Poedercoating op plaatwerk: Rekening houden met dikteopbouw in toleranties
De dikte van poedercoating is een van de meest frequent over het hoofd geziene variabelen bij de fabricage van precisieplaatwerk. Een typische poedercoating voegt 50-150 micron toe aan alle oppervlakken, waardoor de maatnauwkeurigheid fundamenteel verandert en een zorgvuldige tolerantieplanning vereist is vanaf de ontwerpfase tot de eindcontrole.
Belangrijkste punten:
- De standaard dikte van poedercoating varieert van 50-150 micron, wat een directe invloed heeft op de maattoleranties op alle gecoate oppervlakken
- Kritische afmetingen moeten rekening houden met de coatingopbouw door een opzettelijke onderdimensionering van basismetaalcomponenten
- ISO 2768 algemene toleranties zijn onvoldoende voor gepoedercoate onderdelen die een nauwkeurige passing en montage vereisen
- Dimensionale planning vóór het coaten kan kostbare nabewerking voorkomen en een goede werking van het onderdeel garanderen
Inzicht in variabelen van de poedercoatingsdikte
De dikte van de poedercoating varieert aanzienlijk op basis van de applicatiemethode, het type poeder en de voorbereiding van het substraat. Elektrostatische sproeiapplicatie produceert doorgaans films tussen 60-120 micron, terwijl wervelbedcoating 150-500 micron kan bereiken, afhankelijk van de onderdeeltemperatuur en de dompeltijd.
De relatie tussen deeltjesgrootte van het poeder en de uiteindelijke dikte volgt voorspelbare patronen. Fijne poeders (10-30 micron) creëren gladdere afwerkingen, maar vereisen meerdere doorgangen voor een adequate dikte, terwijl grove poeders (30-80 micron) snel dikte opbouwen, maar de oppervlaktekwaliteit op gedetailleerde kenmerken kunnen aantasten.
De geometrie van het substraat heeft een aanzienlijke invloed op de coatingverdeling. Interne hoeken en verzonken gebieden ontvangen doorgaans 70-80% van de dikte die op vlakke oppervlakken wordt aangetroffen, terwijl externe randen en scherpe hoeken vaak 120-150% van de nominale dikte accumuleren als gevolg van elektrische veldconcentratie tijdens het aanbrengen.
Temperatuurregeling tijdens het uitharden beïnvloedt de uiteindelijke dikte door vloei- en nivelleringseigenschappen. Polyesterpoeders harden optimaal uit bij 180-200°C, waardoor een consistente dikte ontstaat met een minimale sinaasappelhuidtextuur. Epoxyformuleringen vereisen 160-180°C, maar bieden een superieure randbedekking en penetratie in complexe geometrieën.
Dimensionale impact op veelvoorkomende plaatwerkkenmerken
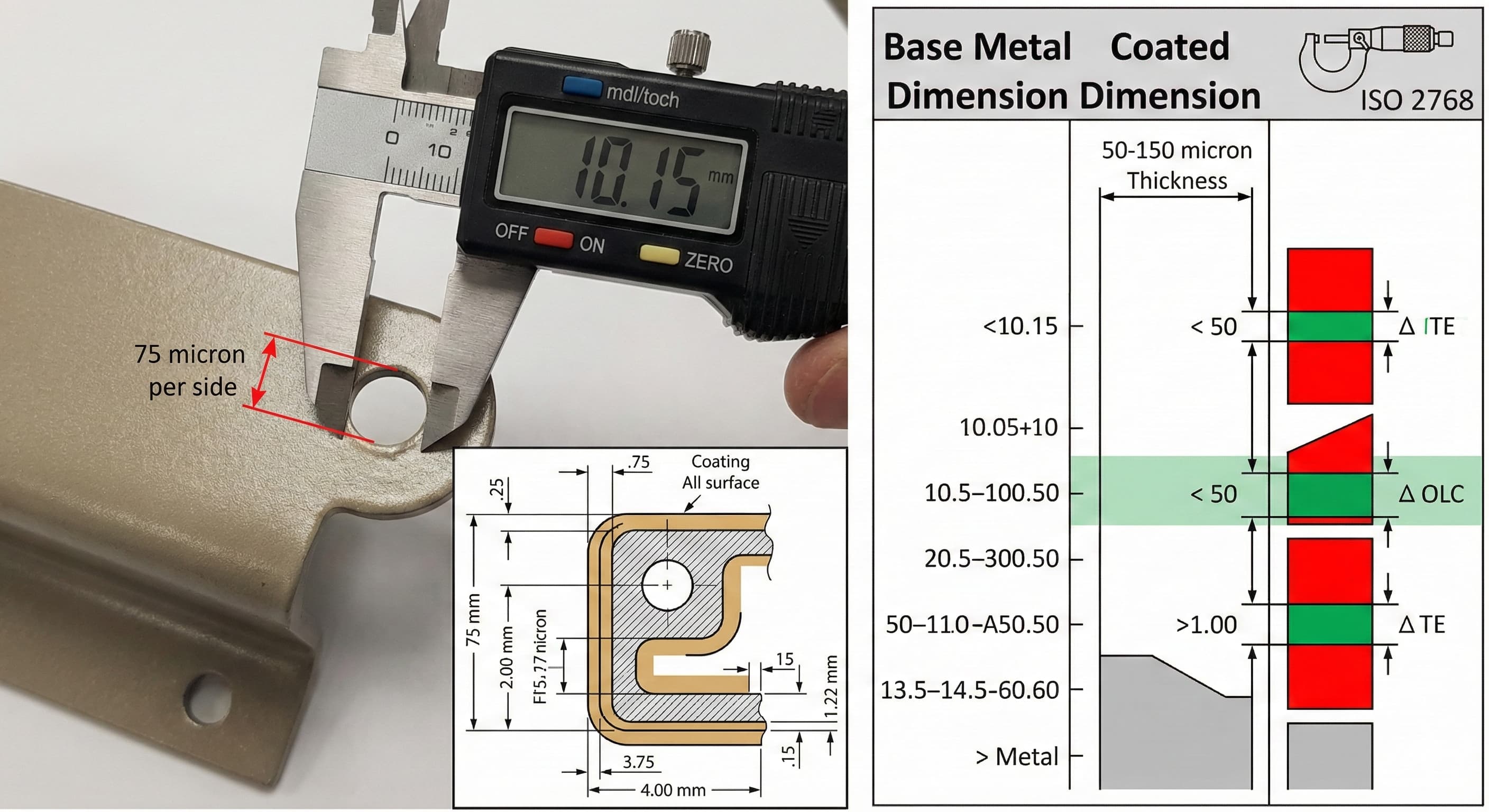
Gaten en interne kenmerken ervaren een diametervermindering die gelijk is aan tweemaal de coatingdikte. Een gat van 10,0 mm met een coating van 75 micron wordt 9,85 mm, wat een dimensionale verandering van 1,5% vertegenwoordigt die een goede bevestiging van bevestigingsmiddelen of componentmontage kan voorkomen.
Draadkenmerken vormen bijzondere uitdagingen, omdat coatingopbouw optreedt op zowel de grootste als de kleinste diameter. M6 x 1.0 schroefdraad met een coating van 100 micron vereist mogelijk een aanpassing van de tapboor van 5,0 mm naar 5,2 mm om een goede schroefdraadverbinding na het coaten te behouden.
Gebogen randen en gevormde kenmerken accumuleren coatingdikte op zowel de binnen- als de buitenradius.Berekeningen van minimale buigradii moeten rekening houden met de coatingdikte om scheuren tijdens het buigproces of het aanbrengen van de coating te voorkomen.
Sleufbreedtes nemen af met tweemaal de coatingdikte, wat van invloed is op schuifpassingen en spelingen. Een sleuf van 12,0 mm wordt 11,85 mm met een coating van 75 micron, waardoor mogelijk componenten vast komen te zitten die zijn ontworpen voor H7/g6-passingen.
Materiaalspecifieke coatingoverwegingen
Verschillende substraatmaterialen vertonen verschillende coatinghechting en dikte-uniformiteitseigenschappen die een directe invloed hebben op de maatnauwkeurigheid.
| Materiaalkwaliteit | Typisch diktebereik (μm) | Uniformiteitsfactor | Randopbouw | Kostenimpact |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15% | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20% | 1.1-1.3x | €2.30/m² |
| Koudgewalst staal | 70-120 | ±10% | 1.3-1.5x | €2.80/m² |
| Roestvrij staal 304 | 80-130 | ±25% | 1.0-1.2x | €3.50/m² |
| Gegalvaniseerd staal | 75-125 | ±12% | 1.4-1.6x | €3.00/m² |
Aluminiumsubstraten bieden over het algemeen de meest voorspelbare coatingdikte vanwege een uitstekende elektrostatische aantrekking en uniforme oppervlaktevoorbereiding. De natuurlijke oxidelaag verbetert de poederhechting en zorgt voor een consistente filmopbouw over complexe geometrieën.
Koudgewalst staal vereist een fosfaatconversiecoating voor een optimale hechting, waardoor 5-10 micron aan de totale dikte wordt toegevoegd. Deze voorbehandeling verbetert de coatinguniformiteit, maar verhoogt de dimensionale variatie, vooral rond lasverbindingen en door warmte beïnvloede zones.
Roestvrijstalen substraten vormen unieke uitdagingen vanwege hun passieve oxidelaag. Mechanische slijtage of chemisch etsen wordt noodzakelijk voor een adequate hechting, wat mogelijk de afmetingen van het basismateriaal beïnvloedt vóór het aanbrengen van de coating.
Tolerantie ontwerpstrategieën
Effectief tolerantieontwerp voor gepoedercoate onderdelen vereist systematische dimensionale compensatie op basis van voorspellingen van de coatingdikte en geometrische complexiteit.
Kritische afmetingen moeten coatingvrije zones specificeren door middel van maskeren of nabewerking na het coaten. Maskeren kost €0,50-1,20 per kenmerk, maar garandeert maatauwkeurigheid voor lageroppervlakken, schroefdraadgaten en precisiepassingen.
Bilaterale tolerantie biedt optimale flexibiliteit voor gecoate afmetingen. In plaats van 25,0 ±0,1 mm te specificeren, gebruikt u 24,925 +0,175/-0,025 mm om rekening te houden met de verwachte coatingdikte, terwijl de functionele vereisten behouden blijven.
Voor zeer nauwkeurige resultaten,Vraag binnen 24 uur een offerte aan bij Microns Hub.
Functionele dimensionering scheidt kritische van niet-kritische kenmerken. Lagerdiameters, pasvlakken en montagereferenties vereisen een strakke controle, terwijl esthetische oppervlakken standaard coatingvariaties kunnen accommoderen zonder functionele impact.
Statistische tolerantieanalyse wordt essentieel voor assemblages die meerdere gecoate componenten bevatten. Monte Carlo-simulatie helpt bij het voorspellen van succespercentages van assemblages en het identificeren van kritische tolerantiebijdragers voordat de productie begint.
Kwaliteitscontrole en inspectiemethoden
Voor het meten van de coatingdikte zijn niet-destructieve technieken vereist die geschikt zijn voor productieomgevingen. Magnetische en wervelstroommeters bieden een nauwkeurigheid van ±2-5% voor de meeste toepassingen, terwijl ultrasone methoden een precisie van ±1-2% bereiken op complexe geometrieën.
Destructief testen door middel van doorsnedeanalyse biedt een definitieve meting van de dikte en een beoordeling van de coatingkwaliteit. Deze methode identificeert delaminatie, porositeit en hechtingsproblemen die de dimensionale stabiliteit op lange termijn beïnvloeden.
In-proces monitoring tijdens het aanbrengen van poeder helpt de dikte consistent te houden. Elektrostatische spanning, poederstroomsnelheid en onderdeel aarding beïnvloeden allemaal de uiteindelijke dikte en moeten voor elke productielot worden geregistreerd.
Dimensionale inspectie na uitharding moet rekening houden met coatingkrimp tijdens polymerisatie. Thermohardende poeders krimpen doorgaans 2-5% tijdens het uitharden, wat de uiteindelijke afmetingen beïnvloedt en mogelijk interne spanningen creëert in dunwandige componenten.
| Inspectiemethode | Nauwkeurigheid | Kosten per test | Benodigde tijd | Beste toepassing |
|---|---|---|---|---|
| Magnetische trekkracht | ±5% | €0.20 | 10 seconden | Ferro substraten |
| Wervelstroom | ±3% | €0.35 | 15 seconden | Non-ferro metalen |
| Ultrasoon | ±2% | €0.50 | 30 seconden | Complexe geometrieën |
| Dwarsdoorsnede | ±1% | €15.00 | 45 minuten | Kwaliteitsvalidatie |
| Beta-terugstrooiing | ±2% | €0.80 | 60 seconden | Geautomatiseerde systemen |
Procesintegratie met de productieworkflow
Succesvolle integratie van poedercoating vereist coördinatie tussen ontwerp-, fabricage- en afwerkingsactiviteiten.Onze productiediensten omvatten deze complete workflow om dimensionale nauwkeurigheid tijdens de hele productiesequentie te garanderen.
Fabricage vóór het coaten moet rekening houden met de coatingdikte in alle bewerkte kenmerken. CNC-programmering vereist offsetaanpassingen die doorgaans variëren van 0,050-0,150 mm, afhankelijk van de verwachte coatingdikte en de kritikaliteit van het kenmerk.
Het ontwerp van de opspanning beïnvloedt de coatingverdeling en de uiteindelijke afmetingen. Contactpunten creëren coatingschaduwen, terwijl overmatige klemkracht dunne secties kan vervormen tijdens de uithardingscyclus. Veervoorgespannen opspanningen behouden de onderdeelpositionering en accommoderen tegelijkertijd thermische uitzetting.
De voorbereiding van de lasverbinding wordt cruciaal, omdat variaties in de coatingdikte rond door warmte beïnvloede zones spanningsconcentraties en dimensionale inconsistenties kunnen veroorzaken. Naslijpen van de las tot een uniform oppervlakteprofiel zorgt voor een consistente coatingapplicatie.
Net als bij spuitgietdiensten die nauwkeurige temperatuur- en drukregeling vereisen, vereist poedercoating een zorgvuldig parameterbeheer om consistente resultaten te bereiken over productieruns.
Kostenoptimalisatie door ontwerp
Coating-geoptimaliseerd ontwerp vermindert zowel materiaalkosten als dimensionale variatie, terwijl de functionele vereisten behouden blijven. Eenvoudige geometrische kenmerken coaten uniformer dan complexe vormen, waardoor de diktevariatie wordt verminderd en de voorspelbaarheid wordt verbeterd.
Onderdeelconsolidatie door lassen of mechanische assemblage vóór het coaten elimineert meerdere coatingbewerkingen en vermindert dimensionale stapeling. Constructie uit één stuk kost doorgaans 15-25% minder dan het afzonderlijk coaten van afzonderlijke componenten.
De vereisten voor oppervlaktevoorbereiding variëren aanzienlijk op basis van de substraattoestand en de coatingspecificatie. Het verwijderen van walshuid kost €1,50-3,00 per vierkante meter extra, maar zorgt voor een consistente coatinghechting en -dikte. Chemische reiniging kost €0,80-1,20 per vierkante meter en is geschikt voor de meeste commerciële toepassingen.
Poederterugwinningssystemen kunnen de materiaalkosten met 20-40% verlagen met behoud van de coatingkwaliteit. De diktecontrole wordt echter uitdagender als gevolg van veranderingen in de deeltjesgrootte tijdens het terugwinningsproces, waardoor frequentere kalibratie en monitoring vereist zijn.
Wanneer u bij Microns Hub bestelt, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke serviceaanpak zorgen ervoor dat elk project de aandacht voor detail krijgt die nodig is voor consistente poedercoatingresultaten.
Geavanceerde coatingtechnologieën en diktecontrole
Elektrostatische schijven en roterende belapplicators bieden een superieure dikte-uniformiteit in vergelijking met conventionele spuitpistolen. Deze systemen bereiken een diktevariatie van ±5-8% over vlakke oppervlakken en ±10-15% op complexe geometrieën, waardoor de dimensionale voorspelbaarheid wordt verbeterd.
Pulsladingstechnologie maakt nauwkeurige controle mogelijk over de poederafzetting en de uiteindelijke dikte. Korte pulsduur (0,1-0,5 seconden) bouwt geleidelijk dunne films op, terwijl langere pulsen (1-3 seconden) efficiënt de maximale dikte bereiken.
Infrarood uithardingssystemen bieden een verbeterde temperatuurregeling in vergelijking met convectieovens, waardoor de coatingvloei wordt verminderd en consistentere uiteindelijke afmetingen worden bereikt. Nabij-infraroodgolflengten (0,7-1,4 μm) dringen effectief door poederfilms en minimaliseren tegelijkertijd de substraatverwarming.
Plasma voorbehandeling verbetert de coatinghechting op moeilijke substraten met behoud van de maatnauwkeurigheid. Lagedruk plasma reiniging verwijdert oppervlakteverontreinigingen zonder mechanische slijtage, waardoor de afmetingen van het basismateriaal vóór het coaten behouden blijven.
Industriespecifieke toepassingen en vereisten
Automotive componenten vereisen een coatingdikte-uniformiteit binnen ±10 micron voor een goede passing en afwerking. Deurklinken, sierlijsten en structurele componenten moeten de maatnauwkeurigheid behouden en tegelijkertijd corrosiebescherming bieden voor een levensduur van meer dan 10 jaar.
Lucht- en ruimtevaarttoepassingen vereisen statistische procescontrole met Cpk-waarden van meer dan 1,33 voor alle dimensionale kenmerken. Coatingdikte documentatie wordt onderdeel van het permanente dossier, waardoor traceerbaarheid naar individuele poederlots en uithardingscycli vereist is.
Medische apparaatcomponenten specificeren vaak biocompatibele poederformuleringen met een gecontroleerde dikte voor FDA-naleving. Chirurgische instrumenten vereisen een coatingdikte van minder dan 50 micron om de scherpte en tactiele feedback te behouden.
Elektronica behuizingen hebben een nauwkeurige diktecontrole nodig rond koelopeningen en connectoropeningen. Overmatige coatingopbouw kan de luchtstroom beperken of een goede verbinding voorkomen, terwijl onvoldoende dekking de effectiviteit van EMI-afscherming in gevaar brengt.
Problemen oplossen met veelvoorkomende dikteproblemen
Sinaasappelhuidtextuur duidt op een overmatige coatingdikte of onjuiste uithardingsomstandigheden. Het verlagen van de poederstroomsnelheid met 10-20% of het verhogen van de uithardingstemperatuur met 10-15°C lost doorgaans problemen met de oppervlaktekwaliteit op met behoud van een adequate bescherming.
Dunne plekken rond randen en hoeken zijn het gevolg van overmatige aarding van het onderdeel of onvoldoende poederlading. Het aanpassen van de elektrostatische spanning van 60-90 kV verbetert vaak de dekkingsuniformiteit zonder de algehele dikte significant te beïnvloeden.
Coatinglopers en -zakkers treden op wanneer de filmdikte de kritische limieten overschrijdt vóór gelering. De meeste poederformuleringen beginnen te vloeien bij 80-120 micron, waardoor temperatuurrampcontrole vereist is om defecten op verticale oppervlakken te voorkomen.
Delaminatie tussen coating en substraat duidt op verontreiniging of onvoldoende oppervlaktevoorbereiding. Reiniging met oplosmiddelen, gevolgd door mechanische slijtage, herstelt doorgaans de juiste hechting en coatingintegriteit.
Veelgestelde vragen
Hoeveel moet ik de gatdiameters verkleinen om rekening te houden met de poedercoatingsdikte?
Verklein de gatdiameters met tweemaal de verwachte coatingdikte. Voor een coating van 75 micron vergroot u de boormaat met 0,15 mm. Een afgewerkt gat van 10,0 mm vereist een geboorde diameter van 10,15 mm vóór het coaten om de juiste uiteindelijke afmetingen te bereiken.
Kan de poedercoatingsdikte consistent worden geregeld tot ±10 micron?
Ja, met de juiste kalibratie van de apparatuur en procescontrole. Elektrostatische schijfapplicators in combinatie met geautomatiseerde poederstroomregeling kunnen een consistentie van ±10-15 micron op vlakke oppervlakken handhaven, hoewel complexe geometrieën een variatie van ±20-25 micron kunnen vertonen.
Moeten schroefdraadgaten vóór of na het poedercoaten worden getapt?
Schroefdraadsnijden moet plaatsvinden na het coaten voor kritische toepassingen. Maskeer schroefdraad tijdens het coaten of gebruik gespecialiseerde uithardingsformuleringen bij lage temperatuur die de tapgereedschappen niet beschadigen. Schroefdraad vóór het coaten vereist oversized tapboren en riskeert schroefdraadbeschadiging tijdens het verwijderen van de coating.
Welke tolerantieklasse moet ik specificeren voor gepoedercoate plaatwerkonderdelen?
Gebruik IT12- of IT13-tolerantieklassen voor niet-kritische afmetingen op gecoate onderdelen en verhoog dit tot IT9 of IT10 voor functionele oppervlakken met nabewerking na het coaten. Standaard ISO 2768-m algemene toleranties zijn onvoldoende voor precisieassemblages met gepoedercoate componenten.
Hoe beïnvloedt de coatingdikte het onderdeelgewicht en de balans?
Coating voegt ongeveer 0,1-0,4 g per vierkante meter per micron dikte toe. Een onderdeel van 1000 cm² met een coating van 100 micron wint 1-4 gram, wat mogelijk de dynamische balans in roterende componenten of precisiemechanismen beïnvloedt.
Kan ik verschillende coatingdiktes specificeren op hetzelfde onderdeel?
Selectief maskeren maakt diktevariatie mogelijk, maar verhoogt de kosten met €2-5 per gemaskeerd kenmerk. U kunt ook nabewerking na het coaten specificeren voor kritische afmetingen, terwijl u standaard dikte accepteert op niet-functionele oppervlakken.
Wat gebeurt er met de coatingdikte bij lasnaden en door warmte beïnvloede zones?
Lasgebieden ontvangen doorgaans 80-120% van de nominale dikte als gevolg van oppervlakteruwheid en geometrische effecten. Door warmte beïnvloede zones kunnen een verminderde hechting vertonen, waardoor mechanische oppervlaktevoorbereiding vóór het coaten vereist is voor consistente resultaten.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece