Undercuts in CNC-bewerking: T-gleuffrezen versus 5-assige strategieën
Het bewerken van undercuts is een van de meest uitdagende geometrie problemen in de precisieproductie. Deze kenmerken - gedefinieerd als oppervlakken die niet toegankelijk zijn voor een snijgereedschap dat langs een enkele as beweegt - vereisen gespecialiseerde strategieën die een directe invloed hebben op cyclustijden, gereedschapskosten en de algehele projecthaalbaarheid.
Belangrijkste punten:
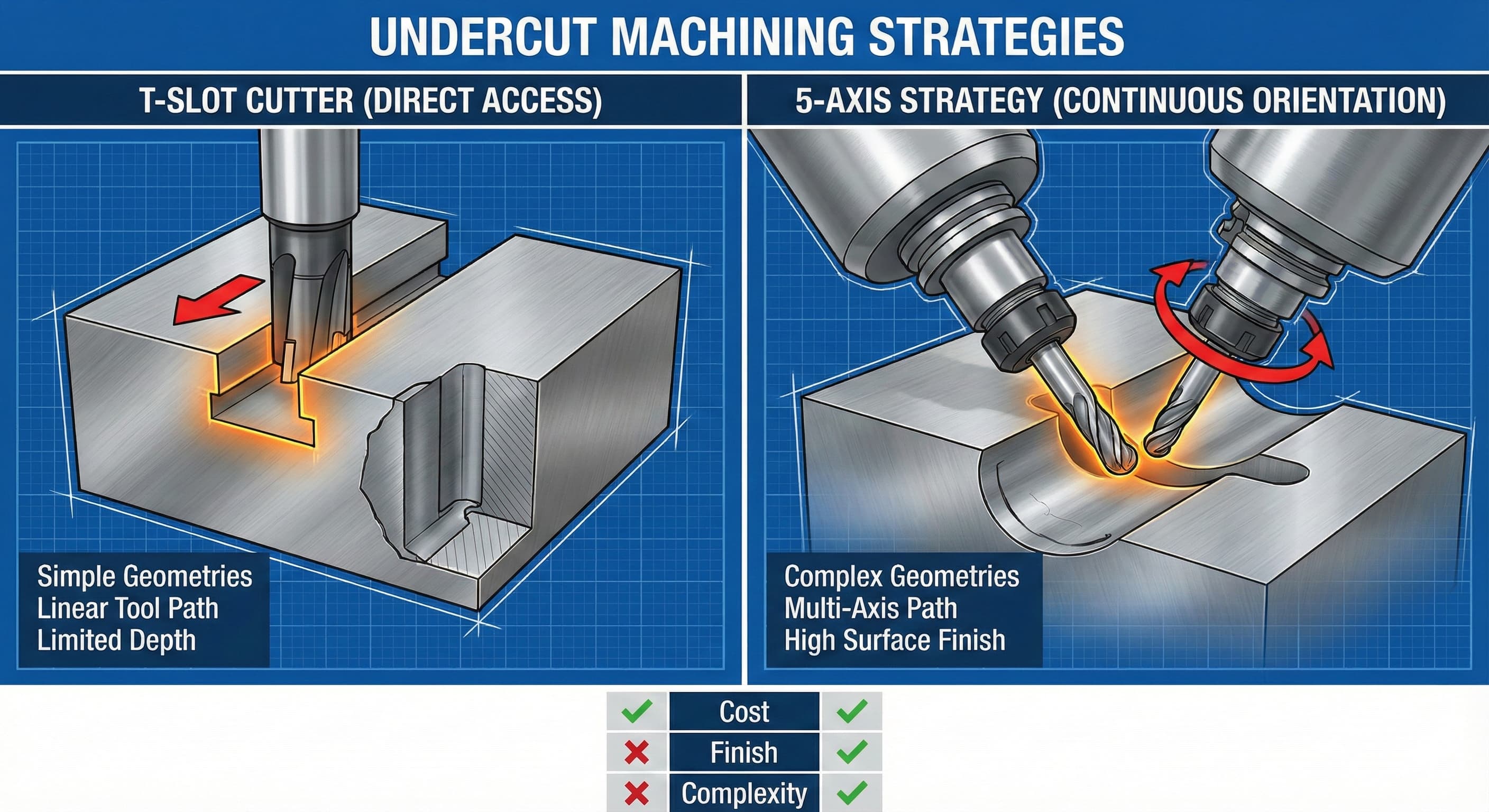
- T-gleuffrezen zijn uitstekend voor eenvoudige undercuts, maar zijn beperkt tot specifieke geometrieën en diepten tot 15-20 mm
- 5-assige simultaanbewerking maakt complexe undercutprofielen mogelijk met een superieure oppervlakteafwerking (Ra 0,8-1,6 μm)
- Hybride benaderingen die beide methoden combineren, kunnen de cyclustijden met 25-40% verkorten voor complexe componenten
- Materiaalkeuze en werkstukstijfheid bepalen de optimale undercut-bewerkingsstrategie
Inzicht in geometrieclassificaties van Undercuts
Undercuts in CNC-bewerking vallen in drie hoofdcategorieën: eenvoudige lineaire undercuts, complexe gebogen undercuts en samengestelde multi-directionele undercuts. Elke classificatie vereist verschillende gereedschapsbenaderingen en machinecapaciteiten.
Eenvoudige lineaire undercuts, zoals T-gleuven en zwaluwstaartprofielen, hebben een rechte geometrie die toegankelijk is via gespecialiseerde vingerfrezen. Deze variëren doorgaans van 2-25 mm in diepte met wandhoeken tussen 45-90 graden. De ISO 2768-m-norm is van toepassing op algemene toleranties, terwijl specifieke kenmerken mogelijk strengere controles vereisen tot ±0,05 mm.
Complexe gebogen undercuts omvatten bolvormige holtes, gebeeldhouwde oppervlakken onder overhangen en organische vormen die voorkomen in ruimtevaartcomponenten. Deze geometrieën kunnen niet worden bewerkt met conventionele 3-assige strategieën en vereisen continue multi-assige gereedschapspaden om een goede spaanafvoer en oppervlaktekwaliteit te behouden.
Samengestelde undercuts combineren meerdere richtingen en hebben vaak variërende diepten binnen één enkel kenmerk. Medische implantaten, turbinebladen en spuitgietmatrijzen bevatten vaak deze uitdagende geometrieën die de grenzen van zowel gereedschap als machinecapaciteit verleggen.
T-gleuffrezen: gespecialiseerd gereedschap voor directe toegang
T-gleuffrezen vertegenwoordigen de meest directe benadering voor het bewerken van lineaire undercuts. Deze gereedschappen hebben een smalle schacht met een vergrote snijkop, waardoor toegang mogelijk is tot krappe ruimtes terwijl materiaal wordt verwijderd in gebieden die onbereikbaar zijn voor conventionele vingerfrezen.
Standaard T-gleuffrezen variëren van 6-50 mm in kopdiameter, met schachtdiameters die doorgaans 30-50% van de kopgrootte zijn om de nodige stijfheid te bieden. Carbide kwaliteiten zoals K20-K30 bieden optimale slijtvastheid voor stalen componenten, terwijl PCD-getipte gereedschappen uitblinken in aluminiumlegeringen zoals 6061-T6 en 7075-T6.
Snijparameters voor T-gleufbewerkingen vereisen een zorgvuldige afweging van gereedschapdoorbuiging en trillingen. Aanbevolen snijsnelheden variëren van 80-150 m/min voor staal (afhankelijk van de hardheid), met voedingssnelheden tussen 0,1-0,3 mm per tand. De verlengde gereedschapsgeometrie beperkt de snedediepte tot 0,5-2,0 mm per doorgang, wat de cyclustijden voor diepe undercuts aanzienlijk beïnvloedt.
| Gereedschapstype | Max. diepte (mm) | Oppervlaktesnelheid (m/min) | Voedingssnelheid (mm/tand) | Typische kosten (€) |
|---|---|---|---|---|
| HSS T-gleuf frees | 15 | 60-80 | 0.05-0.15 | 45-85 |
| Carbide T-gleuf frees | 25 | 120-180 | 0.15-0.25 | 120-220 |
| PCD T-gleuf frees | 20 | 200-400 | 0.2-0.4 | 350-650 |
Overwegingen met betrekking tot de levensduur van het gereedschap worden cruciaal vanwege de uitkragende snijgeometrie. Correcte werkstukopspanning en trillingsdempingssystemen zijn essentieel om voortijdige gereedschapsuitval te voorkomen en de maatnauwkeurigheid gedurende de hele productierun te behouden.
5-assige simultaanbewerkingsstrategieën
Vijf-assige simultaanbewerking transformeert de toegankelijkheid van undercuts door continue gereedschapsoriëntatieveranderingen mogelijk te maken gedurende het snijpad. Deze mogelijkheid stelt conventionele vingerfrezen in staat om toegang te krijgen tot complexe geometrieën met behoud van optimale snijomstandigheden en superieure oppervlakteafwerkingen.
Het fundamentele voordeel ligt in de manipulatie van de gereedschapsas. Door het werkstuk of de spil te kantelen en te roteren, behouden snijgereedschappen een loodrechte aangrijping met complexe oppervlakken, waardoor de geometrische beperkingen die inherent zijn aan T-gleuffreesbenaderingen worden geëlimineerd. Dit resulteert in een verbeterde spaanafvoer, verminderde snijkrachten en een verbeterde oppervlaktekwaliteit.
Het programmeren van 5-assige undercutstrategieën vereist geavanceerde CAM-software die in staat is tot botsingsdetectie en gereedschapspadoptimalisatie. Voorloop- en naloophoeken moeten zorgvuldig worden gecontroleerd om gutsen te voorkomen en tegelijkertijd een volledige materiaalverwijdering te garanderen. Typische voorloophoeken variëren van 2-5 graden, waarbij naloophoeken worden aangepast op basis van materiaaleigenschappen en de gewenste oppervlakteafwerking.
Machinekinematica speelt een cruciale rol bij de strategiekeuze. Tafel-tafelconfiguraties (A- en C-assen op de tafel) zijn uitstekend geschikt voor zware werkstukken, maar hebben mogelijk beperkte gereedschapstoegangshoeken. Kop-kopconfiguraties (B- en C-assen op de spil) bieden superieure toegankelijkheid, maar zijn doorgaans beperkt tot lichtere componenten vanwege de beperkingen van de spillading.
Voor uiterst precieze resultaten, Dien uw project in voor een 24-uurs offerte van Microns Hub.
Voedingssnelheidoptimalisatie bij 5-assige undercutbewerking vereist dynamische aanpassing op basis van onmiddellijke gereedschapsaangrijping. Moderne CNC-controllers gebruiken geavanceerde algoritmen om consistente spaandiktes te behouden en tegelijkertijd plotselinge versnellingsveranderingen te voorkomen die de oppervlakteafwerking of maatnauwkeurigheid in gevaar kunnen brengen.
Vergelijkende analyse: prestatie- en kostenfactoren
Het kiezen tussen T-gleuffrezen en 5-assige strategieën vereist een uitgebreide analyse van de onderdeelgeometrie, het productievolume en de kostenbeperkingen. Elke benadering biedt duidelijke voordelen, afhankelijk van specifieke toepassingsvereisten.
| Factor | T-gleuf frezen | 5-Assig simultaan | Impact op selectie |
|---|---|---|---|
| Insteltijd | 15-30 minuten | 45-90 minuten | Hoge volumes zijn gunstig voor T-gleuf |
| Programmeercomplexiteit | Laag | Hoog | Vaardigheidseisen verschillen aanzienlijk |
| Oppervlakteafwerking (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Cruciaal voor zichtbare oppervlakken |
| Gereedschapskosten per kenmerk | €2-8 | €0.50-3 | Afhankelijk van volume en complexiteit |
| Cyclustijd (eenvoudige ondersnijding) | 100% | 150-200% | T-gleuf voordeel voor basisgeometrie |
Materiaaloverwegingen beïnvloeden de strategiekeuze aanzienlijk. Koudverstevigende legeringen zoals Inconel 718 profiteren van de continue snijwerking die mogelijk is met 5-assige benaderingen, terwijl aluminiumlegeringen mogelijk acceptabele resultaten behalen met beide methoden. De verbeterde spaanafvoereigenschappen van 5-assige bewerking worden bijzonder waardevol bij het werken met materialen die gevoelig zijn voor koudversteviging of die lange, draderige spanen genereren.
Geometrische complexiteit dient als de belangrijkste beslissingsfactor. Eenvoudige T-gleuven, zwaluwstaarten en lineaire undercuts met diepten onder 15 mm geven doorgaans de voorkeur aan gespecialiseerde frezen. Complexe gebogen undercuts, kenmerken met variabele diepte of undercuts die meerdere oriëntaties vereisen, vereisen 5-assige mogelijkheden.
Houd bij het evalueren van uitgebreide productieoplossingen rekening met de manier waarop undercutbewerking integreert met andere processen. Componenten die zowel precisie CNC-kenmerken als gevormde elementen vereisen, kunnen profiteren van onze plaatwerkfabricagediensten voor hybride productiebenaderingen.
Geavanceerde hybride strategieën
Geavanceerde productieomgevingen maken vaak gebruik van hybride benaderingen die T-gleuffrezen en 5-assige strategieën combineren binnen enkele bewerkingsprogramma's. Deze methodologie optimaliseert de cyclustijden met behoud van kwaliteitsnormen voor diverse functievereisten.
Ruwe undercutverwijdering maakt vaak gebruik van 5-assige strategieën met standaard vingerfrezen om bulk materiaal efficiënt te verwijderen. De superieure spaanafvoer en verminderde gereedschapsspanning maken agressieve materiaalverwijderingssnelheden van 15-25 cm³/min in aluminiumlegeringen mogelijk. De uiteindelijke profilering maakt vervolgens gebruik van gespecialiseerde T-gleuffrezen om een nauwkeurige maatnauwkeurigheid en een verbeterde oppervlakteafwerking op kritieke oppervlakken te bereiken.
Sequentiële gereedschapswisselingen binnen hybride programma's vereisen een zorgvuldige afweging van werkstukreferentiesystemen en gereedschapslengtecompensatie. Het handhaven van consistente coördinatensystemen wordt cruciaal bij het afwisselen tussen verschillende gereedschapsgeometrieën en snijstrategieën. Correcte installatie- en verificatieprocedures voorkomen kostbaar schrappen van gedeeltelijk voltooide componenten.
Geavanceerde CAM-systemen bieden nu geïntegreerde hybride programmeermogelijkheden die automatisch de gereedschapsselectie en snijstrategieën optimaliseren op basis van geometrieanalyse van kenmerken. Deze systemen evalueren factoren zoals materiaalverwijderingssnelheden, gereedschapstoegangshoeken en vereisten voor oppervlakteafwerking om geoptimaliseerde bewerkingssequenties te genereren.
Temperatuurbeheer wordt steeds belangrijker in hybride strategieën vanwege de variërende snijbelastingen en verlengde cyclustijden. Vloedkoelsystemen met stroomsnelheden van 15-25 liter per minuut helpen consistente temperaturen te handhaven en zorgen tegelijkertijd voor een adequate spaanafvoer voor beide snijmethoden.
Materiaalspecifieke overwegingen
Verschillende materialen reageren op unieke wijze op T-gleuf versus 5-assige undercutbewerkingsstrategieën, waardoor op maat gemaakte benaderingen nodig zijn voor optimale resultaten. Inzicht in dit materiaalspecifieke gedrag maakt een weloverwogen strategiekeuze en parameteroptimalisatie mogelijk.
Aluminiumlegeringen, met name 6061-T6 en 7075-T6, kunnen gemakkelijk met beide benaderingen worden bewerkt, maar vertonen verschillend gedrag. T-gleuffrezen in aluminium kunnen hoge materiaalverwijderingssnelheden bereiken vanwege uitstekende warmteafvoereigenschappen, terwijl 5-assige strategieën profiteren van het vermogen van het materiaal om korte, gemakkelijk af te voeren spanen te produceren. PCD-getipte gereedschappen blinken uit in aluminiumtoepassingen en bieden een verbetering van de levensduur van het gereedschap van 300-500% in vergelijking met carbide alternatieven.
| Materiaalsoort | Voorkeursstrategie | Typische levensduur gereedschap | Oppervlaktesnelheid (m/min) | Speciale overwegingen |
|---|---|---|---|---|
| Al 6061-T6 | Beide/Hybride | 2000-4000 onderdelen | 200-400 | Preventie van opbouwrand |
| Staal 4140 (HRC 30) | 5-Assig voorkeur | 150-300 onderdelen | 120-180 | Beheersing van koudversteviging |
| Roestvrij 316L | 5-Assig vereist | 80-150 onderdelen | 80-120 | Continu snijden essentieel |
| Inconel 718 | Alleen 5-Assig | 25-60 onderdelen | 45-80 | Thermisch beheer cruciaal |
Roestvrijstalen kwaliteiten zoals 316L en 17-4 PH vormen unieke uitdagingen vanwege koudverstevigende eigenschappen. T-gleuffrezen die werken met intermitterende snijwerking kunnen koudversteviging veroorzaken, wat leidt tot snelle gereedschapsslijtage en een slechte oppervlaktekwaliteit. Vijf-assige continue snijstrategieën handhaven een consistente aangrijping, waardoor koudversteviging wordt voorkomen en tegelijkertijd een acceptabele levensduur van het gereedschap en een acceptabele oppervlakteafwerking worden bereikt.
Titaniumlegeringen, waaronder Ti-6Al-4V, vereisen gespecialiseerde benaderingen, ongeacht de snijstrategie. De lage thermische geleidbaarheid en chemische reactiviteit van het materiaal met snijgereedschappen vereisen geoptimaliseerde parameters en mogelijk exotische gereedschapsmaterialen. Raadpleeg voor gedetailleerde titaniumbewerkingsstrategieën onze handleiding over het verminderen van gereedschapsslijtage bij titaniumbewerking voor uitgebreide CAD-optimalisatiebenaderingen.
Overwegingen met betrekking tot opspanning en werkstukopspanning
Succesvolle undercutbewerking vereist robuuste werkstukopspanningssystemen die de stijfheid van het onderdeel kunnen handhaven en tegelijkertijd gereedschapstoegang tot krappe ruimtes bieden. De keuze tussen T-gleuf en 5-assige strategieën beïnvloedt de opspanvereisten en de complexiteit van de installatie aanzienlijk.
T-gleuffreestoepassingen profiteren doorgaans van conventionele bankschroef- of opspanplaatopstellingen, omdat de vereisten voor gereedschapstoegang relatief voorspelbaar blijven. De verlengde gereedschapsgeometrie creëert echter aanzienlijke momentarmen die snijkrachten en trillingen versterken. Werkstukopspanningssystemen moeten voldoende ondersteuning bieden in de buurt van de snijzone en tegelijkertijd rekening houden met de vereisten voor gereedschapsspeling.
Vijf-assige bewerking vereist meer geavanceerde opspanoplossingen die de toegankelijkheid van het werkstuk handhaven gedurende complexe gereedschapspadsequenties. Grafsteenopspanningen, geïndexeerde draaitafels en aangepaste opspanontwerpen maken meerdere onderdeeloriëntaties mogelijk en minimaliseren tegelijkertijd installatiewijzigingen. De mogelijkheid om undercuts vanuit verschillende invalshoeken te bewerken, vermindert vaak de totale opspanvereisten in vergelijking met T-gleuffreesmethoden.
Houd bij het omgaan met complexe geometrieën die meerdere installaties vereisen rekening met ontwerpstrategieën die vasthoudlipjes voor complexe CNC-onderdelen bevatten om de integriteit van het onderdeel gedurende de bewerkingssequenties te behouden.
Trillingsdemping wordt bijzonder cruciaal voor T-gleufbewerkingen vanwege de inherente gereedschapsflexibiliteit. Aanvullende ondersteuningssystemen, waaronder vaste steunen en anti-vibratieopspanningen, helpen de maatnauwkeurigheid te handhaven en de levensduur van het gereedschap te verlengen. Deze systemen moeten zorgvuldig worden ontworpen om interferentie met snijgereedschapspaden te voorkomen en tegelijkertijd maximale ondersteuningseffectiviteit te bieden.
Kwaliteitscontrole- en inspectiestrategieën
Undercutkenmerken vormen unieke inspectie-uitdagingen die gespecialiseerde meettechnieken en -apparatuur vereisen. De toegankelijkheidsbeperkingen die de bewerking bemoeilijken, beïnvloeden ook de kwaliteitsverificatieprocedures.
Coördinatenmeetmachines (CMM's) die zijn uitgerust met articulerende meetkopkoppen maken een uitgebreide undercutinspectie mogelijk, maar de programmeercomplexiteit neemt aanzienlijk toe. Meetkoptoegangshoeken moeten zorgvuldig worden gepland om botsingen te voorkomen en tegelijkertijd een volledige kenmerkverificatie te bereiken. Tastsensorsystemen met kogeldiameters van 2-5 mm bieden doorgaans een optimale balans tussen toegangsvermogen en meetnauwkeurigheid.
Optische meetsystemen, waaronder laserscanners en gestructureerde lichtsystemen, bieden contactloze inspectiealternatieven die vooral waardevol zijn voor complexe gebogen undercuts. Deze systemen leggen volledige oppervlaktegeometriegegevens vast, waardoor een uitgebreide vergelijking met CAD-modellen mogelijk is met een nauwkeurigheid die doorgaans binnen ±0,025 mm ligt voor de meeste industriële toepassingen.
In-procesbewaking wordt steeds belangrijker voor undercutbewerking vanwege de beperkte visuele toegang tijdens snijbewerkingen. Spindelbelastingsbewaking, trillingsanalyse en akoestische emissiesensoren helpen gereedschapsslijtage of snijafwijkingen te detecteren voordat ze de onderdeelkwaliteit beïnvloeden. Moderne CNC-systemen integreren deze bewakingsmogelijkheden om real-time feedback en automatische parameteraanpassing te bieden.
De implementatie van statistische procescontrole (SPC) vereist een zorgvuldige afweging van meetherhaalbaarheid en bedienerstechniek. Undercutkenmerken vertonen vaak een hogere meetonzekerheid in vergelijking met toegankelijke oppervlakken, waardoor aangepaste controlelimieten en bemonsteringsstrategieën nodig zijn om een effectieve procescontrole te behouden.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die een superieure kwaliteitscontrole en concurrerende prijzen garanderen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke servicebenadering zorgen ervoor dat elk project de aandacht voor detail krijgt die het verdient, met uitgebreide inspectiemogelijkheden voor zelfs de meest uitdagende undercutgeometrieën.
Kostenoptimalisatiestrategieën
Effectief kostenbeheer bij undercutbewerking vereist een uitgebreide analyse van gereedschapskosten, cyclustijden, installatievereisten en kwaliteitsoverwegingen. Inzicht in de totale kostenimplicaties maakt weloverwogen beslissingen mogelijk die de initiële kosten afwegen tegen de efficiëntie van de productie op lange termijn.
Gereedschapskosten variëren aanzienlijk tussen benaderingen. T-gleuffrezen variëren van €45-650, afhankelijk van de grootte en coating, met een typische levensduur van het gereedschap van 150-4000 onderdelen op basis van materiaal en snijomstandigheden. Vijf-assige strategieën maken gebruik van conventionele vingerfrezen die €15-150 kosten, maar vereisen mogelijk meerdere gereedschappen voor een volledige undercutbewerking.
Programmeer- en installatiekosten zijn gunstig voor T-gleuffrezen voor eenvoudige geometrieën vanwege de verminderde complexiteit. Vijf-assige strategieën blijken echter vaak economischer voor complexe undercuts als rekening wordt gehouden met de totale cyclustijden en secundaire bewerkingen. De mogelijkheid om meerdere undercutoriëntaties in enkele installaties te voltooien, elimineert tussenliggende handling- en herpositioneringskosten.
Volumeoverwegingen hebben een aanzienlijke invloed op beslissingen over kostenoptimalisatie. Kleine prototype- en aangepaste onderdelen geven mogelijk de voorkeur aan 5-assige benaderingen ondanks hogere installatiekosten, terwijl grootschalige productie vaak profiteert van speciale T-gleuffreesgereedschappen en geoptimaliseerde opspansystemen.
Raadpleeg voor een uitgebreide kostenanalyse van verschillende productieprocessen onze gedetailleerde handleiding over kostenfactoren voor CNC-bewerking, die specifieke strategieën biedt voor het verlagen van onderdeelprijzen door middel van ontwerpoptimalisatie.
Secundaire bewerkingen, waaronder ontbramen, oppervlakteafwerking en inspectie, voegen complexiteit toe aan kostenberekeningen. Vijf-assige bewerking produceert doorgaans superieure oppervlakteafwerkingen die minimale nabewerking vereisen, terwijl T-gleufbewerkingen mogelijk extra afwerkingsstappen vereisen om vergelijkbare kwaliteitsniveaus te bereiken.
Integratie met productiediensten
Undercutbewerking vertegenwoordigt vaak een onderdeel van uitgebreide productieprogramma's die meerdere processen en technologieën kunnen omvatten. Inzicht in de manier waarop undercutstrategieën integreren met bredere productiemogelijkheden helpt de algehele projectuitvoering en kosteneffectiviteit te optimaliseren.
Veel componenten die complexe undercuts vereisen, bevatten ook kenmerken die beter geschikt zijn voor alternatieve productieprocessen. Plaatwerkcomponenten met bewerkte undercuts, gegoten onderdelen die nabewerking vereisen en assemblages die meerdere productietechnologieën combineren, profiteren van geïntegreerde productieplanning die rekening houdt met alle procesinteracties.
Leadtime-optimalisatie stuurt vaak processelectiebeslissingen. Componenten die zowel precisie-undercuts als andere productiebewerkingen vereisen, kunnen profiteren van parallelle verwerkingsstrategieën waarbij verschillende kenmerken gelijktijdig worden geproduceerd met behulp van de juiste technologieën. Deze benadering minimaliseert de totale projectduur met behoud van kwaliteitsnormen voor alle kenmerken.
Integratie van kwaliteitssystemen zorgt voor consistente normen voor meerdere productieprocessen. Wanneer undercutbewerking een element vertegenwoordigt van complexe productieprogramma's, wordt het handhaven van traceerbaarheid en documentatie cruciaal voor industrieën met strenge wettelijke vereisten, zoals de lucht- en ruimtevaart, medische hulpmiddelen en automobieltoepassingen.
Ontdek hoe undercutbewerking integreert met onze productiediensten om uitgebreide oplossingen te ontwikkelen die zowel de individuele onderdeelkwaliteit als de algehele projectefficiëntie optimaliseren.
Veelgestelde vragen
Wat is de maximale diepte die kan worden bereikt met T-gleuffrezen in vergelijking met 5-assige bewerking?
T-gleuffrezen zijn doorgaans beperkt tot diepten van 15-25 mm vanwege de stijfheid van het gereedschap en trillingsbeperkingen. De verlengde gereedschapsgeometrie creëert een aanzienlijke doorbuiging die de maatnauwkeurigheid voorbij deze diepten beïnvloedt. Vijf-assige bewerking met conventionele vingerfrezen kan vrijwel onbeperkte undercutdiepten bereiken, omdat gereedschappen een loodrechte aangrijping met oppervlakken behouden, ongeacht de kenmerkdiepte. De stijfheid van het werkstuk en de toegankelijkheid van de opspanning kunnen echter praktische beperkingen opleggen voor extreem diepe kenmerken.
Hoe beïnvloeden de vereisten voor oppervlakteafwerking de keuze tussen T-gleuffrezen en 5-assige strategieën?
Vijf-assige simultaanbewerking produceert doorgaans superieure oppervlakteafwerkingen variërend van Ra 0,8-1,6 μm vanwege continue gereedschapsaangrijping en optimale snijgeometrie. T-gleuffrezen bereiken over het algemeen Ra 1,6-3,2 μm afwerkingen vanwege gereedschapdoorbuiging en onderbroken snijwerking. Voor kritieke oppervlakken die minimale nabewerking vereisen, bieden 5-assige strategieën aanzienlijke voordelen. Gespecialiseerde T-gleuffrezen met geoptimaliseerde geometrieën en coatings kunnen echter acceptabele afwerkingen bereiken voor veel toepassingen met een lagere programmeercomplexiteit.
Welke materialen zijn ongeschikt voor undercutbewerking met T-gleuffrezen?
Koudverstevigende materialen, waaronder austenitische roestvrijstalen (316L, 321), Inconel-legeringen en Hastelloy-kwaliteiten, presteren slecht met T-gleuffrezen vanwege intermitterende snijwerking die koudversteviging veroorzaakt. Deze materialen vereisen een continue snijaangrijping die alleen mogelijk is met 5-assige strategieën. Bovendien kunnen materialen met een slechte bewerkbaarheid, zoals gehard gereedschapsstaal boven HRC 45, overmatige gereedschapsslijtage veroorzaken bij gebruik van de verlengde geometrieën die typisch zijn voor T-gleuffrezen.
Hoe beïnvloedt het onderdeelvolume de economische keuze tussen snijstrategieën?
Kleine productievolumes (1-50 onderdelen) geven doorgaans de voorkeur aan 5-assige strategieën ondanks hogere programmeerkosten, omdat gereedschapsinvesteringen redelijk blijven en installatieflexibiliteit voordelen biedt. Gemiddelde volumes (50-500 onderdelen) vereisen een gedetailleerde kostenanalyse waarbij rekening wordt gehouden met de levensduur van het gereedschap, de cyclustijden en de kwaliteitseisen. Grote productievolumes (>500 onderdelen) rechtvaardigen vaak speciale T-gleufgereedschappen en geoptimaliseerde opspanningen wanneer de geometrie dit toelaat, omdat de lagere programmeer- en installatiekosten per onderdeel hogere initiële gereedschapsinvesteringen compenseren.
Welke inspectie-uitdagingen zijn uniek voor bewerkte undercuts?
Undercutinspectie staat voor aanzienlijke toegankelijkheidsbeperkingen die meetprocedures bemoeilijken. Standaard CMM-tasters vereisen articulerende koppen of gespecialiseerde tasterconfiguraties om krappe ruimtes te bereiken, waardoor de programmeercomplexiteit en meetonzekerheid toenemen. Optische meetsystemen bieden voordelen voor complexe geometrieën, maar kunnen moeite hebben met sterk reflecterende oppervlakken of diepe, smalle undercuts. Go/no-go-meters bieden een efficiënte productie-inspectie, maar vereisen een aangepaste fabricage voor elke undercutgeometrie, waardoor ze voornamelijk geschikt zijn voor grootschalige toepassingen.
Kunnen hybride benaderingen die beide methoden combineren de totale bewerkingskosten verlagen?
Hybride strategieën bieden vaak een optimale kosteneffectiviteit voor complexe componenten met meerdere undercuttypen. Het gebruik van 5-assige ruwbewerking voor het verwijderen van bulk materiaal, gevolgd door afwerking met T-gleuffrezen, kan de cyclustijden met 25-40% verkorten met behoud van de maatnauwkeurigheid. Hybride benaderingen vereisen echter geavanceerde programmering en zorgvuldig gereedschapswisselbeheer om de nauwkeurigheid van het coördinatensysteem gedurende de bewerkingssequentie te behouden. De voordelen rechtvaardigen doorgaans de toegenomen complexiteit voor middelgrote tot grote productievolumes van geometrisch complexe onderdelen.
Welke rol speelt de materiaaldikte van het werkstuk bij de strategiekeuze?
Dunwandige componenten met undercuts vormen unieke uitdagingen, ongeacht de snijstrategie. T-gleuffrezen genereren aanzienlijke snijkrachten die doorbuiging of trillingen in dunne secties kunnen veroorzaken, waardoor de maatnauwkeurigheid mogelijk in gevaar komt. Vijf-assige strategieën maken geoptimaliseerde gereedschapspaden mogelijk die snijkrachten minimaliseren door middel van de juiste voorloop-/naloophoeken en stapovercontrole. Componenten met een wanddikte onder 2-3 mm vereisen doorgaans 5-assige benaderingen met gespecialiseerde dunwandige bewerkingstechnieken om acceptabele toleranties te handhaven en vervorming van het werkstuk te voorkomen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece