CNC-bewerkingskosten: 7 ontwerpwijzigingen om de onderdeelprijs met 30% te verlagen
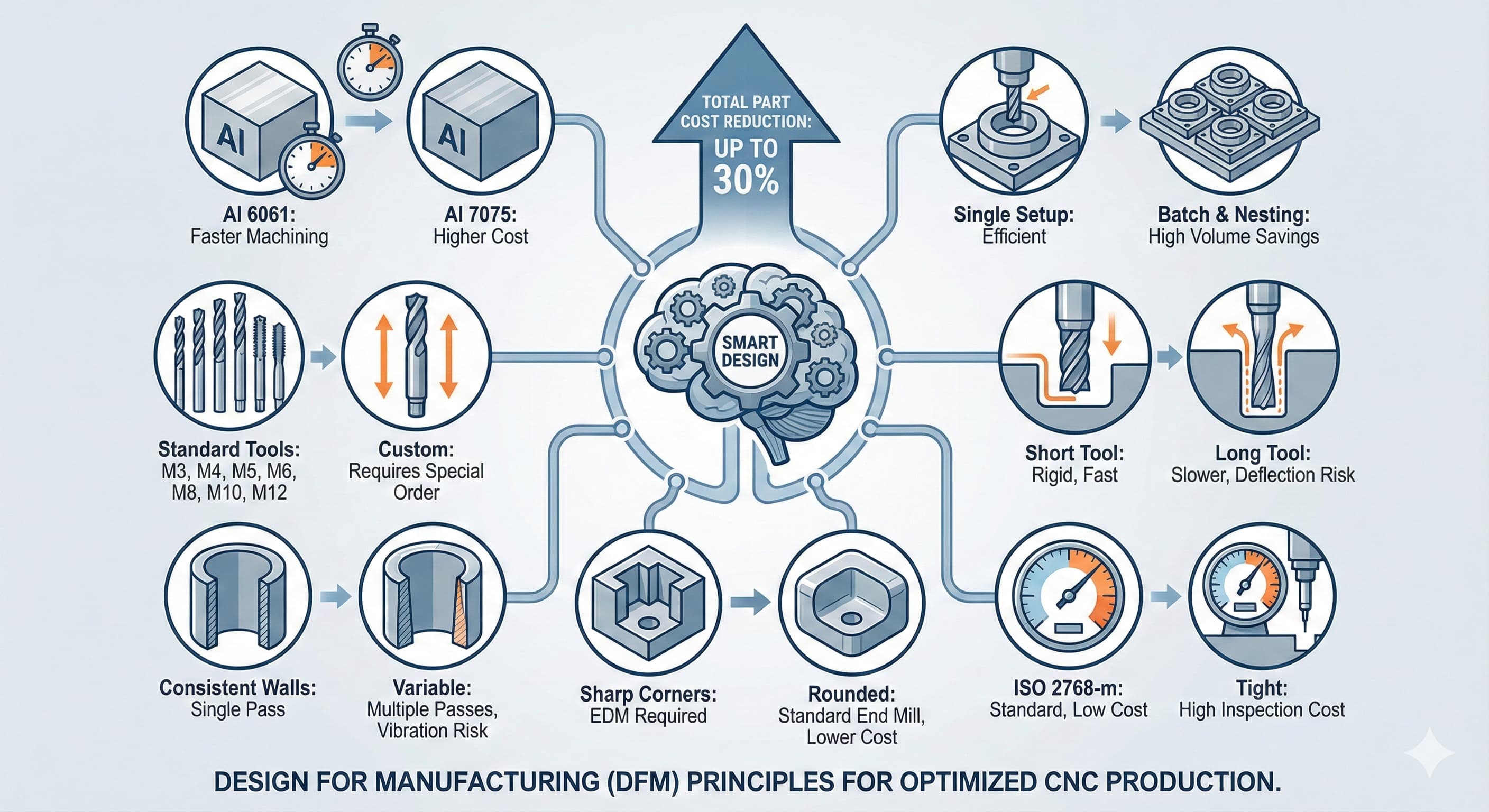
De meeste ingenieurs richten zich eerst op functionaliteit en pas daarna op kosten - een kostbare fout als het gaat om CNC-bewerking. Na twee decennia van het optimaliseren van productieprocessen bij Microns Hub, heb ik terugkerende ontwerppatronen geïdentificeerd die de onderdeelkosten met 20-50% verhogen zonder noemenswaardige waarde toe te voegen. De oplossing is niet goedkopere materialen of leveranciers van lagere kwaliteit; het zijn intelligente ontwerpaanpassingen die met CNC-mogelijkheden werken in plaats van ertegen.
Belangrijkste punten
- Standaard tooling-toegankelijkheid vermindert de bewerkingstijd met 40-60% in vergelijking met complexe geometrieën die gespecialiseerde frezen vereisen
- Materiaalkeuze buiten het legeringstype - rekening houdend met de bewerkbaarheid en de beschikbaarheid van voorraad - heeft meer invloed op de totale kosten dan de prijs van de grondstof
- Functieconsolidatie door middel van Design for Manufacturing (DFM)-principes kan secundaire bewerkingen volledig elimineren
- Tolerantie-specificatiestrategie: het toepassen van nauwe toleranties alleen waar functioneel kritisch is, vermindert de inspectietijd en de uitval aanzienlijk
Inzicht in de kostenstructuur van CNC: de verborgen variabelen
CNC-bewerkingskosten zijn onderverdeeld in vijf hoofdcategorieën, maar de meeste ingenieurs houden slechts rekening met twee. Naast de voor de hand liggende materiaal- en machinetijdkosten vertegenwoordigen de complexiteit van de installatie, de tooling-vereisten en de protocollen voor kwaliteitsborging vaak 40-70% van de totale onderdeelkosten voor productie met een laag tot gemiddeld volume.
De insteltijd schaalt onevenredig met de geometrische complexiteit. Een eenvoudig rechthoekig blok met standaard gaten wordt in één keer bewerkt, terwijl een onderdeel dat meerdere oriëntaties vereist, zowel de insteltijd als de kosten van de opspaninrichting vermenigvuldigt. Elke extra instelling voegt 15-45 minuten niet-bewerkingstijd toe, afhankelijk van de complexiteit van het onderdeel en de vereisten voor de opspaninrichting.
De tooling-kosten nemen toe wanneer ontwerpen gespecialiseerde frezen vereisen. Standaard vingerfrezen met een diameter van 3 mm, 6 mm, 10 mm en 20 mm verwerken 85% van de bewerkingen efficiënt. Het vereisen van een 2,3 mm vingerfrees voor een specifieke pocketdiepte verdubbelt de tooling-kosten en verlengt de doorlooptijd voor de aanschaf van tooling.
| Kostencomponent | Typisch Percentage | Primaire factoren | Impact op ontwerp |
|---|---|---|---|
| Grondstof | 20-35% | Type legering, voorraadgrootte, beschikbaarheid | Hoog |
| Machinetijd | 25-40% | Snijsnelheid, efficiëntie van het gereedschapspad | Zeer hoog |
| Instellen & Opspannen | 15-25% | Aantal instellingen, complexiteit van de opspanning | Zeer hoog |
| Gereedschap | 8-15% | Type gereedschap, vervangingsfrequentie | Hoog |
| Kwaliteitsborging | 5-12% | Tolerantie-eisen, inspectietijd | Gemiddeld |
Ingenieurs selecteren materialen doorgaans alleen op basis van mechanische eigenschappen, waarbij ze de bewerkbaarheidsfactoren negeren die de fabricagekosten aanzienlijk beïnvloeden. Aluminium 6061-T6 en 7075-T6 voldoen beide aan de sterkte-eisen voor veel ruimtevaarttoepassingen, maar 6061-T6 bewerkt 40% sneller vanwege een superieure spaanvorming en lagere gereedschapsslijtage.
Bewerkbaarheidscijfers kwantificeren de snij-efficiëntie van verschillende legeringen. Het American Iron and Steel Institute (AISI) beoordeelt materialen op een schaal waarbij AISI 1212-staal gelijk is aan 100%. Aluminium 6061-T6 scoort 90-95%, terwijl 7075-T6 70-75% scoort. Dit verschil van 20 punten vertaalt zich rechtstreeks in variaties in de cyclustijd.
De beschikbaarheid van voorraad vertegenwoordigt een andere verborgen kostenpost. Het specificeren van een plaat van 25,4 mm dik wanneer de standaardvoorraad in maten van 25 mm of 30 mm wordt geleverd, voegt materiaalverspilling en mogelijke vertragingen bij de inkoop toe. Europese leveranciers hebben doorgaans metrische afmetingen op voorraad: 10 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm diktes voor aluminium plaat.
| Materiaal | Bewerkbaarheidscijfer | Snijsnelheid (m/min) | Gereedschapslevensduurfactor | Relatieve kosten/uur |
|---|---|---|---|---|
| Al 6061-T6 | 90-95 | 300-500 | 1.0 | 1.0 |
| Al 7075-T6 | 70-75 | 200-350 | 0.7 | 1.4 |
| Roestvrij staal 316L | 45-50 | 120-180 | 0.4 | 2.5 |
| Titanium Ti-6Al-4V | 20-25 | 60-120 | 0.2 | 4.8 |
Aangepaste gatdiameters forceren gereedschapswisselingen en verminderen de snijparameters. Standaard boorafmetingen in metrische progressie (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm) werken met optimale voedingen en snelheden, terwijl een gat van 4,3 mm vereist dat er ofwel te klein wordt geboord en geruimd, of dat er met een standaardboor met gereduceerde parameters wordt gewerkt.
Draadspecificaties volgen een vergelijkbare logica. ISO-metrische schroefdraden (M3, M4, M5, M6, M8, M10, M12) maken gebruik van standaard tapmaten en beproefde snijparameters. Aangepaste schroefdraden vereisen speciale tappen, langere cyclustijden en een hoger risico op afval als gevolg van mogelijk breken van de tap.
De verhouding tussen gatdiepte en diameter heeft een aanzienlijke invloed op de boorefficiëntie en de levensduur van het gereedschap. Het handhaven van verhoudingen onder 3:1 voor standaard spiraalboren en 5:1 voor gespecialiseerde diepgatboren optimaliseert de spaanafvoer en voorkomt koudversteviging. Een gat met een diameter van 6 mm mag maximaal 18 mm diep zijn met behulp van standaard tooling.
Verzinkboor- en afschuinbewerkingen voegen complexiteit toe wanneer de afmetingen niet overeenkomen met de standaard vereisten voor bevestigingsmiddelen. ISO 4762-cilinderkopschroeven definiëren specifieke verzinkboordiameters en -diepten. M6-schroeven vereisen verzinkboren met een diameter van 10 mm en een diepte van 6 mm - afwijken van deze normen verlengt de bewerkingstijd zonder functioneel voordeel.
Ontwerpwijziging #3: Implementeer een consistente wanddikte-strategie
Variabele wanddikte vereist meerdere snijgangen met verschillende gereedschappen, terwijl een consistente dikte bewerkingen in één gang mogelijk maakt met geoptimaliseerde snijparameters. Dunne wanden onder 1,5 mm dikte in aluminium of 2 mm in staal introduceren trillingsproblemen die gereduceerde snijsnelheden en gespecialiseerde werkstukopspanning vereisen.
Pocketbewerkingen profiteren aanzienlijk van een consistente vloerdikte. Programmeersoftware optimaliseert gereedschapspaden wanneer materiaalverwijdering uniform blijft tijdens de snijbewerking. Pockets met variabele diepte vereisen meerdere voorbewerkingen en verlengen de cyclustijd evenredig.
Lossingshoeken elimineren secundaire bewerkingen voor onderdelen die nabewerking of coatingprocessen vereisen. Het opnemen van lossingshoeken van 0,5-2,0 graden op verticale wanden vereenvoudigt het verwijderen van onderdelen uit opspaninrichtingen en vermindert de braamvorming tijdens snijbewerkingen.
Upload uw CAD-bestanden naar de Microns Hub instant offerte engine voor zeer nauwkeurige resultaten.
Ontwerpwijziging #4: Minimaliseer de complexiteit van functies door middel van geometrische optimalisatie
Complexe geometrische kenmerken verhogen de programmeertijd en de complexiteit van de gereedschapspadberekening exponentieel. Scherpe interne hoeken vereisen EDM-afwerking of meerdere gereedschapspassen met geleidelijk kleinere vingerfrezen. Het specificeren van hoeken met een radius van 0,5 mm in plaats van scherpe hoeken elimineert secundaire bewerkingen met behoud van functionele prestaties voor de meeste toepassingen.
Undercuts en omgekeerde lossingshoeken forceren extra instellingen of gespecialiseerde tooling. Vijfassige bewerkingsmogelijkheden verwerken sommige complexe geometrieën in enkele instellingen, maar de programmeercomplexiteit en de insteltijd overschrijden vaak de kostenbesparingen door verminderde handling. Het elimineren van undercuts door ontwerpwijziging verlaagt doorgaans de totale kosten en verbetert de onderdeelsterkte door een betere spanningsverdeling.
Oppervlakteafwerkingseisen bepalen de selectie van snijparameters en de strategieën voor de laatste gang. Ra 1,6 μm oppervlakteafwerking wordt bereikt door middel van standaard bewerkingsparameters, terwijl Ra 0,8 μm extra afwerkingsgangen vereist met gereduceerde voedingssnelheden. Spiegelafwerkingen onder Ra 0,4 μm vereisen secundaire polijstbewerkingen die aanzienlijke kosten en doorlooptijd toevoegen.
| Functietype | Standaardaanpak | Tijdmultiplier | Kostenimpact | DFM-alternatief |
|---|---|---|---|---|
| Scherpe interne hoek | Meerdere gereedschapspassen + EDM | 3.5x | +250% | Hoek met radius van 0,5 mm |
| Diepe smalle sleuf | Plungesnijden + zijfrezen | 2.8x | +180% | Bredere sleuf of doorlopend gat |
| Complexe ondersnijding | 5-assig of meerdere opstellingen | 4.2x | +320% | Elimineer of vereenvoudig geometrie |
| Zeer dunne wand (<1 mm) | Lichte sneden, speciale armaturen | 2.2x | +120% | Verhoog tot minimaal 1,5 mm |
Tolerantiespecificatie vertegenwoordigt de meest voorkomende kostenverhogende factor bij precisiebewerking. ISO 2768 algemene toleranties behandelen de meeste functionele vereisten zonder specifieke aanduidingen. Medium grade (ISO 2768-m) biedt ±0,1 mm voor afmetingen tot 30 mm, ±0,15 mm voor afmetingen van 30-120 mm en ±0,2 mm voor afmetingen van 120-400 mm.
Kritische toleranties die statistische procescontrole (SPC) monitoring vereisen, voegen inspectietijd en potentiële herbewerkingskosten toe. Elke afmeting die coördinatenmeetmachine (CMM) verificatie vereist, voegt 2-5 minuten inspectietijd plus documentatievereisten toe. Het beperken van nauwe toleranties tot functioneel kritische kenmerken vermindert de overhead van kwaliteitsborging aanzienlijk.
Geometrische dimensionering en tolerantie (GD&T) toepassing volgens ASME Y14.5 normen communiceert de ontwerpintentie effectiever dan traditionele plus/min tolerantie. Complexe GD&T schema's die gespecialiseerde inspectieapparatuur vereisen, verhogen echter de kosten zonder overeenkomstig functioneel voordeel in veel toepassingen.
Positietoleranties voor gatenpatronen demonstreren dit principe duidelijk. Een ±0,05 mm positietolerantie op een boutcirkel vereist CMM-inspectie, terwijl ±0,1 mm tolerantie go/no-go meterverificatie mogelijk maakt tegen een derde van de inspectiekosten.
Ontwerpwijziging #6: Optimaliseer de bewerkingstoegang en gereedschapsspeling
Beperkingen van de gereedschapstoegang forceren langere gereedschappen met verminderde stijfheid, waardoor trillingen toenemen en snijparameters worden beperkt. Standaard lengte-diameterverhoudingen van vingerfrezen van 3:1 of 4:1 bieden een optimale stijfheid voor de meeste toepassingen. Het vereisen van verhoudingen van 6:1 of hoger vermindert de snijsnelheden met 30-50% en verhoogt het risico op gereedschapsdoorbuiging.
Spelingseisen rond bewerkte kenmerken maken de selectie van grotere, meer rigide tooling mogelijk. Een vingerfrees van 20 mm verwijdert 4x sneller materiaal dan een vingerfrees van 10 mm wanneer er voldoende speling is. Pocketbewerkingen profiteren vooral van royale hoekradii die overeenkomen met de beschikbare gereedschapsmaten.
Fixture-ontwerpintegratie tijdens de onderdeelontwerpfase elimineert interferentieproblemen en vermindert de complexiteit van de installatie. Standaard bankschroefbekafstand, draaitafelafmetingen en werkstukopspanningsbeperkingen moeten ontwerpbeslissingen vroeg in het ontwikkelingsproces beïnvloeden in plaats van dure, op maat gemaakte opspanoplossingen te forceren.
De programmeertoegankelijkheid beïnvloedt zowel de initiële programmeertijd als de toekomstige modificatie-efficiëntie. Kenmerken die zich in moeilijk toegankelijke gebieden bevinden, vereisen conservatieve snijparameters en uitgebreide gereedschapspadverificatie, waardoor zowel de programmeertijd als de cyclustijd toenemen.
Ontwerpwijziging #7: Batchverwerking en functieconsolidatie
Functieconsolidatie vermindert gereedschapswisselingen en optimaliseert snijsequenties. Het groeperen van alle boorbewerkingen maakt een enkele gereedschapsinstelling mogelijk met geoptimaliseerde parameters voor meerdere gatmaten. Sequentiële pocketbewerkingen met consistente dieptes stroomlijnen voor- en nabewerkingen.
Secundaire bewerkingen elimineren door optimalisatie van de primaire instelling vertegenwoordigt een aanzienlijke kostenreductiemogelijkheid. Onderdelen die boor-, tap- en verzinkbewerkingen vereisen, worden efficiënt voltooid wanneer de gatlocaties de toegankelijkheid van één instelling mogelijk maken. Complexe onderdelen die flipbewerkingen of meerdere werkstukopstellingen vereisen, vermenigvuldigen de handlingstijd en introduceren positionele nauwkeurigheidsproblemen.
Batchvriendelijke ontwerpoverwegingen maken efficiënte productieschaling mogelijk. Onderdelen die zijn ontworpen voor eenvoudige opspanning en consistente gereedschapsvereisten, worden efficiënt verwerkt in hoeveelheden van prototype tot productievolumes. Onze productiediensten optimaliseren de installatieprocedures voor volumegeschikte productiemethoden.
Optimalisatie van materiaalgebruik door middel van nesting-vriendelijke geometrieën vermindert de verspilling van grondstoffen en maakt efficiënte programmering mogelijk voor opstellingen met meerdere onderdelen. Rechthoekige of cirkelvormige randprofielen nesten efficiënter dan complexe externe profielen die afzonderlijke voorraadstukken vereisen.
| Ontwerpstrategie | Tijdsbesparing | Kostenreductie | Kwaliteitsimpact | Implementatiemoeilijkheid |
|---|---|---|---|---|
| Standaard gereedschapsmaten | 20-35% | 15-28% | Verbeterd | Laag |
| Consistente wanddikte | 15-25% | 12-20% | Neutraal | Gemiddeld |
| Vereenvoudigde toleranties | 5-15% | 8-18% | Neutraal | Laag |
| Functieconsolidatie | 25-40% | 20-35% | Verbeterd | Hoog |
| Materiaaloptimalisatie | 10-20% | 15-25% | Verbeterd | Gemiddeld |
Het implementeren van deze strategieën voor kostenreductie vereist systematische integratie van ontwerpbeoordelingen in bestaande ontwikkelingsprocessen. DFM-beoordeling in een vroeg stadium identificeert optimalisatiemogelijkheden vóór het bevriezen van het ontwerp, wanneer wijzigingen relatief eenvoudig en goedkoop blijven.
CAD-modelanalyse met behulp van fabricagesimulatiesoftware voorspelt bewerkingssequenties en identificeert potentiële problemen vóór fysieke productie. Softwaretools zoals CAMWorks, Mastercam of Fusion 360 bieden realistische schattingen van de cyclustijd en benadrukken problematische kenmerken die ontwerp aandacht vereisen.
Cross-functionele samenwerking tussen ontwerpingenieurs en fabricage-ingenieurs zorgt voor een optimaal evenwicht tussen functionele vereisten en productie-efficiëntie. Regelmatige ontwerpbeoordelingen inclusief fabricage-input voorkomen dure herontwerpcycli en versnellen de time-to-market doelstellingen.
Documentatiestandaarden die DFM-richtlijnen bevatten, maken consistente toepassing mogelijk voor meerdere projecten en teamleden. Gestandaardiseerde ontwerp regels, voorkeursmateriaal specificaties en goedgekeurde tolerantieschema's verminderen ontwerpvariatie en maken efficiëntere offerte- en productieplanning mogelijk.
Het meten van het succes van kostenreductie
Het kwantificeren van de prestaties op het gebied van kostenreductie vereist het vaststellen van een basislijn en systematische tracking van meerdere kostencomponenten. De totale onderdeelkosten omvatten materiaal, bewerkingstijd, insteltijd, toolingverbruik en overhead van kwaliteitsborging - elk reageert anders op specifieke ontwerpaanpassingen.
Het meten van de cyclustijdreductie biedt de meest directe indicator voor fabricage-efficiëntie. Het vergelijken van de werkelijke bewerkingstijd voor en na ontwerpoptimalisatie kwantificeert de omvang van de verbetering en valideert theoretische voorspellingen van simulatiesoftware.
Kwaliteitsstatistieken, waaronder first-pass opbrengstpercentages en afvalpercentages, geven verbeteringen in de ontwerp robuustheid aan die verder gaan dan eenvoudige kostenreductie. Vereenvoudigde ontwerpen vertonen doorgaans een verbeterde produceerbaarheid door verminderde variatie en hogere procescapaciteitsindices.
Langetermijnkostentracking onthult de effectiviteit van de optimalisatiestrategie over productievolumes en tijdsperioden. Initiële reductie van de complexiteit van de installatie profiteert van hogere productiehoeveelheden, terwijl materiaaloptimalisatie consistente voordelen biedt, ongeacht de volumeniveaus.
Veelgestelde vragen
Wat is de meest effectieve enkele ontwerpwijziging voor het verlagen van de CNC-bewerkingskosten?
Het standaardiseren van gatmaten en draadspecificaties biedt doorgaans een kostenreductie van 15-25% met minimale impact op het ontwerp. Het gebruik van standaard metrische boormaten (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm) en ISO-metrische schroefdraden elimineert speciale toolingvereisten en maakt optimale snijparameters gedurende de hele productie mogelijk.
Hoe beïnvloeden tolerantiespecificaties de totale onderdeelkosten?
Nauwkeurige toleranties onder ±0,05 mm kunnen de onderdeelkosten met 30-80% verhogen door extra inspectievereisten en potentiële herbewerking. Het toepassen van ISO 2768 algemene toleranties voor niet-kritische afmetingen en het reserveren van nauwe toleranties alleen voor functioneel kritische kenmerken optimaliseert de kosten-prestatieverhouding effectief.
Welke materialen bieden de beste verhouding tussen bewerkbaarheid en prestaties voor kostenoptimalisatie?
Aluminium 6061-T6 biedt een uitstekende bewerkbaarheid (90-95 rating) met goede sterkte-eigenschappen voor de meeste toepassingen. Voor stalen componenten bieden 1018- of 12L14-kwaliteiten een superieure bewerkbaarheid in vergelijking met roestvrijstalen legeringen, terwijl ze een adequate sterkte behouden voor veel structurele toepassingen.
Hoe beïnvloedt de complexiteit van kenmerken de bewerkingstijd en -kosten?
Complexe kenmerken die gespecialiseerde tooling of meerdere opstellingen vereisen, kunnen de onderdeelkosten met 200-400% verhogen. Scherpe interne hoeken, diepe smalle sleuven en complexe undercuts hebben vooral invloed op de kosten door verlengde programmeertijd, gespecialiseerde toolingvereisten en gereduceerde snijparameters.
Welke richtlijnen voor wanddikte minimaliseren de bewerkingskosten met behoud van structurele integriteit?
Het handhaven van een minimale wanddikte van 1,5 mm voor aluminium en 2,0 mm voor staal elimineert trillingsproblemen en maakt standaard snijparameters mogelijk. Een consistente wanddikte over het hele onderdeel maakt bewerkingen in één gang en geoptimaliseerde gereedschapspadprogrammering mogelijk.
Hoe beïnvloeden de installatievereisten de productiekosten van kleine batches?
Elke extra installatie voegt 15-45 minuten niet-bewerkingstijd toe, wat een aanzienlijke invloed heeft op de economie van kleine batches. Het ontwerpen van onderdelen voor bewerking in één installatie kan de totale productietijd met 40-60% verminderen voor hoeveelheden onder de 50 stuks, waardoor prototyping en productie met een laag volume kosteneffectiever worden.
Wat is de relatie tussen de eisen aan de oppervlakteafwerking en de bewerkingskosten?
Oppervlakteafwerkingseisen onder Ra 1,6 μm verhogen de bewerkingstijd exponentieel. Ra 0,8 μm vereist 40-60% extra afwerkingstijd, terwijl Ra 0,4 μm secundaire polijstbewerkingen vereist die een kostenpremie van 150-300% toevoegen ten opzichte van standaard bewerkte afwerkingen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece