V-Groeven: Scherpe Bochten Creëren in Architectonisch Plaatwerk
Scherpe, precieze bochten in architectonisch plaatwerk vereisen meer dan standaard kantpersen—ze vereisen V-groeven, een gespecialiseerde techniek die materiaal verwijdert langs vooraf bepaalde lijnen om zuivere, nauwkeurige vouwen te creëren. Dit proces maakt buigradii mogelijk tot 0,5 mm, terwijl de structurele integriteit behouden blijft over materialen van Al 6061-T6 tot hoogwaardige roestvrijstalen soorten.
Belangrijkste Punten
- V-groeven bereikt buigradii die 60-80% kleiner zijn dan conventioneel kantpersen, terwijl materiaalspanningsconcentraties worden geëlimineerd
- Groefdiepteberekeningen moeten rekening houden met materiaaldikte, buighoek en terugveringseigenschappen die specifiek zijn voor elke legering
- De juiste gereedschapsgeometrie en voedingssnelheden voorkomen koudversteviging en oppervlaktefouten in architectonische afwerkingen
- Kosteneffectiviteit ontstaat bij productievolumes van gemiddeld tot hoog, waarbij precisie de extra verwerkingsstap rechtvaardigt
V-Groeven Fundamenten en Materiaalgedrag
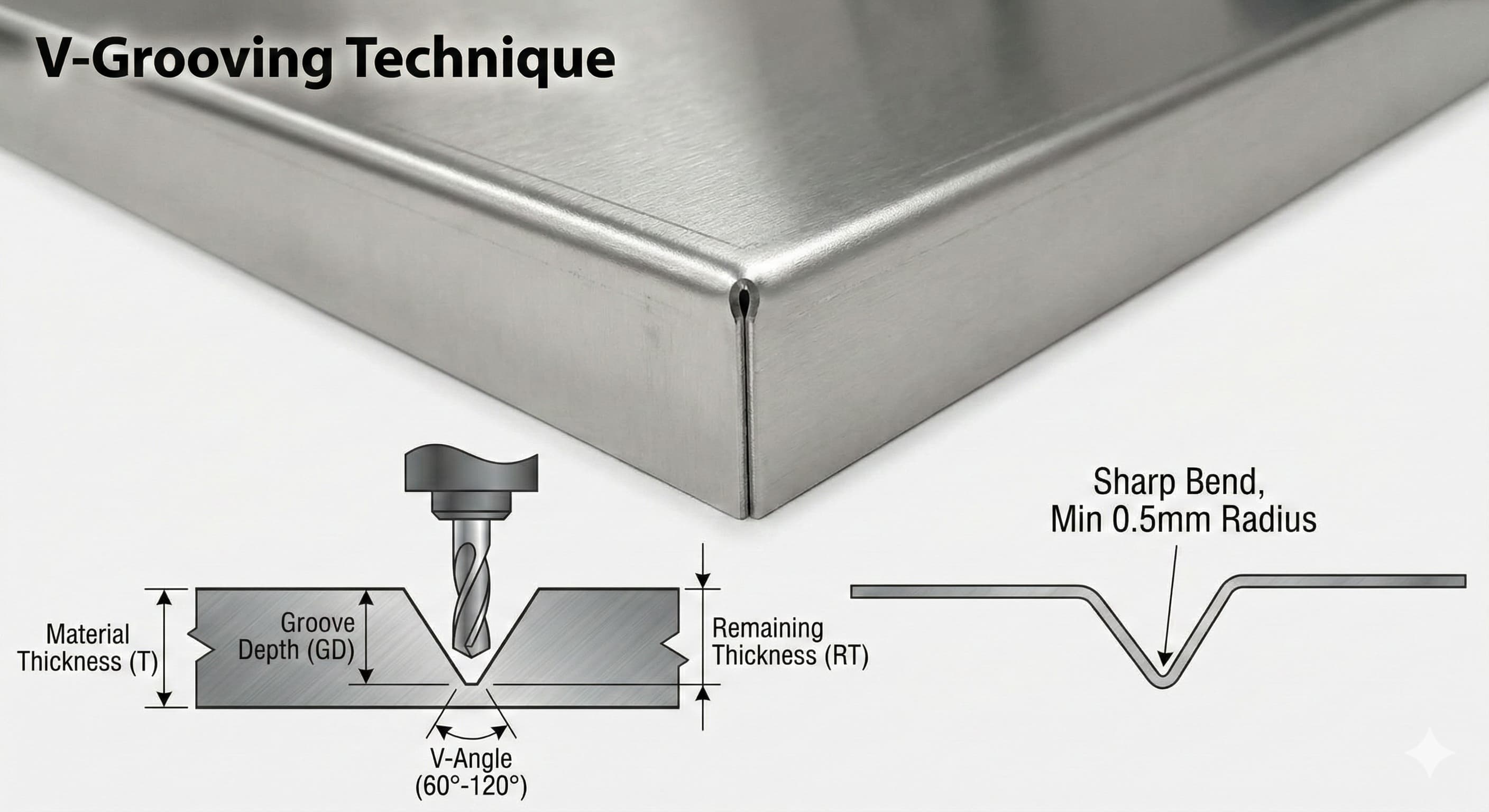
V-groeven creëert een gecontroleerde zwakte langs de buiglijn door een driehoekig deel van het materiaal van het buitenoppervlak te verwijderen. In tegenstelling tot scoren of perforeren, behoudt dit proces de materiaalcontinuïteit, terwijl scherpe bochten mogelijk worden die anders zouden barsten of rimpelen. De groefgeometrie volgt specifieke wiskundige relaties op basis van materiaaleigenschappen en gewenste buighoeken.
De kritische diepteberekening voor V-groeven volgt de formule: Groefdiepte = (Materiaaldikte - Gewenste Resterende Dikte) waarbij de resterende dikte typisch varieert van 0,15 mm tot 0,30 mm, afhankelijk van de materiaalsoort en toepassingsvereisten. Voor Al 6061-T6 met een dikte van 2,0 mm, gericht op een bocht van 90 graden, bereikt de optimale groefdiepte 1,7 mm, waardoor 0,3 mm materiaal overblijft om het scharnier te vormen.
Materiaalkeuze heeft een aanzienlijke invloed op de succespercentages van V-groeven. Aluminiumlegeringen vertonen uitstekende V-groefkarakteristieken, waarbij 6061-T6 superieure vervormbaarheid biedt in vergelijking met de hogere sterkte maar verminderde ductiliteit van 7075-T6. Het begrijpen van het gedrag van aluminiumlegeringen tijdens buigbewerkingen wordt cruciaal voor het voorkomen van micro-scheuren langs de groefranden.
| Materiaalkwaliteit | Max. groefdiepte (%) | Min. buigradius (mm) | Terugveervermogen | Kostenindex (€/kg) |
|---|---|---|---|---|
| Al 6061-T6 | 85% | 0.5 | 1.02 | €4.20 |
| Al 5052-H32 | 80% | 0.7 | 1.04 | €4.50 |
| SS 316L | 75% | 1.2 | 1.15 | €8.90 |
| SS 304 | 78% | 1.0 | 1.12 | €7.60 |
| Zacht staal | 82% | 0.8 | 1.08 | €2.10 |
Specificaties voor Gereedschap en Apparatuur
V-groeven vereist gespecialiseerd gereedschap dat is ontworpen om consistente groefprofielen te creëren met behoud van de integriteit van de oppervlakteafwerking. Routergebaseerde systemen met hardmetalen bits vormen de meest voorkomende aanpak voor architectonische toepassingen en bieden superieure controle over de groefgeometrie in vergelijking met laser- of waterjetalternatieven.
Specificaties voor gereedschapsgeometrie hebben een directe invloed op de resultaatkwaliteit. V-groef routerbits hebben ingesloten hoeken die typisch variëren van 60 tot 120 graden, waarbij 90-graden gereedschappen een optimale balans bieden tussen efficiëntie van materiaalverwijdering en behoud van structurele sterkte. De geometrie van de snijkant omvat specifieke vrijloophoeken—typisch 12-15 graden primaire vrijloop met 3-5 graden secundaire vrijloop—om de snijkrachten te minimaliseren en koudversteviging te voorkomen.
Voedingssnelheden en spindelsnelheden vereisen zorgvuldige optimalisatie op basis van materiaaleigenschappen. Voor aluminiumlegeringen omvatten optimale parameters spindelsnelheden van 18.000-24.000 RPM met voedingssnelheden van 2,5-4,0 m/min. Roestvrijstalen soorten vereisen lagere snelheden (12.000-16.000 RPM) met proportioneel lagere voedingssnelheden (1,5-2,5 m/min) om overmatige warmteontwikkeling te voorkomen die de materiaalmicrostructuur zou kunnen veranderen.
Moderne precisie CNC-bewerkingsdiensten omvatten adaptieve voedingsregelsystemen die de snijparameters automatisch aanpassen op basis van real-time krachtfeedback, waardoor een consistente groefkwaliteit wordt gegarandeerd over verschillende materiaaldiktes en hardheidszones.
Procesparameters en Kwaliteitscontrole
Succesvol V-groeven is afhankelijk van nauwkeurige controle van meerdere onderling afhankelijke variabelen. De tolerantie van de groefdiepte handhaaft typisch ±0,05 mm over de gehele lengte van de buiglijn, wat continue monitoring vereist via contact- of contactloze meetsystemen. Afwijking buiten deze limieten resulteert in inconsistente buighoeken of mogelijk materiaalfalen tijdens het vormen.
De oppervlakteruwheid binnen de groef heeft een aanzienlijke invloed op de uiteindelijke esthetiek en corrosiebestendigheid van het onderdeel. Architectonische toepassingen specificeren typisch Ra-waarden onder 1,6 μm langs groefoppervlakken, haalbaar door de juiste gereedschapsselectie en het aanbrengen van snijvloeistof. Synthetische snijvloeistoffen met extreme drukadditieven voorkomen de vorming van een opgebouwde snijkant en behouden een uitstekende oppervlakteafwerking.
Voor resultaten met hoge precisie, ontvang binnen 24 uur een gedetailleerde offerte van Microns Hub.
Groefprofielconsistentie over productieruns vereist de implementatie van statistische procescontrole. Kritieke controlepunten omvatten variatie in groefdiepte, consistentie van de zijwandhoek en metingen van de oppervlakteruwheid die met vooraf bepaalde intervallen worden uitgevoerd. Controlekaarten die deze parameters volgen, maken proactief gereedschapsonderhoud en parameteraanpassing mogelijk voordat de kwaliteit achteruitgaat.
Temperatuurbeheer Tijdens Verwerking
Warmteontwikkeling tijdens V-groefbewerkingen kan de materiaaleigenschappen en maatnauwkeurigheid aanzienlijk beïnvloeden. Overmatige temperaturen bevorderen graanbegrensmigratie in aluminiumlegeringen, waardoor de vermoeiingsweerstand langs de buiglijn mogelijk wordt verminderd. Temperatuurbewaking met behulp van infraroodsensoren zorgt ervoor dat de verwerkingstemperaturen onder kritische drempels blijven—typisch 150°C voor aluminiumlegeringen en 200°C voor roestvrijstalen soorten.
Koelstrategieën gaan verder dan conventionele toepassing van koelvloeistof. Cryogene koelsystemen die vloeibare stikstof of kooldioxide gebruiken, bieden superieure temperatuurregeling en elimineren tegelijkertijd zorgen over verontreiniging door koelvloeistof, wat cruciaal is in architectonische toepassingen die een ongerepte oppervlakteafwerking vereisen.
Vormbewerkingen en Buignauwkeurigheid
De vormbewerking na V-groeven vereist gespecialiseerde technieken om de scherpe bochten te bereiken die de extra verwerkingskosten rechtvaardigen. Standaard kantpersgereedschap blijkt ontoereikend voor V-groefonderdelen, waardoor aangepaste stempel- en matrijsontwerpen nodig zijn die rekening houden met de verminderde materiaaldikte langs buiglijnen.
De nauwkeurigheid van de buighoek is sterk afhankelijk van berekeningen van terugveringcompensatie die specifiek zijn voor elk materiaal en elke groefconfiguratie. Terugveringsfactoren variëren aanzienlijk tussen materiaalsoorten, variërend van minimale correctie (1-2 graden) voor koudverstevigde aluminiumlegeringen tot aanzienlijke compensatie (8-12 graden) voor hoogwaardige roestvrijstalen soorten.
Aangepaste vormmatrijzen bevatten reliëfkenmerken die interferentie met de V-groefgeometrie tijdens de buigbewerking voorkomen. Deze matrijzen hebben een verminderd contactoppervlak langs de groeflijn, terwijl ze volledige ondersteuning bieden aan het omliggende materiaal, waardoor lokale vervorming wordt voorkomen die de buigkwaliteit in gevaar zou kunnen brengen.
| Buighoek | Al 6061-T6 Terugvering | SS 316L Terugvering | Vereiste overbuiging | Tolerantiebereiking |
|---|---|---|---|---|
| 90° | 1.5° | 8.2° | 91.5° / 98.2° | ±0.5° |
| 120° | 2.1° | 11.4° | 122.1° / 131.4° | ±0.8° |
| 135° | 2.8° | 14.1° | 137.8° / 149.1° | ±1.0° |
| 150° | 3.2° | 16.8° | 153.2° / 166.8° | ±1.2° |
Kostenanalyse en Economische Overwegingen
De economie van V-groeven is afhankelijk van verschillende factoren, waaronder materiaalkosten, verwerkingstijd, gereedschapsvereisten en kwaliteitsspecificaties. De extra verwerkingsstap voegt typisch €0,15-0,35 per lineaire meter groef toe, variërend met de materiaaldikte en de vereiste precisieniveaus.
Break-evenanalyse onthult dat de kosteneffectiviteit van V-groeven ontstaat rond 50-75 stuks voor typische architectonische componenten. Onder deze drempel kunnen alternatieve technieken, zoals lasersnijden met micro-verbindingen, economischer blijken. Boven de 200 stuks vertoont V-groeven duidelijke kostenvoordelen en levert het superieure esthetische resultaten.
Overwegingen met betrekking tot de levensduur van het gereedschap hebben een aanzienlijke invloed op de kosten per onderdeel. Hardmetalen routerbits bereiken typisch 2.500-4.000 lineaire meters groeven in aluminiumlegeringen voordat ze moeten worden vervangen, terwijl roestvrijstalen toepassingen de levensduur van het gereedschap terugbrengen tot 800-1.200 lineaire meters. Diamantgecoate gereedschappen verlengen de levensduur met 3-4x, maar verhogen de initiële gereedschapskosten met €200-300 per gereedschap.
Integratie van Oppervlakteafwerking
V-groefbewerkingen moeten rekening houden met downstream afwerkingsprocessen om de totale productiekosten te optimaliseren. Poedercoatingtoepassingen vereisen specifieke tolerantieoverwegingen, aangezien de coatingdikte varieert tussen groefgebieden en vlakke oppervlakken.
Anodiseerprocessen vormen unieke uitdagingen voor V-groef aluminium componenten. De verminderde materiaaldikte langs groeflijnen creëert variaties in de stroomdichtheid tijdens het anodiseren, wat mogelijk resulteert in kleurvariaties. Gespecialiseerde anodiseerfixtures en stroomverdelingssystemen pakken deze uitdagingen aan, maar voegen €0,25-0,45 per onderdeel toe aan de verwerkingskosten.
Kwaliteitsborging en Inspectieprotocollen
Uitgebreide kwaliteitsborging voor V-groefcomponenten gaat verder dan dimensionale verificatie en omvat beoordeling van de materiaalintegriteit en evaluatie van de vermoeiingsweerstand. Visuele inspectieprotocollen identificeren potentiële defecten, waaronder micro-scheuren, gereedschapsmarkeringen en oppervlakteverontreiniging die de prestaties op lange termijn in gevaar zouden kunnen brengen.
Dimensionale inspectie maakt gebruik van coördinatenmeetmachines (CMM) die zijn uitgerust met gespecialiseerde software voor groefprofielanalyse. Kritieke metingen omvatten consistentie van de groefdiepte, verificatie van de zijwandhoek en nauwkeurigheid van de buighoek na vormbewerkingen. Statistische bemonsteringsplannen op basis van MIL-STD-105E bieden geschikte inspectiefrequenties met behoud van kostenbeheersing.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en geïntegreerde onze fabricagediensten aanpak betekent dat elk V-groefproject de aandacht voor detail krijgt die het verdient, van initieel ontwerpconsult tot definitieve kwaliteitsverificatie.
Niet-destructieve testmethoden verifiëren de materiaalintegriteit langs groeflijnen zonder de functionaliteit van het onderdeel in gevaar te brengen. Kleurstofpenetrantinspectie onthult oppervlaktebrekende defecten, terwijl wervelstroomtesten ondergrondse fouten identificeren die zich tijdens servicebelasting zouden kunnen voortplanten. Deze testprotocollen blijken bijzonder cruciaal voor structurele architectonische toepassingen waar de gevolgen van falen de extra inspectiekosten rechtvaardigen.
Overwegingen met Betrekking tot Vermoeiingsprestaties
V-groefbochten introduceren spanningsconcentratiefactoren die moeten worden geëvalueerd voor cyclisch belaste toepassingen. Eindige-elementenanalyse (FEA) modellering voorspelt de vermoeiingslevensduur op basis van groefgeometrie, materiaaleigenschappen en verwachte belastingsomstandigheden. Spanningsconcentratiefactoren variëren typisch van 1,8-2,4, afhankelijk van de groefdiepte en radius specificaties.
Vermoeiingstestprotocollen volgens ASTM D7791-normen valideren analytische voorspellingen door middel van gecontroleerde laboratoriumtests. Monstercomponenten ondergaan cyclische belasting bij spanningsniveaus die 150% van de verwachte serviceomstandigheden vertegenwoordigen, waarbij faalcriteria worden gedefinieerd als zichtbare scheurvoortplanting voorbij de groefgrenzen.
Ontwerprichtlijnen en Beste Praktijken
Effectief V-groefontwerp vereist zorgvuldige overweging van geometrische relaties, materiaalbeperkingen en fabricagebeperkingen. Ontwerprichtlijnen voorkomen veelvoorkomende valkuilen en optimaliseren tegelijkertijd de maakbaarheid en prestatie-eigenschappen.
Minimale afstandsspecificaties tussen aangrenzende groeven voorkomen materiaalzachtheid die de structurele integriteit in gevaar zou kunnen brengen. Voor aluminiumlegeringen is de minimale afstand gelijk aan 5x de materiaaldikte, terwijl roestvrijstalen soorten 6x de materiaaldikte vereisen vanwege hogere koudverstevigingseigenschappen. Een kleinere afstand vereist eindige-elementenanalyse om adequate sterkte marges te verifiëren.
Groefafsluitingsdetails hebben een aanzienlijke invloed op zowel de esthetiek als de structurele prestaties. Afgeschuinde afsluitingen die 2-3 mm voorbij de vereiste buiglijn reiken, voorkomen spanningsconcentraties en behouden tegelijkertijd een strakke visuele uitstraling. Abrupte groefafsluitingen creëren spanningsverhogers die scheurvoortplanting kunnen initiëren onder cyclische belastingsomstandigheden.
| Ontwerpparameter | Aluminiumlegeringen | Roestvrij staal | Zacht staal | Impact op kosten |
|---|---|---|---|---|
| Min. groefafstand | 5x dikte | 6x dikte | 4x dikte | Hoge dichtheid = +15% |
| Max. groeflengte | 3000 mm | 2500 mm | 3500 mm | Lengte >2m = +8% |
| Afwerkingstaper | 2.5 mm | 3.0 mm | 2.0 mm | Standaard functie |
| Oppervlakteruwheid | Ra 1.6 μm | Ra 1.2 μm | Ra 2.0 μm | Ra<1.0 = +25% |
Geavanceerde Toepassingen en Opkomende Technieken
Opkomende V-groeftoepassingen verleggen traditionele grenzen door middel van innovatieve benaderingen en geavanceerde gereedschapssystemen. Multi-assige CNC-machines maken samengestelde groefgeometrieën mogelijk die complexe driedimensionale vormen creëren die onmogelijk zijn met conventionele technieken.
Laserondersteund V-groeven vertegenwoordigt een hybride benadering die thermische en mechanische materiaalverwijderingsmechanismen combineert. Het voorverwarmen van het materiaal direct voor het snijgereedschap vermindert de snijkrachten met 30-40% en maakt tegelijkertijd diepere groeven mogelijk in hoogwaardige materialen die voorheen als ongeschikt werden beschouwd voor conventioneel V-groeven.
Adaptieve regelsystemen die real-time kracht- en temperatuurfeedback bevatten, optimaliseren de snijparameters continu tijdens de groefbewerking. Machine learning algoritmen analyseren historische gegevens om optimale parametercombinaties te voorspellen op basis van materiaalbatchvariaties en gereedschapslijtage, waardoor de consistentie wordt verbeterd en de vereisten voor de vaardigheden van de operator worden verminderd.
Integratie met Digitale Productie
Digitale tweelingtechnologie maakt virtuele optimalisatie van V-groefparameters mogelijk voordat de fysieke productie begint. Uitgebreide modellen die materiaaleigenschappen, gereedschapsgeometrie en machinedynamica bevatten, voorspellen optimale snijomstandigheden en identificeren tegelijkertijd potentiële kwaliteitsproblemen voordat ze zich in de productie voordoen.
Geautomatiseerde inspectiesystemen die machine vision technologie gebruiken, bieden 100% dimensionale verificatie van de groefgeometrie zonder de productiedoorvoer te beïnvloeden. Hoge-resolutie camera's in combinatie met gestructureerde lichtprojectie creëren gedetailleerde 3D-profielen van elke groef, waarbij de resultaten worden vergeleken met CAD-specificaties met resolutiemogelijkheden onder 0,01 mm.
Problemen Oplossen bij Veelvoorkomende Defecten
Systematische defectanalyse en correctieprocedures zorgen voor een consistente V-groefkwaliteit onder verschillende productieomstandigheden. Het begrijpen van de hoofdoorzaken maakt snelle probleemoplossing mogelijk en voorkomt tegelijkertijd terugkerende kwaliteitsproblemen.
Trillingsmarkeringen langs groefoppervlakken zijn typisch het gevolg van onvoldoende machinestijfheid of ongepaste snijparameters. Oplossingen omvatten het verminderen van de voedingssnelheden met 20-30%, het verhogen van de spindelsnelheid binnen de aanbevolen bereiken of het implementeren van trillingsdempende fixtures. Ernstige trillingen kunnen machine dynamische analyse vereisen om resonantiefrequenties te identificeren.
Groefdieptevariatie die ±0,05 mm overschrijdt, duidt vaak op gereedschapslijtage, machine speling of problemen met werkstukdoorbuiging. Systematische meting van de groefdiepte met regelmatige intervallen identificeert trending patronen die voorspellende gereedschapsvervanging mogelijk maken voordat de kwaliteit achteruitgaat. Werkstukfixtures moeten voldoende stijfheid bieden om doorbuiging onder snijkrachten te voorkomen.
Materiaalspecifieke Uitdagingen
Koudversteviging in roestvrijstalen soorten creëert progressieve gereedschapslijtage en verslechtering van de oppervlaktekwaliteit. Mitigatiestrategieën omvatten geoptimaliseerde toepassing van snijvloeistof, verminderde snijsnelheden en gespecialiseerde gereedschapscoatings die zijn ontworpen voor roestvrijstalen toepassingen. TiAlN-coatings vertonen superieure prestaties in vergelijking met standaard TiN-alternatieven.
De vorming van een opgebouwde snijkant op snijgereedschappen vermindert de oppervlakteafwerking en creëert dimensionale onnauwkeurigheden. Dit fenomeen blijkt het meest problematisch bij aluminiumlegeringen met een hoog siliciumgehalte. Scherpe snijkanten, geschikte snijsnelheden en effectieve spaanafvoer voorkomen de vorming van een opgebouwde snijkant en verlengen tegelijkertijd de levensduur van het gereedschap.
Veelgestelde Vragen
Wat is de minimale materiaaldikte die geschikt is voor V-groeven?
V-groeven werkt effectief op materialen zo dun als 0,8 mm, hoewel optimale resultaten optreden bij diktes van 1,5 mm en hoger. Dunnere materialen vereisen gespecialiseerd gereedschap en kunnen beperkte buighoeken bereiken als gevolg van structurele beperkingen langs de groeflijn.
Hoe beïnvloedt V-groeven de materiaalsterkte in vergelijking met standaard buigen?
V-groeven vermindert het dwarsdoorsnedegebied langs de buiglijn, waardoor de lokale sterkte typisch met 15-25% afneemt, afhankelijk van de groefdiepte. De eliminatie van koudversteviging en restspanningen resulteert echter vaak in superieure vermoeiingsprestaties in vergelijking met conventionele buigmethoden.
Kunnen V-groefonderdelen worden gelast of verbonden met andere componenten?
Ja, V-groefcomponenten accepteren standaard verbindingsmethoden, waaronder lassen, solderen en mechanische bevestiging. Lassen vereist zorgvuldig warmtebeheer om vervorming langs de dunne groefgebieden te voorkomen. TIG-lassen met gereduceerde ampèrage-instellingen levert typisch optimale resultaten op.
Welke toleranties zijn haalbaar voor buighoeken in V-groefonderdelen?
Buighoektoleranties van ±0,5° zijn routinematig haalbaar voor hoeken tot 90°, met ±1,0° typisch voor scherpere bochten tot 150°. Strakkere toleranties vereisen secundaire bewerkingen of gespecialiseerde vormtechnieken die de verwerkingskosten met 20-30% verhogen.
Hoe beïnvloedt de oppervlakteafwerking in de groef het uiteindelijke uiterlijk van het onderdeel?
De oppervlakteafwerking van de groef heeft een directe invloed op het uiteindelijke uiterlijk van de buiglijn, met name bij geborstelde of gepolijste afwerkingen. Ra-waarden onder 1,6 μm zorgen ervoor dat het groefgebied na het vormen naadloos overgaat in de omliggende oppervlakken, terwijl ruwere afwerkingen zichtbaar kunnen blijven als een duidelijke lijn.
Is V-groeven geschikt voor architectonische buitentoepassingen?
V-groeven blijkt uitstekend geschikt voor buitentoepassingen wanneer het correct is ontworpen en afgewerkt. De verminderde materiaaldikte langs buiglijnen vereist overweging tijdens de planning van corrosiebescherming, maar correct geanodiseerd aluminium of gepassiveerde roestvrijstalen componenten vertonen een gelijkwaardige duurzaamheid als conventioneel gevormde onderdelen.
Wat zijn de typische doorlooptijden voor V-groef architectonische componenten?
De doorlooptijden zijn afhankelijk van de complexiteit en de hoeveelheid, maar variëren typisch van 5-10 werkdagen voor standaard architectonische panelen. Aangepaste gereedschapsvereisten kunnen 3-5 dagen toevoegen aan initiële bestellingen, terwijl herhaalbestellingen met bestaand gereedschap standaard doorlooptijden behouden.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece