Ontbramen Standaarden: Specificaties voor Randafwerking voor Veilige Verwerking
Scherpe randen van bewerkingen, stempelen en snijden creëren veiligheidsrisico's en functionele problemen die systematische ontbraamaanpakken vereisen. De juiste specificatie van de randconditie voorkomt verwondingen op de werkplek, verbetert de prestaties van onderdelen en zorgt voor consistente fabricageresultaten tijdens de productieruns.
Belangrijkste punten
- Specificaties voor randafwerking moeten overeenkomen met de materiaaleigenschappen en de beoogde toepassingsvereisten
- Ontbraamstandaarden verschillen aanzienlijk tussen industrieën, waarbij de lucht- en ruimtevaartsector strengere toleranties vereist dan algemene fabricage
- Geautomatiseerde ontbraamprocessen bieden superieure consistentie, maar handmatige methoden bieden betere controle voor complexe geometrieën
- Kosteneffectieve ontbraamstrategieën balanceren veiligheidseisen met productie-efficiëntie door de juiste processelectie
Inzicht in de basisprincipes van randafwerking
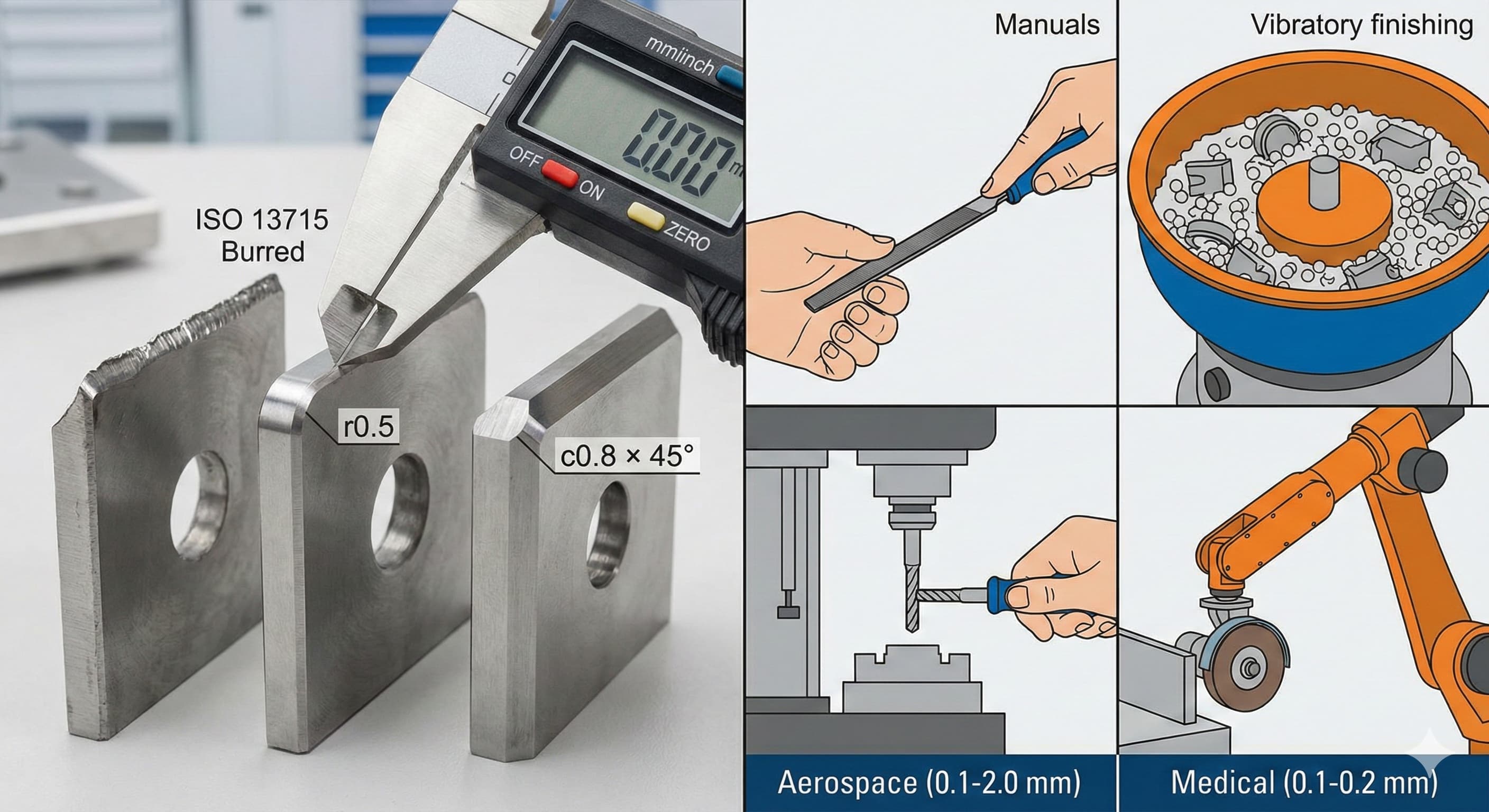
Randafwerking, gedefinieerd als het opzettelijk verwijderen of wijzigen van scherpe randen, transformeert potentieel gevaarlijke snijvlakken in veilige, functionele randen. De fundamentele meting omvat twee belangrijke parameters: de randradius en de afschuining. Randradiusmetingen variëren doorgaans van 0,1 mm tot 2,0 mm voor de meeste fabricagetoepassingen, terwijl afschuiningsspecificaties gewoonlijk tussen 0,2 mm en 1,5 mm liggen onder een hoek van 45 graden.
Materiaaleigenschappen hebben een directe invloed op de eisen voor randafwerking. Aluminiumlegeringen zoals 6061-T6 zijn schoon te bewerken, maar produceren scherpe bramen die consistente randafwerkingen van 0,2-0,4 mm vereisen voor een veilige hantering. Roestvrij staal 316L genereert agressievere bramen tijdens snijbewerkingen, waardoor grotere randafwerkingen van 0,5-0,8 mm nodig zijn om alle scherpe uitsteeksels te verwijderen. Koolstofstaalsoorten zoals 1018 vallen tussen deze extremen en vereisen doorgaans randafwerkingen van 0,3-0,6 mm, afhankelijk van de gebruikte snijmethode.
De complexiteit van de geometrie heeft een aanzienlijke invloed op de selectie van de ontbraamaanpak. Eenvoudige rechthoekige onderdelen met rechte randen zijn geschikt voor geautomatiseerde trommel- of trilafwerkingsmethoden. Complexe geometrieën met interne hoeken, gaten en gevarieerde diktes vereisen selectief handmatig ontbramen of gespecialiseerde gereedschapsmethoden.Paneelverstevigers met ribben en flenzen illustreren deze complexiteit en vereisen zorgvuldige aandacht voor de randcondities waar verschillende materiaaldiktes samenkomen.
Industriestandaarden en specificaties
ISO 13715 biedt het fundamentele kader voor het specificeren van randafwerkingen op technische tekeningen, waarbij standaardnotatie- en meetmethoden worden vastgesteld. De norm definieert randafwerkingsaanduidingen met behulp van de notatie "r" voor radiusafwerkingen en "c" voor afschuiningsafwerkingen, gevolgd door de dimensionale specificatie. "r0.5" geeft bijvoorbeeld een radiusafwerking van 0,5 mm aan, terwijl "c0.8 x 45°" een afschuining van 0,8 mm onder een hoek van 45 graden specificeert.
Lucht- en ruimtevaarttoepassingen volgen de AS9100-normen voor kwaliteitsmanagement, die specifieke eisen stellen aan de randafwerking voor veiligheidskritische componenten. Typische randafwerkingen in de lucht- en ruimtevaart variëren van 0,1-0,3 mm voor precisieonderdelen tot 1,0-2,0 mm voor structurele componenten. Deze specificaties zorgen voor consistente prestaties onder extreme bedrijfsomstandigheden, terwijl nauwkeurige dimensionale toleranties behouden blijven.
De productie van medische hulpmiddelen voldoet aan de ISO 13485-normen, die braamvrije oppervlakken vereisen voor de veiligheid van de patiënt. Randafwerkingen in medische toepassingen specificeren doorgaans maximale afmetingen van 0,1-0,2 mm met gladde, consistente profielen. Scherpe randen of achtergebleven bramen kunnen weefselschade veroorzaken of de functionaliteit van het apparaat in gevaar brengen, waardoor rigoureus ontbramen essentieel is.
| Industrie | Typisch bereik voor kantbreken | Primaire standaard | Kritische vereisten |
|---|---|---|---|
| Lucht- en ruimtevaart | 0.1-2.0 mm | AS9100 | Preventie van spanningsconcentratie |
| Medisch hulpmiddel | 0.1-0.2 mm | ISO 13485 | Biocompatibiliteit en veiligheid |
| Automobiel | 0.2-1.0 mm | ISO/TS 16949 | Vermoeiingsweerstand |
| Algemene fabricage | 0.3-1.5 mm | ISO 9001 | Veilige hantering |
Selectie van ontbraamproces
Handmatig ontbramen met behulp van vijlen, schrapers en schuurmiddelen biedt maximale controle voor complexe geometrieën en kritische toepassingen. Bekwame operators kunnen consistente randafwerkingen van 0,1-0,5 mm bereiken met behoud van nauwe dimensionale toleranties. Handmatige methoden blinken uit bij het werken met gevarieerde onderdeelgeometrieën, interne kenmerken of wanneer verschillende eisen aan de randafwerking gelden voor hetzelfde onderdeel. De arbeidskosten variëren doorgaans van € 25-45 per uur, afhankelijk van het vaardigheidsniveau en de geografische locatie.
Trommelprocessen maken gebruik van roterende trommels gevuld met schuurmiddelen om uniforme randafwerkingen over meerdere onderdelen tegelijk te creëren. Keramische media produceren een agressieve snijwerking die geschikt is voor randafwerkingen van 0,5-2,0 mm, terwijl plastic media een zachtere werking bieden voor afwerkingen van 0,2-0,8 mm. De verwerkingstijden variëren van 2-8 uur, afhankelijk van de materiaalkwaliteit en de gewenste grootte van de randafwerking. Trommelen werkt effectief voor onderdelen zonder delicate kenmerken of nauwe tolerantie-eisen.
Trilafwerking maakt gebruik van oscillerende kommen of bakken die schuurmiddelen en onderdelen bevatten in een zorgvuldig gecontroleerde omgeving. Deze methode produceert consistentere resultaten dan trommelen, terwijl een betere dimensionale controle behouden blijft. Trilsystemen kunnen randafwerkingen van 0,1-1,5 mm bereiken met verwerkingstijden van 1-6 uur. De selectie van de samenstelling heeft een aanzienlijke invloed op de resultaten, waarbij alkalische samenstellingen een snellere snede bevorderen en neutrale samenstellingen zorgen voor een gladdere afwerking.
Voor zeer nauwkeurige resultaten,Vraag een gratis offerte aan en ontvang binnen 24 uur een prijsopgave bij Microns Hub.
Geautomatiseerde ontbraamtechnologieën
CNC-ontbraamsystemen integreren gespecialiseerde gereedschappen en programmering om bramen te verwijderen tijdens de primaire bewerkingsbewerking. Afschuinfrezen, ontbraamgereedschappen en borstelsystemen kunnen in bewerkingscycli worden geprogrammeerd om consistente randafwerkingen te creëren zonder secundaire bewerkingen. Deze aanpak elimineert de behandeling tussen bewerkingen en behoudt een nauwkeurige dimensionale controle. Typische randafwerkingen die kunnen worden bereikt met CNC-ontbramen variëren van 0,1-1,0 mm met een uitstekende herhaalbaarheid.
Robotontbraamsystemen combineren industriële robots met verschillende ontbraamgereedschappen om complexe randafwerkingsbewerkingen te automatiseren. Krachtgestuurde robots kunnen de contouren van het onderdeel volgen met behoud van een consistente druk tegen snijgereedschappen of schuurschijven. De programmeerflexibiliteit maakt verschillende specificaties voor de randafwerking op hetzelfde onderdeel mogelijk, waardoor robotsystemen ideaal zijn voor gemengde productieomgevingen. De investeringskosten variëren van € 150.000-500.000, afhankelijk van de complexiteit van het systeem en de gereedschapseisen.
Thermisch ontbramen, ook wel explosie-ontbramen genoemd, maakt gebruik van gecontroleerde verbranding om bramen te verwijderen uit interne kanalen en complexe geometrieën. Dit proces bereikt effectief gebieden die ontoegankelijk zijn voor conventionele ontbraammethoden, terwijl consistente randafwerkingen van 0,1-0,3 mm worden gecreëerd. Thermisch ontbramen werkt bijzonder goed voor spuitgieten componenten met ingewikkelde interne kenmerken die braamvrije oppervlakken vereisen voor een goede werking.
| Ontbraammethode | Bereik voor kantbreken | Typische cyclustijd | Investeringskosten |
|---|---|---|---|
| Handmatig | 0.1-0.5 mm | 5-30 min/onderdeel | €500-2.000 |
| Trommelen | 0.5-2.0 mm | 2-8 uur | €15.000-50.000 |
| Vibrerend | 0.1-1.5 mm | 1-6 uur | €25.000-75.000 |
| CNC-integratie | 0.1-1.0 mm | 1-5 min/onderdeel | €5.000-25.000 |
| Robotgestuurd | 0.2-2.0 mm | 2-15 min/onderdeel | €150.000-500.000 |
Materiaalspecifieke ontbraamoverwegingen
Aluminiumlegeringen vereisen een zorgvuldige selectie van de ontbraamaanpak vanwege hun neiging om snijgereedschappen te belasten en draderige bramen te genereren. 6061-T6 aluminium reageert goed op scherpe ontbraamgereedschappen met positieve spaanhoeken en voldoende spaanafvoer. Aanbevolen snijsnelheden variëren van 200-400 oppervlaktevoet per minuut met voedingssnelheden van 0,05-0,15 mm per omwenteling. Overvloedige koelvloeistof voorkomt materiaalopbouw op snijranden en behoudt de dimensionale stabiliteit.
Roestvrij staalsoorten zoals 316L en 304 vormen uitdagingen voor koudversteviging die van invloed zijn op de selectie van ontbraamgereedschappen. Hardmetalen ontbraamgereedschappen behouden langer scherpe snijranden dan alternatieven van snelstaal bij het verwerken van roestvrij staal. De snijsnelheden moeten worden verlaagd tot 100-200 oppervlaktevoet per minuut om overmatige warmteontwikkeling te voorkomen die koudversteviging kan veroorzaken. Consistente voedingssnelheden voorkomen gereedschapswrijving die leidt tot slechte oppervlakteafwerkingen en voortijdige gereedschapslijtage.
Koolstofstaalmaterialen bewerken en ontbramen over het algemeen voorspelbaar over gangbare soorten zoals 1018, 1045 en 4140. De selectie van gereedschappen is voornamelijk afhankelijk van de materiaalkwaliteit in plaats van de kenmerken van koudversteviging. Gegloeide koolstofstaalsoorten accepteren agressieve ontbraamparameters, terwijl geharde soorten conservatievere benaderingen vereisen.Koperen stroomrailfabricage laat zien hoe materiaaleigenschappen zowel de primaire verwerking als de ontbraameisen voor elektrische toepassingen beïnvloeden.
Kwaliteitscontrole en meting
Randafwerkingsmeting vereist de juiste gereedschappen en technieken om te zorgen voor naleving van de specificaties. Optische comparatoren bieden contactloze meting voor randradius- en afschuiningsafmetingen met een nauwkeurigheid tot 0,01 mm. Radiusmeters bieden snelle go/no-go-verificatie voor productieomgevingen waar snelheid belangrijker is dan precisiemeting. Contactprofilometers leveren de hoogste nauwkeurigheid voor kritische toepassingen die documentatie van de werkelijke randafwerkingsprofielen vereisen.
Specificaties voor oppervlakte ruwheid gaan vaak gepaard met eisen voor randafwerking, met name in de lucht- en ruimtevaart en medische toepassingen. Ra-waarden van 0,8-3,2 μm zijn gebruikelijk voor ontbraamde randen, waarbij gladdere afwerkingen vereist zijn voor toepassingen waarbij menselijk contact of vloeistofstroom betrokken is. Oppervlakte ruwheidsmeting met behulp van draagbare ruwheidsmeters maakt verificatie op de productievloer mogelijk zonder laboratoriumapparatuur.
De implementatie van statistische procescontrole volgt de consistentie van het ontbramen tijdens productieruns en identificeert trends voordat onderdelen buiten de specificatielimieten vallen. Controlekaarten die de afmetingen van de randafwerking bewaken, helpen de procesparameters te optimaliseren en de uitvalpercentages te verlagen. Wanneer u bij Microns Hub bestelt, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en uitgebreide meetmogelijkheden betekenen dat elk project de aandacht voor detail krijgt die nodig is voor consistente specificaties voor de randafwerking.
Strategieën voor kostenoptimalisatie
Procesconsolidatie vermindert de behandelings- en instelkosten door ontbraambewerkingen te integreren met primaire fabricagestappen. CNC-programmering die ontbraamgereedschapspaden omvat, elimineert secundaire bewerkingen met behoud van dimensionale controle. Onderdeelontwerpwijzigingen, zoals het specificeren van uniforme randafwerkingen over alle randen, vereenvoudigen de verwerking en verminderen de inspectie-eisen.
Batchverwerking maximaliseert het gebruik van apparatuur voor trommel- en trilafwerkingsbewerkingen. Het groeperen van onderdelen met vergelijkbare ontbraameisen maakt langere verwerkingsruns mogelijk met consistente media- en samenstellingsselectie. De juiste onderdeelfixatie voorkomt schade tijdens geautomatiseerd ontbramen en zorgt voor uniforme resultaten over alle oppervlakken.
Optimalisatie van de levensduur van gereedschappen door de juiste selectie en onderhoud vermindert de ontbraamkosten per onderdeel. Hardmetalen ontbraamgereedschappen rechtvaardigen hogere initiële kosten door een langere levensduur van het gereedschap in productieomgevingen. Regelmatige gereedschapsinspectie en vervangingsschema's voorkomen kwaliteitsproblemen en handhaven consistente cyclustijden.Onze productiediensten omvatten uitgebreide gereedschapsbeheerprogramma's die ontbraambewerkingen optimaliseren voor kosteneffectieve productie.
Veiligheids- en behandelingsvereisten
Specificaties voor persoonlijke beschermingsmiddelen voor ontbraambewerkingen moeten zowel mechanische als chemische gevaren aanpakken. Snijbestendige handschoenen met een classificatie van niveau 3 of hoger beschermen tegen scherpe randen en roterende gereedschappen. Veiligheidsbrillen met zijbescherming voorkomen oogletsel door rondvliegende deeltjes tijdens handmatige ontbraambewerkingen. Ademhalingsbescherming kan vereist zijn bij het verwerken van materialen die schadelijk stof genereren of bij het gebruik van chemische verbindingen bij afwerkingsbewerkingen.
Het ontwerp van de werkplek is van invloed op zowel de veiligheid als de productiviteit bij handmatige ontbraambewerkingen. De juiste verlichting elimineert schaduwen die achtergebleven bramen of scherpe randen kunnen verbergen. Ergonomische gereedschapshandvatten verminderen handvermoeidheid tijdens langdurige ontbraamsessies. Onderdelen moeten stevig worden vastgezet om beweging te voorkomen tijdens ontbraambewerkingen die letsel of dimensionale fouten kunnen veroorzaken.
Veiligheidsvoorzieningen van geautomatiseerde systemen omvatten lichtschermen, noodstops en de juiste afscherming rond roterende apparatuur. Lockout/tagout-procedures zorgen voor een veilige toegang tot het onderhoud van trommel- en trilapparatuur. Materiaalbehandelingssystemen moeten het handmatig tillen en positioneren van zware onderdelen tijdens ontbraambewerkingen minimaliseren.
Veelgestelde vragen
Welke specificatie voor randafwerking moet ik gebruiken voor algemene fabricagewerkzaamheden?
Voor algemene fabricagetoepassingen bieden randafwerkingen van 0,3-0,6 mm voldoende veiligheid voor de hantering en blijven ze kosteneffectief. Specificeer indien mogelijk uniforme randafwerkingen over alle onderdeelhoeken om de verwerking te vereenvoudigen. Houd rekening met de materiaaldikte en de beoogde toepassing bij het bepalen van specifieke afmetingen.
Hoe specificeer ik randafwerkingen op technische tekeningen?
Gebruik ISO 13715-notatie met "r" voor radiusafwerkingen en "c" voor afschuiningsafwerkingen, gevolgd door de afmeting. "r0.5" geeft bijvoorbeeld een radiusafwerking van 0,5 mm aan. Voeg algemene opmerkingen toe voor uniforme randafwerkingen of dimensionale specifieke randen afzonderlijk wanneer de eisen variëren.
Kan ontbramen de afmetingen en toleranties van onderdelen beïnvloeden?
Ja, agressief ontbramen kan materiaal verwijderen dat verder gaat dan de beoogde randafwerking, waardoor kritische afmetingen worden beïnvloed. Specificeer de locaties van de randafwerking zorgvuldig en houd rekening met de effecten van dimensionale stapeling. CNC-ontbramen biedt doorgaans de beste dimensionale controle voor precisieonderdelen.
Welke ontbraammethode werkt het beste voor kleine batchproductie?
Handmatig ontbramen biedt de meeste flexibiliteit voor kleine batches met gevarieerde geometrieën. Trilafwerking werkt goed voor kleine batches van vergelijkbare onderdelen die uniforme randafwerkingen vereisen. Houd rekening met de instelkosten versus de arbeidskosten bij het selecteren van methoden voor kleine hoeveelheden.
Hoe controleer ik de ontbraamkwaliteit in geautomatiseerde systemen?
Implementeer regelmatige meetcontroles met behulp van go/no-go-meters of optische meetsystemen. Bewaak procesparameters zoals de toestand van de media, cyclustijden en de positionering van onderdelen. Stel controlekaarten op om de consistentie van de randafwerking te volgen en trends te identificeren voordat er kwaliteitsproblemen optreden.
Welke veiligheidsoverwegingen zijn van toepassing op ontbraambewerkingen?
Draag altijd de juiste PBM, waaronder snijbestendige handschoenen en een veiligheidsbril. Zorg voor voldoende ventilatie bij het gebruik van chemische verbindingen of het verwerken van materialen die schadelijke deeltjes genereren. Implementeer de juiste lockout/tagout-procedures voor het onderhoud van geautomatiseerde apparatuur.
Hoe beïnvloedt de materiaalkwaliteit de ontbraameisen?
Harde materialen vereisen doorgaans agressievere ontbraammethoden en langere verwerkingstijden. De selectie van gereedschappen wordt cruciaal voor geharde materialen om voortijdige slijtage te voorkomen. Overweeg om te gloeien vóór het ontbramen bij het verwerken van zeer harde materialen en vervolgens warmtebehandeling tot de uiteindelijke hardheid indien nodig.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece