Thixoforming (Semi-Solid Gieten): Hoge Sterkte, Lage Porositeit Oplossingen
Porositeit in traditioneel metaalgieten kan de integriteit van componenten vernietigen, met holle fracties van meer dan 5% in slecht gecontroleerde processen. Thixoforming elimineert deze kritieke zwakte door het unieke semi-vaste gedrag van metaal te manipuleren, waarbij legeringen hun structurele integriteit behouden terwijl ze vloeien als dikke pasta bij nauwkeurig gecontroleerde temperaturen.
Belangrijkste punten:
- Thixoforming bereikt porositeitsniveaus onder 0,5%, vergeleken met 2-5% bij conventioneel spuitgieten
- Semi-vaste verwerking maakt complexe geometrieën mogelijk met wanddiktevariaties van 1,5-25 mm in afzonderlijke componenten
- Materiaalgebruik bereikt een efficiëntie van 95-98% door nauwkeurige controle van de grondstoffen en minimale braamvorming
- Procestemperaturen 50-80°C lager dan bij vloeibaar gieten verminderen thermische spanning en verlengen de levensduur van de matrijs
Inzicht in de basisprincipes van Thixoforming
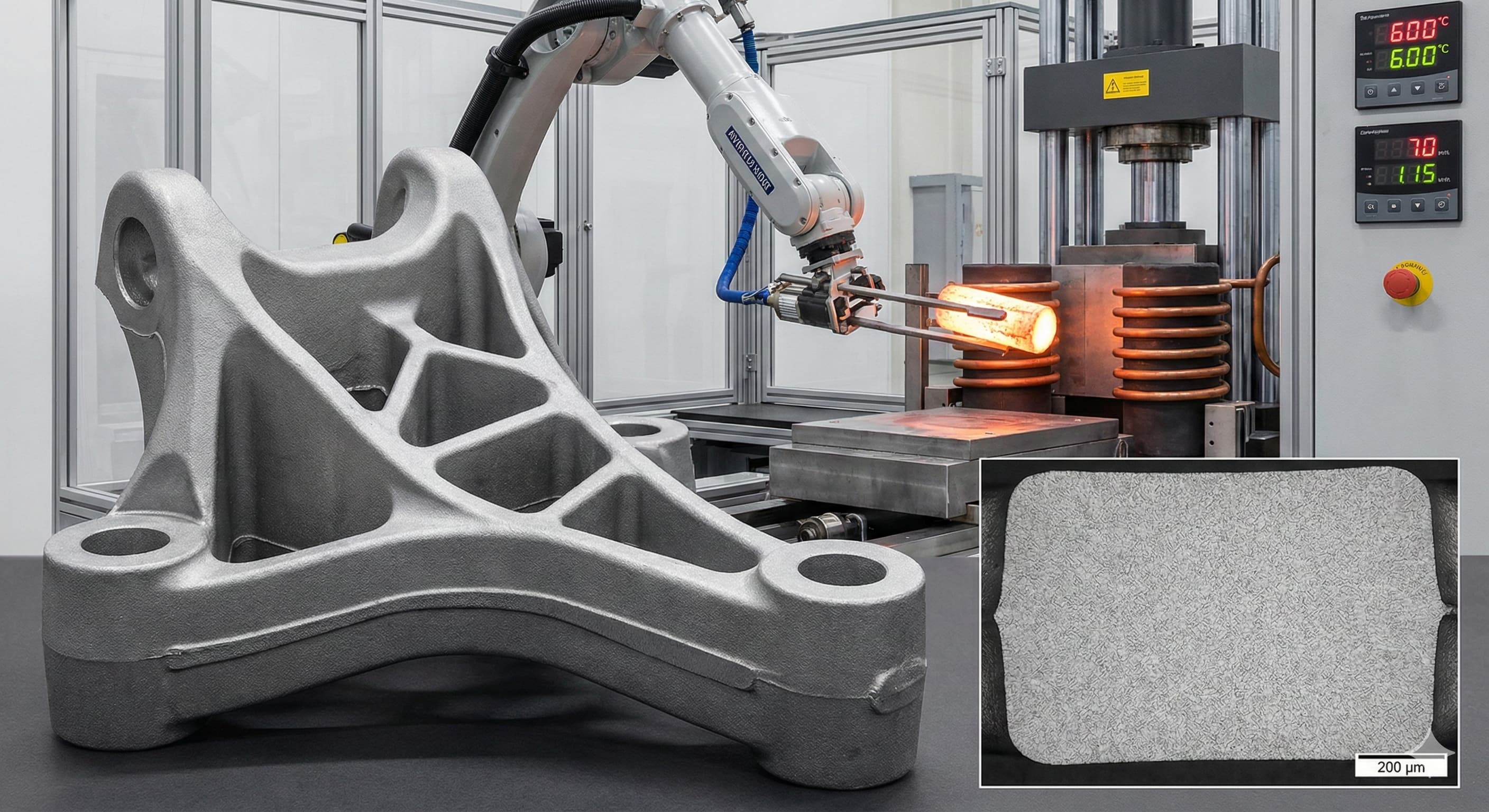
Thixoforming maakt gebruik van de thixotrope eigenschappen van metaallegeringen in hun semi-vaste toestand, waarbij het materiaal niet-Newtoniaans vloeistofgedrag vertoont. Bij temperaturen tussen de solidus- en liquiduspunten - typisch 580-620°C voor aluminiumlegeringen zoals A356 - bevat het metaal zowel vaste dendrieten als vloeibare fasen in zorgvuldig gecontroleerde verhoudingen.
Het proces begint met speciaal bereide grondstoffen met bolvormige korrelstructuren in plaats van dendritische formaties die bij conventioneel gieten worden aangetroffen. Deze microstructurele modificatie wordt bereikt door elektromagnetisch roeren tijdens de initiële stolling, waardoor bolvormige vaste deeltjes ontstaan die in vloeibaar metaal zweven. Wanneer ze opnieuw worden verwarmd tot semi-vaste temperaturen, maken deze bolvormige structuren gecontroleerde vervorming onder aangelegde druk mogelijk.
Kritieke procesparameters omvatten vaste fractie (meestal 40-60%), verwarmingssnelheid (2-5°C/minuut) en vormdruk (20-100 MPa). Het smalle temperatuurvenster vereist nauwkeurige verwarmingssystemen met een nauwkeurigheid van ±2°C om een optimale viscositeit te behouden. Te hoge temperaturen resulteren in een overmatige vloeibare fractie en potentiële porositeit, terwijl onvoldoende warmte goede vloei-eigenschappen verhindert.
| Parameter | Aluminium A356 | Magnesium AZ91 | Zink ZA-8 |
|---|---|---|---|
| Solidus Temperatuur | 557°C | 470°C | 374°C |
| Liquidus Temperatuur | 613°C | 598°C | 386°C |
| Optimaal Procesbereik | 580-600°C | 480-520°C | 376-382°C |
| Vaste Fractie | 45-55% | 40-60% | 50-70% |
| Vormdruk | 50-80 MPa | 30-60 MPa | 80-120 MPa |
Materiaalkeuze en eigenschappen
Aluminiumlegeringen domineren thixoforming-toepassingen vanwege hun brede semi-vaste temperatuurbereik en uitstekende mechanische eigenschappen. A356-aluminium biedt een optimale balans met een siliciumgehalte (6,5-7,5%) dat de vloeibaarheid verbetert en tegelijkertijd de sterkte behoudt. Het gecontroleerde stollingsproces bereikt treksterktes van 280-320 MPa, vergeleken met 200-250 MPa bij conventioneel spuitgieten van identieke legeringen.
Magnesiumlegeringen zoals AZ91D bieden uitzonderlijke sterkte-gewichtsverhoudingen in thixoformed componenten. De semi-vaste verwerking elimineert problemen met heet scheuren die vaak voorkomen bij het gieten van vloeibaar magnesium, terwijl een maximale treksterkte van bijna 275 MPa wordt bereikt. Het smalle verwerkingsvenster van magnesium vereist echter nauwkeurige atmosferische controle om oxidatie te voorkomen.
Zinklegeringen, met name ZA-8 en ZA-12, vertonen een superieure maatnauwkeurigheid bij thixoforming met haalbare toleranties van ±0,05 mm op kritieke afmetingen. De hogere dichtheid (6,3 g/cm³) in vergelijking met aluminium (2,7 g/cm³) vereist aangepaste vormdrukken, maar maakt ingewikkelde functies mogelijk die met andere processen onmogelijk zijn.
| Eigenschap | Thixoformed A356 | Spuitgiet A380 | Zandgiet A356 |
|---|---|---|---|
| Treksterkte | 300 MPa | 280 MPa | 220 MPa |
| Vloeigrens | 210 MPa | 190 MPa | 150 MPa |
| Rek | 8-12% | 3-5% | 4-7% |
| Porositeitsniveau | <0.5% | 2-4% | 3-6% |
| Oppervlakte Ruwheid Ra | 1.6-3.2 μm | 3.2-6.3 μm | 12.5-25 μm |
Procestechnologie en apparatuur
Thixoforming-apparatuur integreert nauwkeurige temperatuurregeling, hydraulische vormsystemen en gespecialiseerde grondstofverwerking. Inductieverwarming zorgt voor een snelle, uniforme temperatuurverdeling die essentieel is voor het behoud van de semi-vaste consistentie. Moderne systemen bevatten temperatuurbewaking met gesloten lus met thermokoppels die zich binnen 5 mm van het knuppeloppervlak bevinden.
Hydraulische persen die zijn ontworpen voor thixoforming leveren een gecontroleerde krachttoepassing met drukhellingsnelheden van 5-15 MPa/seconde. Langzamere snelheden zorgen voor een goede materiaalstroom in complexe geometrieën, terwijl overmatige snelheid turbulentie en ingesloten lucht veroorzaakt. De vereisten voor het persgewicht variëren van 200-2000 ton, afhankelijk van de grootte en complexiteit van de component.
Het matrijsontwerp verschilt aanzienlijk van conventioneel gieten en beschikt over geoptimaliseerde poortlocaties en lopersystemen. Poortsnelheden moeten onder 2 m/s blijven om turbulente stroming te voorkomen, wat wordt bereikt door berekende doorsnedegebieden. Ontluchtingssystemen vereisen een nauwkeurige positionering, omdat semi-vast materiaal lucht niet zo effectief kan verdringen als vloeibaar metaal.
Voor fabrikanten die procesalternatieven evalueren, kunnen metaalgieten in kleine oplage -benaderingen een aanvulling vormen op thixoforming voor prototype-ontwikkeling en productie in kleine volumes.
Kwaliteitscontrole en inspectiemethoden
Porositeitsmeting in thixoformed componenten vereist gespecialiseerde technieken die verder gaan dan visuele inspectie. Röntgenradiografie met 2% gevoeligheidsnormen volgens ASTM E155 onthult de interne holteverdeling. Computertomografie (CT)-scanning biedt driedimensionale porositeitsmapping met een resolutie tot 10 μm, essentieel voor kritieke ruimtevaart- en automobieltoepassingen.
Mechanische testprotocollen volgen ASTM B557 voor treksterkte-eigenschappen, waarbij de oriëntatie van het monster de resultaten met 5-15% beïnvloedt als gevolg van de richting van de korrelstructuur. Vermoeiingstests volgens ASTM D7791 tonen de superieure prestaties van thixoformed componenten aan, met uithoudingsgrenzen die 20-30% hoger liggen dan bij conventionele gietstukken.
Dimensionale inspectie maakt gebruik van coördinatenmeetmachines (CMM) met een sonde-nauwkeurigheid van ±0,001 mm. Kritieke afmetingen vereisen statistische procescontrole met Cpk-waarden van meer dan 1,33 om een consistente kwaliteit te garanderen. Oppervlakteafwerkingsmeting met behulp van profilometers verifieert Ra-waarden die doorgaans variëren van 1,6-6,3 μm, afhankelijk van de voorbereiding van het matrijs oppervlak.
Voor uiterst nauwkeurige resultaten, Vraag binnen 24 uur een offerte aan bij Microns Hub.
| Inspectiemethode | Detectiemogelijkheid | Typische Standaarden | Toepassingen |
|---|---|---|---|
| Röntgenradiografie | Porositeit >2% volume | ASTM E155 | Productie screening |
| CT-scanning | Holtes >10 μm | ASTM E1441 | Kritische componenten |
| Ultrasone Testen | Dichtheidsvariaties | ASTM E664 | Structurele integriteit |
| Metallografie | Microstructuuranalyse | ASTM E3 | Procesoptimalisatie |
Kostenanalyse en economische overwegingen
De economie van thixoforming is sterk afhankelijk van het productievolume en de complexiteit van de component. De initiële gereedschapskosten variëren van €25.000 tot €150.000 voor typische auto-onderdelen, vergelijkbaar met gereedschap voor permanente mallen, maar met een langere levenscyclus. De slijtagesnelheid van de matrijs daalt met 40-60% in vergelijking met het gieten van vloeibare matrijzen als gevolg van verminderde thermische schokken en lagere procestemperaturen.
Materiaalkosten omvatten gespecialiseerde grondstofbereiding, wat €0,15-€0,25 per kilogram toevoegt boven de standaard legeringsprijs. Near-net-shape-mogelijkheden verminderen echter de bewerkingsvereisten met 30-70%, waarbij materiaalgebruikspercentages van 95-98% de grondstofpremies compenseren. Het energieverbruik daalt met 15-25% in vergelijking met vloeibare gietprocessen als gevolg van lagere verwarmingseisen.
De arbeidskosten weerspiegelen het semi-geautomatiseerde karakter van thixoforming-activiteiten. Cyclustijden van 60-180 seconden voor typische componenten maken productiesnelheden van 20-60 onderdelen per uur per machine mogelijk. Kwaliteitsconsistentie vermindert de inspectie-eisen en schrootpercentages tot onder de 2% voor gevestigde processen.
Break-even analyses laten doorgaans kostenvoordelen zien ten opzichte van bewerkte componenten bij volumes van meer dan 1.000 eenheden per jaar. Vergeleken met permanent malgieten, wordt thixoforming economisch wanneer premium eigenschappen 15-25% hogere stukprijskosten rechtvaardigen.
Toepassingen en implementatie in de industrie
Automobieltoepassingen leiden de adoptie van thixoforming, met name voor ophangingscomponenten, motorsteunen en structurele knooppunten die een hoge sterkte-gewichtsverhouding vereisen. Mercedes-Benz implementeert thixoformed aluminium ophangingsarmen die een gewichtsvermindering van 30% bereiken met behoud van de crashprestatienormen. De superieure vermoeiingsweerstand maakt ontwerpoptimalisatie mogelijk die onmogelijk is met conventioneel gieten.
Ruimtevaartcomponenten profiteren van de porositeitscontrole en mechanische eigenschappen van thixoforming. Landingsgestelcomponenten, actuatorbehuizingen en structurele fittingen maken gebruik van het proces voor kritieke toepassingen waar de gevolgen van een storing ernstig zijn. Boeing-specificaties vereisen porositeitsniveaus onder 0,2% voor bepaalde toepassingen, wat alleen kan worden bereikt door semi-vaste verwerking.
Elektronica-behuizingen maken gebruik van de maatnauwkeurigheid en elektromagnetische afschermingseigenschappen van thixoforming. Magnesiumbehuizingen voor telecommunicatieapparatuur bereiken wanddiktevariaties van 1,2-8 mm in afzonderlijke componenten met behoud van toleranties van ±0,1 mm op montagefuncties.
Toepassingen voor consumentengoederen omvatten sportartikelen, elektrisch gereedschap en apparatuurcomponenten waar premium eigenschappen hogere kosten rechtvaardigen. Golfclubhoofden die zijn vervaardigd door middel van thixoforming vertonen consistente prestatiekenmerken als gevolg van een uniforme dichtheidsverdeling.
Geavanceerde procesvariaties
Thixoinjectie combineert semi-vaste verwerking met injectieprincipes, waardoor cyclustijden worden bereikt die vergelijkbaar zijn met spuitgietdiensten met behoud van de eigenschappen van metalen componenten. Het proces maakt gebruik van verwarmde cilinders om semi-vaste temperaturen te handhaven tijdens injectie, waardoor complexe geometrieën met ondersnijdingen en interne holtes mogelijk zijn.
Rheocasting-processen omzeilen de voorbereiding van de grondstoffen door semi-vast materiaal rechtstreeks uit vloeibaar metaal te creëren door gecontroleerde koeling en roeren. Deze aanpak verlaagt de materiaalkosten, maar vereist een nauwkeurige procescontrole om consistente bolvormige structuren te bereiken. Elektromagnetische roersystemen die werken op frequenties van 50-100 Hz genereren optimale microstructuren.
Hybride processen combineren thixoforming met secundaire bewerkingen zoals bewerking of verbinding. Insert molding-mogelijkheden maken composietcomponenten van metaal-polymeer mogelijk met mechanische vergrendelingen die onmogelijk zijn met conventionele montagemethoden. Draadinzetstukken, sensoren en elektrische aansluitingen integreren naadloos tijdens het vormen.
Procesoptimalisatie en probleemoplossing
Temperatuurregeling optimalisatie vereist inzicht in de warmteoverdrachtdynamiek in semi-vaste knuppels. Thermische gradiënten van meer dan 10°C over de knuppeldiameter veroorzaken niet-uniforme stroming en potentiële defecten. Inductiespoelontwerp met meerdere zones maakt gradiëntcompensatie mogelijk, waardoor een uniformiteit van ±3°C wordt gehandhaafd.
Flowsimulatiesoftware zoals MAGMASOFT en FLOW-3D bevat semi-vaste reologische modellen voor matrijsvullingsanalyse. Viscositeitsvoorspellingen maken optimalisatie van de poortafmetingen en het ontwerp van het stroompad mogelijk. De nauwkeurigheid van de simulatie vereist databases met materiaaleigenschappen die specifiek zijn voor bolvormige microstructuren in plaats van conventionele gegevens over vloeibaar metaal.
Veel voorkomende defecten zijn koude sluitingen door onvoldoende temperatuur, oppervlakteblaren door opgesloten gassen en maatvariaties door inconsistente vaste fracties. Procesbewakingssystemen volgen belangrijke parameters in realtime, waarbij statistische procescontrole afwijkingen identificeert voordat defecten ontstaan.
Matrijsonderhoudsschema's vereisen gespecialiseerde procedures vanwege verschillende slijtagepatronen. Oppervlaktebehandelingen zoals nitridecoatings verlengen de levensduur van de matrijs 2-3x in vergelijking met onbehandeld gereedschapsstaal. Het aanbrengen van lossingsmiddel verschilt van het gieten van vloeistoffen en vereist formuleringen die compatibel zijn met semi-vaste temperaturen en drukken.
| Defecttype | Oorzaak | Preventiemethode | Detectiemethode |
|---|---|---|---|
| Koude Sluitingen | Lage temperatuur/druk | Procesparameterbeheersing | Visuele inspectie |
| Porositeit | Ingesloten lucht/gassen | Verbeterde ontluchting | Röntgen-/CT-scanning |
| Oppervlakte Blaasjes | Gasopsluiting | Optimalisatie van matrijs coating | Oppervlakte inspectie |
| Dimensionale Variatie | Temperatuur inconsistentie | Thermische monitoring | CMM-meting |
Toekomstige ontwikkelingen en opkomende technologieën
Integratie van kunstmatige intelligentie maakt voorspellende procescontrole mogelijk door analyse van sensorgegevenspatronen. Machine learning-algoritmen identificeren optimale parametercombinaties voor nieuwe geometrieën, waardoor de insteltijd en het aantal afgekeurde producten worden verminderd. Voorspellende onderhoudsschema's op basis van matrijs temperatuurprofielen en druksignaturen voorkomen onverwachte storingen.
Geavanceerde legeringsontwikkeling richt zich op het uitbreiden van het temperatuurbereik voor semi-vaste verwerking. Gemodificeerde aluminiumsamenstellingen met toevoegingen van zeldzame aardmetalen behouden bolvormige structuren over een breder temperatuurbereik, waardoor de robuustheid van het proces wordt verbeterd. Hybride legeringen die verschillende basismetalen combineren, maken eigenschapsgradiënten mogelijk binnen afzonderlijke componenten.
Additieve fabricagetoepassingen maken gebruik van thixotrope pasta's voor direct metaalprinten. Semi-vaste extrusie door verwarmde spuitmonden maakt ondersteuningsvrij printen van overhangende functies mogelijk met behoud van mechanische eigenschappen die vergelijkbaar zijn met gesmeed materiaal. De hechtsterkte van de laag benadert de eigenschappen van het bulk materiaal als gevolg van gecontroleerde thermische profielen.
Automatisering omvat robotgestuurde systemen voor hete knuppels en geautomatiseerde kwaliteitsinspectie. Vision-systemen identificeren oppervlaktedefecten tijdens de productie, waardoor realtime procesaanpassingen mogelijk zijn. Integratie met enterprise resource planning (ERP)-systemen optimaliseert de productieplanning en het beheer van de materiaalinventaris.
Kiezen voor Microns Hub voor Thixoforming Excellence
Wanneer u thixoformed componenten bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise in semi-vaste verwerking en persoonlijke servicebenadering betekent dat elk project de aandacht krijgt die nodig is voor optimale resultaten. Met uitgebreide mogelijkheden die onze productiediensten omvatten, bieden we geïntegreerde oplossingen van ontwerpoptimalisatie tot eindinspectie.
Veelgestelde vragen
Welke porositeitsniveaus kan thixoforming bereiken in vergelijking met conventioneel spuitgieten?
Thixoforming bereikt consistent porositeitsniveaus onder 0,5%, terwijl conventioneel spuitgieten doorgaans varieert van 2-5%. Deze drastische verbetering is het resultaat van de gecontroleerde stromingseigenschappen van semi-vast metaal, waardoor turbulentie wordt geëlimineerd en gasinsluiting tijdens het vullen van de matrijs wordt verminderd.
Welke materialen zijn het meest geschikt voor thixoforming-toepassingen?
Aluminiumlegeringen zoals A356 en A357 worden het meest gebruikt vanwege hun brede semi-vaste temperatuurbereik en uitstekende mechanische eigenschappen. Magnesiumlegeringen (AZ91D) bieden superieure sterkte-gewichtsverhoudingen, terwijl zinklegeringen (ZA-8) een uitzonderlijke maatnauwkeurigheid bieden voor precisiecomponenten.
Hoe verhouden de gereedschapskosten voor thixoforming zich tot andere gietprocessen?
De initiële gereedschapskosten variëren van €25.000 tot €150.000 voor typische componenten, vergelijkbaar met het gieten van permanente mallen. De levensduur van de matrijs neemt echter toe met 40-60% als gevolg van verminderde thermische schokken en lagere procestemperaturen, waardoor de totale eigendomskosten gunstiger zijn voor productie in middelgrote tot grote volumes.
Welke maat toleranties zijn haalbaar met thixoforming?
Typische toleranties variëren van ±0,1-±0,2 mm voor de meeste functies, waarbij kritieke afmetingen ±0,05 mm bereiken wanneer de juiste procescontroles worden geïmplementeerd. Oppervlakteafwerkingen van Ra 1,6-3,2 μm zijn standaard, waardoor secundaire afwerkingsbewerkingen vaak overbodig zijn.
Welke minimale productievolumes maken thixoforming economisch haalbaar?
Break-even analyses laten doorgaans kostenvoordelen zien ten opzichte van bewerkte componenten bij volumes van meer dan 1.000 eenheden per jaar. Voor complexe geometrieën die een hoge sterkte en lage porositeit vereisen, wordt thixoforming concurrerend bij nog lagere volumes als gevolg van verminderde bewerkingsvereisten en superieure materiaaleigenschappen.
Hoe verhoudt de mechanische sterkte van thixoformed onderdelen zich tot conventioneel gieten?
Thixoformed aluminium A356 bereikt treksterktes van 280-320 MPa vergeleken met 200-250 MPa bij conventioneel spuitgieten. De gecontroleerde microstructuur en verminderde porositeit resulteren in een 20-30% hogere vermoeiingssterkte en verbeterde rek eigenschappen.
Wat zijn de belangrijkste beperkingen van het thixoforming-proces?
De belangrijkste beperkingen zijn het smalle temperatuurverwerkingsvenster dat een nauwkeurige controle vereist (±2°C), gespecialiseerde grondstofbereidingskosten en de huidige beperking tot specifieke legeringssystemen. Complexe geometrieën met zeer dunne wanden (<1,5 mm) kunnen stroomuitdagingen opleveren die een zorgvuldige optimalisatie van het matrijsontwerp vereisen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece