Minimale Buigradii: Scheuren Vermijden in Aluminium 5052 vs. 6061
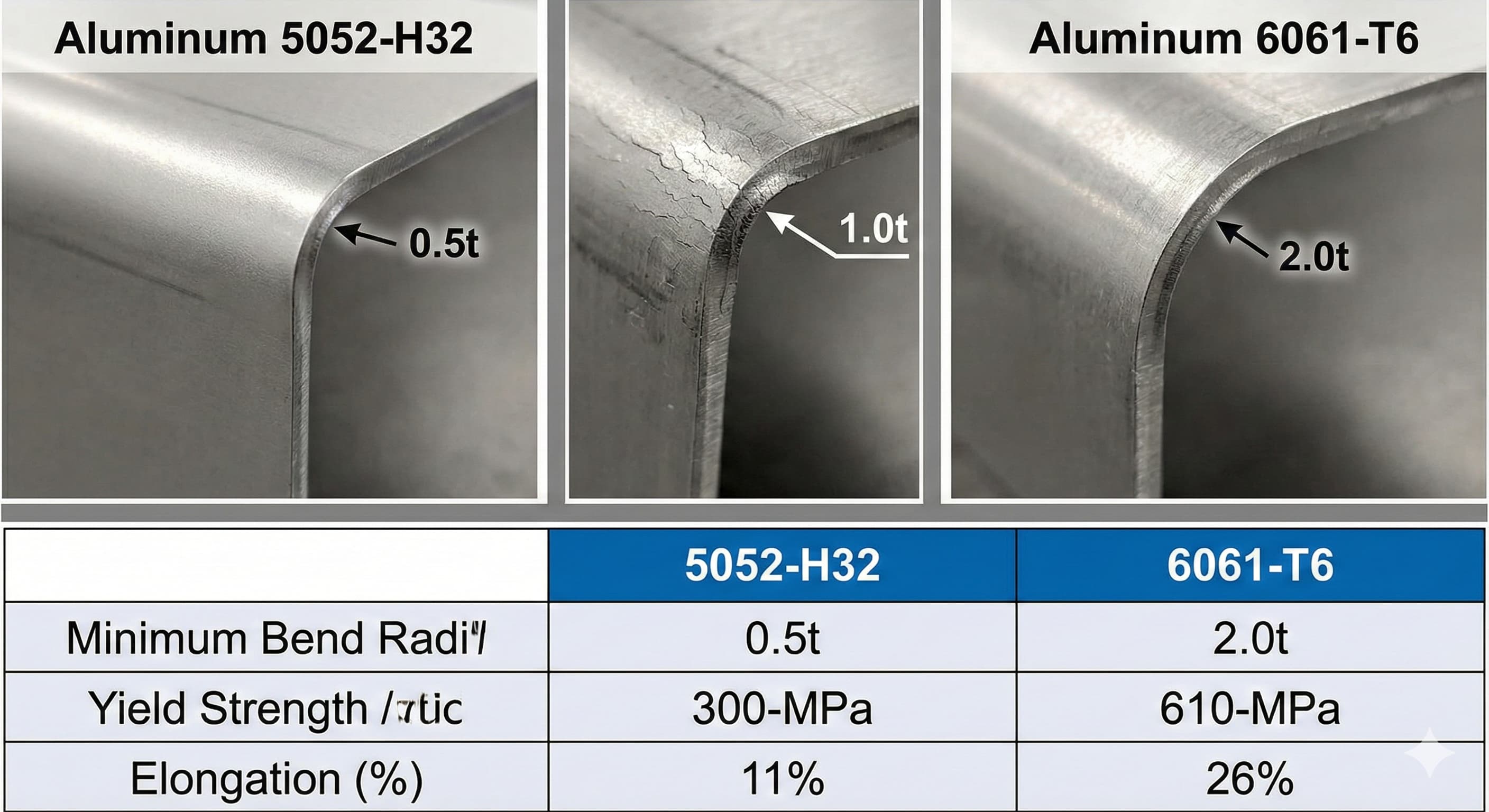
Aluminium buigfouten kosten Europese fabrikanten jaarlijks miljoenen, waarbij 5052- en 6061-legeringen meer dan 70% van de plaatwerktoepassingen vertegenwoordigen. Het cruciale verschil ligt in de minimale buigradiusvereisten: 5052-H32 verdraagt buigen tot 0,5t (materiaaldikte), terwijl 6061-T6 minimaal 2,0t vereist om micro-scheuren te voorkomen.
- Impact van materiaalkeuze:Al 5052-H32 biedt superieure vervormbaarheid met buigradii zo strak als 0,5t, terwijl Al 6061-T6 een minimumradius van 2,0t vereist om spanningsbreuken te voorkomen
- Temperatuurtoestand cruciaal:Gegloeide omstandigheden (O-temperatuur) verminderen de minimale buigradius met 40-60% in vergelijking met koudverstevigde of precipitatiegeharde toestanden
- Graanrichting belangrijk:Buigen evenwijdig aan de walrichting verhoogt de minimale buigradius met 25-30% als gevolg van de uitlijning van de graanstructuur
- Kosten-kwaliteit balans:De juiste specificatie van de buigradius voorkomt 95% van de scheurvormingsfouten, terwijl de maatnauwkeurigheid binnen ±0,1 mm blijft
Inzicht in de basisprincipes van aluminiumlegeringen voor buigtoepassingen
Het fundamentele verschil tussen aluminium 5052 en 6061 ligt in hun metallurgische samenstelling en verstevigingsmechanismen. Al 5052 behoort tot de 5xxx-serie, verstevigd door toevoegingen van magnesium (2,2-2,8%) en koudversteviging. Dit creëert een vlakgecentreerde kubische kristalstructuur die zelfs na koudbewerking een uitstekende ductiliteit behoudt.
Al 6061 vertegenwoordigt de 6xxx-serie, waarbij magnesium (0,8-1,2%) en silicium (0,4-0,8%) worden gebruikt voor precipitatieharding door middel van warmtebehandeling. De T6-temperatuur bereikt de pieksterkte door gecontroleerde veroudering, maar offert vervormbaarheid op. Deze afweging heeft een directe invloed op de minimale buigradiusvereisten.
Bij het specificeren van materialen voor plaatwerkfabricagediensten, voorkomt het begrijpen van deze metallurgische verschillen kostbare herontwerpen. De koudverstevigingscoëfficiënt (n-waarde) voor 5052-H32 varieert typisch van 0,20-0,25, terwijl 6061-T6 slechts 0,05-0,08 meet, wat wijst op een aanzienlijk verminderde rekverstevigingscapaciteit.
| Eigenschap | Al 5052-H32 | Al 6061-T6 | Impact op buigen |
|---|---|---|---|
| Vloeigrens (MPa) | 193-228 | 276-310 | Hogere sterkte = grotere buigradius |
| Rek (%) | 12-18 | 8-12 | Lagere ductiliteit = risico op scheuren |
| Werkverhardingsexponent | 0.20-0.25 | 0.05-0.08 | Lage n-waarde = slechte vervormbaarheid |
| Minimale buigradius | 0.5t-1.0t | 2.0t-3.0t | Cruciaal voor het voorkomen van scheuren |
Minimale buigradiusberekeningen en -normen
Het berekenen van de minimale buigradius vereist inzicht in de relatie tussen materiaaleigenschappen, plaatdikte en spanningsverdeling. De basisformule houdt rekening met treksterkte, rek en een veiligheidsfactor die specifiek is voor elk legeringssysteem.
Voor Al 5052-H32 volgt de berekening van de minimale buigradius: R_min = t × (UTS/2σ_y - 1), waarbij UTS de ultieme treksterkte vertegenwoordigt en σ_y de vloeigrens aangeeft. Dit levert typisch 0,5t tot 1,0t op voor de meeste plaatdiktes van 0,5 mm tot 6,0 mm.
Al 6061-T6 vereist een aangepaste aanpak vanwege de precipitatiegeharde structuur: R_min = t × [(UTS/1.5σ_y) + K], waarbij K een materiaalconstante (1,5-2,0) vertegenwoordigt die rekening houdt met verminderde ductiliteit. Deze berekening verklaart waarom 6061-T6 een minimale buigradius van 2,0t tot 3,0t vereist.
ISO 2768-2 biedt algemene toleranties voor gebogen plaatwerkonderdelen, maar het specificeren van de minimale buigradius vereist verwijzing naar ISO 12004-2 voor principes van koudgevormde staalproducten, aangepast voor aluminiumtoepassingen. De Europese norm EN 485-2 behandelt specifiek aluminiumplaattoleranties en vormvereisten.
Dikte-afhankelijke buigradiusvereisten
De materiaaldikte heeft een directe invloed op de minimale buigradius door spanningsconcentratie-effecten. Dikkere materialen ervaren hogere spanningsgradiënten over de buigzone, waardoor proportioneel grotere radii nodig zijn om de belastingen effectief te verdelen.
| Dikte (mm) | Al 5052-H32 Min Radius | Al 6061-T6 Min Radius | Aanbevolen gereedschap |
|---|---|---|---|
| 0.5-1.0 | 0.5-1.0 mm | 1.0-3.0 mm | Scherpe stempel, 1-2 mm matrijsradius |
| 1.0-2.0 | 0.8-2.0 mm | 2.0-6.0 mm | 2-3 mm stempelradius |
| 2.0-4.0 | 1.5-4.0 mm | 4.0-12.0 mm | 4-6 mm gereedschapsradius |
| 4.0-6.0 | 2.5-6.0 mm | 8.0-18.0 mm | 8-12 mm vormradius |
Voor zeer nauwkeurige resultaten, Dien uw project in voor een offerte binnen 24 uur van Microns Hub.
Effecten van graanrichting op buigprestaties
De walrichting heeft een aanzienlijke invloed op de buigradiusvereisten en de neiging tot scheurvorming. Aluminiumplaten vertonen directionele eigenschappen als gevolg van graanverlenging tijdens walprocessen, waardoor anisotroop gedrag ontstaat dat de vervormbaarheid beïnvloedt.
Buigen evenwijdig aan de walrichting (met de graanrichting) vereist doorgaans een 25-30% grotere minimale buigradius in vergelijking met loodrecht buigen. Dit komt doordat langwerpige korrels preferentiële scheurvoortplantingspaden creëren langs korrelgrenzen wanneer ze evenwijdig aan hun lengte worden belast.
Voor Al 5052-H32 bereikt buigen loodrecht op de walrichting betrouwbaar een radius van 0,5t, terwijl evenwijdig buigen minimaal 0,8t vereist. Al 6061-T6 vertoont meer uitgesproken directionele effecten: loodrecht buigen maakt een radius van 2,0t mogelijk, terwijl een evenwijdige oriëntatie minimaal 2,5-3,0t vereist.
Materiaalcertificaten moeten de walrichting specificeren, doorgaans gemarkeerd met pijlen of graanstroomindicatoren. Bij het ontwerpen van onderdelen die strakke buigradii vereisen, oriënteert u de buigingen waar mogelijk loodrecht op de walrichting. Deze overweging integreert van nature in het planningsproces van onze fabricagediensten.
Impact van metallurgische structuur
De onderliggende kristalstructuur verklaart de directionele gedragsverschillen tussen legeringen. De koudverstevigde structuur van Al 5052 bevat relatief uniforme dislocatienetwerken die vervorming consistenter over oriëntaties accommoderen.
De neerslagstructuur van Al 6061-T6 creëert gelokaliseerde spanningsconcentraties bij Mg2Si-deeltjes. Deze precipitaten lijnen enigszins uit met de walrichting, waardoor anisotrope faalmodi ontstaan. Scanning elektronenmicroscopie onthult dat scheuren beginnen bij precipitaat-matrixinterfaces wanneer de buigradius onder kritische drempels daalt.
Het begrijpen van deze microstructuureffecten maakt optimalisatie van de onderdeeloriëntatie mogelijk tijdens de fabricageplanning. Componentontwerpen moeten vroeg in het ontwikkelingsproces rekening houden met graanrichtingseffecten om fabricagebeperkingen te voorkomen.
Invloed van temperatuurtoestand op minimale buigradius
De temperatuuraanduiding heeft een grote invloed op de buigbaarheid, waarbij gegloeide (O-temperatuur) omstandigheden maximale vervormbaarheid bieden ten koste van de sterkte. De relatie tussen temperen en minimale buigradius volgt voorspelbare patronen op basis van dislocatiedichtheid en precipitaatverdeling.
Al 5052-temperatuurtoestanden variëren van volledig gegloeid (5052-O) tot verschillende koudverstevigde omstandigheden (H32, H34, H36). Elk temperatuurniveau verhoogt de sterkte en vermindert de ductiliteit evenredig. 5052-O bereikt buigradii zo strak als 0,2t, terwijl 5052-H38 (volledig hard) minimaal 1,5t vereist.
Al 6061-temperatuuropties omvatten gegloeid (6061-O), oplossingswarmtebehandeld (6061-T4) en precipitatiegehard (6061-T6). Het dramatische verschil tussen T4- en T6-omstandigheden illustreert verouderingseffecten: T4 staat een buigradius van 0,8-1,2t toe, terwijl T6 minimaal 2,0-3,0t vereist.
| Legering-Temperatuur | Vloeigrens (MPa) | Min. buigradius | Typische toepassingen |
|---|---|---|---|
| 5052-O | 90-110 | 0.2t-0.4t | Dieptrekken, complexe vormen |
| 5052-H32 | 193-228 | 0.5t-1.0t | Algemene fabricage |
| 5052-H38 | 262-290 | 1.2t-1.8t | Structurele toepassingen |
| 6061-O | 55-75 | 0.3t-0.6t | Complexe buigbewerkingen |
| 6061-T4 | 145-186 | 0.8t-1.5t | Behoefte aan matige sterkte |
| 6061-T6 | 276-310 | 2.0t-3.0t | Toepassingen met hoge sterkte |
Praktische buigradiustests en -validatie
Laboratoriumtests leveren definitieve minimale buigradiuswaarden voor specifieke materiaalloten en verwerkingsomstandigheden. De standaard testmethode omvat progressieve radiusreductie totdat scheurvorming optreedt, typisch waargenomen bij 10× vergroting.
Testmonsters moeten het daadwerkelijke productiemateriaal vertegenwoordigen, inclusief dikte, temperatuur en oppervlakteconditie. De monsteroriëntatie ten opzichte van de walrichting moet overeenkomen met de beoogde onderdeelgeometrie. Tests maken doorgaans gebruik van buighoeken van 90 graden met een constante ponsnelheid (5-10 mm/min) om consistente reksnelheden te garanderen.
Visuele inspectiecriteria definiëren falen als oppervlaktescheuren die zichtbaar zijn bij 10× vergroting of meetbare diktereductie van meer dan 10%. Meer stringente toepassingen vereisen mogelijk penetrantonderzoek of ultrasoon onderzoek om defecten onder het oppervlak te detecteren.
Productievalidatie omvat buigtests op daadwerkelijke onderdelen of representatieve monsters van elke materiaallot. Statistische procescontrolekaarten volgen de minimale buigradiuscapaciteit in de loop van de tijd en identificeren materiaallotvariaties of verwerkingswijzigingen die de vervormbaarheid beïnvloeden.
Kwaliteitscontrole- en inspectiemethoden
Effectieve kwaliteitscontrole combineert pre-buigmateriaalverificatie met post-buiginspectieprotocollen. Inkomende materiaalinspectie moet de temperatuuraanduiding, oppervlaktekwaliteit en dikte-uniformiteit binnen de gespecificeerde toleranties verifiëren.
Post-buiginspectie omvat visueel onderzoek, dimensionale verificatie en beoordeling van de structurele integriteit. Kritieke toepassingen vereisen mogelijk niet-destructief onderzoek, zoals vloeistofpenetrantonderzoek of magnetisch deeltjesonderzoek, aangepast voor aluminiumtoepassingen.
Bij het werken met precisie-eisen wordt de juiste specificatie van de randconditie cruciaal voor zowel veiligheid als prestaties. Gebogen randen vereisen zorgvuldige aandacht om spanningsconcentraties te voorkomen die vermoeiingsfouten kunnen veroorzaken.
Documentatie moet materiaalcertificaten, testresultaten en inspectiebevindingen registreren voor traceerbaarheid. Dit wordt vooral belangrijk voor lucht- en ruimtevaart- of medische toepassingen die volledige materiaalgenealogie vereisen.
Overwegingen bij het ontwerpen van gereedschap voor het voorkomen van scheuren
Het juiste ontwerp van gereedschap vertegenwoordigt de primaire controlemethode voor het bereiken van de minimale buigradius zonder scheuren. De geometrie van de pons en matrijs heeft een directe invloed op de spanningsverdeling in de buigzone, waardoor de selectie van gereedschap cruciaal is voor succes.
De ponsneusradius moet overeenkomen met of iets groter zijn dan de beoogde buigradius van het onderdeel. Scherpe ponsen concentreren de spanning overmatig, terwijl te grote ponsradii veerkrachtproblemen veroorzaken. De optimale ponsradius is typisch gelijk aan 1,0-1,2× de gewenste onderdeelradius voor aluminiumtoepassingen.
De matrijsopeningsbreedte beïnvloedt de materiaalstroom en spanningspatronen aanzienlijk. Smalle matrijsopeningen beperken de materiaalbeweging, waardoor de trekspanning op de buitenste vezel toeneemt. De algemene regel specificeert matrijsopeningsbreedte = 8-12× materiaaldikte voor aluminium, afhankelijk van de buigradius en materiaaleigenschappen.
De matrijs schouderradius voorkomt spanningsconcentratie op contactpunten en maakt gecontroleerde materiaalstroom mogelijk. Scherpe matrijs schouders creëren drukpunten die oppervlakte defecten kunnen veroorzaken. De aanbevolen matrijs schouderradius varieert van 1-2× materiaaldikte voor de meeste aluminium buigtoepassingen.
| Gereedschapsparameter | Al 5052-H32 | Al 6061-T6 | Functie |
|---|---|---|---|
| Stempelradius | 0.5t-1.2t | 2.0t-3.5t | Vormt buigradius |
| Matrijsopening | 8t-10t | 10t-12t | Regelt materiaalstroom |
| Matrijs schouderradius | 1t-2t | 2t-3t | Vermindert spanningsconcentratie |
| Stempel-matrijs speling | 1.1t-1.2t | 1.2t-1.3t | Voorkomt vastlopen/vreten |
Kostenanalyse: materiaalkeuze versus ontwerpcomplexiteit
Economische optimalisatie vereist het afwegen van materiaalkosten tegen fabricagecomplexiteit en faalrisico's. Al 5052-H32 kost doorgaans €2,80-3,20 per kg, terwijl Al 6061-T6 varieert van €3,50-4,10 per kg op de Europese markten, wat verschillende verwerkingsvereisten weerspiegelt.
De totale kosten omvatten echter factoren van vormcomplexiteit. Onderdelen die strakke buigradii vereisen, kunnen gegloeid materiaal vereisen met daaropvolgende warmtebehandeling, wat €150-250 per verwerkingslot toevoegt. Alternatieve benaderingen omvatten ontwerpaanpassingen om standaard temperatuurbuigcapaciteiten te accommoderen.
Faalkosten hebben een aanzienlijke invloed op de totale projecteconomie. Gescheurde onderdelen vereisen herwerking of schrapping, waarbij vervangingskosten inclusief materiaal, arbeid en schemavertragingen. Preventie door de juiste specificatie van de buigradius kost doorgaans 5-10% van de totale onderdeelkosten, terwijl 95% van de buiggerelateerde fouten wordt geëlimineerd.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die superieure kwaliteitscontrole en concurrerende prijzen garanderen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke servicebenadering betekent dat elk project de metallurgische analyse en gereedschapsoptimalisatie krijgt die het verdient voor scheurvrije resultaten.
Return on Investment voor het juiste ontwerp
Investeren in de juiste buigradiusanalyse biedt meetbare rendementen door verminderde uitvalpercentages, verbeterde cyclustijden en verbeterde onderdeelbetrouwbaarheid. Fabricagebedrijven zien doorgaans 15-25% kostenbesparingen wanneer buigfouten worden geëlimineerd door het juiste ontwerp.
Documentatie en standaardisatie van minimale buigradiusvereisten creëren herbruikbare kennis die toekomstige projecten ten goede komt. Engineeringteams kunnen verwijzen naar gevalideerde buigradiusgegevens in plaats van dure trial-and-error ontwikkelingscycli uit te voeren.
Voordelen op lange termijn zijn onder meer verbeterde leveranciersrelaties, verminderde garantieclaims en verbeterde productbetrouwbaarheid. Deze factoren dragen bij aan concurrentievoordelen die verder gaan dan onmiddellijke kostenbesparingen.
Geavanceerde toepassingen en speciale overwegingen
Complexe geometrieën vereisen geavanceerde analyses die verder gaan dan basisberekeningen van de minimale buigradius. Multi-buigsequenties, variërende materiaaldiktes en samengestelde curven creëren spanningsinteracties die de neiging tot scheurvorming beïnvloeden.
Sequentiële buigbewerkingen kunnen het materiaal lokaal koudverstevigen, waardoor de vervormbaarheid voor daaropvolgende buigingen wordt verminderd. Dit effect is bijzonder uitgesproken in Al 5052, waar elke vormbewerking de lokale vloeigrens met 15-25% verhoogt. Het plannen van buigsequenties vereist overweging van cumulatieve rekverstevigingseffecten.
Samengestelde curven omvatten gelijktijdig buigen in meerdere vlakken, waardoor complexe spanningstoestanden ontstaan die niet worden vastgelegd door eenvoudige buigradiusberekeningen. Eindige-elementenanalyse wordt noodzakelijk voor nauwkeurige voorspelling van vormgrenzen in dergelijke toepassingen.
Temperatureffecten wijzigen de materiaaleigenschappen aanzienlijk. Warm vormen (150-200°C) kan de minimale buigradius met 30-50% verminderen voor beide legeringen, maar vereist gespecialiseerde apparatuur en procescontrole. Cryogeen vormen vindt af en toe toepassing voor specifieke eisen aan hoge sterkte.
Integratie met andere processen, zoals lassen of machinaal bewerken, creëert aanvullende overwegingen. Door warmte beïnvloede zones van het lassen veranderen de lokale materiaaleigenschappen, waardoor de buigprestaties in de buurt van lasnaden mogelijk worden beïnvloed. Bewerkte kenmerken kunnen spanningsconcentraties creëren die de neiging tot scheurvorming beïnvloeden.
Veelgestelde vragen
Wat is de absolute minimale buigradius voor aluminium 5052-H32 zonder scheuren?
Aluminium 5052-H32 kan buigradii zo strak als 0,5t (de helft van de materiaaldikte) bereiken bij het buigen loodrecht op de walrichting met het juiste gereedschap. Voor buigen evenwijdig aan de graanrichting, verhoogt u de minimale radius tot 0,8t. Deze waarden gaan uit van standaard vormsnelheden, kamertemperatuur en een goed matrijsontwerp met voldoende spelingen.
Waarom vereist aluminium 6061-T6 zulke grote buigradii in vergelijking met 5052?
De precipitatiegeharde structuur van Al 6061-T6 bevat Mg2Si-deeltjes die gelokaliseerde spanningsconcentraties creëren en de algehele ductiliteit verminderen. De T6-temperatuur bereikt een hoge sterkte door gecontroleerde veroudering, maar dit proces vermindert de koudverstevigingscoëfficiënt aanzienlijk van 0,20+ (in 5052) tot slechts 0,05-0,08, waardoor een minimale buigradius van 2,0-3,0t vereist is om micro-scheuren te voorkomen.
Kan ik de minimale buigradius verminderen door de temperatuurtoestand te wijzigen?
Ja, aanzienlijk. Veranderen van 6061-T6 naar 6061-T4 vermindert de minimale buigradius van 2,0-3,0t naar 0,8-1,5t. Voor 5052 staat de gegloeide toestand (5052-O) een radius van 0,2-0,4t toe in vergelijking met 0,5-1,0t voor H32-temperatuur. De sterkte-eigenschappen nemen echter evenredig af met de verbeterde vervormbaarheid.
Hoe beïnvloedt de walrichting de buigradiusvereisten?
Buigen evenwijdig aan de walrichting verhoogt de minimale buigradius doorgaans met 25-30% als gevolg van graanverlengingseffecten. Voor kritieke toepassingen oriënteert u de buigingen waar mogelijk loodrecht op de walrichting. Materiaalcertificaten moeten de walrichting aangeven met directionele pijlen of graanstroommarkeringen.
Welke gereedschapsaanpassingen helpen om strakkere buigradii te bereiken?
Optimaliseer de ponsneusradius om overeen te komen met de gewenste onderdeelradius (1,0-1,2× doelradius), gebruik de juiste matrijsopeningsbreedte (8-12× dikte) en zorg voor een voldoende matrijs schouderradius (1-3× dikte). De juiste pons-matrijsspeling (1,1-1,3× dikte) voorkomt vreten en maakt gecontroleerde materiaalstroom mogelijk tijdens het vormen.
Hoe kan ik de minimale buigradius voor mijn specifieke materiaallot testen?
Voer progressieve buigtests uit met representatieve monsters met dezelfde dikte, temperatuur en oriëntatie als productieonderdelen. Verminder de buigradius stapsgewijs totdat oppervlaktescheuren verschijnen bij 10× vergroting. Test zowel evenwijdige als loodrechte oriëntaties op de walrichting voor volledige karakterisering.
Welke inspectiemethoden detecteren buiggerelateerde defecten het meest effectief?
Visuele inspectie bij 10× vergroting legt de meeste oppervlakte defecten vast. Gebruik voor kritieke toepassingen vloeistofpenetrantonderzoek om scheuren onder het oppervlak te onthullen. Ultrasoon onderzoek kan interne defecten detecteren, terwijl dimensionale inspectie de nauwkeurigheid van de buigradius binnen de gespecificeerde toleranties verifieert. Stel statistische procescontrole in voor continue kwaliteitsbewaking.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece