Aluminium A380 vs. A356: De juiste legering kiezen voor sterkte en vloeibaarheid
Aluminium A380 en A356 zijn twee van de meest gespecificeerde spuitgietlegeringen in de Europese productie, maar de keuze tussen beide vereist inzicht in de cruciale afwegingen tussen sterkte-eigenschappen en vloei-eigenschappen. Deze beslissing heeft invloed op alles, van de prestaties van het onderdeel tot de productiekosten, waardoor het essentieel is voor ingenieurs om de genuanceerde verschillen tussen deze legeringen te begrijpen.
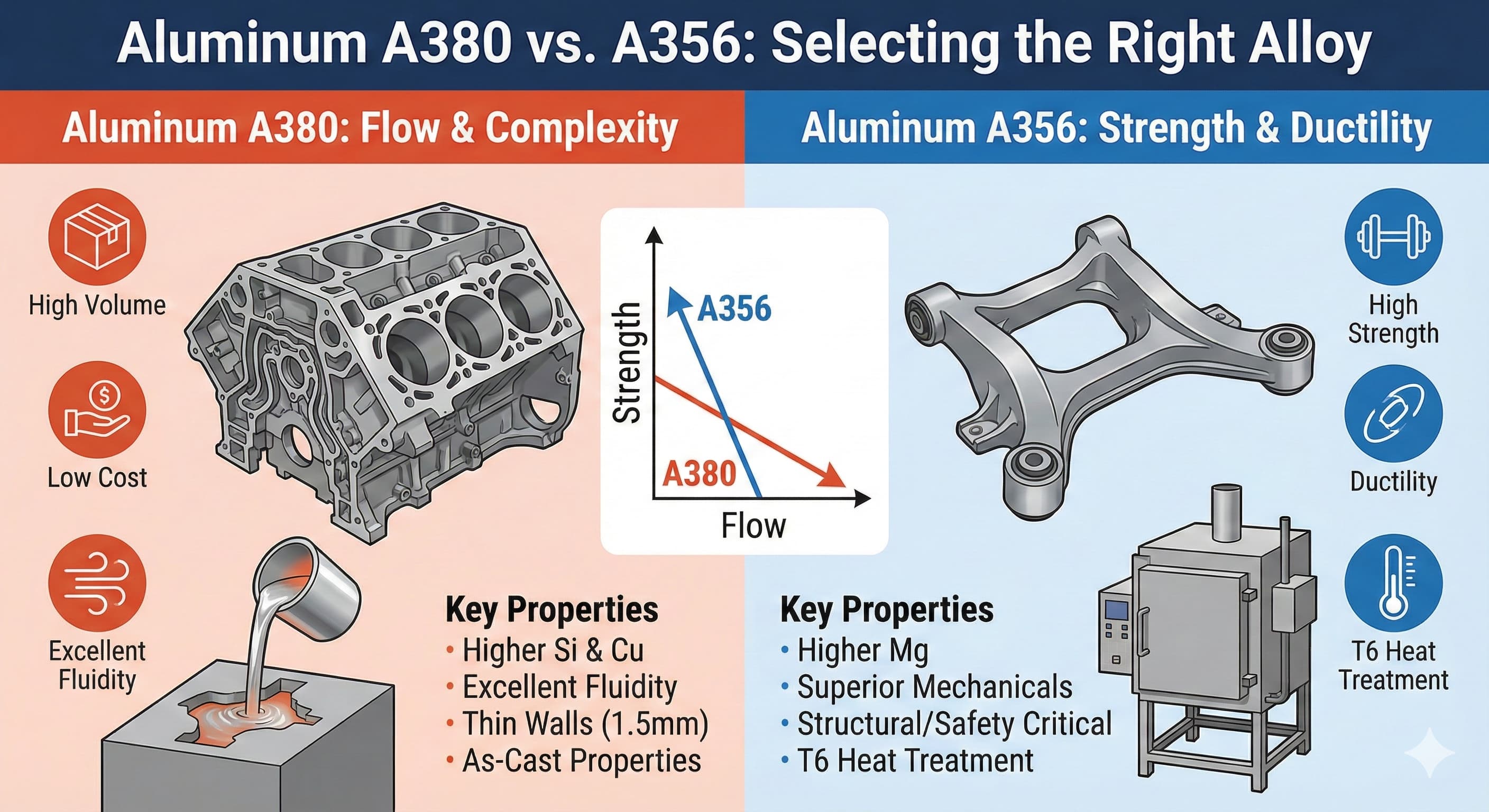
Beide legeringen vervullen verschillende rollen in het ecosysteem van aluminium gieten, waarbij A380 domineert in toepassingen met een hoog volume die een uitstekende vloeibaarheid vereisen, terwijl A356 uitblinkt waar superieure mechanische eigenschappen de hogere materiaal- en verwerkingskosten rechtvaardigen.
Belangrijkste punten
- A380 biedt superieure vloei-eigenschappen en lagere kosten, waardoor het ideaal is voor dunwandige, complexe geometrieën
- A356 biedt aanzienlijk hogere sterkte en ductiliteit, geschikt voor structurele en veiligheidskritische toepassingen
- De selectie van het gietproces (spuitgieten versus zandgieten) heeft een grote invloed op de prestaties en kosten van de legering
- De mogelijkheden voor warmtebehandeling na het gieten variëren aanzienlijk tussen de legeringen, wat de uiteindelijke mechanische eigenschappen beïnvloedt
Chemische samenstelling en fundamentele eigenschappen
De verschillen in chemische samenstelling tussen A380 en A356 bepalen hun verschillende prestatiekenmerken. A380 bevat een hoger siliciumgehalte (7,5-9,5%) in vergelijking met A356 (6,5-7,5%), samen met aanzienlijk meer koper (3,0-4,0% vs. maximaal 0,25%). Deze samenstelling geeft A380 een uitstekende vloeibaarheid tijdens het gieten, maar beperkt de mechanische eigenschappen.
A356 bevat daarentegen magnesium (0,25-0,45%) als belangrijkste versterkende element, terwijl het een lager kopergehalte behoudt. Deze samenstelling maakt warmtebehandelingen mogelijk die A380 niet kan bereiken, wat resulteert in superieure trek- en vloeisterkte.
| Element | A380 (gew.%) | A356 (gew.%) | Impact op eigenschappen |
|---|---|---|---|
| Silicium (Si) | 7.5-9.5 | 6.5-7.5 | Hogere Si verbetert de vloeibaarheid, vermindert krimp |
| Koper (Cu) | 3.0-4.0 | 0.25 max | Cu verhoogt de sterkte maar vermindert de ductiliteit |
| Magnesium (Mg) | 0.10 max | 0.25-0.45 | Mg maakt precipitatieharding mogelijk |
| Ijzer (Fe) | 1.3 max | 0.20 max | Hoger Fe-gehalte vermindert de ductiliteit |
| Zink (Zn) | 3.0 max | 0.10 max | Zn beïnvloedt de corrosiebestendigheid |
Het siliciumgehalte heeft een directe invloed op de gietkenmerken, waarbij het hogere siliciumgehalte van A380 zorgt voor uitzonderlijke vloei-eigenschappen en minder krimp tijdens de stolling. Echter, dezelfde samenstelling creëert brosse intermetallische fasen die de ductiliteit en slagvastheid beperken.
Vergelijking van mechanische eigenschappen
De verschillen in mechanische eigenschappen tussen deze legeringen zijn aanzienlijk en bepalen de toepassingsselectie. A380 in de gegoten toestand bereikt typisch treksterktes van 320-330 MPa met vloeisterktes rond de 160 MPa. A356, met name in de T6 warmtebehandelde toestand, kan treksterktes bereiken van meer dan 280 MPa met vloeisterktes van 205 MPa, terwijl het aanzienlijk hogere rekwaarden biedt.
| Eigenschap | A380 (zoals gegoten) | A356 (T6) | A356 (zoals gegoten) |
|---|---|---|---|
| Treksterkte (MPa) | 320-330 | 280-310 | 220-260 |
| Vloeigrens (MPa) | 160 | 205-240 | 140-180 |
| Rek (%) | 2.5-3.5 | 8-12 | 3-5 |
| Hardheid (HB) | 80-85 | 70-90 | 60-70 |
| Vermoeiingssterkte (MPa) | 110-130 | 140-160 | 100-120 |
Het verschil in rek is vooral significant voor toepassingen die dynamische belasting of impactomstandigheden ondervinden. De 8-12% rek van A356 in T6-toestand versus de 2,5-3,5% van A380 vertegenwoordigt het verschil tussen een ductiel faalmechanisme en brosse breukkenmerken.
Vermoeiingsprestaties vertonen vergelijkbare trends, waarbij A356-T6 een superieure vermoeiingssterkte biedt dankzij de verfijnde microstructuur en de afwezigheid van koperrijke intermetallische verbindingen die als scheurinitiatieplaatsen fungeren.
Vloei-eigenschappen en gietprestaties
Vloei-eigenschappen vertegenwoordigen een van de belangrijkste voordelen van A380 ten opzichte van A356. Het hogere siliciumgehalte en de toevoeging van koper creëren een langer stollingsbereik, wat zorgt voor uitstekende mogelijkheden om de matrijs te vullen in complexe geometrieën. Dit vertaalt zich in succesvol gieten van dunne wanden (tot 1,5 mm in optimale omstandigheden) en ingewikkelde functies die een uitdaging zouden zijn met A356.
De superieure vloeibaarheid van A380 maakt de juiste implementatie van lossingshoeken in complexe mallen mogelijk, met behoud van maatnauwkeurigheid. De gietkenmerken van de legering ondersteunen snelle productiecycli die typisch zijn in de automobiel- en consumentenelektronica-industrie.
A356 vereist, hoewel het voldoende vloei-eigenschappen biedt, meer aandacht voor het ontwerp van de ingang, de afmetingen van de loper en de temperatuurregeling. De neiging van de legering tot warm scheuren in dunne secties vereist een conservatief ontwerp van de wanddikte (doorgaans minimaal 2,5 mm voor betrouwbare productie).
| Gietparameter | A380 | A356 | Technische implicaties |
|---|---|---|---|
| Minimale wanddikte | 1.5 mm | 2.5 mm | A380 maakt lichtere, complexere ontwerpen mogelijk |
| Stollingstraject | 90-120°C | 60-90°C | Breder bereik verbetert het vullen van de matrijs |
| Neiging tot warm scheuren | Laag | Gemiddeld | A380 is vergevingsgezinder in het ontwerp |
| Gietvermogen | Uitstekend | Goed | Complexe geometrieën zijn in het voordeel van A380 |
| Porositeitsgevoeligheid | Laag | Gemiddeld | A380 is toleranter voor procesvariatie |
De vloei-lengtecapaciteiten verschillen aanzienlijk, waarbij A380 vloei-lengtes bereikt van 200+ keer de wanddikte in geoptimaliseerde omstandigheden, terwijl A356 doorgaans 150-180 keer de wanddikte bereikt. Dit verschil wordt cruciaal bij grote, complexe gietstukken waar metaal aanzienlijke afstanden door dunne secties moet afleggen.
Warmtebehandelingsrespons en microstructuuroverwegingen
De warmtebehandelingsrespons vertegenwoordigt een fundamenteel onderscheidend kenmerk tussen deze legeringen. A380 biedt beperkte warmtebehandelingsopties, waarbij het doorgaans in de gegoten toestand blijft of spanningsarmgloeibehandelingen ondergaat. Het hoge kopergehalte voorkomt effectieve oplosgloeibehandeling vanwege het beginnende smelten van koperrijke fasen.
A356 reageert uitstekend op T6-warmtebehandeling (oplossingsbehandeling bij 540°C, afschrikken en verouderen bij 150-160°C gedurende 2-8 uur). Dit proces lost magnesium en silicium op in vaste oplossing en scheidt vervolgens versterkende fasen af tijdens het verouderen, waardoor de mechanische eigenschappen drastisch worden verbeterd.
Voor uiterst nauwkeurige resultaten,Vraag een gratis offerte aan en ontvang binnen 24 uur een prijsopgave van Microns Hub.
De microstructuurverschillen gaan verder dan de warmtebehandelingsrespons. De gegoten structuur van A380 bevat grove siliciumdeeltjes en koper-aluminium intermetallische verbindingen die sterkte bieden, maar de ductiliteit beperken. De microstructuur van A356, met name na T6-behandeling, bevat fijne, uniform verdeelde precipitaten die zowel de sterkte als de taaiheid verbeteren.
| Warmtebehandeling | A380 Reactie | A356 Reactie | Eigenschapsverandering |
|---|---|---|---|
| Zoals gegoten | Standaardconditie | Baseline-eigenschappen | - |
| T4 (Oplossing + Natuurlijke veroudering) | Niet van toepassing | Matige verbetering | +15% sterkte |
| T6 (Oplossing + Kunstmatige veroudering) | Niet van toepassing | Maximale sterkte | +25-35% sterkte |
| Spanningsarm gloeien | Dimensionale stabiliteit | Dimensionale stabiliteit | Minimale eigenschapsverandering |
Kostenanalyse en economische overwegingen
De kostenverschillen tussen A380 en A356 gaan verder dan de grondstofprijzen en omvatten overwegingen met betrekking tot verwerking, gereedschap en nabewerking. A380 kost doorgaans € 2.200-2.400 per ton, terwijl A356 varieert van € 2.600-2.900 per ton, wat een premie van 15-20% vertegenwoordigt voor de hoogwaardige legering.
De verwerkingskosten zijn gunstig voor A380 vanwege de superieure gietkenmerken. Hogere productiesnelheden, lagere uitvalpercentages en vereenvoudigde gereedschapseisen compenseren vaak het kleine materiaalkostenvoordeel dat A356 in sommige markten zou kunnen hebben. De uitstekende vloei-eigenschappen van A380 maken dunnere wanden en complexere geometrieën mogelijk, waardoor het totale gewicht van het onderdeel en het materiaalgebruik mogelijk worden verminderd.
De warmtebehandelingsvereisten van A356 voegen echter verwerkingsstappen en energiekosten toe. T6-warmtebehandeling voegt doorgaans € 150-250 per ton toe aan de verwerkingskosten, afhankelijk van de efficiëntie van de oven en de lokale energieprijzen. Dit moet worden afgewogen tegen de behaalde prestatievoordelen.
| Kostencomponent | A380 | A356 | Verschil |
|---|---|---|---|
| Grondstof (€/ton) | 2,200-2,400 | 2,600-2,900 | +15-20% |
| Warmtebehandeling (€/ton) | 0-50 | 150-250 | +300-400% |
| Bewerkingskosten | Hoger (harder materiaal) | Lager (meer ductiel) | -10-15% |
| Schrootpercentage (%) | 3-5 | 5-8 | +40-60% |
| Productiesnelheid | Hoger | Lager | -15-25% |
Wanneer u bestelt bij Microns Hub, profiteert u van directe relaties met fabrikanten die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke serviceaanpak zorgen ervoor dat elk project de aandacht krijgt die het verdient, wat vooral belangrijk is bij het balanceren van kosten- en prestatie-eisen.
Toepassingsspecifieke selectiecriteria
De toepassingsvereisten bepalen uiteindelijk de legeringsselectie, waarbij elk materiaal uitblinkt in specifieke gebruiksscenario's. A380 domineert automobieltoepassingen die complexe geometrieën vereisen, zoals transmissiebehuizingen, motorsteunen en behuizingen voor elektronische regeleenheden. De uitstekende vloei-eigenschappen van de legering maken de integratie van montagebussen, koelribben en ingewikkelde interne kanalen in één gietstuk mogelijk.
A356 geniet de voorkeur in structurele toepassingen waar mechanische eigenschappen voorrang hebben op de complexiteit van het gieten. Automotive ophangingscomponenten, vliegtuigfittingen en hoogwaardige sportartikelen maken gebruik van de superieure sterkte-gewichtsverhouding en vermoeiingsweerstand van A356.
Elektronische toepassingen bieden interessante afwegingen. De uitstekende thermische geleidbaarheid van A380 (96 W/m·K vs. 151 W/m·K voor A356) maakt het aantrekkelijk voor koellichamen en elektronische behuizingen waar thermisch beheer cruciaal is. De lagere elektrische geleidbaarheid van A356 kan echter de voorkeur hebben in toepassingen die elektromagnetische afscherming vereisen.
De integratie met spuitgietdiensten beïnvloedt vaak de materiaalkeuze voor hybride componenten waarbij aluminium gietstukken in contact komen met polymeer inserts of overmolding-bewerkingen.
Compatibiliteit van het fabricageproces
Spuitgieten is het belangrijkste fabricageproces voor beide legeringen, maar hun compatibiliteit met andere processen varieert aanzienlijk. A380 blinkt uit in hogedrukspuitgietbewerkingen (HPDC), waar de superieure vloei-eigenschappen snelle cyclustijden en een consistente onderdeelkwaliteit mogelijk maken. De weerstand van de legering tegen solderen (plakken aan matrijsoppervlakken) verlengt de levensduur van het gereedschap en vermindert de onderhoudsvereisten.
A356 vertoont een bredere procescompatibiliteit en presteert goed in zandgieten, permanent matrijzgieten en semi-vaste vormprocessen. Deze veelzijdigheid maakt A356 aantrekkelijk voor toepassingen met een laag volume of prototyping waar de kosten van spuitgietgereedschap niet kunnen worden gerechtvaardigd.
Nabewerking na het gieten verschilt aanzienlijk tussen de legeringen. De hogere hardheid en het kopergehalte van A380 creëren meer uitdagende bewerkingsomstandigheden, waarvoor hardmetalen gereedschap en een zorgvuldige afvoer van spanen vereist zijn. A356, met name in T6-toestand, is gemakkelijker te bewerken met conventioneel gereedschap en genereert betere oppervlakteafwerkingen.
| Proces | A380 Geschiktheid | A356 Geschiktheid | Belangrijkste overwegingen |
|---|---|---|---|
| Hogedrukgieten | Uitstekend | Goed | A380's stroomvoordeel cruciaal |
| Lagedrukgieten | Goed | Uitstekend | A356's mechanische eigenschappen hebben de voorkeur |
| Zandgieten | Redelijk | Uitstekend | A356 standaard voor zandgieten |
| Permanente mal | Goed | Uitstekend | Beide legeringen geschikt |
| CNC-bewerking | Uitdagend | Goed | A356 beter bewerkbaar |
De compatibiliteit van de oppervlakteafwerking varieert ook. A380 anodiseert redelijk goed, maar kan lichte kleurvariaties vertonen als gevolg van het kopergehalte. A356 biedt een uitstekende anodiseerrespons met een uniforme kleurontwikkeling. Poedercoaten en lakken presteren vergelijkbaar op beide legeringen na een goede oppervlaktevoorbereiding.
Kwaliteitscontrole en testoverwegingen
De eisen aan de kwaliteitscontrole verschillen tussen A380- en A356-toepassingen, afhankelijk van hun typische gebruiksscenario's en prestatieverwachtingen. A380-onderdelen ondergaan vaak dimensionale inspectie en basale mechanische tests, met de nadruk op de integriteit van het gietstuk en de oppervlaktekwaliteit. Niet-destructief onderzoek omvat doorgaans visuele inspectie en dimensionale verificatie.
A356-componenten, met name die in structurele toepassingen, vereisen uitgebreidere testprotocollen. Trekproeven, hardheidsverificatie en validatie van de warmtebehandeling worden standaardvereisten. Het T6-warmtebehandelingsproces vereist temperatuurbewaking en metallurgische verificatie om een goede precipitatieharding te garanderen.
De implementatie van statistische procesbeheersing (SPC) varieert tussen de legeringen. De consistente vloei-eigenschappen van A380 maken een nauwkeurige dimensionale controle mogelijk met standaard procesbewaking. De warmtebehandelingsvereisten van A356 introduceren extra variabelen die controlekaartbewaking van de oplossingstemperatuur, de afkoelsnelheid en de verouderingsparameters vereisen.
Integratie met onze productiediensten omvat uitgebreide kwaliteitsdocumentatie die voldoet aan de ISO 9001-eisen, met materiaalcertificeringen en verificatie van mechanische eigenschappen als standaard deliverables.
Milieu- en duurzaamheidsfactoren
Milieuoverwegingen beïnvloeden in toenemende mate de beslissingen over materiaalkeuze. Zowel A380 als A356 bieden een uitstekende recyclebaarheid, met de inherente duurzaamheidsvoordelen van aluminium. Hun energievoetafdrukken verschillen echter als gevolg van de verwerkingsvereisten.
Het eenvoudigere verwerkingspad van A380 (minimale warmtebehandeling) resulteert in een lager energieverbruik per geproduceerde kilogram. De T6-warmtebehandeling van A356 voegt aanzienlijke energievereisten toe, met name tijdens de oplosgloeibehandeling bij 540°C. Deze energieboete moet worden afgewogen tegen de behaalde prestatievoordelen.
De compatibiliteit van gerecycled materiaal varieert tussen de legeringen. De hogere tolerantie van A380 voor sporenelementen maakt het beter compatibel met gerecyclede aluminiumstromen, terwijl de strengere samenstellingseisen van A356 het gebruik van primair aluminium voor kritische toepassingen noodzakelijk kunnen maken.
Toekomstige trends en ontwikkelingsrichtingen
De ontwikkeling van legeringen blijft evolueren om te voldoen aan veranderende industrie-eisen. Gemodificeerde A380-samenstellingen met een verlaagd kopergehalte zijn bedoeld om de ductiliteit te verbeteren met behoud van uitstekende gietkenmerken. Deze ontwikkelingen zijn gericht op initiatieven voor het lichter maken van auto's die een verbeterde botsbestendigheid vereisen.
De ontwikkeling van A356 richt zich op verbeterde warmtebehandelingsreacties en verbeterde thermische stabiliteit. Geavanceerde verouderingsbehandelingen en gemodificeerde samenstellingen zijn bedoeld om de toch al indrukwekkende voordelen van de mechanische eigenschappen van de legering uit te breiden.
De compatibiliteit met additieve productie is een opkomende overweging. Hoewel geen van beide legeringen momenteel op grote schaal wordt gebruikt in aluminium 3D-printen, wordt er verder onderzoek gedaan naar poedermetallurgievarianten die hun toepassingsbereik zouden kunnen uitbreiden.
Veelgestelde vragen
Welke legering biedt een betere corrosiebestendigheid, A380 of A356?
A356 biedt over het algemeen een superieure corrosiebestendigheid vanwege het lagere kopergehalte. Het koper in A380 kan galvanische koppels creëren die de corrosie in mariene of industriële omgevingen versnellen. Beide legeringen profiteren echter van beschermende coatings in agressieve omgevingen.
Kan A380 warmtebehandeld worden om eigenschappen te bereiken die vergelijkbaar zijn met A356?
Nee, A380 kan niet effectief warmtebehandeld worden vanwege het hoge kopergehalte, wat beginnend smelten veroorzaakt tijdens de oplosgloeibehandeling. De legering wordt doorgaans gebruikt in de gegoten toestand of alleen met spanningsarmgloeibehandelingen.
Welke minimale wanddikte moet ik ontwerpen voor elke legering?
A380 kan betrouwbaar wanddiktes tot 1,5 mm bereiken in optimale gietomstandigheden, terwijl A356 doorgaans minimale wanden van 2,5 mm vereist om warm scheuren te voorkomen en consistente mechanische eigenschappen te garanderen.
Hoe verhouden de bewerkingskosten zich tussen A380 en A356?
A356 is over het algemeen gemakkelijker en kosteneffectiever te bewerken dan A380. Het hogere kopergehalte en de hardheid van A380 vereisen hardmetalen gereedschap en resulteren in hogere gereedschapsslijtagesnelheden, waardoor de bewerkingskosten doorgaans met 10-15% stijgen.
Welke legering is beter voor dunwandige elektronische behuizingen?
A380 heeft doorgaans de voorkeur voor dunwandige elektronische behuizingen vanwege de superieure vloei-eigenschappen die complexe geometrieën en dunne wanden mogelijk maken. De goede thermische geleidbaarheid helpt ook bij de warmteafvoer in elektronische toepassingen.
Wat zijn de typische doorlooptijden voor onderdelen in elke legering?
De doorlooptijden zijn over het algemeen vergelijkbaar voor beide legeringen in spuitgiettoepassingen. A356-onderdelen die een T6-warmtebehandeling vereisen, kunnen echter 1-3 dagen toevoegen aan de verwerkingstijd, afhankelijk van de batchgroottes en de ovenplanning.
Hoe verhouden de recyclingpercentages zich tussen A380 en A356?
Beide legeringen zijn zeer recyclebaar, maar de hogere tolerantie van A380 voor sporenelementen maakt het iets beter compatibel met gemengde aluminiumschrootstromen. De strengere samenstellingseisen van A356 kunnen een zorgvuldigere scheiding van schroot vereisen voor kritische toepassingen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece