Puntlassen vs. Klinken: Sterktevergelijkingen voor Assemblage
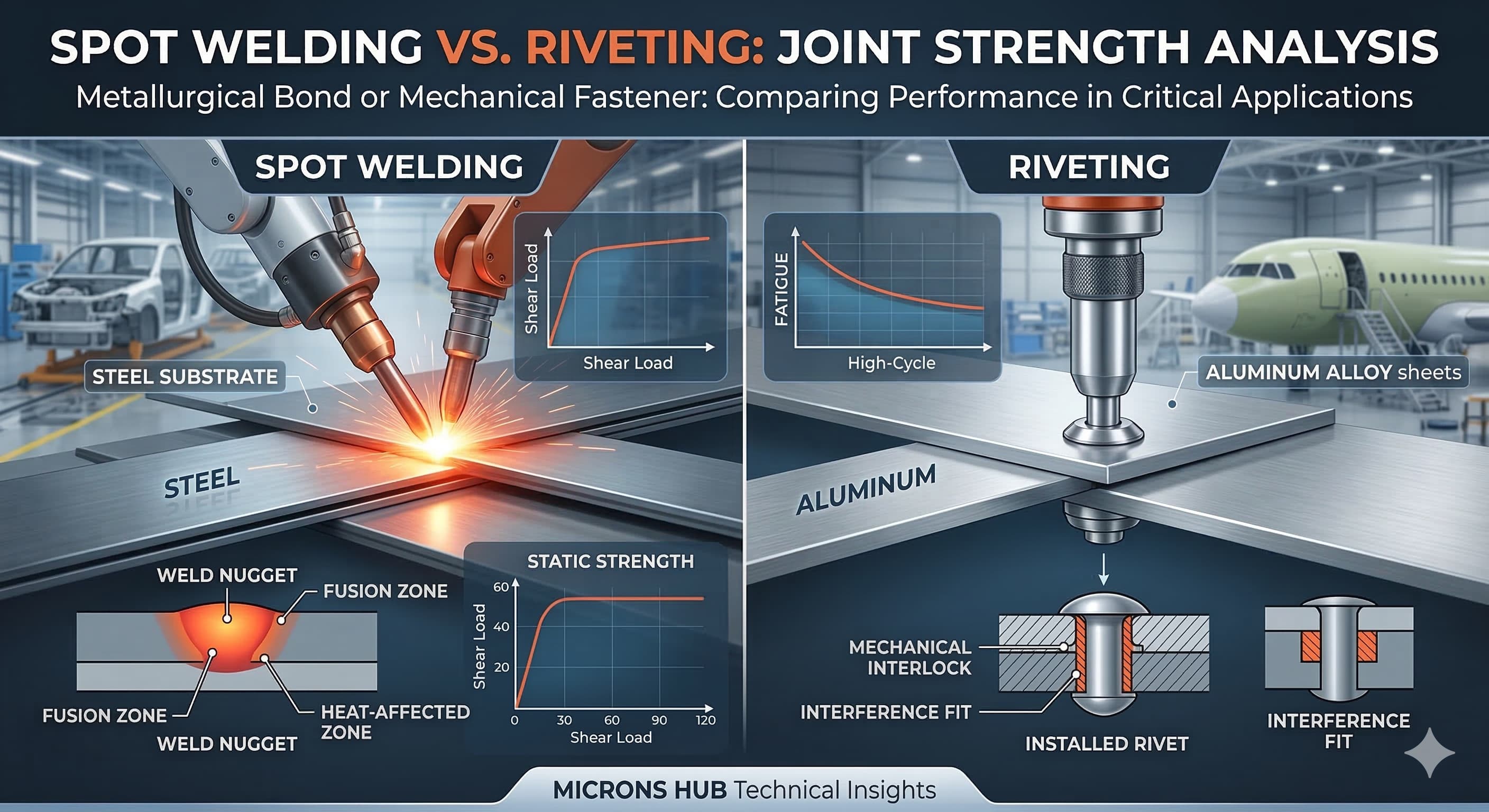
De verbindingssterkte bepaalt de betrouwbaarheid van de assemblage in kritieke toepassingen, van carrosseriepanelen tot structurele componenten in de lucht- en ruimtevaart. Zowel puntlassen als klinken creëren permanente mechanische verbindingen, maar hun sterkte-eigenschappen, faalwijzen en geschiktheid voor toepassingen verschillen aanzienlijk op basis van materiaaleigenschappen, belastingsomstandigheden en fabricagebeperkingen.
Belangrijkste punten
- Puntlassen bereiken doorgaans 80-95% van de sterkte van het basismateriaal bij schuifbelasting, terwijl klinknagels 60-75% bereiken, afhankelijk van de installatiekwaliteit
- Materiaaldikteverhoudingen boven 3:1 geven de voorkeur aan klinken boven puntlassen voor een consistente verbindingsintegriteit
- De vermoeiingsprestaties variëren enorm: puntlassen blinken uit in toepassingen met lage cycli, terwijl klinknagels beter omgaan met hoge cycli
- Kostenanalyse moet investeringen in apparatuur, cyclustijd en kwaliteitscontrole-eisen omvatten, verder dan eenvoudige berekeningen per verbinding
Fundamentele sterkte mechanismen
Puntlassen creëert metallurgische verbindingen door middel van lokale fusie, waardoor nuggets ontstaan met sterkte-eigenschappen die direct gerelateerd zijn aan de samenstelling van het basismateriaal. De diameter van de lasnugget varieert doorgaans van 4√t tot 6√t millimeter, waarbij t de plaatdikte in mm vertegenwoordigt. Deze relatie zorgt voor een adequate lastverdeling over het verbindingsoppervlak.
Geklonken verbindingen zijn afhankelijk van mechanische bevestiging door gatvervorming en perspassing. De klinknagelsteel draagt de belasting over door middel van lagercontact tegen de gatwanden, terwijl de gevormde koppen klemkracht leveren. Kritieke parameters zijn onder meer de verhouding tussen gat- en klinknageldiameter (doorgaans 1,02-1,06 voor perspassingen) en de randafstanden (minimaal 2,0 keer de klinknageldiameter voor voldoende lagersterkte).
De mechanismen voor belastingsoverdracht verschillen fundamenteel tussen de processen. Puntlassen verdelen de spanning over de gehele nuggetdoorsnede, waardoor relatief uniforme spanningsvelden ontstaan. Klinknagels concentreren de spanning op de lageroppervlakken en genereren complexe spanningsverdelingen, waaronder gelijktijdig lager-, schuif- en trekcomponenten.
Materiaalspecifieke sterkteprestaties
Staaltoepassingen tonen de voordelen van puntlassen in homogene assemblages aan. Laag koolstofstaal (AISI 1008-1010) bereikt nuggetsterktes van 380-420 MPa in correct uitgevoerde lassen, vergeleken met 270-310 MPa voor equivalente basismaterialen. Hoogwaardige staalsoorten (HSLA 350/450) behouden 85-90% van de basismateriaaleigenschappen in de nuggetzone bij gebruik van de juiste lasparameters.
Aluminiumlegeringassemblages presenteren andere overwegingen. Al 6061-T6 puntlassen bereiken doorgaans een treksterkte van 140-160 MPa, wat 65-75% van de basismateriaaleigenschappen vertegenwoordigt als gevolg van het zachter worden van de warmtebeïnvloede zone. Geklonken aluminiumverbindingen met 2117-T4 klinknagels bereiken 180-220 MPa in schuifspanning, wat vaak de prestaties van puntlassen in dunne toepassingen overtreft.
| Materiaalsysteem | Puntlassterkte (MPa) | Klinknagelverbinding Sterkte (MPa) | Sterkte-efficiëntie (%) |
|---|---|---|---|
| Laag koolstofstaal (1.2mm) | 420 | 310 | Las: 95%, Klinknagel: 70% |
| HSLA 350 (1.5mm) | 380 | 340 | Las: 85%, Klinknagel: 75% |
| Al 6061-T6 (1.0mm) | 155 | 200 | Las: 70%, Klinknagel: 85% |
| Roestvrij 304 (0.8mm) | 290 | 280 | Las: 75%, Klinknagel: 72% |
Combinaties van ongelijke materialen geven de voorkeur aan klinken vanwege galvanische compatibiliteit en eliminatie van intermetallische vorming. Staal-aluminium assemblages vereisen isolatiebarrières in geklonken verbindingen, maar blijven onhaalbaar voor puntlassen zonder gespecialiseerde technieken zoals wrijvingsroerlassen.
Analyse van de belastingsomstandigheden
Schuifbelasting vertegenwoordigt het primaire ontwerpgeval voor beide verbindingstypen. Puntlassen vertonen lineair elastisch gedrag tot plotseling falen bij maximale belasting, doorgaans zonder zichtbare waarschuwing voor vervorming. De maximale schuifsterkte varieert van 3-12 kN per punt, afhankelijk van de materiaal- en diktecombinaties. Faalwijzen omvatten het uittrekken van de nugget (gewenst), falen van het grensvlak (lasdefect) of scheuren van de warmtebeïnvloede zone (overmatige warmte-inbreng).
Geklonken verbindingen vertonen een meer voorspelbare faalprogressie door lagervervorming vóór het uiteindelijke falen. De schuifsterkte varieert doorgaans van 2-8 kN per klinknagel, met geleidelijke herverdeling van de belasting mogelijk in patronen met meerdere klinknagels. Deze eigenschap biedt inherente veiligheidsfactoren in structurele toepassingen waar progressieve faalwaarschuwing gunstig is.
Afpelbelasting compromitteert beide verbindingstypen ernstig, maar beïnvloedt ze anders. Puntlassen concentreren de spanning op de nuggetranden, waardoor spanningsintensiveringsfactoren ontstaan van 3-5 keer de nominale belasting. Ontwerprichtlijnen beperken de afpelspanning tot 10-15% van de schuifcapaciteit. Geklonken verbindingen verwerken afpelbelastingen via het contactoppervlak van de kop en houden doorgaans 25-35% van de schuifsterkte vast in gecombineerde belastingsscenario's.
Voor zeer nauwkeurige resultaten, vraag uw offerte op maat aan binnen 24 uur bij Microns Hub.
Kenmerken van vermoeiingsprestaties
Vermoeiingsgedrag vertegenwoordigt een cruciaal onderscheid tussen verbindingsmethoden. Puntlassen presteren goed in toepassingen met lage cycli en hoge spanningen met een vermoeiingslevensduur van 10³-10⁵ cycli bij 50-70% van de statische sterkte. De soepele spanningsovergang over de nuggetgrenzen minimaliseert scheurinitiatieplaatsen wanneer deze correct wordt uitgevoerd.
Geklonken verbindingen blinken uit in toepassingen met hoge cycli en houden 10⁶-10⁷ cycli vast bij 30-45% van de statische sterkte. De mechanische verbinding maakt micromobiliteit mogelijk die piekspanningen verlicht, terwijl koudversteviging tijdens de installatie de vermoeiingsweerstand verbetert. Frettingcorrosie op interfaces kan echter de prestaties in corrosieve omgevingen verminderen.
Spanningsconcentratiefactoren beïnvloeden de vermoeiingsprestaties aanzienlijk. Puntlassen bereiken factoren van 1,5-2,5 in goed uitgevoerde verbindingen, terwijl geklonken assemblages variëren van 2,0-4,0, afhankelijk van de kwaliteit van de gatvoorbereiding en de installatieprocedures. Scherpe bochten en geometrische overgangen in de buurt van verbindingen verhogen de spanningsconcentraties verder en moeten worden overwogen bij vermoeiingsanalyse.
Dikte- en geometrieoverwegingen
Materiaaldikteverhoudingen beïnvloeden de keuze van de verbinding kritisch. Puntlassen presteren optimaal bij dikteverhoudingen onder 3:1, waarbij een consistente nuggetvorming en warmteverdeling worden gehandhaafd. Boven deze verhouding creëert preferentiële verwarming van dunnere secties onvolledige fusie- of doorbrandingsomstandigheden.
Klinken is effectief geschikt voor dikteverhoudingen tot 5:1, met behulp van grip-lengteselectie en gecontroleerde vormprocessen. Standaard klinknagellengtes volgen geometrische progressies (6, 8, 10, 12, 16, 20, 25, 32 mm) om aan verschillende assemblagevereisten te voldoen.
Toegankelijkheidseisen verschillen aanzienlijk. Puntlassen vereist elektrodentoegang van beide zijden in de meeste toepassingen, waarvoor 40-60 mm speling nodig is voor standaardapparatuur. Er bestaan enkelzijdige technieken, maar deze verminderen de sterkte met 20-30% in vergelijking met conventionele benaderingen.
Klinken biedt enkelzijdige installatieopties via blindklinknagels, hoewel massieve klinknagels een superieure sterkte bieden wanneer beide zijden toegankelijk zijn. De sterkte van blindklinknagels bereikt doorgaans 70-80% van de prestaties van equivalente massieve klinknagels als gevolg van het afbreken van de doorn en het verminderde lageroppervlak.
| Diktecombinatie | Puntlas Geschiktheid | Klinknagel Geschiktheid | Sterktevergelijking |
|---|---|---|---|
| 1.0mm + 1.0mm | Uitstekend | Goed | Las 15% sterker |
| 1.5mm + 1.5mm | Uitstekend | Uitstekend | Vergelijkbaar |
| 0.8mm + 2.5mm | Slecht | Goed | Klinknagel 25% sterker |
| 2.0mm + 6.0mm | Niet aanbevolen | Uitstekend | Alleen klinknagel optie |
Wanneer u bij Microns Hub bestelt, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise in zowel las- als klinkprocessen betekent dat elke verbinding de aandacht voor detail krijgt die nodig is voor optimale prestaties in uw specifieke toepassing.
Methoden voor kwaliteitscontrole en inspectie
Niet-destructieve testmethoden variëren aanzienlijk tussen verbindingsmethoden. De inspectie van puntlassen is gebaseerd op ultrasone tests, visueel onderzoek van inkepingspatronen en periodieke destructieve tests volgens AWS D8.1-normen. Voor de verificatie van de nuggetdiameter is gespecialiseerde apparatuur vereist met nauwkeurigheidseisen van ±0,1 mm.
De inspectie van geklonken verbindingen maakt gebruik van visueel onderzoek (95% van de kwaliteitsbeoordeling), verificatie van de gatmeter en metingen van de vlakke/uitstekende hoogte. Standaard inspectiehulpmiddelen omvatten go/no-go-meters, dieptemicrometers en instrumenten voor oppervlakteprofielen. Afkeuringscriteria zijn doorgaans gericht op installatiedefecten: onvolledige kopvorming, gekantelde klinknagels of overmatige gatvervorming.
De mogelijkheden voor procesbewaking verschillen aanzienlijk. Moderne puntlassystemen bieden real-time feedback over stroom, spanning en weerstand, waardoor statistische procescontrole mogelijk is. Adaptieve besturingssystemen passen parameters automatisch aan op basis van gemeten omstandigheden, waardoor een consistente kwaliteit tijdens de productieruns wordt gehandhaafd.
Klinkbewerkingen zijn primair afhankelijk van koppelregeling (pneumatische installaties) of verplaatsingsbewaking (hydraulische systemen). Procesvensters zijn breder dan bij puntlassen, doorgaans ±15% voor acceptabele installaties versus ±5% voor lasparameters.
Kostenanalysekader
De investeringsvereisten voor apparatuur bepalen de belangrijkste kostenverschillen. Puntlassystemen variëren van €25.000-200.000, afhankelijk van het vermogen, de verfijning van de besturing en het automatiseringsniveau. Onderhoudskosten omvatten elektrodevervanging (€50-150 per set), periodieke kalibratie en onderhoud van het elektrische systeem.
De kosten van klinkapparatuur variëren van €3.000-50.000 voor pneumatische systemen tot €15.000-150.000 voor geautomatiseerde installaties. De kosten van verbruiksartikelen zijn eenvoudig: de prijzen van klinknagels variëren van €0,05-0,30 per stuk, afhankelijk van het materiaal, de grootte en de specificatievereisten.
Cyclustijdanalyse onthult processpecifieke voordelen. Puntlassen bereikt cyclustijden van 0,5-2,0 seconden met minimale operatorvaardigheden. Geautomatiseerde systemen bereiken 600-1200 punten per uur met een consistente kwaliteit. De insteltijd is minimaal zodra de elektroden correct zijn gepositioneerd.
De cyclustijden voor klinken variëren van 3-8 seconden per verbinding, inclusief positionering en installatie. Handmatige bewerkingen bereiken 200-400 verbindingen per uur, terwijl geautomatiseerde systemen 800-1500 verbindingen per uur bereiken. De installatievereisten omvatten gatvoorbereiding, klinknagelbelading en gereedschapsuitlijning.
| Kostenfactor | Puntlassen | Klinken | Opmerkingen |
|---|---|---|---|
| Apparatuur (€) | 25.000-200.000 | 3.000-150.000 | Lassen vereist hogere initiële investering |
| Per Verbinding (€) | 0.02-0.08 | 0.05-0.35 | Inclusief verbruiksartikelen en arbeid |
| Insteltijd (min) | 5-15 | 10-30 | Klinken vereist gatvoorbereiding |
| Onderhoud (€/maand) | 200-800 | 50-300 | Laselektroden slijten sneller |
Toepassingsspecifieke aanbevelingen
Carrosserie-in-wit-assemblages in de auto-industrie maken overwegend gebruik van puntlassen voor staalconstructie, waarbij 3000-5000 punten per voertuig worden bereikt met cyclustijden die hoge productiesnelheden ondersteunen. Aluminium spaceframes maken steeds meer gebruik van spuitgietdiensten voor complexe geometrieën, terwijl geklonken verbindingen worden gehandhaafd voor structurele verbindingen die het verbinden van ongelijke materialen vereisen.
Lucht- en ruimtevaarttoepassingen geven de voorkeur aan klinken voor de primaire structuur vanwege de vermoeiingsprestaties, inspecteerbaarheid en reparatiemogelijkheden. Commerciële vliegtuigen gebruiken 2-3 miljoen klinknagels per casco met sterkte-eisen die voldoen aan FAR 25.303 ultieme belastingsfactoren. Puntlassen wordt toegepast in secundaire structuren en interieurcomponenten waar gewichtsbesparing de processelectie rechtvaardigt.
De fabricage van apparaten maakt strategisch gebruik van beide processen. Puntlassen domineert stalen kastassemblages met een typische afstand van 25-40 mm tussen de punten. Klinken dient gespecialiseerde toepassingen die montage na het lakken of onderhoud in het veld vereisen. Onze uitgebreide productiediensten ondersteunen zowel traditionele apparaatconstructie als opkomende lichtgewicht ontwerpen.
Maritieme toepassingen vereisen een zorgvuldige materiaalkeuze vanwege corrosieve omgevingen. Roestvrijstalen klinknagels (316L) bieden een superieure corrosieweerstand in vergelijking met gelaste verbindingen waar warmtebeïnvloede zones galvanische cellen creëren. Een correct verbindingsontwerp omvat drainagevoorzieningen en compatibele materiaalkeuzes volgens ABYC-normen.
Beslissingsmatrix voor processelectie
Materiaalompatibiliteit dient als het primaire selectiecriterium. Homogene assemblages geven de voorkeur aan puntlassen vanwege de sterkte en kostenefficiëntie. Combinaties van ongelijke materialen vereisen klinken, tenzij gespecialiseerde lasprocessen economisch gerechtvaardigd zijn.
Het productievolume beïnvloedt de proceseconomie aanzienlijk. Toepassingen met een hoog volume (>10.000 stuks per jaar) rechtvaardigen investeringen in puntlasautomatisering. Toepassingen met een laag volume of prototype profiteren van de lagere installatiekosten en apparatuurflexibiliteit van klinken.
Kwaliteitseisen beïnvloeden de processelectie door middel van inspectiemogelijkheden en voorspelbaarheid van de faalwijze. Kritieke toepassingen die 100% inspectie vereisen, geven de voorkeur aan klinken vanwege de mogelijkheden voor visuele beoordeling. Statistische bemonsteringsmethoden zijn geschikt voor puntlassen in gecontroleerde productieomgevingen.
Toegankelijkheidsbeperkingen bepalen vaak haalbare processen. Enkelzijdige toegangseisen elimineren conventionele puntlasopties. Complexe geometrieën met beperkte speling vereisen mogelijk gespecialiseerde klinkgereedschappen of alternatieve bevestigingsmethoden.
Geavanceerde technieken en hybride benaderingen
Projectielassen breidt de mogelijkheden van puntlassen uit naar dikkere materialen en complexe geometrieën. Geprofileerde projecties concentreren de stroomdichtheid, waardoor effectief verbinden van materialen tot 6 mm dikte mogelijk is. De eisen aan de procesbeheersing nemen toe als gevolg van de dynamiek van het instorten van de projectie, maar de verbindingssterkte benadert de conventionele prestaties van puntlassen.
Zelfponsende klinknagels elimineren voorgeponste gaten en creëren mechanische vergrendelingen door middel van gecontroleerde penetratie. Deze technologie is geschikt voor meerlaagse assemblages en gecoate materialen waar gatvoorbereiding problematisch is. De installatiekrachten variëren van 25-60 kN, afhankelijk van materiaalcombinaties en klinknagelspecificaties.
Vloeivormende klinknagels gebruiken orbitale vormprocessen om een consistente kopgeometrie te creëren met minimale installatiekrachten. Deze aanpak vermindert het geluidsniveau en de slijtage van de apparatuur, terwijl de verbindingssterkte gelijk blijft aan conventionele installatiemethoden.
Hybride benaderingen combineren beide technieken binnen afzonderlijke assemblages. Structurele verbindingen gebruiken klinken voor primaire belastingspaden, terwijl puntlassen zorgt voor paneelbevestiging en afdichtingsfuncties. Deze strategie optimaliseert elk proces voor zijn sterkte-eigenschappen en minimaliseert de algehele fabricagecomplexiteit.
Veelgestelde vragen
Wat bepaalt de minimale afstand tussen puntlassen of klinknagels?
De minimale afstand is afhankelijk van de materiaaldikte en de verbindingsgeometrie. Puntlassen vereisen een afstand van 10-20 keer de materiaaldikte van hart tot hart om stroomshunt door aangrenzende nuggets te voorkomen. Klinknagels hebben een minimale afstand van 3 keer de diameter nodig om een adequate lagersterkte te behouden, doorgaans 15-25 mm voor gangbare maten.
Hoe beïnvloeden coatingsystemen de verbindingssterkte in beide processen?
Gegalvaniseerde coatings verminderen de puntlassterkte met 10-15% als gevolg van zinkverdamping en elektrodeverontreiniging, maar bieden langdurige corrosiebescherming. Geverfde oppervlakken moeten worden verwijderd vóór het puntlassen, maar vertonen geen sterktevermindering voor geklonken verbindingen wanneer ze correct zijn voorbereid.
Kunnen puntlassen en klinknagels in dezelfde assemblage worden gemengd?
Ja, hybride benaderingen komen veel voor in de auto- en ruimtevaartindustrie. Structurele verbindingen gebruiken klinknagels voor primaire belastingspaden, terwijl puntlassen zorgt voor paneelbevestiging en afdichting. Het ontwerp vereist een zorgvuldige analyse van het belastingspad om spanningsconcentraties bij verbindingsovergangen te voorkomen.
Welke veiligheidsfactoren moeten worden toegepast op berekeningen van de verbindingssterkte?
Statische toepassingen gebruiken doorgaans veiligheidsfactoren van 2,5-4,0 voor puntlassen en 3,0-5,0 voor klinknagels. Dynamische belasting vereist vermoeiingsanalyse met de juiste spreidingsfactoren. Kritieke toepassingen vereisen mogelijk een bewijstest bij 1,5 keer de ontwerpbelasting volgens de toepasselijke ontwerpvoorschriften.
Hoe neemt de verbindingssterkte in de loop van de tijd af tijdens gebruik?
Puntlassen behouden de sterkte voor onbepaalde tijd in droge omgevingen, maar kunnen spanningscorrosie vertonen in agressieve omstandigheden. Geklonken verbindingen kunnen losraken als gevolg van trillingen of thermische cycli, waardoor periodieke inspectie en het opnieuw vastdraaien vereist zijn waar toegankelijk.
Welke kwaliteitsnormen zijn van toepassing op elke verbindingsmethode?
Puntlassen volgt AWS D8.1 voor automobieltoepassingen en AWS D8.9 voor constructiestaal. Klinknormen omvatten ASTM F467 voor bevestigingsspecificaties en verschillende industriële codes (AISC, ASCE) voor ontwerpvereisten. Militaire specificaties (MIL-DTL) zijn van toepassing op lucht- en ruimtevaarttoepassingen.
Hoe beïnvloeden omgevingsomstandigheden de processelectie?
Service bij hoge temperaturen (>150°C) geeft de voorkeur aan klinken vanwege mogelijke spanningsvermindering in warmtebeïnvloede zones van puntlassen. Corrosieve omgevingen vereisen een zorgvuldige materiaalkeuze, waarbij klinken superieure prestaties op lange termijn biedt wanneer compatibele bevestigingsmiddelen worden gespecificeerd. Cryogene toepassingen profiteren van geklonken verbindingen vanwege de compatibiliteit van thermische uitzetting.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece