Gereedschapsslijtage verminderen bij het bewerken van titanium: geoptimaliseerde CAD-strategieën
Het bewerken van titanium is een van de grootste uitdagingen in de productie: het balanceren van de uitzonderlijke eigenschappen van Ti-6Al-4V en andere titaniumlegeringen tegen hun beruchte neiging om snijgereedschappen te vernielen. De slijtagesnelheid van gereedschappen in titanium kan 300-500% hoger zijn dan bij het bewerken van staal, waarbij hardmetalen gereedschappen slechts enkele minuten meegaan onder suboptimale omstandigheden. De oplossing ligt niet alleen in de snijparameters, maar ook in strategische CAD-ontwerpbeslissingen die de bewerkingsdynamiek fundamenteel veranderen.
Belangrijkste punten
- Strategische feature-oriëntatie in CAD kan de gereedschapsingrijptijd tot 40% verminderen, waardoor de levensduur van het gereedschap aanzienlijk wordt verlengd
- Het juiste ontwerp van de hoekradius (minimaal 0,5 mm) elimineert spanningsconcentraties die het falen van hardmetalen gereedschappen versnellen
- Optimalisatie van het materiaalafnamevolume door slimme feature-plaatsing vermindert de totale bewerkingstijd en warmteontwikkeling
- Geïntegreerd koelkanaalontwerp in complexe onderdelen maakt continue toegang tot koelvloeistof mogelijk tot kritieke snijzones
Inzicht in de slijtagemechanismen van titaniumgereedschappen
De lage thermische geleidbaarheid van titanium (16,4 W/m·K vergeleken met 237 W/m·K voor aluminium) creëert een perfecte storm voor gereedschapsdegradatie. De warmte die in de snijzone wordt gegenereerd, kan niet via het werkstuk worden afgevoerd en concentreert zich op het gereedschap-spanen-interface, waar de temperaturen 800-1000°C bereiken. Deze thermische belasting combineert met de chemische reactiviteit van titanium om adhesieve slijtage te creëren, waarbij titaniumatomen rechtstreeks aan hardmetalen oppervlakken hechten.
De koudverhardingseigenschappen van Ti-6Al-4V verergeren deze uitdaging. Onder snijkrachten transformeert de microstructuur van het materiaal van een relatief goed bewerkbare α+β-fase naar een geharde structuur die 45-50 HRC kan bereiken in de onmiddellijke ondergrond. Deze geharde laag, typisch 0,05-0,15 mm diep, veroorzaakt abrasieve slijtage bij volgende gereedschapspassen.
Vreten vertegenwoordigt een andere kritieke faalmodus. De neiging van titanium om onder druk koud te lassen, veroorzaakt de vorming van een opgebouwde snijkant op snijgereedschappen. Deze gelaste afzettingen veranderen de gereedschapsgeometrie, waardoor de snijkrachten toenemen en catastrofaal falen wordt versneld door afbrokkelen of uitbreken van de rand.
CAD-strategieën voor het minimaliseren van gereedschapsingrijping
De meest effectieve aanpak om gereedschapsslijtage te verminderen, begint met strategische feature-oriëntatie tijdens de ontwerpfase. Traditionele bewerkingsmethoden positioneren features vaak alleen op basis van functionele vereisten, waarbij de implicaties voor de bewerkingsvolgorde worden genegeerd. Slim CAD-ontwerp houdt rekening met de padlengte en de ingrijphoek van het snijgereedschap voor elke feature.
Pocketdiepte-optimalisatie is een cruciale ontwerpbeslissing. Diepe pockets (verhoudingen tussen diepte en breedte van meer dan 3:1) creëren uitdagende afvoeromstandigheden waar spanen niet effectief kunnen ontsnappen. Dit leidt tot opnieuw snijden, verhoogde temperaturen en snelle gereedschapsdegradatie. Ontwerpalternatieven omvatten getrapte pocketconfiguraties of meerlaagse bewerkingsstrategieën die optimale diepte-breedteverhoudingen onder 2:1 handhaven.
Wanddikteconsistentie over de gehele onderdeelgeometrie elimineert variërende snijbelastingen die gereedschapsafbuiging en voortijdige slijtage veroorzaken. Het handhaven van een uniforme wanddikte van 2,0-3,0 mm in het hele ontwerp zorgt voor consistente snijparameters en een voorspelbare levensduur van het gereedschap. Wanneer diktevariatie onvermijdelijk is, voorkomen geleidelijke overgangen over afstanden van minimaal 10 mm plotselinge belastingsveranderingen.
Hoekradii verdienen bijzondere aandacht in titaniumtoepassingen. Scherpe interne hoeken creëren spanningsconcentraties die leiden tot gereedschapsbreuk, terwijl radii onder 0,3 mm kleine diametergereedschappen vereisen die vatbaar zijn voor afbuiging en snelle slijtage. Optimale interne hoekradii variëren van 0,5-1,5 mm, passend bij beschikbare hardmetalen gereedschapsgeometrieën en bieden voldoende sterkte voor de snijkrachten van titanium.
| Functie Type | Traditioneel Ontwerp | Geoptimaliseerd Ontwerp | Verbetering van de Levensduur van Gereedschap |
|---|---|---|---|
| Interne Hoeken | 0,1-0,3 mm radius | 0,5-1,5 mm radius | 200-300% |
| Zakdiepte | Diepte/Breedte > 3:1 | Diepte/Breedte< 2:1 | 150-250% |
| Wanddikte | Variabel (1-5 mm) | Consistent (2-3 mm) | 100-200% |
| Oppervlakte Overgangen | Scherpe veranderingen | Geleidelijk (>10 mm) | 75-150% |
Geavanceerde feature-geometrie voor gereedschapsbehoud
Ramping-strategieën moeten tijdens de CAD-fase worden overwogen om optimale gereedschapsinvoeromstandigheden te garanderen. Verticale invalsneden in titanium creëren maximale snijbelastingen en thermische schokken. Ontwerpfeatures moeten hellende oppervlakken met hoeken tussen 2-5 graden bevatten, waardoor geleidelijke gereedschapsingrijping mogelijk is die de snijkrachten verdeelt over een langere contactlengte.
Het ontwerpen van gaten vereist bijzondere aandacht voor het bewerken van titanium. Standaard boorbewerkingen veroorzaken aanzienlijke gereedschapsslijtage als gevolg van slechte spaanafvoer en geconcentreerde warmteontwikkeling. CAD-ontwerpen moeten voorgeboorde afschuiningen of verzinkingen bevatten die boorbewerkingen in staat stellen te beginnen met verminderde snijbelastingen. Voor kritieke gaten moet een spiraalvormige interpolatiegeometrie worden ontworpen in omliggende features om deze superieure bewerkingsmethode mogelijk te maken.
Draadontwerpwijzigingen kunnen de levensduur van het gereedschap in titaniumtoepassingen drastisch beïnvloeden. Standaard metrische schroefdraden met een tophoek van 60 graden creëren hoge snijkrachten tijdens het tappen. Waar mogelijk verminderen aangepaste draadvormen met een tophoek van 45-50 graden de snijbelastingen, terwijl de draadsterkte voor de meeste toepassingen voldoende blijft. De draaduitloopgeometrie moet voldoende lengte bieden (minimaal 3 spoedlengtes) voor geleidelijke gereedschapsterugtrekking.
Voor toepassingen die nauwkeurige CNC-bewerkingsdiensten vereisen, wordt de toegankelijkheid van features van het grootste belang. Afgesloten features die diepe gereedschapsverlengingen vereisen, moeten waar mogelijk opnieuw worden ontworpen als open geometrieën. Deze aanpak maakt het gebruik mogelijk van kortere, stijvere gereedschappen die afbuiging weerstaan en de integriteit van de snijkant behouden gedurende langere bewerkingscycli.
Optimalisatie van het materiaalafnamevolume
Strategische materiaalverdeling in CAD-ontwerpen kan de totale bewerkingstijd en de bijbehorende gereedschapsslijtage minimaliseren. Het principe omvat het concentreren van materiaalafname in gebieden waar de snijomstandigheden kunnen worden geoptimaliseerd, terwijl materiaal wordt geminimaliseerd in gebieden die een uitdagende gereedschapstoegang of ongunstige snijgeometrieën vereisen.
Voorbewerkingsmarges moeten in het initiële ontwerp worden opgenomen om efficiënte materiaalafnamestrategieën mogelijk te maken. In plaats van de uiteindelijke afmetingen rechtstreeks uit massief materiaal te bewerken, moeten ontwerpen tussenliggende geometrieën bevatten die voorbewerkingsbewerkingen met robuuste gereedschappen mogelijk maken, gevolgd door nabewerkingen met geoptimaliseerde snijomstandigheden. Typische voorbewerkingsmarges voor titanium variëren van 0,5-1,5 mm per oppervlak, afhankelijk van de complexiteit van het onderdeel.
Rib- en webconfiguraties hebben een aanzienlijke invloed op de bewerkingsefficiëntie. Traditionele ribontwerpen met een constante dikte vereisen vaak uitgebreide semi-nabewerkingsbewerkingen die de gereedschapsslijtage versnellen. Taps toelopende ribontwerpen met een dikte die afneemt van basis naar punt maken efficiëntere bewerkingsvolgordes mogelijk met behoud van structurele vereisten. De basisdikte moet overeenkomen met de beschikbare gereedschapsdiameters (6-12 mm typisch), terwijl de puntdikte kan worden teruggebracht tot minimaal 2-3 mm.
De integratie van baasontwerpen beïnvloedt zowel de gereedschapstoegang als de snijbelastingen. Geïsoleerde bazen vereisen individuele gereedschapsbenaderingen die de totale bewerkingstijd en gereedschapswissels verhogen. Waar functioneel aanvaardbaar, moeten baasfeatures worden geïntegreerd in de omliggende geometrie of worden ontworpen als continue features die efficiënte gereedschapspaden met consistente snijbelastingen mogelijk maken.
Thermisch beheer door ontwerp
Warmteafvoer is een cruciale factor in de levensduur van titaniumgereedschappen, waarvoor CAD-ontwerpen nodig zijn die effectieve koelstrategieën mogelijk maken. Traditionele koelvloeistoftoepassingen bereiken vaak niet de kritieke snijzones, vooral niet in diepe features of afgesloten geometrieën. Ontwerpwijzigingen kunnen ervoor zorgen dat koelvloeistof de meest benodigde plaatsen bereikt.
Koelkanalen moeten tijdens de ontwerpfase in de onderdeelgeometrie worden geïntegreerd in plaats van achteraf te worden toegevoegd. Deze kanalen, typisch 4-6 mm in diameter, zorgen voor een gerichte koelvloeistofstroom naar kritieke snijzones. De kanaalplaatsing moet rekening houden met de bewerkingsvolgorde om ervoor te zorgen dat ze intact blijven tijdens de voorbewerkingsbewerkingen en tegelijkertijd koeling bieden voor de nabewerkingsbewerkingen.
De materiaaldikte beïnvloedt de thermische massa en de warmteabsorptie-eigenschappen. Dikke secties (>20 mm) zorgen voor een betere warmteafvoer, maar vereisen mogelijk interne koelfeatures. Dunne secties (<5 mm) bieden een snelle warmteafvoer, maar kunnen last hebben van thermische vervorming. Optimale diktebereiken voor titaniumtoepassingen liggen tussen 8-15 mm, wat zorgt voor voldoende thermische massa en tegelijkertijd effectieve koeling mogelijk maakt.
Oppervlakteoptimalisatie door middel van ontwerpwijzigingen kan de natuurlijke convectiekoeling verbeteren. Geribbelde oppervlakken, getrapte geometrieën en geïntegreerde koellichaamfeatures vergroten het oppervlak dat beschikbaar is voor warmteoverdracht. Deze wijzigingen moeten worden afgewogen tegen de bewerkingscomplexiteit, maar kunnen 15-30% verbetering van de temperaturen in de snijzone opleveren.
Voor zeer nauwkeurige resultaten, Ontvang uw offerte op maat binnen 24 uur van Microns Hub.
Tolerantie- en oppervlakteafwerkingsconsideraties
Tolerantiespecificatie heeft een directe invloed op de gereedschapsselectie en bewerkingsstrategieën voor titaniumonderdelen. Strakke toleranties (±0,025 mm of beter) vereisen doorgaans nabewerkingen met lichte snijbelastingen, waardoor de levensduur van het gereedschap wordt verlengd, maar de bewerkingstijd wordt verlengd. De sleutel ligt in het optimaliseren van de tolerantievereisten om precisie in evenwicht te brengen met productie-efficiëntie.
Kritieke afmetingen moeten worden geconcentreerd op oppervlakken met gunstige snijgeometrieën. Externe features maken over het algemeen een betere gereedschapstoegang en snijomstandigheden mogelijk in vergelijking met interne features. Waar mogelijk moeten kritieke toleranties worden toegewezen aan externe oppervlakken of features die toegankelijk zijn met korte, stijve gereedschappen.
Oppervlakteafwerkingsvereisten hebben een aanzienlijke invloed op de slijtagepatronen van gereedschappen. Ra-waarden onder 0,8 μm vereisen doorgaans meerdere nabewerkingen met minimale materiaalafname per doorgang. Deze aanpak verlengt de levensduur van het gereedschap door verminderde snijbelastingen, maar verlengt de totale bewerkingstijd. Oppervlakteafwerkingsoptimalisatie kan het specificeren van verschillende vereisten voor functionele versus cosmetische oppervlakken omvatten.
Vorm- en positietoleranties moeten rekening houden met de elastische eigenschappen van titanium en de mogelijkheid van vervorming tijdens het bewerken. Spanningsverminderende features, zoals symmetrische materiaalafname en evenwichtige snijbelastingen, moeten worden opgenomen in ontwerpen die strakke geometrische toleranties vereisen. Deze aanpak minimaliseert door vervorming veroorzaakte tolerantieschendingen en vermindert tegelijkertijd de snijkrachten die de gereedschapsslijtage versnellen.
| Tolerantiebereik | Aanbevolen aanpak | Verwachte levensduur gereedschap | Kostenimpact |
|---|---|---|---|
| ±0,1 mm | Enkele nabewerking | Maximum | +15-25% |
| ±0,05 mm | Lichte nabewerkingen | Goed | +25-35% |
| ±0,025 mm | Meerdere lichte bewerkingen | Gemiddeld | +40-60% |
| ±0,01 mm | Gespecialiseerd gereedschap | Beperkt | +75-100% |
Integratie met productieprocesplanning
CAD-ontwerpen moeten rekening houden met de volledige productievolgorde om de levensduur van het gereedschap over alle bewerkingen te optimaliseren. Feature-sequencing beïnvloedt de stijfheid van het werkstuk, de klemeisen en de verdeling van de snijbelasting. Strategische feature-plaatsing kan gereedschapswissels minimaliseren en geoptimaliseerde snijparameters mogelijk maken gedurende de gehele bewerkingscyclus.
Opspanintegratie moet worden overwogen tijdens de ontwerpontwikkeling in plaats van als een afzonderlijke productiezorg. Houdlipjes en klemvlakken die in de onderdeelgeometrie zijn ontworpen, zorgen voor een veilige retentie van het werkstuk, minimaliseren de insteltijd en verminderen trillingen die de gereedschapsslijtage versnellen.
Gereedschapstoegangsanalyses tijdens de CAD-fase identificeren potentiële interferentieproblemen die gespecialiseerd gereedschap of verlengde gereedschapslengtes vereisen. Standaard gereedschapsbibliotheken moeten tijdens het ontwerp worden geraadpleegd om ervoor te zorgen dat features kunnen worden bewerkt met direct beschikbare, kosteneffectieve gereedschappen. Aangepaste gereedschapsvereisten moeten waar mogelijk worden geminimaliseerd door middel van ontwerpwijzigingen.
Strategieën voor het verminderen van de insteltijd door middel van multi-operationele onderdeeloriëntatie kunnen de totale bewerkingstijd en de bijbehorende gereedschapsslijtage aanzienlijk verminderen. Ontwerpen moeten complete of bijna complete bewerkingen in één enkele setup mogelijk maken, waardoor de handling van het werkstuk en de insteltijd worden geminimaliseerd. Deze aanpak vereist een zorgvuldige afweging van lossingshoeken, scheidingslijnen en feature-toegankelijkheid vanuit meerdere richtingen.
Kosten-batenanalyse van ontwerpoptimalisatie
De economische impact van CAD-optimalisatie voor het bewerken van titanium gaat verder dan de eenvoudige vermindering van de gereedschapskosten. Verbeteringen in de levensduur van het gereedschap van 200-400% vertalen zich in minder machinestilstand, lagere arbeidskosten voor gereedschapswissels en een verbeterde onderdeelconsistentie door stabiele snijomstandigheden. Deze voordelen rechtvaardigen vaak ontwerpwijzigingen die de initiële onderdeelcomplexiteit kunnen vergroten.
De vermindering van de bewerkingstijd door geoptimaliseerde ontwerpen varieert doorgaans van 20-50% in vergelijking met traditionele benaderingen. Deze verbetering is het gevolg van minder gereedschapswissels, geoptimaliseerde snijparameters en het elimineren van uitdagende bewerkingen. De tijdsbesparingen stapelen zich op over de productievolumes, waardoor ontwerpoptimalisatie steeds waardevoller wordt voor toepassingen met een hogere kwantiteit.
Kwaliteitsverbeteringen door stabiele snijomstandigheden verminderen de uitvalpercentages en de kosten van nabewerking. Consistente gereedschapsprestaties gedurende de gehele bewerkingscyclus handhaven de maatnauwkeurigheid en de kwaliteit van de oppervlakteafwerking. Deze betrouwbaarheid is vooral waardevol voor toepassingen in de lucht- en ruimtevaart en de medische sector, waar de kosten van het afkeuren van onderdelen aanzienlijk zijn.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise in het bewerken van titanium en ons uitgebreide begrip van ontwerpoptimalisatie betekent dat elk project de speciale aandacht krijgt die titaniumtoepassingen vereisen.
Geavanceerde CAD-technieken en software-integratie
Moderne CAD-systemen bieden gespecialiseerde tools voor bewerkingsoptimalisatie die tijdens de ontwerpfase kunnen worden gebruikt. Bewerkbaarheidsanalysefeatures identificeren problematische geometrieën voordat de productie begint, waardoor ontwerpwijzigingen mogelijk zijn terwijl veranderingen kosteneffectief blijven. Deze tools evalueren de toegang van het snijgereedschap, de ingrijphoeken en potentiële interferentieomstandigheden.
Feature-gebaseerde ontwerpaanpakken maken een snelle evaluatie mogelijk van alternatieve geometrieën voor verbeterde bewerkbaarheid. Parametrisch modelleren stelt ontwerpers in staat om snel de impact van hoekradiusveranderingen, wanddikteaanpassingen of feature-verplaatsingen op de productievereisten te beoordelen. Deze mogelijkheid versnelt het optimalisatieproces met behoud van de ontwerpintentie.
Integratie van productiesimulatie biedt vroege feedback over gereedschapsselectie en snijparameters. Geavanceerde CAD-systemen kunnen complete bewerkingsvolgordes simuleren, waardoor potentiële problemen met gereedschapsslijtage en optimalisatiemogelijkheden worden geïdentificeerd. Deze simulatiemogelijkheid maakt proactieve ontwerpwijzigingen mogelijk in plaats van reactieve probleemoplossing in de productie.
Samenwerkingstools binnen CAD-systemen faciliteren de communicatie tussen ontwerp- en productieteams. Ingebouwde annotatie- en beoordelingsmogelijkheden stellen productie-ingenieurs in staat om specifieke feedback te geven over gereedschapsslijtage en mogelijkheden voor ontwerpoptimalisatie. Deze samenwerking zorgt ervoor dat productieoverwegingen correct worden geïntegreerd in de definitieve ontwerpen.
Ontwerpregelcontrole kan worden aangepast aan de vereisten voor het bewerken van titanium, waarbij geometrieën die gereedschapsslijtage kunnen veroorzaken automatisch worden gemarkeerd. Standaardregels kunnen minimale hoekradiusvereisten, maximale diepte-breedteverhoudingen en consistentiecontroles van de wanddikte omvatten. Deze geautomatiseerde controles voorkomen dat problematische geometrieën doorgaan naar de productie.
Casestudy's en implementatievoorbeelden
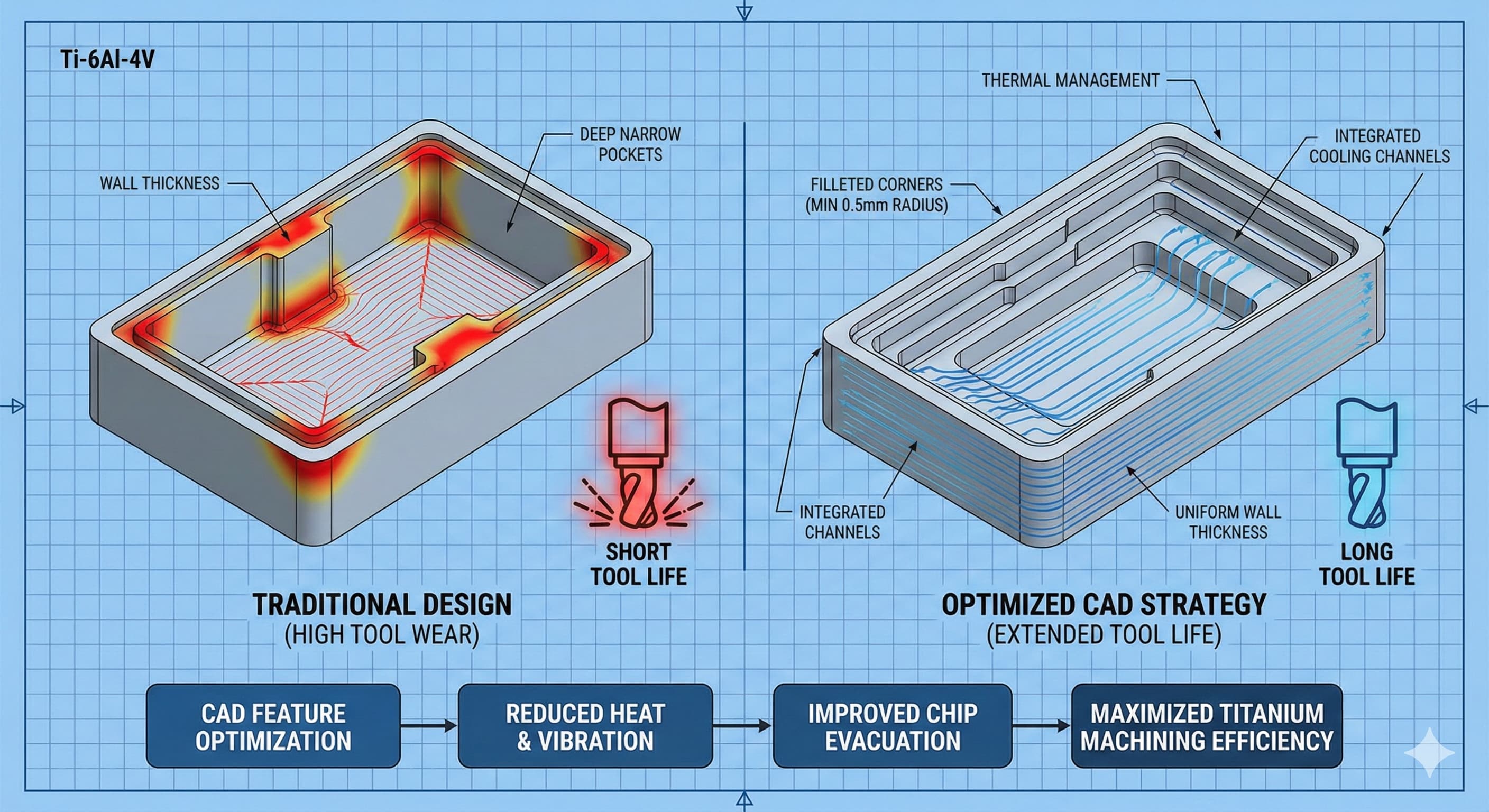
Een typisch herontwerp van een lucht- en ruimtevaartbeugel demonstreert de impact van systematische CAD-optimalisatie voor het bewerken van titanium. Het originele ontwerp bevatte scherpe interne hoeken (0,2 mm radius), variabele wanddikte (1-4 mm) en diepe pockets met diepte-breedteverhoudingen van 4:1. De levensduur van het gereedschap was gemiddeld 15-20 minuten met frequente breuk als gevolg van thermische schokken en variaties in de snijbelasting.
Het geoptimaliseerde ontwerp bevatte interne radii van 0,8 mm, een consistente wanddikte van 2,5 mm en een getrapte pocketgeometrie met een maximale diepte-breedteverhouding van 1,8:1. Geïntegreerde koelkanalen zorgden voor directe koeling van kritieke snijzones. De levensduur van het gereedschap verbeterde tot 80-120 minuten met behoud van alle functionele vereisten en een vermindering van de totale bewerkingstijd met 35%.
Medische implantaattoepassingen vormen unieke uitdagingen vanwege de vereisten voor biocompatibiliteit en complexe organische geometrieën. Traditionele benaderingen vereisen vaak uitgebreide handmatige nabewerking als gevolg van problemen met gereedschapsslijtage die oppervlakte-onregelmatigheden veroorzaken. Geoptimaliseerde CAD-ontwerpen bevatten geleidelijke overgangen, geoptimaliseerde snijhoeken en strategische materiaalverdeling om consistente bewerking gedurende de gehele snijcyclus mogelijk te maken.
Vergelijkbare optimalisatieprincipes zijn van toepassing op kostenreductiestrategieën in verschillende productieprocessen, waarbij ontwerpwijzigingen de algehele productie-economie aanzienlijk kunnen beïnvloeden door verbeterde efficiëntie en lagere gereedschapskosten.
Kwaliteitscontrole- en validatiemethoden
Verificatie van de effectiviteit van CAD-optimalisatie vereist systematische meting van slijtagepatronen van gereedschappen, bewerkingstijden en kwaliteitsmetrieken van onderdelen. Baseline-metingen van traditionele ontwerpen bieden vergelijkingsnormen voor het evalueren van verbeteringsniveaus. Belangrijke metrieken zijn de gemiddelde levensduur van het gereedschap, de snijtijd per onderdeel, de consistentie van de oppervlakteafwerking en de variatie in de maatnauwkeurigheid.
Gereedschapsslijtageanalyse moet zowel geleidelijke slijtagepatronen als catastrofale faalmodi onderzoeken. Geoptimaliseerde ontwerpen vertonen doorgaans een meer voorspelbare, geleidelijke slijtage in plaats van plotselinge faalgebeurtenissen. Deze voorspelbaarheid maakt een betere productieplanning mogelijk en vermindert onverwachte stilstand als gevolg van gereedschapsbreuk.
Evaluatie van de oppervlakte-integriteit wordt cruciaal voor titaniumtoepassingen, met name in de lucht- en ruimtevaart en de medische sector. Geoptimaliseerde bewerkingsomstandigheden moeten een consistente oppervlakteafwerking handhaven en warmtebeïnvloede zones minimaliseren die de materiaaleigenschappen in gevaar kunnen brengen. Regelmatige tests van de oppervlakte-integriteit valideren de effectiviteit van CAD-optimalisatiestrategieën.
Implementatie van statistische procescontrole volgt de consistentie van geoptimaliseerde ontwerpen over productievolumes. Regelkaarten voor de levensduur van het gereedschap, de bewerkingstijd en kwaliteitsmetrieken identificeren wanneer de procesomstandigheden afwijken van de optimale bereiken. Deze monitoring maakt proactieve aanpassingen mogelijk om de optimalisatievoordelen gedurende de gehele productierun te behouden.
Toekomstige trends en opkomende technologieën
De integratie van kunstmatige intelligentie in CAD-systemen belooft geautomatiseerde optimalisatie voor titaniumbewerkingsapplicaties. Machine learning-algoritmen kunnen historische bewerkingsgegevens analyseren om optimale ontwerpparameters te identificeren en de levensduur van het gereedschap te voorspellen op basis van geometrische features. Deze mogelijkheid zal het optimalisatieproces versnellen en tegelijkertijd de voorspellingsnauwkeurigheid verbeteren.
De integratie van additive manufacturing biedt nieuwe mogelijkheden voor complexe interne geometrieën die de koeling verbeteren en het materiaalvolume verminderen. Hybride benaderingen die additieve pre-vormen combineren met geoptimaliseerde subtractieve nabewerking maken geometrieën mogelijk die onmogelijk zijn met traditionele productiemethoden. Deze benaderingen vereisen nieuwe CAD-strategieën die rekening houden met zowel additieve als subtractieve productiebeperkingen.
Geavanceerde materiaalkarakterisering biedt een beter begrip van het bewerkingsgedrag van titanium onder verschillende omstandigheden. Real-time monitoring van snijkrachten, temperaturen en gereedschapsslijtage maakt continue optimalisatie van snijparameters mogelijk op basis van de werkelijke prestaties in plaats van theoretische modellen. Deze feedback kan CAD-optimalisatiestrategieën informeren voor verbeterde effectiviteit.
Digital twin-technologie maakt virtuele validatie van CAD-optimalisatiestrategieën mogelijk vóór fysieke implementatie. Complete simulatie van het productieproces, inclusief voorspelling van gereedschapsslijtage en thermische analyse, biedt een uitgebreide evaluatie van ontwerpwijzigingen. Deze mogelijkheid vermindert de kosten en de tijd die nodig zijn voor optimalisatievalidatie en verbetert tegelijkertijd de voorspellingsnauwkeurigheid.
Implementatierichtlijnen en best practices
Succesvolle implementatie van CAD-optimalisatie voor het bewerken van titanium vereist een systematische aanpak en duidelijke communicatie tussen ontwerp- en productieteams. Optimalisatierichtlijnen moeten worden gedocumenteerd en geïntegreerd in standaard ontwerpprocedures om consistente toepassing over projecten te garanderen.
Trainingsprogramma's voor ontwerpingenieurs moeten de nadruk leggen op de relatie tussen geometrische features en bewerkingsuitdagingen die specifiek zijn voor titanium. Inzicht in de beperkingen van snijgereedschappen, de vereisten voor thermisch beheer en strategieën voor materiaalafname stelt ontwerpers in staat om weloverwogen optimalisatiebeslissingen te nemen tijdens het ontwerpproces in plaats van uitgebreid herontwerp later te vereisen.
Samenwerkingsprotocollen tussen ontwerp- en productieteams zorgen ervoor dat productiebeperkingen correct worden gecommuniceerd en begrepen. Regelmatige ontwerpbeoordelingen met input van de productie kunnen optimalisatiemogelijkheden vroeg in de ontwerpfase identificeren wanneer wijzigingen kosteneffectief blijven.
Voor organisaties die onze productiediensten gebruiken, bieden we uitgebreide ontwerpbeoordelings- en optimalisatieaanbevelingen om ervoor te zorgen dat uw titaniumonderdelen een optimale bewerkbaarheid bereiken met behoud van alle functionele vereisten.
Veelgestelde vragen
Wat is de minimale hoekradius die wordt aanbevolen voor interne features in titaniumonderdelen?
Interne hoekradii moeten minimaal 0,5 mm zijn voor titaniumbewerkingsapplicaties. Kleinere radii vereisen delicate snijgereedschappen die vatbaar zijn voor breuk en thermische schade. Optimale radii variëren van 0,8-1,5 mm, passend bij standaard hardmetalen gereedschapsgeometrieën en bieden voldoende sterkte voor de snijkrachten van titanium. Scherpe hoeken onder 0,3 mm resulteren doorgaans in een vermindering van de levensduur van het gereedschap met 70-80% in vergelijking met correct afgeronde features.
Hoe beïnvloedt de verhouding tussen pocketdiepte en -breedte de levensduur van het gereedschap bij het bewerken van titanium?
De verhouding tussen pocketdiepte en -breedte moet onder 2:1 blijven voor een optimale levensduur van het gereedschap in titaniumtoepassingen. Verhoudingen van meer dan 3:1 creëren slechte spaanafvoeromstandigheden, wat leidt tot opnieuw snijden, verhoogde temperaturen en versnelde gereedschapsslijtage. Diepe pockets vereisen ook verlengde gereedschapslengtes die de afbuiging en het trillen vergroten. Getrapte pocketontwerpen of meerlaagse bewerkingsstrategieën handhaven optimale verhoudingen terwijl de vereiste onderdeelgeometrie wordt bereikt.
Welke wanddikte biedt de beste balans tussen materiaalafname en bewerkingsstabiliteit?
Een consistente wanddikte tussen 2,0-3,0 mm biedt een optimale balans voor het bewerken van titanium. Dunnere wanden missen stijfheid en kunnen trillen tijdens het snijden, terwijl dikkere wanden overmatige materiaalafname vereisen. Diktevariaties moeten geleidelijk zijn over minimale afstanden van 10 mm om plotselinge veranderingen in de snijbelasting te voorkomen die de gereedschapsslijtage versnellen. Ontwerpen met variabele dikte verminderen de levensduur van het gereedschap vaak met 40-60% in vergelijking met benaderingen met consistente dikte.
Hoe moet de draadgeometrie worden aangepast voor een verbeterde levensduur van het gereedschap in titanium?
Standaard metrische schroefdraden van 60 graden kunnen worden aangepast naar tophoeken van 45-50 graden waar functioneel aanvaardbaar, waardoor de snijbelastingen tijdens het tappen worden verminderd. De draaduitloop moet minimaal 3 spoedlengtes bieden voor geleidelijke gereedschapsterugtrekking. Externe schroefdraden hebben de voorkeur boven interne schroefdraden vanwege een betere gereedschapstoegang en spaanafvoer. Interne schroefdraden die tappen vereisen, moeten afgeschuinde starts en een adequate inloopgeometrie bevatten.
Welke rol spelen koelkanalen in CAD-ontwerp voor het bewerken van titanium?
Geïntegreerde koelkanalen, typisch 4-6 mm in diameter, moeten in de onderdeelgeometrie worden ontworpen om gerichte koeling te bieden aan kritieke snijzones. De kanaalplaatsing moet rekening houden met de bewerkingsvolgorde om intact te blijven tijdens het voorbewerken en tegelijkertijd de nabewerkingen te koelen. Een goede koelvloeistoftoevoer kan de temperaturen in de snijzone met 150-250°C verlagen, waardoor de levensduur van het gereedschap met 200-300% wordt verlengd. Kanalen moeten binnen 10-15 mm van kritieke snijgebieden worden geplaatst voor maximale effectiviteit.
Hoe beïnvloeden tolerantievereisten de gereedschapsselectie en -slijtage bij het bewerken van titanium?
Strakkere toleranties (±0,025 mm of beter) vereisen nabewerkingen met verminderde snijbelastingen, waardoor de levensduur van het gereedschap wordt verlengd, maar de bewerkingstijd wordt verlengd. Kritieke afmetingen moeten waar mogelijk op externe features of oppervlakken met gunstige snijgeometrieën worden geplaatst. Toleranties onder ±0,01 mm vereisen mogelijk gespecialiseerd gereedschap en snijparameters die de levensduur en kosten van het gereedschap aanzienlijk beïnvloeden. Tolerantieoptimalisatie kan de bewerkingskosten met 25-40% verlagen met behoud van de functionele vereisten.
Welke CAD-features moeten worden vermeden om overmatige gereedschapsslijtage in titanium te voorkomen?
Vermijd scherpe interne hoeken onder 0,3 mm radius, diepe afgesloten pockets met slechte gereedschapstoegang, variabele wanddikte die plotselinge belastingsveranderingen veroorzaakt en features die verlengde gereedschapslengtes vereisen met hoge lengte-diameterverhoudingen. Kruisende features die complexe snijgeometrieën creëren, moeten waar mogelijk worden vereenvoudigd. Blinde gaten dieper dan 5 diameters en interne schroefdraden in diepe boringen moeten opnieuw worden ontworpen als externe features wanneer functioneel aanvaardbaar. Deze problematische features kunnen de levensduur van het gereedschap met 60-80% verminderen in vergelijking met geoptimaliseerde alternatieven.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece