia powierzchni EDM (Electrical Discharge Machining), zapewniając doskonałą dokładność wymiarową, tworzą mikro-tekstury, które mogą zwiększać siły adhezji. Części wymagające wykończenia EDM często potrzebują dodatkowego kąta pochylenia od 0,2° do 0,3°, aby zrekompensować zwiększoną interakcję powierzchni. Ta uwaga staje się szczególnie ważna w przypadku precyzyjnych zastosowań oprzyrządowania, w których integralność powierzchni jest najważniejsza.
Optymalizacja ekonomiczna poprzez projektowanie pochylenia
Optymalizacja kąta pochylenia bezpośrednio wpływa na koszty produkcji poprzez jego wpływ na wtórne wymagania dotyczące obróbki skrawaniem. Części zaprojektowane z odpowiednim pochyleniem często mogą wyeliminować operacje obróbki skrawaniem na powierzchniach niekrytycznych, zmniejszając ogólne koszty produkcji o 30-60%. Ta redukcja kosztów staje się bardziej znacząca wraz ze wzrostem wielkości produkcji.
Koszty oprzyrządowania są silnie skorelowane ze złożonością kąta pochylenia. Proste, jednolite kąty pochylenia minimalizują złożoność oprzyrządowania i skracają czas wykonania. Złożone wymagania dotyczące pochylenia mogą zwiększyć koszty oprzyrządowania o 25-40% ze względu na dodatkowy czas obróbki wymagany dla wnęk formy. Kompromis między funkcjonalnością części a kosztem produkcji wymaga starannej analizy na etapie projektowania.
Operacje wtórne, takie jak Obróbka CNC po odlewaniu stają się konieczne, gdy kąty pochylenia nie mogą zapewnić wymaganego wykończenia powierzchni lub dokładności wymiarowej. Strategiczne rozmieszczenie tych obrabianych powierzchni, w połączeniu ze zoptymalizowanymi kątami pochylenia na pozostałych powierzchniach, zapewnia najbardziej ekonomiczne podejście do produkcji.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę na szczegóły, na jaką zasługuje, z optymalizacją kąta pochylenia włączoną do naszego kompleksowego procesu przeglądu projektu.
Zaawansowane techniki kąta pochylenia
Zmienne kąty pochylenia stanowią zaawansowaną technikę optymalizacji złożonych geometrii. To podejście stosuje różne kąty pochylenia do różnych sekcji tej samej cechy w oparciu o lokalne wymagania geometryczne. Głębokie kieszenie mogą zaczynać się od pochylenia 0,5° na linii podziału, zwiększając się do 2° na maksymalnej głębokości, aby ułatwić wyjmowanie.
Złożone kąty pochylenia łączą liniowe pochylenie z zakrzywionymi przejściami, aby pomieścić złożone geometrie powierzchni. Zastosowania motoryzacyjne często wykorzystują tę technikę w przypadku elementów estetycznych, w których proste linie pochylenia byłyby wizualnie niepożądane. Złożoność obliczeń znacznie wzrasta, wymagając specjalistycznych narzędzi CAD do dokładnej implementacji.
Zarządzanie pochyleniem linii podziału staje się krytyczne w oprzyrządowaniu wielogniazdowym, gdzie poszczególne gniazda mogą mieć różne wymagania dotyczące pochylenia. Zrównoważenie kątów pochylenia w wielu gniazdach przy jednoczesnym zachowaniu spójnej jakości części wymaga wyrafinowanej kontroli procesu i projektu oprzyrządowania. Ta złożoność często uzasadnia dodatkową inwestycję inżynieryjną w przypadku produkcji wielkoseryjnej.
Kontrola jakości i weryfikacja pochylenia
Weryfikacja kąta pochylenia wymaga specjalistycznych technik pomiarowych wykraczających poza konwencjonalną kontrolę wymiarową. Maszyny współrzędnościowe (CMM) wyposażone w stoły obrotowe zapewniają najdokładniejszy pomiar kąta pochylenia, zazwyczaj osiągając dokładność ±0,05° po odpowiedniej kalibracji. Ta precyzja staje się niezbędna w produkcji wielkoseryjnej, gdzie małe odchylenia mogą kumulować się w znaczące problemy z jakością.
Optyczne systemy pomiarowe oferują szybką weryfikację kąta pochylenia dla środowisk produkcyjnych. Te bezkontaktowe systemy mogą mierzyć kąty pochylenia na całej powierzchni części, identyfikując odchylenia, które mogą wskazywać na zużycie oprzyrządowania lub dryf procesu. Wdrożenie takich systemów zazwyczaj skraca czas kontroli o 40-60% w porównaniu z tradycyjnymi metodami kontaktowymi.
Statystyczna kontrola procesu (SPC) zastosowana do pomiarów kąta pochylenia zapewnia wczesne ostrzeganie o degradacji oprzyrządowania. Śledzenie zmian kąta pochylenia w czasie ujawnia wzorce, które przewidują, kiedy konserwacja lub wymiana oprzyrządowania staje się konieczna. To proaktywne podejście może zapobiec problemom z jakością i znacznie zmniejszyć współczynniki złomu.
W przypadku zastosowań wymagających szczelnych zespołów, odpowiednie kąty pochylenia współpracują z procesami impregnacji próżniowej, aby zapewnić optymalną wydajność uszczelniania. Integralność powierzchni osiągnięta dzięki właściwemu projektowi pochylenia zwiększa skuteczność kolejnych operacji uszczelniania.
Integracja z nowoczesną produkcją
Cyfrowe przepływy pracy w produkcji obejmują teraz optymalizację kąta pochylenia jako zautomatyzowaną kontrolę projektu. Systemy projektowe oparte na sztucznej inteligencji mogą analizować złożone geometrie i zalecać optymalne kąty pochylenia w oparciu o wybór materiału, proces odlewania i wymagania jakościowe. Systemy te skracają czas iteracji projektu, jednocześnie poprawiając przewidywania dotyczące produktywności.
Produkcja przyrostowa wzorów odlewniczych pozwala na bardziej złożone implementacje kątów pochylenia, które byłyby trudne lub niemożliwe przy użyciu tradycyjnych technik wytwarzania wzorów. Wzory drukowane w 3D mogą zawierać zmienne kąty pochylenia i złożone geometrie, zachowując jednocześnie dokładność wymiarową. Ta możliwość otwiera nowe możliwości optymalizacji projektu części bez tradycyjnych ograniczeń produkcyjnych.
Integracja procesów odlewania z uzupełniającymi metodami produkcji, takimi jak usługi obróbki blach, wymaga starannego rozważenia kątów pochylenia w zespołach hybrydowych. Elementy, które będą spawane lub łączone z odlewanymi częściami, wymagają kompatybilnych kątów pochylenia, aby zapewnić właściwe dopasowanie i wykończenie w końcowym zespole.
Wdrożenia Przemysłu 4.0 śledzą wydajność kąta pochylenia w całym cyklu życia produktu, od projektu przez produkcję po serwis w terenie. To kompleksowe gromadzenie danych umożliwia ciągłe doskonalenie specyfikacji kąta pochylenia i procesów produkcyjnych. Wynikająca z tego optymalizacja może poprawić jakość części, jednocześnie zmniejszając koszty produkcji w ramach naszych usług produkcyjnych.
Często zadawane pytania
Jaki jest minimalny kąt pochylenia dla aluminiowych odlewów ciśnieniowych?
Aluminiowe odlewy ciśnieniowe zazwyczaj wymagają minimalnych kątów pochylenia wynoszących 0,5° dla powierzchni zewnętrznych i 0,75° dla cech wewnętrznych. Te wartości dotyczą standardowych stopów A380 i A356 o grubości ścianek powyżej 2 mm. Cieńsze ścianki lub złożone geometrie mogą wymagać zwiększonych kątów pochylenia do 1,5°.
Jak wykończenie powierzchni wpływa na wymagania dotyczące kąta pochylenia?
Wykończenie powierzchni bezpośrednio wpływa na wymagania dotyczące pochylenia poprzez przyczepność formy do części. Gładsze powierzchnie (Ra< 3,2 μm) zwiększają powierzchnię kontaktu i wymagają większych kątów pochylenia, zazwyczaj dodając 0,2-0,3° do standardowych wymagań. Teksturowane powierzchnie mogą potrzebować dodatkowych 0,25-0,5° w zależności od głębokości i kierunku tekstury.
Czy kąty pochylenia można całkowicie wyeliminować poprzez obróbkę skrawaniem po odlewaniu?
Chociaż obróbka skrawaniem może wyeliminować potrzebę stosowania kątów pochylenia na wykończonych powierzchniach, proces odlewania nadal wymaga pochylenia dla udanego wyjęcia z formy. Strategiczne projektowanie umieszcza obrabiane powierzchnie na krytycznych wymiarach, zachowując jednocześnie odpowiednie pochylenie na pozostałych powierzchniach dla opłacalnej produkcji.
Jakie kąty pochylenia są wymagane dla procesów odlewania precyzyjnego?
Odlewanie precyzyjne pozwala na najmniejsze kąty pochylenia, zazwyczaj 0,25-1,0° dla powierzchni zewnętrznych i 0,5-1,5° dla cech wewnętrznych. Proces ceramicznej skorupy i usuwanie wzoru woskowego umożliwiają te wąskie tolerancje, dzięki czemu odlewanie precyzyjne jest idealne do zastosowań o kształtach zbliżonych do ostatecznych.
Jak obliczyć kąty pochylenia dla głębokich wnęk i kieszeni?
Głębokie wnęki wymagają zwiększonych kątów pochylenia, aby pokonać wyższe siły wyjmowania. Zastosuj wzrost o 0,1° na każde 25 mm głębokości powyżej początkowych 50 mm. Na przykład kieszeń o głębokości 100 mm wymagałaby dodatkowych 0,2° poza standardowym kątem pochylenia dla tego procesu odlewania.
Czy różne stopy aluminium wymagają różnych kątów pochylenia?
Tak, skład stopu aluminium wpływa na wymagania dotyczące pochylenia poprzez różne współczynniki skurczu i charakterystykę przyczepności do formy. A356-T6 pozwala na minimalne kąty ze względu na doskonałą stabilność wymiarową, podczas gdy stopy o wyższej zawartości krzemu mogą wymagać nieco zwiększonych kątów pochylenia ze względu na różne zachowania skurczowe.
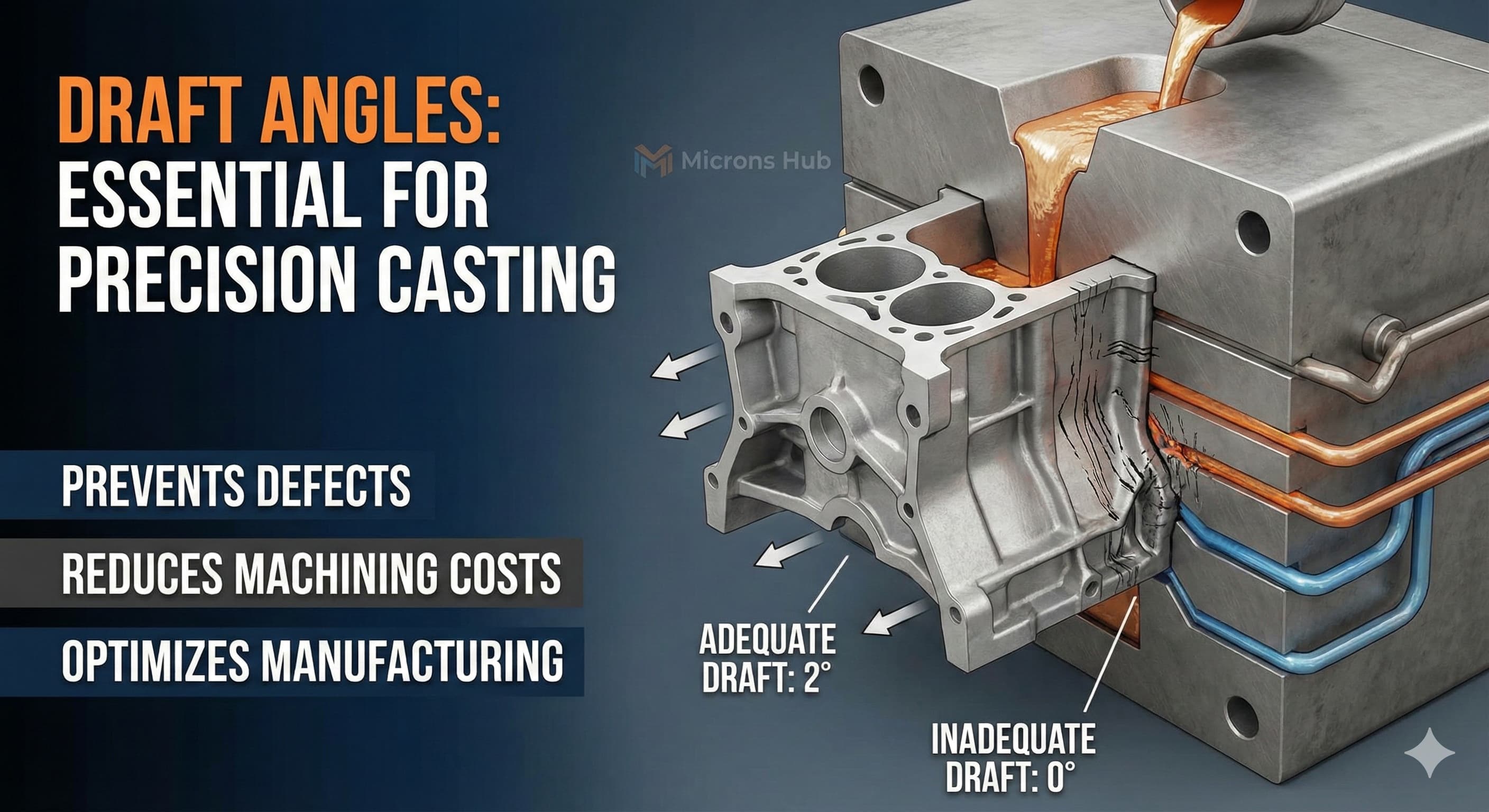
Co się stanie, jeśli kąty pochylenia są niewystarczające podczas produkcji?
Niewystarczające kąty pochylenia powodują wady odlewów, w tym rozdarcia powierzchni, zniekształcenia wymiarowe, wydłużone czasy cykli i przedwczesne zużycie oprzyrządowania. W ciężkich przypadkach części mogą być niemożliwe do wyjęcia z form bez uszkodzeń, co skutkuje 100% współczynnikami złomu do czasu zakończenia modyfikacji oprzyrządowania.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece