Paneelverstevigers: Ribben en flenzen toevoegen om "Oil Canning" te voorkomen
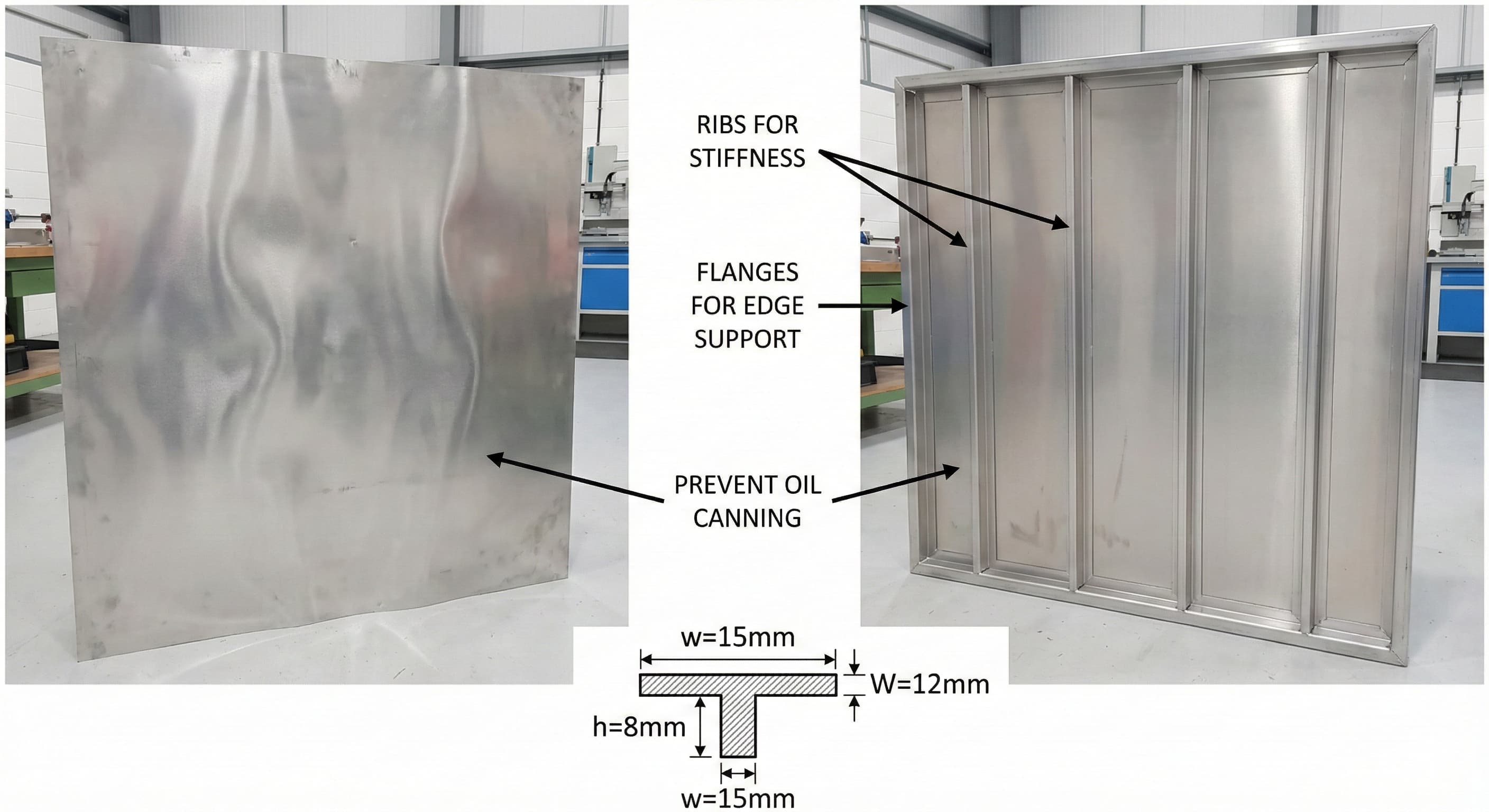
Oil canning—de ongewenste buigzame vervorming van dunne metalen panelen onder belasting—vertegenwoordigt een van de meest hardnekkige uitdagingen in plaatmetaalbewerking. Deze structurele instabiliteit manifesteert zich als zichtbare golving of knikken die zowel de esthetische aantrekkingskracht als de functionele integriteit van gefabriceerde componenten aantast.
Ingenieurs bij Microns Hub komen oil canning-problemen tegen in diverse toepassingen, van architecturale panelen tot elektronische behuizingen, waar materiaalsterktebeperkingen conflicteren met stijfheidseisen. Het fenomeen treedt op wanneer paneelafmetingen de natuurlijke stijfheidsdrempel van het materiaal overschrijden, meestal wanneer de verhouding tussen dikte en overspanning onder kritieke waarden daalt.
- Strategische ribplaatsing kan de paneelstijfheid met 300-400% verhogen, terwijl de materiaalkosten minimaal blijven
- Optimalisatie van de flensgeometrie vermindert de gevoeligheid voor oil canning door belastingen te verdelen over versterkte perimeters
- Materiaalkeuze tussen aluminiumsoorten (6061-T6 vs 7075-T6) heeft een aanzienlijke invloed op de verstevigingseisen en fabricagekosten
- Correct ribontwerp elimineert kromtrekkingsproblemen na fabricage die dunne fabricages teisteren
Oil Canning begrijpen: De technische fysica
Oil canning treedt op wanneer uitgeoefende krachten de lokale kniksterkte van dunne panelen overschrijden, waardoor elastische vervormingen ontstaan die visueel zichtbaar worden onder normale kijkcondities. De kritische knikspanning voor rechthoekige panelen volgt de relatie:
σ_cr = k × π² × E × (t/b)²
Waarbij k de knikcoëfficiënt vertegenwoordigt die afhankelijk is van de randvoorwaarden, E de elasticiteitsmodulus is, t de paneeldikte en b de onondersteunde breedteafmeting. Voor aluminium 6061-T6 met E = 68,9 GPa vertonen panelen met een breedte-dikteverhouding van meer dan 150:1 doorgaans oil canning-neigingen.
De visuele drempel voor oil canning-detectie varieert van 0,2-0,5 mm deflectieamplitude, afhankelijk van de oppervlakteafwerking en de kijkhoek. Geanodiseerde oppervlakken versterken het uiterlijk van lichte vervormingen als gevolg van lichtreflectiepatronen, terwijl geborstelde afwerkingen een betere camouflage bieden voor kleine onregelmatigheden.
Materiaaleigenschappen beïnvloeden direct de gevoeligheid voor oil canning. Aluminiumlegeringen vertonen verschillende weerstandsniveaus op basis van temperatuurconditie en samenstelling:
| Legeringskwaliteit | Vloeigrens (MPa) | Elasticiteitsmodulus (GPa) | Bestandheid tegen blikken | Kostenfactor |
|---|---|---|---|---|
| Al 6061-T6 | 276 | 68.9 | Goed | 1.0x |
| Al 7075-T6 | 503 | 71.7 | Uitstekend | 2.2x |
| Al 5052-H32 | 193 | 70.3 | Redelijk | 0.9x |
| Staal 304 SS | 290 | 200 | Uitstekend | 1.8x |
Grondbeginselen van ribontwerp: Geometrie en plaatsingsstrategie
Effectief ribontwerp vereist inzicht in de relatie tussen doorsnede-eigenschappen en buigweerstand. Het oppervlaktetraagheidsmoment neemt evenredig toe met de hoogte tot de derde macht, waardoor hoge, smalle ribben efficiënter zijn dan brede, ondiepe ribben voor gelijkwaardig materiaalgebruik.
Optimale ribafstand volgt de derde-regel voor rechthoekige panelen, met primaire ribben gepositioneerd op 33% en 67% van de hoofdafmeting. Deze configuratie minimaliseert de maximale doorbuiging met behoud van fabricage-efficiëntie. Secundaire ribben, indien vereist, moeten afstandsverhoudingen tussen 1:2 en 1:3 ten opzichte van primaire ribben handhaven.
Ribhoogteberekeningen zijn afhankelijk van de paneelbelastingscondities en stijfheidseisen. Voor gelijkmatig belaste panelen is de minimale effectieve ribhoogte gelijk aan:
h_min = t_paneel × √(24 × L²/(E × t_paneel × δ_max))
Waarbij L de onondersteunde overspanning vertegenwoordigt en δ_max de aanvaardbare doorbuigingslimiet definieert. Praktische ribhoogtes variëren doorgaans van 3-15 mm voor plaatmetaaltoepassingen, waarbij 5-8 mm optimale stijfheid-gewichtsverhoudingen oplevert.
Fabricageoverwegingen beïnvloeden de ribontwerpparameters aanzienlijk.Nauwkeurige CNC-bewerkingsdiensten maken complexe ribprofielen met nauwe toleranties mogelijk, terwijl kantpersen de ribcomplexiteit beperkt tot eenvoudige geometrische vormen. De keuze tussen bewerkte en gevormde ribben heeft invloed op zowel de kosten- als de prestatiekenmerken.
Ribprofieloptimalisatie
Doorsnede-ribprofielen beïnvloeden de verstevigingsefficiëntie en fabricagecomplexiteit aanzienlijk. Veel voorkomende profielen zijn rechthoekige, driehoekige en T-vormige configuraties, die elk verschillende voordelen bieden:
Rechthoekige ribben bieden maximaal materiaalgebruik en eenvoudige fabricage, maar concentreren de spanning op scherpe hoeken. Afrondingsradii van 0,5-1,0 mm elimineren spanningsconcentraties met behoud van de vervormbaarheid in dunne materialen.
Driehoekige ribben bieden uitstekende stijfheid-gewichtsverhoudingen en natuurlijke spanningsverdeling, maar vereisen gespecialiseerd gereedschap voor consistente vorming. De ingesloten hoek varieert doorgaans van 60-90 graden voor optimale sterkte-eigenschappen.
T-vormige ribben maximaliseren het tweede oppervlaktetraagheidsmoment, maar vereisen complexe vormingssequenties of bewerkingsbewerkingen. Deze profielen zijn geschikt voor toepassingen met hoge belasting waarbij materiaalgebruikoptimalisatie een verhoogde fabricagecomplexiteit rechtvaardigt.
Flensengineering: Perimeterversterkingsstrategieën
Flensontwerp vertegenwoordigt de primaire methode om randgeïnitieerde oil canning te voorkomen en tegelijkertijd montage-interfaces en structurele continuïteit te bieden. Effectieve flensgeometrie moet stijfheidsverbetering in evenwicht brengen met fabricagebeperkingen en montagevereisten.
De minimale flensbreedte volgt de relatie: W_flens ≥ 3 × t_materiaal + buigradius, waardoor voldoende materiaal wordt gegarandeerd voor betrouwbaar vormen zonder te barsten. Voor 2,0 mm aluminium 6061-T6 bieden minimale flensbreedtes van 8-10 mm voldoende stijfheidsverbetering met behoud van vervormbaarheidslimieten.
De flensstijfheidsbijdrage is afhankelijk van de effectieve sectiemodulus van de gebogen configuratie. Een 90-graden flens verhoogt de lokale stijfheid met ongeveer 8-12 keer in vergelijking met het equivalente vlakke paneel, waardoor flenzen zeer efficiënte verstevigingselementen zijn.
De overgang tussen paneel en flens vereist een zorgvuldige radiusselectie om spanningsconcentratie te voorkomen met behoud van maximale stijfheidsoverdracht.Hoekreliefontwerpen worden cruciaal bij flenskruisingen, waar materiaalstroombeperkingen barsten of onvolledige vorming kunnen veroorzaken.
| Flensconfiguratie | Stijfheidsvermenigvuldiger | Complexiteit van het vormen | Materiaalgebruik | Kostenimpact |
|---|---|---|---|---|
| Eenvoudige 90° bocht | 8-10x | Laag | 95% | +15% |
| Gezoomde rand | 12-15x | Hoog | 85% | +35% |
| Retourflens | 6-8x | Gemiddeld | 90% | +25% |
| Samengestelde bocht | 15-20x | Zeer hoog | 80% | +50% |
Flens-naar-paneelintegratie
De overgangszone tussen paneel en flens vertegenwoordigt een cruciaal ontwerpelement dat de algehele verstevigingseffectiviteit bepaalt. Scherpe overgangen creëren spanningsconcentraties die vermoeiingsbreuken kunnen initiëren, terwijl overdreven geleidelijke overgangen de stijfheidsvoordelen verminderen.
Optimale buigradii voor aluminiumlegeringen variëren van 1,0-2,0 keer de materiaaldikte, waardoor voldoende materiaalstroom wordt geboden met behoud van een strakke hoekdefinitie. Grotere radii verbeteren de vervormbaarheid, maar verminderen de efficiëntie van de stijfheidsoverdracht, waardoor een zorgvuldige afweging vereist is op basis van de toepassingsvereisten.
Meerfasen flensvorming maakt complexe profielen mogelijk die de stijfheid maximaliseren en tegelijkertijd rekening houden met fabricagebeperkingen. Progressieve matrijssequenties kunnen samengestelde flenzen creëren met variabele hoogtes en geïntegreerde montagefuncties, hoewel de gereedschapskosten evenredig toenemen met de complexiteit.
Materiaalkeuze-impact op verstevigerprestaties
Materiaaleigenschappen bepalen fundamenteel de effectiviteit van de versteviger en de fabricagevereisten. Elasticiteitsmodulus, vloeigrens en vervormbaarheidskenmerken beïnvloeden direct de ontwerpparameters en kostenoptimalisatiestrategieën.
Aluminiumlegeringen domineren plaatmetaaltoepassingen vanwege uitstekende sterkte-gewichtsverhoudingen en corrosiebestendigheid. Verschillende legeringssamenstellingen vertonen echter verschillende reacties op verstevigerintegratie:
6061-T6 aluminium biedt een optimale balans tussen vervormbaarheid en sterkte voor de meeste verstevigingstoepassingen. Het materiaal accepteert gemakkelijk complexe buigsequenties met behoud van voorspelbare terugveringseigenschappen. Werkverharding tijdens vormingsbewerkingen kan de lokale vloeigrens met 10-15% verhogen in gebieden met hoge spanning.
7075-T6 aluminium biedt superieure sterkte-eigenschappen, maar presenteert vormingsuitdagingen vanwege de verminderde ductiliteit. Verstevigerontwerpen moeten rekening houden met hogere vormingskrachten en mogelijke barsten bij scherpe overgangen. Het materiaal blinkt uit in toepassingen waar maximale sterkte-gewichtsverhoudingen een verhoogde fabricagecomplexiteit rechtvaardigen.
5052-H32 aluminium vertoont een uitstekende vervormbaarheid, maar lagere sterkte-eigenschappen vereisen grotere verstevigerdimensies voor gelijkwaardige prestaties. Deze legering is geschikt voor toepassingen die prioriteit geven aan complexe geometrie boven ultieme sterkte-eisen.
Corrosieoverwegingen voor verstevigde panelen
Verstevigerintegratie creëert geometrische kenmerken die vocht kunnen vasthouden en corrosieprocessen kunnen versnellen, vooral in buitentoepassingen. Ontwerpstrategieën moeten zowel de materiaalkeuze als de vereisten voor beschermende coatings aanpakken.
Gegalvaniseerde staalalternatieven bieden verbeterde corrosiebestendigheid, maar vereisen verschillende vormingsparameters en verstevigerontwerpbenaderingen vanwege de coatingdikte en brosheidsoverwegingen.
Drainagevoorzieningen worden cruciaal in ribbelpaneelontwerpen, waar horizontale oppervlakken vocht kunnen verzamelen. Neem drainagegaten op met een minimale diameter van 3 mm op lage punten, gepositioneerd om structurele compromissen te voorkomen en tegelijkertijd een effectieve waterafvoer te garanderen.
Integratie van het fabricageproces
Verstevigerfabricagemethoden hebben een aanzienlijke invloed op de ontwerphaalbaarheid, de kostenstructuren en de kwaliteitsresultaten. De selectie tussen vormen, bewerken en hybride benaderingen is afhankelijk van productievolumes, tolerantie-eisen en geometrische complexiteit.
Kantpersen vertegenwoordigt de meest kosteneffectieve benadering voor eenvoudige rib- en flensgeometrieën. Standaard gereedschap biedt buigradii van 0,5-6,0 mm met een herhaalbaarheid binnen ±0,1 mm. Complexe meerbuigsequenties vereisen een zorgvuldige gereedschapsplanning om interferentieproblemen te voorkomen en de maatnauwkeurigheid te behouden.
Progressief matrijsvormen maakt productie in grote volumes mogelijk met geïntegreerde pons-, vorm- en trimbewerkingen. Initiële gereedschapsinvesteringen van €15.000-50.000 vereisen productievolumes van meer dan 10.000 stuks voor economische rechtvaardiging, maar de stukskosten kunnen dalen tot €0,50-2,00, afhankelijk van de complexiteit.
CNC-bewerking biedt ultieme flexibiliteit voor prototypeontwikkeling en productie in kleine volumes. Complexe ribprofielen met variërende hoogtes en geïntegreerde montagefuncties zijn gemakkelijk te realiseren, hoewel materiaalverspilling en cyclustijden de economische levensvatbaarheid beperken tot speciale toepassingen.
| Productiemethode | Opstartkosten (€) | Eenheidskostenbereik (€) | Levertijd | Ontwerpflexibiliteit | Volume drempel |
|---|---|---|---|---|---|
| Kantpers vormen | 200-500 | 2.50-8.00 | 3-5 dagen | Gemiddeld | 50-1000 stuks |
| Progressieve matrijs | 15.000-50.000 | 0.50-2.00 | 6-8 weken | Hoog | 10.000+ stuks |
| CNC-bewerking | 100-300 | 8.00-25.00 | 1-2 dagen | Zeer hoog | 1-500 stuks |
| Hydroforming | 5.000-15.000 | 3.00-7.00 | 4-6 weken | Hoog | 1.000+ stuks |
Kwaliteitscontrole en maatvoering
Verstevigde paneelinspectie vereist gespecialiseerde meettechnieken om zowel de geometrische nauwkeurigheid als de structurele prestaties te verifiëren. Coördinatenmeetmachines (CMM) bieden nauwkeurige maatvoering, maar vereisen mogelijk aangepaste opspaninrichtingen voor complexe geometrieën.
Vlakheidsmeting wordt cruciaal voor panelen met geïntegreerde verstevigers, waar lokale vervormingen zich kunnen voortplanten over niet-verstevigde gebieden. Laserscansystemen maken snelle oppervlakteprofilering mogelijk met een resolutie tot 0,01 mm, waardoor potentiële oil canning-problemen worden geïdentificeerd vóór de eindmontage.
Belastingstests valideren de prestaties van de versteviger onder bedrijfsomstandigheden. Eenvoudig ondersteunde balktests met verdeelde belastingen simuleren de werkelijke gebruiksomstandigheden en bieden kwantitatieve doorbuigingsmetingen voor ontwerpverificatie.
Voor uiterst precieze resultaten, vraag binnen 24 uur een offerte aan bij Microns Hub.
Kostenoptimalisatiestrategieën
Verstevigerkostenoptimalisatie vereist een evenwicht tussen materiaalgebruik, fabricagecomplexiteit en prestatie-eisen. De totale kosten omvatten grondstoffen, verwerkingsbewerkingen, gereedschapsafschrijving en kwaliteitsverificatieactiviteiten.
Materiaalefficiëntie heeft een aanzienlijke invloed op de projecteconomie. Geneste lay-outs voor lasersnijden kunnen een materiaalgebruik van 85-95% bereiken, terwijl complexe matrijsvormbewerkingen 15-20% kunnen verspillen als gevolg van skeletvereisten en trimbewerkingen.
Verstevigerstandaardisatie vermindert de gereedschapskosten en verbetert de fabricage-efficiëntie. Het ontwikkelen van families van ribprofielen en flensconfiguraties maakt hergebruik van gereedschap mogelijk voor meerdere projecten met behoud van ontwerpflexibiliteit voor specifieke toepassingen.
Volumeverconsolidatiestrategieën kunnen de eenheidskosten verlagen door meerdere onderdeelnummers te combineren in enkele productieruns. De voorraadkosten en de leveringsvereisten van de klant moeten echter worden afgewogen tegen de schaalvoordelen van de fabricage.
Ontwerp voor fabricageprincipes
DFM-principes voor verstevigde panelen richten zich op het verminderen van de fabricagecomplexiteit met behoud van structurele prestaties. Belangrijke overwegingen zijn onder meer buigsequentie-optimalisatie, gereedschapstoegankelijkheid en minimalisatie van secundaire bewerkingen.
Buigsequentieplanning voorkomt gereedschapinterferentie en handhaaft de maatnauwkeurigheid tijdens het vormingsproces. Complexe onderdelen vereisen mogelijk meerdere opstellingen met tussenliggende gloeibewerkingen om werkverharding en barsten te voorkomen.
Functieconsolidatie elimineert secundaire bewerkingen door montagegaten, sleuven en andere functies te integreren in primaire vormingsbewerkingen. Deze aanpak vermindert de handlingkosten en verbetert de maatvoering tussen kritieke functies.
Geavanceerde verstevigingstechnieken
Naast traditionele ribben en flenzen pakken geavanceerde verstevigingstechnieken gespecialiseerde eisen aan voor gewichtskritische toepassingen, extreme belastingsomstandigheden en esthetische beperkingen.
Gekralde versteviging creëert lineaire versterkingselementen door gecontroleerde vervorming zonder materiaaltoevoeging. Kraalprofielen meten doorgaans 2-5 mm in hoogte met geleidelijke overgangen om spanningsconcentraties te minimaliseren. Deze techniek is geschikt voor toepassingen waarbij uitstekende ribben de montage of esthetische eisen verstoren.
Gepolijste versteviging omvat gelokaliseerde materiaalverplaatsing om ondiepe versterkingspatronen te creëren. Het proces vereist hogere vormingskrachten, maar produceert vrijwel onzichtbare verstevigingselementen die ideaal zijn voor uiterlijk-kritische toepassingen. Polijstdieptes van 0,3-0,8 mm bieden meetbare stijfheidsverbetering met behoud van oppervlaktecontinuïteit.
Honingraatkern sandwichconstructie vertegenwoordigt de ultieme verstevigingsbenadering voor gewichtskritische toepassingen. Aluminium honingraatkernen bieden uitzonderlijke stijfheid-gewichtsverhoudingen, maar vereisen gespecialiseerde verbindingsprocessen en overwegingen voor omgevingsafdichting.
Geïntegreerde ontwerpbenaderingen
Moderne verstevigingsstrategieën integreren meerdere versterkingstechnieken om de prestaties te optimaliseren en tegelijkertijd de fabricagecomplexiteit te minimaliseren. Hybride benaderingen combineren ribben, flenzen en gevormde functies in gecoördineerde ontwerpen die de structurele efficiëntie maximaliseren.
FEA-optimalisatie maakt prestatiegebaseerde verstevigerplaatsing mogelijk die het materiaalgebruik minimaliseert en tegelijkertijd voldoet aan de doorbuigingscriteria. Topologie-optimalisatiealgoritmen kunnen optimale versterkingslocaties identificeren die mogelijk niet intuïtief zijn via traditionele ontwerpbenaderingen.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke servicebenadering betekent dat elk project de aandacht voor detail krijgt die het verdient, van initieel ontwerpconsult tot definitieve kwaliteitsverificatie.
Additieve fabricagetechnieken maken complexe interne verstevigingsgeometrieën mogelijk die onmogelijk zijn met conventionele vormmethoden. 3D-geprinte verstevigingselementen kunnen worden geïntegreerd met traditionele plaatmetaalcomponenten om hybride structuren te creëren met geoptimaliseerde prestatiekenmerken.
Prestatievalidatie en testen
Verstevigde paneelprestatievalidatie vereist uitgebreide testprotocollen die zowel de onmiddellijke structurele prestaties als de duurzaamheidskenmerken op lange termijn verifiëren. Testmethodologieën moeten de werkelijke bedrijfsomstandigheden simuleren en tegelijkertijd kwantitatieve gegevens leveren voor ontwerpoptimalisatie.
Statische belastingstests bieden basislijn stijfheidsmetingen onder gecontroleerde omstandigheden. Drie-punts en vier-punts buigtests kwantificeren de relaties tussen belasting en doorbuiging en identificeren tegelijkertijd faalmodi en ultieme capaciteitslimieten. Testopstellingen moeten verschillende paneelgeometrieën kunnen accommoderen met behoud van consistente randvoorwaarden.
Dynamische tests evalueren de reactie van het verstevigde paneel op trillingen en impactbelasting. Modale analyse identificeert natuurlijke frequenties en modusvormen die kunnen leiden tot resonantieproblemen in serviceomgevingen. Impacttests valideren de schadebestendigheid en energieabsorptie-eigenschappen voor transport- en behandelingsscenario's.
Vermoeiingstests worden cruciaal voor verstevigde panelen die worden blootgesteld aan cyclische belastingsomstandigheden. S-N curve-ontwikkeling voor specifieke verstevigerconfiguraties maakt voorspelling van de levensduur en optimalisatie van het onderhoudsschema mogelijk. Testparameters moeten de werkelijke belastingsspectra en omgevingsomstandigheden weerspiegelen die in bedrijf worden verwacht.
Via onze fabricagediensten zorgen we ervoor dat elk verstevigd paneel voldoet aan of de gespecificeerde prestatiecriteria overtreft door middel van rigoureuze tests en kwaliteitsborgingsprotocollen.
Veelgestelde vragen
Welke dikte-overspanningverhouding vereist doorgaans versteviging om oil canning te voorkomen?
Panelen met dikte-overspanningverhoudingen onder 1:150 vereisen over het algemeen versteviging voor aluminiumlegeringen. Een 300 mm breed paneel moet bijvoorbeeld minstens 2,0 mm dik zijn om oil canning te voorkomen, of ribben/flenzen bevatten als dunner materiaal nodig is. Stalen panelen kunnen verhoudingen tot 1:200 tolereren vanwege de hogere elasticiteitsmodulus.
Hoeveel stijfheidsverbetering kunnen ribben bieden in vergelijking met vlakke panelen?
Correct ontworpen ribben kunnen de paneelstijfheid met 300-400% verhogen en tegelijkertijd slechts 10-15% materiaalkosten toevoegen. Een 5 mm hoge rib in 2,0 mm aluminium kan een gelijkwaardige stijfheid bieden als een 4,5 mm massief paneel, wat aanzienlijke gewichts- en kostenbesparingen oplevert in grote paneeltoepassingen.
Wat is de minimale flensbreedte die nodig is voor effectieve versteviging?
De minimale effectieve flensbreedte is gelijk aan 3 keer de materiaaldikte plus de buigradius. Voor 2,0 mm aluminium met een buigradius van 2,0 mm is de minimale flensbreedte 8,0 mm. Breedtes van 10-15 mm bieden echter een betere stijfheidsverbetering en gemakkelijkere fabricagetoleranties.
Kunnen verstevigers worden toegevoegd aan bestaande panelen zonder een volledig herontwerp?
Ja, retrofit versteviging is mogelijk door middel van adhesieve verbinding of mechanische bevestiging van externe ribben. Structurele lijmen zoals 3M VHB of Loctite structurele acrylaten kunnen aluminium verstevigers verbinden met sterktes van meer dan 15 MPa. Geïntegreerde ontwerpbenaderingen bieden echter doorgaans betere prestaties en esthetiek.
Hoe beïnvloeden omgevingsomstandigheden de ontwerpvereisten van de versteviger?
Temperatuurvariaties veroorzaken differentiële uitzetting die de verstevigerbevestigingen kan belasten. Ontwerp uitzettingsvoegen of flexibele verbindingen voor temperatuurbereiken van meer dan 50°C. Buitentoepassingen vereisen drainagevoorzieningen en corrosiebescherming. UV-blootstelling kan adhesieve verbindingen aantasten, waardoor mechanische back-upsystemen nodig zijn.
Welke fabricagetoleranties zijn haalbaar voor ribbelpanelen?
Kantpersen handhaaft een maatvoeringstolerantie van ±0,1 mm voor eenvoudige ribgeometrieën. Progressieve matrijsbewerkingen bereiken een herhaalbaarheid van ±0,05 mm, maar vereisen een hogere gereedschapsinvestering. CNC-bewerkte ribben kunnen ±0,02 mm aanhouden, maar kosten 3-4 keer meer dan gevormde alternatieven.
Hoe beïnvloedt de materiaalvezelrichting de prestaties van de versteviger?
Buigen parallel aan de vezelrichting (met de vezel) biedt 10-15% betere vervormbaarheid, maar een iets verminderde sterkte loodrecht op de buigas. Voor maximale stijfheid, oriënteer ribben indien mogelijk loodrecht op de walrichting. Dwarsvezelbuigen vereist grotere buigradii om barsten te voorkomen, maar biedt isotrope sterkte-eigenschappen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece