Vacuümimpregnatie: Lekpaden afdichten in hydraulische gietstukken
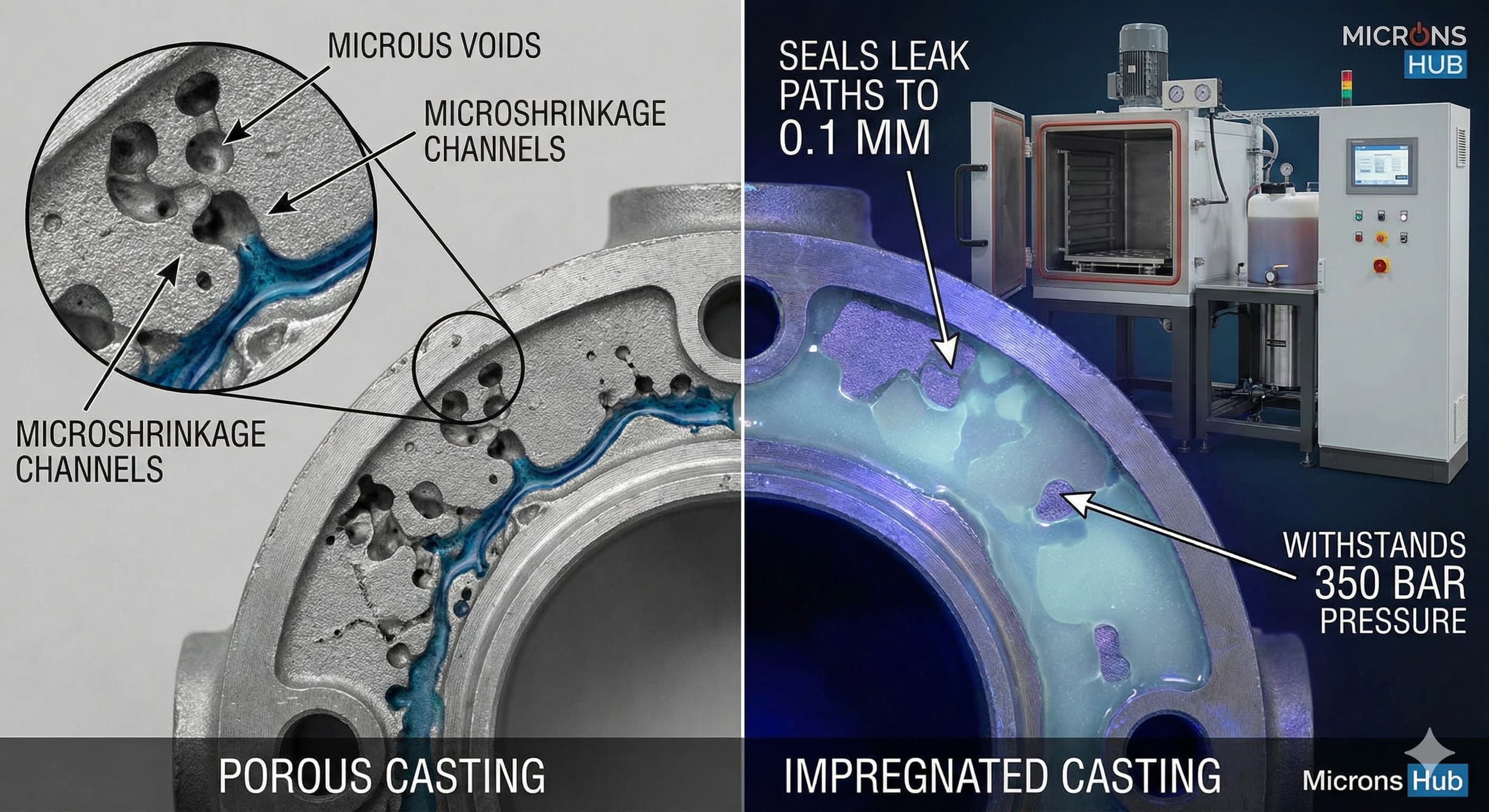
Porositeit in hydraulische gietstukken vertegenwoordigt een van de meest kritieke faalmechanismen in hogedruktoepassingen. Wanneer onderling verbonden microslinkage lekpaden creëert door gietstukwanden, is het resultaat catastrofaal systeemfalen, milieuverontreiniging en aanzienlijke downtimekosten. Vacuümimpregnatie is uitgegroeid tot de definitieve oplossing voor het afdichten van deze microscopische defecten, waardoor potentieel afgekeurde componenten worden omgezet in drukvaste assemblages die bestand zijn tegen werkdrukken van meer dan 350 bar.
Deze uitgebreide technische analyse onderzoekt het vacuümimpregnatieproces vanuit zowel metallurgisch als praktisch perspectief, waardoor productie-ingenieurs de gedetailleerde kennis krijgen die nodig is om succesvolle lekdichtingsprotocollen te implementeren.
Belangrijkste punten
- Vacuümimpregnatie kan porositeit tot 0,1 mm diameter afdichten, waardoor lekpercentages onder 10⁻⁶ mbar·l/s worden bereikt, zoals gespecificeerd in ISO 3530
- De juiste oppervlaktevoorbereiding en verwijdering van verontreinigingen zijn cruciaal - zelfs 0,05 mm bewerkingsvloeistoffen kunnen volledige harsdoordringing voorkomen
- Moderne anaërobe harsen harden uit in onderling verbonden poriën, terwijl ze vloeibaar blijven in aan lucht blootgestelde gebieden, waardoor selectieve afdichting mogelijk is
- Kostenanalyse toont aan dat vacuümimpregnatie 85-95% van anders afgekeurde hydraulische gietstukken terugwint tegen 15-25% van de vervangingskosten
Inzicht in porositeitsvorming in hydraulische gietstukken
Hydraulische gietstukken ervaren porositeitsvorming via meerdere mechanismen tijdens het stollingsproces. De belangrijkste bijdrage wordt geleverd door microslinkage, die optreedt wanneer metaalstolling volumetrische krimp creëert zonder adequate toevoer van stijgbuizen of ingangen. Dit fenomeen is bijzonder uitgesproken in aluminiumlegeringen zoals A356-T6 en A380, waar de stollingskrimp ongeveer 6,5% in volume bedraagt.
Gasporositeit vormt de tweede grote uitdaging, gevormd wanneer opgeloste waterstof neerslaat tijdens het afkoelen. De waterstofoplosbaarheid van aluminium daalt dramatisch van 0,69 cm³/100g in vloeibare toestand tot slechts 0,036 cm³/100g in vaste vorm. Deze oververzadiging creëert bolvormige poriën variërend van 0,1 mm tot enkele millimeters in diameter.
Het kritieke onderscheid voor hydraulische toepassingen ligt in de onderlinge verbondenheid van de porositeit. Geïsoleerde poriën vormen een minimaal risico, maar onderling verbonden netwerken creëren continue lekpaden door gietstukwanden. Deze microscopische kanalen, vaak onzichtbaar voor standaard visuele inspectie, maken hydraulische vloeistofmigratie onder druk mogelijk, wat leidt tot externe lekkage en systeemverontreiniging.
| Porositeitstype | Typisch groottebereik | Vormingsmechanisme | Hydraulisch risiconiveau |
|---|---|---|---|
| Microkrimp | 0.05-0.5 mm | Stollingskrimp | Hoog - onderling verbonden |
| Gasporositeit (H₂) | 0.1-2.0 mm | Waterstofprecipitatie | Gemiddeld - typisch geïsoleerd |
| Oxide insluitsels | 0.02-0.2 mm | Oppervlakte-oxidatie insluiting | Hoog - creëert lek initiatiepunten |
| Koude lassen | 0.1-1.0 mm breedte | Incomplete metaalfusie | Zeer hoog - lineaire lekpaden |
Moderne spuitgietprocessen hebben het voorkomen van porositeit aanzienlijk verminderd, vooral met zinkspuitgieten dat superieure dichtheidskarakteristieken biedt in vergelijking met aluminiumalternatieven. Complexe geometrieën en dikke secties in hydraulische componenten vormen echter nog steeds stollingsuitdagingen die een nabehandeling vereisen.
Fundamenten van het vacuümimpregnatieproces
Vacuümimpregnatie werkt volgens het principe van drukverschil om harsen met een lage viscositeit in microscopische porositeit te forceren. Het proces begint met het plaatsen van gereinigde gietstukken in een vacuümkamer, die doorgaans drukken onder 1 mbar (100 Pa) bereikt. Deze vacuümextractie verwijdert lucht uit onderling verbonden poriën, waardoor de drijvende kracht ontstaat voor de daaropvolgende harsdoordringing.
De harsselectie is cruciaal voor hydraulische toepassingen. Moderne anaërobe harsen, met name formuleringen op basis van methacrylaat, harden alleen uit in de afwezigheid van zuurstof, terwijl ze vloeibaar blijven in aan lucht blootgestelde gebieden. Deze selectieve uitharding zorgt voor een volledige poriënafdichting zonder oppervlakteverontreiniging die latere bewerkings- of coatingbewerkingen zou kunnen verstoren.
Kritieke procesparameters
Vacuümniveau vertegenwoordigt de primaire controleparameter, die de penetratiediepte en volledigheid direct beïnvloedt. Optimale resultaten vereisen absolute drukken onder 1 mbar, die voldoende lang worden gehandhaafd om een volledige luchtafvoer te bereiken. De evacuatietijd is afhankelijk van de onderdeelgeometrie en het porositeitsvolume, doorgaans variërend van 15-45 minuten voor hydraulische gietstukken.
Temperatuurregeling tijdens impregnatie beïnvloedt zowel de harsviscositeit als de penetratie-eigenschappen. De meeste anaërobe harsen bereiken optimale vloei-eigenschappen bij 60-80°C, waardoor de viscositeit met ongeveer 40% wordt verminderd in vergelijking met werking bij kamertemperatuur. Een te hoge temperatuur versnelt echter de uithardingsinitiatie, waardoor smalle poriekanalen mogelijk worden geblokkeerd voordat de penetratie volledig is.
Het drukverschil tijdens harsintroductie maakt doorgaans gebruik van atmosferische druk tegen het gehandhaafde vacuüm. Sommige geavanceerde systemen gebruiken een positieve druk tot 6 bar overdruk om de penetratie in extreem fijne porositeit te verbeteren, hoewel dit een zorgvuldige controle vereist om vervorming van het gietstuk in dunwandige secties te voorkomen.
Materiaalkeuze en compatibiliteit
De keuze van de harschemie moet zowel de basisgietlegering als de beoogde compatibiliteit met hydraulische vloeistoffen in overweging nemen. Voor aluminium gietstukken bieden harsen op basis van methacrylaat uitstekende hechting en chemische bestendigheid. Deze formuleringen bereiken doorgaans treksterktes van meer dan 25 MPa na volledige uitharding, met Shore D-hardheidswaarden tussen 75-85.
Compatibiliteitstests met hydraulische vloeistoffen volgen ASTM D471-protocollen, waarbij volumeverzwelling en eigenschapsbehoud na langdurige blootstelling worden geëvalueerd. Moderne anaërobe harsen vertonen uitstekende compatibiliteit met hydraulische oliën op minerale basis, met een volumeverandering van minder dan 3% na 1000 uur bij 100°C. De compatibiliteit met synthetische vloeistoffen varieert aanzienlijk met de vloeistofchemie, waardoor specifieke validatie voor elke toepassing vereist is.
| Hars Type | Uithardingstijd (25°C) | Temperatuurbereik | Compatibiliteit met hydraulische vloeistoffen | Kosten per liter |
|---|---|---|---|---|
| Anaërobe Methacrylaat | 2-4 uur | -55°C tot +150°C | Uitstekend met minerale oliën | €125-180 |
| Gemodificeerd Polyurethaan | 6-8 uur | -40°C tot +120°C | Goed met de meeste vloeistoffen | €95-140 |
| Epoxy-gebaseerd | 12-24 uur | -30°C tot +130°C | Redelijk - vereist testen | €80-120 |
| Silicone-gemodificeerd | 4-6 uur | -65°C tot +180°C | Uitstekende flexibiliteit | €160-220 |
De uitgeharde hars moet zijn integriteit behouden onder hydraulische drukcycli. Testprotocollen omvatten drukcycli van 0 tot maximale werkdruk gedurende minimaal 100.000 cycli, met lekdetectie die met regelmatige tussenpozen wordt uitgevoerd. Succesvolle impregnatie is doorgaans bestand tegen drukken die 1,5 keer de maximale werkdruk bedragen zonder detecteerbare lekkage.
Vereisten voor oppervlaktevoorbereiding
De oppervlaktereinheid heeft een directe invloed op de effectiviteit van de impregnatie, waarbij zelfs microscopische verontreiniging volledige harsdoordringing verhindert. Bewerkingsvloeistoffen, met name koelvloeistoffen op waterbasis, vormen de belangrijkste barrière voor harsstroom. Volledige verwijdering vereist meertraps reinigingsprotocollen die oplosmiddelontvetting combineren met alkalische reiniging.
De aanbevolen reinigingsvolgorde begint met dampontvetting met trichloorethyleen of moderne koolwaterstofalternatieven, gevolgd door alkalische reiniging bij 80-90°C gedurende 10-15 minuten. De laatste spoeling met gedeïoniseerd water voorkomt minerale afzettingen die fijne porositeit zouden kunnen blokkeren. Volledig drogen bij 120°C gedurende minimaal 30 minuten zorgt voor vochteliminatie die anaërobe uithardingsmechanismen zou kunnen verstoren.
Voor uiterst nauwkeurige resultaten, Dien uw project in voor een offerte binnen 24 uur van Microns Hub.
Kwaliteitscontrole en testprotocollen
Lektestverificatie volgt gevestigde protocollen die zijn beschreven in ISO 3530 voor hydraulische componenten. De meest gevoelige methode maakt gebruik van heliummassaspectrometrie, die lekpercentages onder 10⁻⁸ mbar·l/s kan detecteren. Praktische productietests maken echter vaak gebruik van drukvervalmethoden met lekdetectiegevoeligheid die geschikt is voor de toepassingsvereisten.
Lektests voorafgaand aan de impregnatie stellen de basislijnporositeit vast, doorgaans uitgevoerd bij 1,5 keer de werkdruk met een meetduur van 15-30 minuten, afhankelijk van het componentvolume. Afkeuringscriteria variëren per toepassing, maar hydraulische componenten vereisen over het algemeen lekpercentages onder 10⁻⁴ mbar·l/s voor impregnatieoverweging.
Verificatie na impregnatie moet rekening houden met de voortgang van de harsuitharding. Initiële tests onmiddellijk na de verwerking kunnen kunstmatig lage lekpercentages vertonen als gevolg van de mobiliteit van de niet-uitgeharde hars. Standaardprotocollen vereisen een minimale uithardingstijd van 24 uur vóór de definitieve lektest, waarbij sommige specificaties worden verlengd tot 72 uur voor kritieke toepassingen.
Procesbewaking en -regeling
Vacuümniveaubewaking tijdens de evacuatiecyclus geeft inzicht in het porositeitsvolume en de onderlinge verbondenheid. Een snelle drukstijging wanneer vacuümisolatie optreedt, duidt op een aanzienlijke interne porositeit, terwijl een geleidelijke stijging wijst op minimale of slecht verbonden defecten. Deze informatie begeleidt de optimalisatie van de evacuatietijd en helpt de waarschijnlijkheid van impregnatiesucces te voorspellen.
Harsdoordringingsbewaking maakt gebruik van verschillende technieken, afhankelijk van de componentgeometrie en toegankelijkheid. Fluorescerende kleurstofadditie maakt visuele verificatie onder UV-verlichting mogelijk, wat vooral handig is voor complexe interne doorgangen. Gewichtsveranderingmeting biedt een kwantitatieve beoordeling van de harsopname, met typische waarden variërend van 0,1-2,0% van het componentgewicht, afhankelijk van de porositeitsernst.
| Ernst van de porositeit | Vacuüm evacuatietijd | Verwachte gewichtstoename | Succespercentage | Typische toepassingen |
|---|---|---|---|---|
| Licht (verspreide poriën) | 15-20 minuten | 0.1-0.3% | 95-98% | Standaard hydraulische blokken |
| Matig (enige interconnectie) | 25-35 minuten | 0.4-0.8% | 90-95% | Complexe klepbehuizingen |
| Ernstig (uitgebreide netwerken) | 40-60 minuten | 0.9-2.0% | 80-90% | Dikwandige pomphuizen |
| Kritiek (door de wand) | 45-75 minuten | 1.5-3.0% | 70-85% | Cilinderkoppen, spruitstukken |
Economische analyse en kostenverantwoording
De economie van vacuümimpregnatie is afhankelijk van verschillende factoren, waaronder de vervangingskosten van het gietstuk, de vermindering van het schrootpercentage en de vereisten voor de verwerkingsdoorvoer. Voor typische hydraulische kleplichamen met fabricagekosten tussen €45-85, voegt impregnatieverwerking ongeveer €8-15 per component toe, wat 15-25% van de totale fabricagekosten vertegenwoordigt.
De kostenverdeling omvat harsverbruik (doorgaans €2-4 per component), verwerkingsarbeid, afschrijving van apparatuur en kwaliteitsverificatietests. Grootschalige operaties realiseren schaalvoordelen door batchverwerking, waardoor de kosten per component worden verlaagd tot €5-8 voor standaard hydraulische gietstukken.
Berekeningen van het rendement op investering moeten rekening houden met het alternatief van componentafkeuring en herfabricage. Met typische afkeuringspercentages voor complexe hydraulische gietstukken variërend van 3-8% als gevolg van porositeitsgerelateerde lekkage, kan impregnatie 85-95% van anders afgekeurde componenten terugwinnen. Dit terugwinningspercentage vertaalt zich in aanzienlijke kostenbesparingen, met name voor complexe geometrieën die uitgebreide bewerking vereisen.
Overwegingen voor procesintegratie
Optimalisatie van de fabricagevolgorde vereist een zorgvuldige integratie van vacuümimpregnatie binnen bestaande productieworkflows. De ideale timing plaatst impregnatie na ruwe bewerking, maar vóór de laatste bewerkingen, waardoor de effectiviteit van de afdichting kan worden geverifieerd en tegelijkertijd de herwerkingskosten worden geminimaliseerd als de behandeling mislukt.
Warmtebehandelingscompatibiliteit vormt belangrijke overwegingen voor aluminium gietstukken die T6-temperomstandigheden vereisen. Standaard verouderingsbehandelingen bij 155°C overschrijden de meeste temperatuurlimieten van anaërobe harsen, waardoor harsselectie voor hoge temperatuurbestendigheid of procesvolgordewijziging vereist is om impregnatie na voltooiing van de warmtebehandeling uit te voeren.
Bij het integreren van vacuümimpregnatie met onze productiediensten, zorgt een zorgvuldige coördinatie voor optimale resultaten met behoud van productie-efficiëntie en kosteneffectiviteit.
Geavanceerde toepassingen en speciale overwegingen
Hydraulische hogedruktoepassingen van meer dan 280 bar vereisen verbeterde impregnatieprotocollen en gespecialiseerde harsformuleringen. Deze toepassingen maken vaak gebruik van meerdere impregnatiecycli met progressief lagere viscositeitharsen om een volledige penetratie van extreem fijne porositeitsnetwerken te garanderen.
Hydraulische componenten voor de lucht- en ruimtevaart die werken bij drukken tot 350 bar vereisen aanvullende kwalificatietests, waaronder trillingsbestendigheid, temperatuurcycli en uitgebreide validatie van drukcycli. De testprotocollen volgen lucht- en ruimtevaartnormen zoals AS9100, die uitgebreide documentatie en traceerbaarheid gedurende het hele impregnatieproces vereisen.
Milieuoverwegingen beïnvloeden in toenemende mate de harsselectie en verwerkingsprotocollen. Anaërobe formuleringen op waterbasis verminderen de uitstoot van vluchtige organische stoffen met behoud van prestatiekenmerken die geschikt zijn voor de meeste hydraulische toepassingen. Deze milieuvriendelijke opties voegen doorgaans 10-15% toe aan de verwerkingskosten, maar elimineren de kosten voor oplosmiddelterugwinning en -verwijdering.
Gespecialiseerde geometrieën en complexe componenten
Interne doorgangen en complexe hydraulische spruitstukken vormen unieke uitdagingen voor de effectiviteit van vacuümimpregnatie. Deze geometrieën vereisen vaak langere evacuatietijden en gespecialiseerde opspanning om een volledige luchtafvoer uit doodlopende doorgangen en complexe kanaalnetwerken te garanderen.
Dunwandige secties vereisen een zorgvuldige drukregeling tijdens impregnatie om vervorming te voorkomen. Componenten met wanddiktes onder 3 mm beperken de positieve druktoepassing doorgaans tot maximaal 2 bar overdruk, waardoor de verwerkingstijd wordt verlengd, maar dimensionale veranderingen worden voorkomen die kritieke pasrelaties zouden kunnen beïnvloeden.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise in vacuümimpregnatieprocessen betekent dat elk hydraulisch gietstuk de aandacht voor detail krijgt die nodig is voor een betrouwbare drukvaste werking.
Problemen oplossen met betrekking tot veelvoorkomende impregnatieproblemen
Onvolledige penetratie vertegenwoordigt de meest voorkomende faalmodus van impregnatie, doorgaans als gevolg van onvoldoende vacuümevacuatie of verontreiniging die de toegang tot de poriën blokkeert. Diagnostische procedures omvatten het doorsnijden van testmonsters om de harsdoordringingsdiepte en het distributiepatroon te verifiëren.
Oppervlaktevlekken komen af en toe voor wanneer hars uit de porositeit onder het oppervlak bloedt tijdens de voortgang van de uitharding. Dit probleem duidt doorgaans op onderling verbonden porositeit die zich uitstrekt tot componentoppervlakken, waardoor langere evacuatietijden of meerdere impregnatiecycli nodig zijn voor een volledige afdichting.
Uithardingsremming kan het gevolg zijn van oppervlakteverontreiniging of incompatibele materialen in contact met niet-uitgeharde hars. Siliconenverbindingen blijken bijzonder problematisch te zijn, waardoor volledige verwijdering vóór verwerking vereist is. Testprotocollen omvatten uithardingsverificatie op testcoupons die samen met productiecomponenten worden verwerkt.
| Probleem Symptoom | Waarschijnlijke oorzaak | Diagnostische methode | Correctieve actie |
|---|---|---|---|
| Lekkage na uitharding | Incomplete penetratie | Sectieanalyse | Verlengde evacuatietijd |
| Oppervlakte vlekken | Onderhuidse porositeit | Kleurstof penetrant onderzoek | Meerdere impregneercycli |
| Geen uithardingsindicatie | Besmetting/remming | Test coupon evaluatie | Verbeterd reinigingsprotocol |
| Variabele resultaten | Proces inconsistentie | Statistische procescontrole | Parameter standaardisatie |
Toekomstige ontwikkelingen en technologische trends
Geavanceerde harschemie blijft evolueren naar hogere temperatuurbestendigheid en verbeterde chemische bestendigheid. Nieuwe formuleringen in ontwikkeling beloven bedrijfstemperatuurbereiken tot 200°C met behoud van de selectieve uithardingseigenschappen die essentieel zijn voor effectieve impregnatie.
Procesautomatisering omvat in toenemende mate realtime bewakings- en adaptieve regelsystemen. Deze ontwikkelingen omvatten continue vacuümniveaubewaking, automatische harsniveauregeling en geïntegreerde lektestverificatie binnen verwerkingsapparatuur met één station.
Additieve fabricage-integratie biedt opkomende mogelijkheden, aangezien 3D-geprinte hydraulische componenten vaak porositeit vertonen die een afdichtingsbehandeling vereist. De combinatie van spuitgietdiensten met nabehandelingsimpregnatie creëert nieuwe mogelijkheden voor de productie van complexe hydraulische componenten.
Nanotechnologietoepassingen onderzoeken de integratie van nanodeeltjes in impregnatieharsen om de mechanische eigenschappen te verbeteren en zelfherstellende eigenschappen te bieden onder cyclische belastingsomstandigheden. Deze geavanceerde formuleringen bevinden zich nog in de ontwikkelingsfase, maar zijn veelbelovend voor het verlengen van de levensduur van componenten in veeleisende hydraulische toepassingen.
Veelgestelde vragen
Welke drukniveaus kunnen vacuümgeïmpregneerde hydraulische gietstukken weerstaan?
Correct geïmpregneerde hydraulische gietstukken zijn doorgaans bestand tegen drukken tot 350 bar in continu gebruik, met barstdrukken van meer dan 525 bar. De werkelijke drukcapaciteit is afhankelijk van de integriteit van het basisgietstuk, de volledigheid van de harsdoordringing en de componentgeometrie. Testprotocollen verifiëren de prestaties bij 1,5 keer de werkdruk voor kwalificatieacceptatie.
Hoe lang duurt het vacuümimpregnatieproces voor hydraulische componenten?
Volledige vacuümimpregnatie vereist doorgaans 4-8 uur, inclusief evacuatie-, impregnatie- en initiële uithardingsfasen. De evacuatietijd varieert van 15-60 minuten, afhankelijk van de componentgrootte en de porositeitsernst. Harsuitharding vereist nog eens 2-4 uur vóór hantering, waarbij volledige eigenschapsontwikkeling binnen 24-48 uur bij kamertemperatuur wordt bereikt.
Kunnen eerder bewerkte hydraulische gietstukken succesvol worden geïmpregneerd?
Ja, bewerkte gietstukken kunnen effectief worden geïmpregneerd, mits grondige reiniging alle bewerkingsvloeistoffen en verontreinigingen verwijdert. Het reinigingsprotocol moet dampontvetting en alkalisch wassen omvatten om een volledige verwijdering van verontreinigingen te garanderen. Succespercentages voor bewerkte componenten benaderen die van onbewerkte gietstukken wanneer de juiste oppervlaktevoorbereidingsprocedures worden gevolgd.
Wat gebeurt er als vacuümimpregnatie er niet in slaagt alle lekpaden af te dichten?
Mislukte impregnatie kan vaak worden herhaald na het identificeren en corrigeren van de oorzaak. Veelvoorkomende corrigerende maatregelen omvatten verlengde reinigingscycli, langere evacuatietijden of alternatieve harsselectie. Componenten die gedeeltelijk succes vertonen, kunnen meerdere impregnatiecycli vereisen met progressief lagere viscositeitharsen. Ongeveer 85-95% van de impregnatiepogingen bereikt acceptabele resultaten bij de eerste verwerking.
Hoe beïnvloedt harsuitharding latere bewerkingsbewerkingen?
Uitgeharde anaërobe harsen bewerken op dezelfde manier als de basisaluminiumlegering, waarbij doorgaans geen speciaal gereedschap of parameteraanpassingen vereist zijn. De hars hardheid (Shore D 75-85) is compatibel met standaard hardmetaalgereedschap dat wordt gebruikt voor aluminiumbewerking. De keuze van de koelvloeistof moet vloeistoffen op waterbasis vermijden die de uitgeharde hars tijdens langdurige bewerkingen zouden kunnen verzachten.
Welke kwaliteitscertificeringen zijn van toepassing op vacuümimpregnatieprocessen?
Vacuümimpregnatieprocessen werken doorgaans onder ISO 9001-kwaliteitsmanagementsystemen, waarbij lucht- en ruimtevaarttoepassingen AS9100-certificering vereisen. Procesvalidatie volgt ASTM-normen, waaronder D471 voor chemische compatibiliteit en de juiste lektestnormen zoals ISO 3530. Documentatievereisten omvatten procesparameters, traceerbaarheid van harsbatches en lektestverificatierecords.
Zijn er milieu- of veiligheidsproblemen met vacuümimpregnatieharsen?
Moderne anaërobe harsen hebben een minimale impact op het milieu wanneer ze op de juiste manier worden gehanteerd en verwijderd. Formuleringen op waterbasis elimineren de uitstoot van vluchtige organische stoffen tijdens de verwerking. Veiligheidsoverwegingen omvatten standaard protocollen voor chemische hantering, adequate ventilatie tijdens de verwerking en een correcte verwijdering van afvalmaterialen in overeenstemming met de lokale milieuvoorschriften. De meeste anaërobe harsen zijn niet-gevaarlijk wanneer ze zijn uitgehard.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece