Zink versus Aluminium Spuitgieten: Waarom Zink een Superieure Gereedschapslevensduur Biedt
De levensduur van spuitgietgereedschap blijft een van de meest kritische kostenfactoren in productie met hoge volumes, maar veel ingenieurs nemen nog steeds beslissingen over materiaalkeuze op basis van alleen componenteigenschappen. De harde realiteit is dat aluminium spuitgietbewerkingen doorgaans gereedschapsonderhoud vereisen om de 50.000-80.000 shots, terwijl zink spuitgietgereedschappen routinematig 500.000 shots overschrijden vóór grote onderhoudsintervallen. Dit fundamentele verschil in gereedschapsduurzaamheid kan de projectwinstgevendheid gedurende de productlevenscyclus bepalen.
Belangrijkste punten
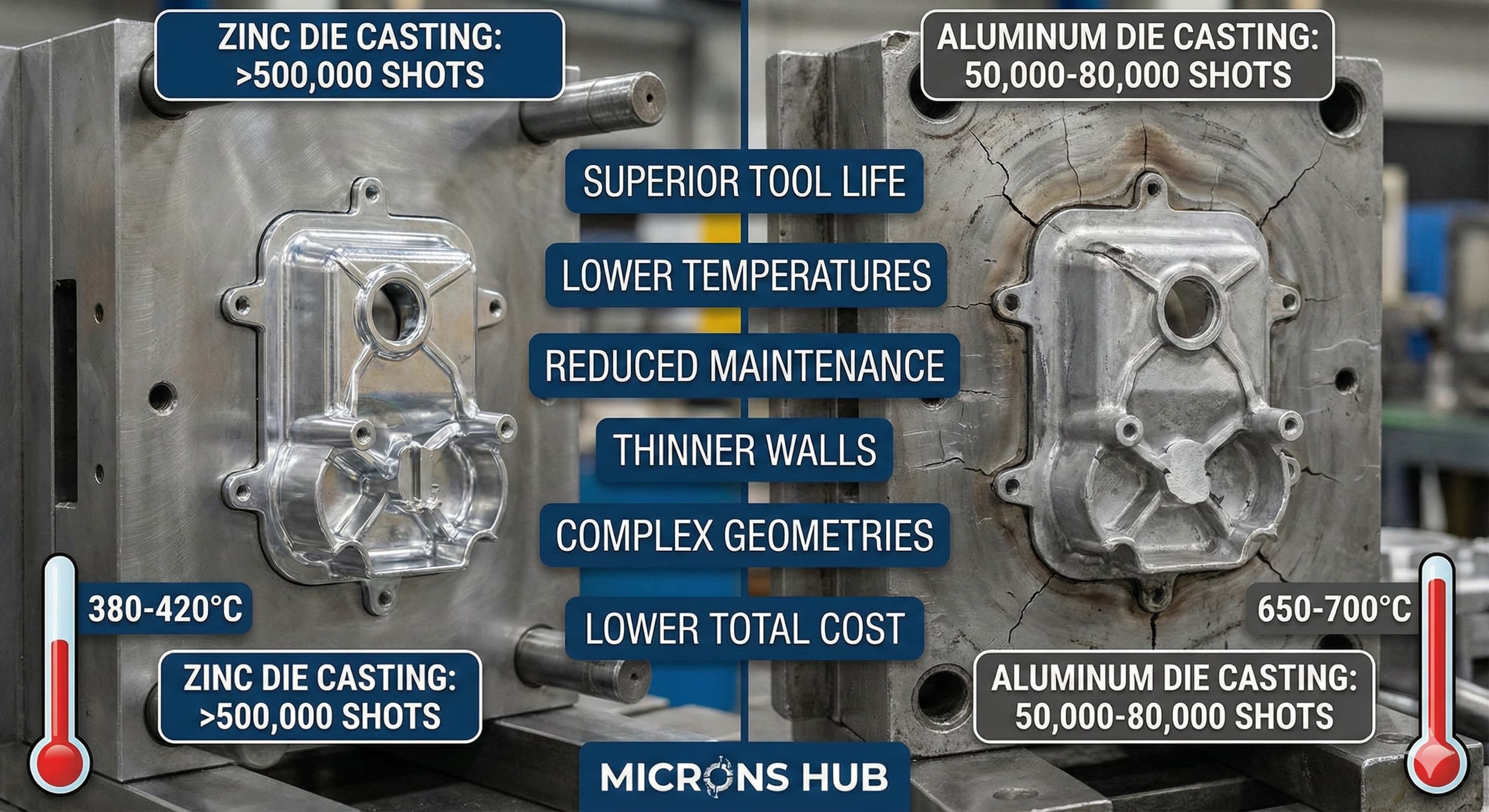
- Zink spuitgietgereedschappen bereiken een 6-10x langere levensduur in vergelijking met aluminium, met typische onderhoudsintervallen van meer dan 500.000 shots versus de 50.000-80.000 shots van aluminium
- Lagere bedrijfstemperaturen (380-420°C voor zink versus 650-700°C voor aluminium) verminderen de thermische spanning en gereedschapsdegradatie aanzienlijk
- De superieure vloei-eigenschappen van zink maken dunnere wandsecties en complexere geometrieën mogelijk met behoud van consistente maatnauwkeurigheid
- De totale eigendomskosten zijn in het voordeel van zink voor productie met hoge volumes, ondanks hogere grondstofkosten, vanwege verminderd gereedschapsonderhoud en langere productieruns
De fysica achter verschillen in gereedschapslevensduur
De fundamentele reden waarom zink beter presteert dan aluminium in gereedschapsduurzaamheid ligt in het verschil in bedrijfstemperatuur en de materiaalinteractie-eigenschappen. Zinklegeringen smelten bij ongeveer 380-420°C, terwijl aluminiumlegeringen 650-700°C vereisen voor een goede spuitgietbewerking. Dit temperatuurverschil van 270-300°C creëert dramatisch verschillende thermische spanningsomgevingen in de matrijs.
Gereedschapsstaal ervaart thermische uitzetting en krimpcycli bij elke shot. Bij de bedrijfstemperaturen van aluminium werkt het H13-gereedschapsstaal (de industriestandaard voor spuitgietmatrijzen) dichter bij zijn temperatuurbeperking. Herhaalde blootstelling aan deze verhoogde temperaturen veroorzaakt geleidelijke verzachting van het gereedschapsoppervlak, wat leidt tot vroegtijdige slijtage, scheuren en dimensionale instabiliteit.
De lagere verwerkingstemperatuur van zink houdt het H13-gereedschapsstaal gedurende de hele productiecyclus ruim binnen zijn optimale hardheidsbereik. De verminderde thermische schok minimaliseert de vorming van warmtescheuren (de fijne scheurnetwerken die zich op matrijsoppervlakken ontwikkelen) en verlengt het interval tussen opknapbeurten aanzienlijk.
Materiaaleigenschappen en matrijsvulling
Zinklegeringen vertonen een superieure vloeibaarheid in vergelijking met aluminium, waardoor dunne secties en complexe geometrieën met opmerkelijke consistentie worden gevuld. Deze verbeterde vloei-eigenschap is afkomstig van de lagere viscositeit van zink in gesmolten toestand en het vermogen om de temperatuuruniformiteit gedurende het vulproces te handhaven.
De praktische impact van deze verbeterde doorstroming wordt duidelijk in de mogelijkheden van wanddikte. Zink spuitgietstukken bereiken routinematig wanddiktes van 0,5-0,8 mm in productie, terwijl aluminium doorgaans minimale wanden van 1,5-2,0 mm vereist voor betrouwbare vulling. Deze mogelijkheid stelt ontwerpers in staat om het gewicht van componenten en het materiaalgebruik te optimaliseren met behoud van structurele integriteit - een cruciaal voordeel waarbij strategische ribplaatsing de structurele prestaties kan verbeteren in dunwandige secties.
Het uniforme stroompatroon vermindert ook de kans op koude lassen, vloeilijnen en andere vulgerelateerde defecten die zowel de kwaliteit van de componenten als de levensduur van het gereedschap in gevaar kunnen brengen. Wanneer aluminium een turbulente vulling ervaart, kunnen de resulterende drukvariaties mechanische spanning op de matrijsoppervlakken veroorzaken, wat bijdraagt aan vroegtijdige gereedschapsdegradatie.
Thermisch beheer en optimalisatie van de cyclustijd
Effectief thermisch beheer correleert rechtstreeks met zowel de productie-efficiëntie als de levensduur van het gereedschap. De lagere verwerkingstemperatuur van zink maakt agressievere koelstrategieën mogelijk zonder de kwaliteit van de componenten in gevaar te brengen. Het koelsysteem kan sneller warmte onttrekken aan zinkgietstukken, waardoor de cyclustijden worden verkort met behoud van dimensionale stabiliteit.
Typische koelsnelheden voor zink spuitgieten variëren van 15-25°C per seconde, vergeleken met 8-15°C per seconde voor aluminium. Dit versnelde koelvermogen vertaalt zich in cyclustijdwinsten van 20-30% in veel toepassingen. Belangrijker nog, de verminderde thermische belasting van het matrijs vermindert kromtrekken en thermische vermoeidheid in het gereedschap.
Het temperatuurverschil heeft ook invloed op de matrijs smeersystemen. De gematigde bedrijfstemperatuur van zink zorgt voor een effectievere smeerdekking, omdat de smeermiddelen geen snelle thermische degradatie ondergaan. De hogere temperaturen van aluminium kunnen leiden tot afbraak van het smeermiddel, wat leidt tot verhoogde wrijving, vreten en versnelde slijtage van bewegende matrijscomponenten.
| Eigenschap | Zinklegeringen (ZA-8, ZA-12) | Aluminiumlegeringen (A380, A383) |
|---|---|---|
| Verwerkingstemperatuur | 380-420°C | 650-700°C |
| Typische Levensduur Gereedschap (shots) | 500.000-1.000.000 | 50.000-80.000 |
| Minimale Wanddikte | 0.5-0.8 mm | 1.5-2.0 mm |
| Koelsnelheid | 15-25°C/sec | 8-15°C/sec |
| Dimensionale Stabiliteit | ±0.05-0.08 mm | ±0.08-0.13 mm |
| Oppervlakteafwerking (Ra) | 0.8-1.6 μm | 1.6-3.2 μm |
Economische analyse: totale eigendomskosten
Hoewel zink doorgaans 15-25% meer kost dan aluminium per kilogram, verschuift de totale kostenvergelijking dramatisch wanneer rekening wordt gehouden met de levensduur van het gereedschap, de onderhoudsintervallen en de productie-efficiëntie. Een uitgebreide kostenanalyse moet rekening houden met de kosten van grondstoffen, de afschrijving van gereedschap, de onderhoudskosten en de productiestilstand.
Overweeg een productie scenario met hoge volumes waarvoor jaarlijks 2 miljoen componenten nodig zijn. Een aluminium spuitgietbewerking vereist mogelijk 25-40 gereedschapsonderhoudscycli tijdens deze productierun, terwijl een zinkbewerking doorgaans slechts 2-4 onderhoudsinterventies vereist. Elke onderhoudscyclus omvat 2-4 dagen stilstand, opknapkosten van € 8.000-15.000 en mogelijke kwaliteitsproblemen tijdens het opstarten.
De verlengde levensduur van zink spuitgieten maakt langere ononderbroken productieruns mogelijk, waardoor de algehele effectiviteit van de apparatuur (OEE) wordt verbeterd en de fabricagekosten per onderdeel worden verlaagd. Dit voordeel wordt vooral uitgesproken in geautomatiseerde productieomgevingen waar consistentie en betrouwbaarheid van het grootste belang zijn.
Voor uiterst precieze resultaten,Ontvang uw offerte op maat binnen 24 uur van Microns Hub.
Voordelen van maatnauwkeurigheid en oppervlaktekwaliteit
De superieure maatvastheid van zink gedurende de productiecyclus draagt aanzienlijk bij aan een consistente onderdeelkwaliteit en verminderde gereedschapsslijtage. De lagere krimpsnelheid van het materiaal (ongeveer 0,6-0,8%) in vergelijking met aluminium (1,0-1,3%) resulteert in meer voorspelbare maatresultaten en verminderde spanning op matrijscomponenten.
Deze maatconsistentie vertaalt zich in nauwere tolerantiemogelijkheden. Zink spuitgietstukken bereiken routinematig ±0,05-0,08 mm toleranties in kritische afmetingen, terwijl aluminium doorgaans ±0,08-0,13 mm toleranties vereist voor betrouwbare productie. De verbeterde nauwkeurigheid vermindert de behoefte aan secundaire bewerkingen en minimaliseert productiestoringen die verband houden met kwaliteit.
De kwaliteit van de oppervlakteafwerking is ook in het voordeel van zink, met typische Ra-waarden van 0,8-1,6 μm die rechtstreeks uit de matrijs kunnen worden bereikt. Aluminium oppervlakken vereisen over het algemeen extra afwerkingsbewerkingen om een vergelijkbare oppervlaktekwaliteit te bereiken, wat de kosten en complexiteit van het fabricageproces verhoogt. De superieure oppervlakteafwerking van zinkcomponenten elimineert vaak de noodzaak van uitgebreide nabewerking, wat vooral gunstig is voor toepassingen die een esthetische uitstraling of nauwkeurige montage-interfaces vereisen.
Legeringsselectie en eigendomsoptimalisatie
Moderne zink spuitgietlegeringen bieden een reeks mechanische eigenschappen die geschikt zijn voor veeleisende toepassingen. De ZA-serie legeringen (ZA-8, ZA-12, ZA-27) bieden uitzonderlijke sterkte-gewichtsverhoudingen en slijtvastheid, waardoor de traditionele aanname dat aluminium superieure mechanische eigenschappen biedt, wordt uitgedaagd.
ZA-12 bereikt bijvoorbeeld treksterktes van 350-400 MPa met uitstekende lager- en slijtage eigenschappen. Dit prestatieniveau voldoet aan of overtreft veel aluminiumlegeringsspecificaties met behoud van de verwerkingsvoordelen die de levensduur van het gereedschap verlengen. De zelfsmerende eigenschappen van de legering verminderen de slijtage van de matrijsoppervlakken verder tijdens het uitwerp proces.
| Legering | Treksterkte (MPa) | Vloeigrens (MPa) | Rek (%) | Hardheid (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2.5-3.5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
De selectie van geschikte zinklegeringen is afhankelijk van de specifieke prestatie-eisen en de bedrijfsomgeving. Voor toepassingen die maximale levensduur van het gereedschap vereisen met goede mechanische eigenschappen, biedt ZA-8 een optimale balans. Wanneer een hogere sterkte essentieel is, levert ZA-12 uitstekende prestaties met behoud van de voordelen van de levensduur van het gereedschap die inherent zijn aan zink spuitgieten.
Overwegingen bij het ontwerpen van gereedschap voor een langere levensduur
Het optimaliseren van het gereedschapsontwerp voor zink spuitgieten kan de toch al superieure levensduur van het gereedschap verder verbeteren. De lagere bedrijfstemperaturen maken het gebruik van meer geavanceerde koelkanaalgeometrieën mogelijk zonder de gereedschapssterkte in gevaar te brengen. Conforme koelkanalen, gemaakt met behulp van additieve fabricagetechnieken, kunnen gemakkelijker worden opgenomen in zinkgereedschap vanwege de verminderde thermische spanningen.
Het ontwerp van de aanspuiting wordt minder kritisch bij zink vanwege de superieure vloei-eigenschappen, maar een goede aanspuiting heeft nog steeds invloed op de levensduur van het gereedschap. Het vermogen van zink om dunne secties uniform te vullen, maakt kleinere aanspuiting mogelijk, waardoor de mechanische spanning op de aanspuiting tijdens het breken en trimmen wordt verminderd. Deze overweging wordt vooral belangrijk in geautomatiseerde productie waar consistent breken van de aanspuiting essentieel is voor een continue werking.
Het ontwerp van het uitwerpsysteem profiteert ook van de eigenschappen van zink. De natuurlijke smering van het materiaal en de lagere verwerkingstemperatuur verminderen de kracht die nodig is voor het uitwerpen van onderdelen, waardoor de slijtage van uitwerppenen wordt geminimaliseerd en de kans op breuk van de uitwerppenen wordt verminderd - een veel voorkomende oorzaak van productiestilstand bij aluminiumbewerkingen.
Integratie met moderne fabricagesystemen
De betrouwbaarheids- en consistentievoordelen van zink spuitgieten sluiten goed aan bij moderne fabricagemethoden, waaronder lean production en Industry 4.0-implementaties. De verlengde levensduur van het gereedschap en de verminderde onderhoudsvereisten ondersteunen just-in-time productiestrategieën door ongeplande stilstand te minimaliseren en voorspelbare productieschema's te garanderen.
Bij het integreren van spuitgieten met andere fabricageprocessen, zoals plaatbewerking of secundaire bewerkingen, biedt de maatvastheid van zink voordelen bij de verdere verwerking. De superieure oppervlakteafwerking en maatnauwkeurigheid verminderen de insteltijd en de slijtage van gereedschap bij secundaire bewerkingen, wat bijdraagt aan de algehele systeemefficiëntie.
Kwaliteitscontrolesystemen profiteren van de processtabiliteit van zink. Statistische procescontrole (SPC)-implementaties vertonen nauwere controlelimieten en minder speciale oorzaakvariaties bij zink spuitgietbewerkingen. Deze stabiliteit vermindert de frequentie van procesaanpassingen en productiestoringen die verband houden met kwaliteit, waardoor de totale kostenvoordelen verder worden vergroot.
Moderne fabrikanten die kiezen voor Microns Hub profiteren van directe relaties met gespecialiseerde spuitgietfaciliteiten die superieure kwaliteitscontrole en concurrerende prijzen garanderen in vergelijking met marktplaatsplatforms. Onze technische expertise in materiaalkeuze en procesoptimalisatie betekent dat elk project de gerichte aandacht krijgt die nodig is om een optimale levensduur van het gereedschap en productie-efficiëntie te bereiken.
Milieu- en duurzaamheidsoverwegingen
De verlengde levensduur van zink spuitgieten draagt op verschillende manieren positief bij aan ecologische duurzaamheid. Een verminderde frequentie van gereedschapsonderhoud betekent minder vervangingsonderdelen, minder energieverbruik voor het opknappen van gereedschap en minder afvalproductie van versleten gereedschapscomponenten.
De lagere verwerkingstemperatuur van zink vertaalt zich rechtstreeks in een lager energieverbruik per geproduceerd onderdeel. In productie met hoge volumes kan dit energievoordeel aanzienlijke kostenbesparingen en een verminderde CO2-voetafdruk opleveren. De verbeterde efficiëntie van materiaalgebruik, mogelijk gemaakt door dunnere wandsecties en betere vloei-eigenschappen, verbetert het milieuprofiel verder.
De recyclebaarheid van zowel zinklegeringen als gereedschapsstaal ondersteunt de principes van de circulaire economie. Zink spuitgiet schroot behoudt een hoge waarde en kan gemakkelijk worden gerecycled tot nieuwe legeringen. De verlengde levensduur van het gereedschap betekent dat de ingebedde energie en materiaalinkt van het gereedschap over veel meer productiecycli worden afgeschreven, waardoor de algehele hulpbronnenefficiëntie van het fabricageproces wordt verbeterd.
Fabrikanten kunnen deze duurzaamheidsvoordelen benutten om te voldoen aan de milieudoelstellingen van het bedrijf en tegelijkertijd superieure economische prestaties te leveren. De combinatie van een lager energieverbruik, een langere levensduur van het gereedschap en een verbeterde materiaalefficiëntie creëert een overtuigende case voor zink spuitgieten in toepassingen waar milieu-impact een overweging is.
Voor fabrikanten die op zoek zijn naar uitgebreide fabricageoplossingen,onze fabricagediensten omvatten het volledige scala aan processen die nodig zijn om de productie-efficiëntie en de levensduur van het gereedschap te optimaliseren voor uiteenlopende toepassingsvereisten.
Veelgestelde vragen
Wat is het werkelijke kostenverschil tussen zink en aluminium spuitgieten als rekening wordt gehouden met de levensduur van het gereedschap?
Hoewel de materiaalkosten van zink doorgaans 15-25% hoger zijn dan die van aluminium, zijn de totale eigendomskosten vaak in het voordeel van zink bij toepassingen met hoge volumes. Zinkgereedschappen die 500.000-1.000.000 shots meegaan versus 50.000-80.000 shots voor aluminium, betekent aanzienlijk lagere kosten voor gereedschapsonderhoud, minder stilstand en een verbeterde productie-efficiëntie. In de meeste productie scenario's die jaarlijks meer dan 100.000 onderdelen overschrijden, compenseert de superieure levensduur van zink ruimschoots de hogere materiaalkosten.
Kan zink spuitgieten dezelfde sterkte-eigenschappen bereiken als aluminiumlegeringen?
Moderne zinklegeringen zoals ZA-12 bereiken treksterktes van 350-400 MPa, wat overeenkomt met of hoger is dan veel aluminium spuitgietlegeringen. Hoewel aluminium voordelen biedt in specifieke sterkte (sterkte-gewichtsverhouding), biedt zink superieure lagereigenschappen, slijtvastheid en maatvastheid. De keuze hangt af van specifieke toepassingsvereisten, maar zink mag niet automatisch worden afgewezen op basis van verouderde sterkteaannames.
Hoe verhouden de minimale wanddikte mogelijkheden zich tussen materialen?
Zink spuitgieten bereikt routinematig wanddiktes van 0,5-0,8 mm in productietoepassingen, terwijl aluminium doorgaans minimale wanden van 1,5-2,0 mm vereist voor betrouwbare vulling. Deze mogelijkheid is afkomstig van de superieure vloei-eigenschappen van zink en de lagere viscositeit in gesmolten toestand. De dunnere wandmogelijkheid maakt aanzienlijke materiaalbesparingen en een verbeterde ontwerpflexibiliteit in veel toepassingen mogelijk.
Welke factoren bepalen of zink of aluminium meer geschikt is voor een specifieke toepassing?
Belangrijke factoren zijn het productievolume (de voordelen van zink nemen toe met het volume), de vereisten voor maat tolerantie (zink biedt nauwere toleranties), de behoeften aan sterkte-gewichtsverhouding (aluminium voordeel), de vereisten voor oppervlakteafwerking (zink voordeel) en de verwachtingen van de levensduur van het gereedschap. Toepassingen die een hoge precisie, consistente kwaliteit en lange productieruns vereisen, zijn doorgaans in het voordeel van zink, terwijl gewichtskritische toepassingen in het voordeel van aluminium kunnen zijn, ondanks de compromissen op het gebied van de levensduur van het gereedschap.
Hoe verhoudt de maatnauwkeurigheid zich tussen zink en aluminium spuitgieten?
Zink spuitgieten bereikt doorgaans ±0,05-0,08 mm toleranties in kritische afmetingen, terwijl aluminium ±0,08-0,13 mm toleranties vereist voor betrouwbare productie. Dit verschil is het gevolg van de lagere krimpsnelheid van zink (0,6-0,8% versus 1,0-1,3% voor aluminium) en de superieure maatvastheid gedurende productiecycli. De verbeterde nauwkeurigheid elimineert vaak secundaire bewerkingsvereisten.
Welke onderhoudsintervallen kunnen worden verwacht voor zink versus aluminium spuitgietgereedschappen?
Zink spuitgietgereedschappen vereisen doorgaans groot onderhoud om de 500.000-1.000.000 shots, terwijl aluminiumgereedschappen om de 50.000-80.000 shots aandacht nodig hebben. Dit vertegenwoordigt een 6-10x verschil in de levensduur van het gereedschap. De verlengde intervallen zijn het gevolg van lagere bedrijfstemperaturen (380-420°C versus 650-700°C), verminderde thermische spanning en minder agressieve interactie tussen het gesmolten metaal en de oppervlakken van het gereedschapsstaal.
Hoe verhouden de cyclustijden zich tussen zink- en aluminium spuitgietprocessen?
Zink spuitgieten bereikt vaak 20-30% snellere cyclustijden als gevolg van een efficiëntere warmteafvoer die mogelijk wordt gemaakt door lagere verwerkingstemperaturen. Typische koelsnelheden voor zink variëren van 15-25°C per seconde, vergeleken met 8-15°C per seconde voor aluminium. De snellere cycli, gecombineerd met een langere levensduur van het gereedschap, verbeteren de algehele effectiviteit van de apparatuur en de productiecapaciteit aanzienlijk.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece