Ontwerpen van lossingshoeken voor metalen gietstukken: Een praktische gids voor ingenieurs
Lossingshoeken worden vaak over het hoofd gezien tijdens de ontwerpfase, maar onvoldoende lossingsspecificaties veroorzaken tot 40% van de gietfouten in precisie metalen componenten. Het verschil tussen een onderdeel dat schoon uit de mal komt en een onderdeel dat dure secundaire bewerkingen vereist, ligt in het begrijpen van de complexe relatie tussen materiaaleigenschappen, geometrie en fabricagebeperkingen.
Belangrijkste punten
- Lossingshoeken variëren doorgaans van 0,5° tot 3°, afhankelijk van het gietproces, waarbij spuitgieten minimale hoeken vereist (0,5-1°) terwijl zandgieten 1-3° nodig heeft
- Interne kenmerken vereisen 25-50% steilere lossingshoeken dan externe oppervlakken vanwege krimpkrachten tijdens het afkoelen
- Het juiste ontwerp van de lossingshoek kan de bewerkingskosten met 30-60% verlagen door secundaire bewerkingen op niet-kritische oppervlakken te elimineren
- Materiaalkeuze heeft een directe invloed op de lossingseisen, waarbij aluminiumlegeringen strakkere hoeken mogelijk maken dan staal- of ijzergietstukken
Inzicht in de basisprincipes van lossingshoeken
Lossingshoeken dienen als het primaire mechanisme voor het succesvol uitwerpen van onderdelen uit gietmallen. Zonder voldoende lossing krimpt het koelende metaal op de oppervlakken van de mal, waardoor interferentie ontstaat die een schone scheiding verhindert. Dit fundamentele krimpgedrag varieert aanzienlijk tussen verschillende legeringssystemen en vereist een nauwkeurige berekening voor optimale resultaten.
De fysica achter de lossingseisen is gecentreerd op thermische contractiecoëfficiënten. Aluminiumlegeringen zoals A356-T6 vertonen lineaire krimpsnelheden van ongeveer 1,3%, terwijl nodulair gietijzer (ASTM A536) krimpt met 1,0%. Deze verschillen vertalen zich direct in verschillende lossingshoekvereisten, waarbij aluminium gietstukken vaak steilere hoeken kunnen accommoderen vanwege lagere krimpkrachten.
Fabricagetoleranties spelen een cruciale rol bij de specificatie van de lossingshoek. De standaardpraktijk volgt ISO 2768-m toleranties voor gietstukken met gemiddelde precisie, die doorgaans een variatie van ±0,5° in lossingshoeken toestaan. Hoge precisie toepassingen vereisen echter mogelijk een strakkere controle bij ±0,2°, wat meer geavanceerde tooling en procesbeheersingsmaatregelen vereist.
Processpecifieke lossingshoekvereisten
Spuitgieten vertegenwoordigt de meest veeleisende toepassing voor het optimaliseren van de lossingshoek. Het hogedrukinspuitproces en de snelle afkoelcycli creëren unieke uitdagingen die specifieke ontwerpoverwegingen vereisen. Typische lossingshoeken voor spuitgieten variëren van 0,5° tot 1,5°, waarbij het lagere uiteinde is gereserveerd voor externe oppervlakken en eenvoudige geometrieën.
Zandgietprocessen maken ruimere lossingshoeken mogelijk vanwege de vergevingsgezinde aard van zandmallen. Externe oppervlakken vereisen doorgaans een lossing van 1° tot 2°, terwijl interne kenmerken 1,5° tot 3° nodig hebben. De druksterkte van het zandmengsel beïnvloedt deze vereisten direct, waarbij mallen met een hogere sterkte gereduceerde lossingshoeken mogelijk maken.
Precisiegieten biedt de strakste toleranties, maar vereist een zorgvuldige lossingsoverweging voor het verwijderen van wasmodellen. Lossingshoeken van 0,25° tot 1° komen vaak voor, waarbij het keramische schaalproces productie bijna in de uiteindelijke vorm mogelijk maakt. Deze precisie gaat gepaard met een kostenpremie van 20-40% in vergelijking met conventionele zandgietmethoden.
| Gietproces | Externe lossingshoek (°) | Interne lossingshoek (°) | Typische tolerantie (±°) | Relatieve kosten |
|---|---|---|---|---|
| Spuitgieten | 0.5-1.5 | 0.75-2.0 | 0.2 | Hoog |
| Zandgieten | 1.0-2.0 | 1.5-3.0 | 0.5 | Laag |
| Precisiegieten | 0.25-1.0 | 0.5-1.5 | 0.2 | Zeer hoog |
| Kokilgieten | 0.75-1.5 | 1.0-2.5 | 0.3 | Gemiddeld |
Materiaalspecifieke lossingsoverwegingen
Aluminiumlegeringen domineren precisiegiettoepassingen vanwege hun gunstige krimpeigenschappen en uitstekende bewerkbaarheid. A356-T6, de meest voorkomende legering voor gietstukken in de lucht- en ruimtevaart, maakt lossingshoeken van slechts 0,5° mogelijk voor eenvoudige geometrieën. De T6 warmtebehandeling zorgt voor dimensionale stabiliteit die de integriteit van de lossingshoek gedurende het thermische cyclische proces behoudt.
Stalen gietstukken vormen grotere uitdagingen vanwege hogere krimpkrachten en verhoogde hechting aan de mal. Koolstofstaalsoorten zoals ASTM A216 WCB vereisen minimale lossingshoeken van 1,5° voor externe oppervlakken, oplopend tot 2,5° voor interne kenmerken. De hogere smelttemperatuur en thermische uitzettingscoëfficiënt dragen bij aan deze verhoogde eisen.
Gietijzertoepassingen, met name nodulair gietijzer dat voldoet aan ASTM A536, vertonen gematigde lossingseisen tussen aluminium en staal. Nodulair gietijzer van kwaliteit 65-45-12 vereist doorgaans een lossing van 1° tot 2° op externe oppervlakken, waarbij interne kenmerken 1,5° tot 2,5° nodig hebben. De grafietstructuur zorgt voor enige smering tijdens het uitwerpen, waardoor de hechtingskrachten worden verminderd in vergelijking met staal.
| Materiaal | Krimpsnelheid (%) | Min. Externe lossingshoek (°) | Min. Interne lossingshoek (°) | Bewerkbaarheid |
|---|---|---|---|---|
| A356-T6 Aluminium | 1.3 | 0.5 | 0.75 | Uitstekend |
| A380 Aluminium | 1.2 | 0.5 | 0.75 | Goed |
| ASTM A216 WCB Staal | 2.1 | 1.5 | 2.5 | Redelijk |
| A536 Nodulair gietijzer | 1.0 | 1.0 | 1.5 | Goed |
Geometrische complexiteit en lossingsoptimalisatie
Complexe geometrieën vereisen geavanceerde lossingshoekstrategieën die rekening houden met variërende wanddiktes, ondersnijdingen en overgangszones. Diepe holtes vormen bijzondere uitdagingen, omdat het toegenomen oppervlaktecontact de uitwerpkrachten versterkt. Een algemene regel past een verhoging van 0,1° in de lossingshoek toe voor elke 25 mm holtediepte voorbij de eerste 50 mm.
Ribben en baasvormen vereisen een zorgvuldige lossingsoverweging om spanningsconcentratie tijdens het uitwerpen te voorkomen. Ribben moeten consistente lossingshoeken behouden met de primaire oppervlakken, terwijl bazen een onafhankelijke lossingsanalyse vereisen. De kruisingszones tussen kenmerken worden vaak kritieke gebieden waar onvoldoende lossing leidt tot scheuren of vreten tijdens het verwijderen van onderdelen.
Multi-directionele scheidingslijnen bemoeilijken de implementatie van de lossingshoek aanzienlijk. Elk scheidingsoppervlak vereist een onafhankelijke lossingsoverweging, wat vaak resulteert in compromisoplossingen die de maakbaarheid in evenwicht brengen met functionele eisen. Geavanceerde CAD-systemen bevatten nu lossingsanalysetools die potentiële uitwerpconflicten visualiseren vóór de fabricage van gereedschap.
Impact van oppervlakteafwerking op lossingseisen
Oppervlakteafwerkingsspecificaties beïnvloeden de lossingshoekvereisten direct door hun effect op de hechting van mal op onderdeel. Ra-waarden onder 3,2 μm vergroten het oppervlaktecontactgebied, waardoor steilere lossingshoeken nodig zijn om hechtingskrachten te overwinnen. Omgekeerd kunnen gecontroleerde ruwheidspatronen de lossingseisen verminderen door het contactoppervlak te minimaliseren.
Getextureerde oppervlakken vormen unieke uitdagingen voor de berekening van de lossingshoek. Ledernerftexturen, die vaak worden gespecificeerd voor esthetische toepassingen, kunnen de effectieve lossingseisen verhogen met 0,25° tot 0,5°, afhankelijk van de textuurdiepte. De richting van de textuurtoepassing ten opzichte van de lossingsrichting wordt cruciaal voor het succesvol uitwerpen van onderdelen.
Voor resultaten met hoge precisie, ontvang binnen 24 uur een gedetailleerde offerte van Microns Hub.
EDM (Electrical Discharge Machining) oppervlakteafwerkingen, die een uitstekende dimensionale nauwkeurigheid bieden, creëren microtexturen die de hechtingskrachten kunnen verhogen. Onderdelen die EDM-afwerking vereisen, hebben vaak 0,2° tot 0,3° extra lossingshoek nodig om de verhoogde oppervlakte-interactie te compenseren. Deze overweging wordt vooral belangrijk voor precisie tooling toepassingen waar oppervlakte-integriteit van het grootste belang is.
Economische optimalisatie door middel van lossingsontwerp
Lossingshoekoptimalisatie heeft een directe invloed op de fabricagekosten door het effect ervan op secundaire bewerkingseisen. Onderdelen die zijn ontworpen met voldoende lossing kunnen vaak bewerkingen op niet-kritische oppervlakken elimineren, waardoor de totale productiekosten met 30-60% worden verlaagd. Deze kostenreductie wordt significanter naarmate de productievolumes toenemen.
Toolingkosten correleren sterk met de complexiteit van de lossingshoek. Eenvoudige, uniforme lossingshoeken minimaliseren de complexiteit van de tooling en verkorten de fabricagetijd. Complexe lossingseisen kunnen de toolingkosten met 25-40% verhogen vanwege de extra bewerkingstijd die nodig is voor de malholtes. De afweging tussen onderdeelfunctionaliteit en fabricagekosten vereist een zorgvuldige analyse tijdens de ontwerpfase.
Secundaire bewerkingen zoals CNC-bewerking na het gieten worden noodzakelijk wanneer lossingshoeken niet de vereiste oppervlakteafwerking of dimensionale nauwkeurigheid kunnen bieden. Strategische plaatsing van deze bewerkte oppervlakken, gecombineerd met geoptimaliseerde lossingshoeken op de overige oppervlakken, biedt de meest economische fabricagemethode.
Wanneer u bestelt bij Microns Hub, profiteert u van directe relaties met fabrikanten die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke servicebenadering betekent dat elk project de aandacht voor detail krijgt die het verdient, met lossingshoekoptimalisatie inbegrepen in ons uitgebreide ontwerpbeoordelingsproces.
Geavanceerde lossingshoektechnieken
Variabele lossingshoeken vertegenwoordigen een geavanceerde techniek voor het optimaliseren van complexe geometrieën. Deze aanpak past verschillende lossingshoeken toe op verschillende delen van hetzelfde kenmerk op basis van lokale geometrie-eisen. Diepe zakken kunnen beginnen met een lossing van 0,5° bij de scheidingslijn, oplopend tot 2° op maximale diepte om het uitwerpen te vergemakkelijken.
Samengestelde lossingshoeken combineren lineaire lossing met gebogen overgangen om complexe oppervlaktegeometrieën te accommoderen. Automobieltoepassingen maken vaak gebruik van deze techniek voor esthetische componenten waar rechte lossingslijnen visueel onaantrekkelijk zouden zijn. De berekeningscomplexiteit neemt aanzienlijk toe, waardoor gespecialiseerde CAD-tools nodig zijn voor een nauwkeurige implementatie.
Split-line lossingsbeheer wordt cruciaal bij multi-cavity tooling waar individuele holtes verschillende lossingseisen kunnen hebben. Het in evenwicht brengen van de lossingshoeken over meerdere holtes met behoud van een consistente onderdeelkwaliteit vereist geavanceerde procesbeheersing en toolingontwerp. Deze complexiteit rechtvaardigt vaak de extra technische investering voor productie met een hoog volume.
Kwaliteitscontrole en lossingsverificatie
Lossingshoekverificatie vereist gespecialiseerde meettechnieken die verder gaan dan conventionele dimensionale inspectie. Coördinatenmeetmachines (CMM's) uitgerust met draaitafels bieden de meest nauwkeurige lossingshoekmeting, doorgaans met een nauwkeurigheid van ±0,05° bij correcte kalibratie. Deze precisie wordt essentieel voor productie met een hoog volume waar kleine variaties zich kunnen opstapelen tot significante kwaliteitsproblemen.
Optische meetsystemen bieden snelle lossingshoekverificatie voor productieomgevingen. Deze contactloze systemen kunnen lossingshoeken meten over gehele onderdeeloppervlakken, waardoor variaties worden geïdentificeerd die kunnen wijzen op tooling slijtage of procesafwijking. Implementatie van dergelijke systemen vermindert de inspectietijd doorgaans met 40-60% in vergelijking met traditionele contactmethoden.
Statistische procesbeheersing (SPC) toegepast op lossingshoekmetingen biedt vroegtijdige waarschuwing voor tooling degradatie. Het volgen van lossingshoekvariaties in de loop van de tijd onthult patronen die voorspellen wanneer tooling onderhoud of vervanging noodzakelijk wordt. Deze proactieve aanpak kan kwaliteitsproblemen voorkomen en de uitvalpercentages aanzienlijk verlagen.
Voor toepassingen die lekdichte assemblages vereisen, werken de juiste lossingshoeken in combinatie met vacuümimpregnatieprocessen om optimale afdichtingsprestaties te garanderen. De oppervlakte-integriteit die wordt bereikt door een goed lossingsontwerp verbetert de effectiviteit van daaropvolgende afdichtingsbewerkingen.
Integratie met moderne fabricage
Digitale fabricageworkflows integreren nu lossingshoekoptimalisatie als een geautomatiseerde ontwerpcontrole. AI-aangedreven ontwerpsystemen kunnen complexe geometrieën analyseren en optimale lossingshoeken aanbevelen op basis van materiaalkeuze, gietproces en kwaliteitseisen. Deze systemen verkorten de ontwerpherhalingstijd en verbeteren tegelijkertijd de voorspellingen over de maakbaarheid.
Additieve fabricage van gietpatronen maakt complexere lossingshoekimplementaties mogelijk die moeilijk of onmogelijk zouden zijn met traditionele patroonmaaktechnieken. 3D-geprinte patronen kunnen variabele lossingshoeken en complexe geometrieën bevatten met behoud van dimensionale nauwkeurigheid. Deze mogelijkheid opent nieuwe mogelijkheden voor het optimaliseren van het onderdeelontwerp zonder traditionele fabricagebeperkingen.
De integratie van gietprocessen met complementaire fabricagemethoden zoals plaatwerkfabricagediensten vereist een zorgvuldige overweging van lossingshoeken in hybride assemblages. Componenten die aan gegoten onderdelen worden gelast of verbonden, hebben compatibele lossingshoeken nodig om een goede pasvorm en afwerking in de uiteindelijke assemblage te garanderen.
Industry 4.0 implementaties volgen de lossingshoekprestaties gedurende de gehele productlevenscyclus, van ontwerp tot productie en service in het veld. Deze uitgebreide gegevensverzameling maakt continue verbetering van lossingshoekspecificaties en fabricageprocessen mogelijk. De resulterende optimalisatie kan de onderdeelkwaliteit verbeteren en tegelijkertijd de fabricagekosten verlagen bij onze fabricagediensten.
Veelgestelde vragen
Wat is de minimale lossingshoek voor aluminium spuitgietstukken?
Aluminium spuitgietstukken vereisen doorgaans minimale lossingshoeken van 0,5° voor externe oppervlakken en 0,75° voor interne kenmerken. Deze waarden zijn van toepassing op standaard A380- en A356-legeringen met wanddiktes boven 2 mm. Dunnere wanden of complexe geometrieën vereisen mogelijk verhoogde lossingshoeken tot 1,5°.
Hoe beïnvloedt de oppervlakteafwerking de lossingshoekvereisten?
De oppervlakteafwerking heeft een directe invloed op de lossingseisen door de hechting van mal op onderdeel. Gladdere oppervlakken (Ra< 3,2 μm) vergroten het contactoppervlak en vereisen steilere lossingshoeken, doorgaans 0,2-0,3° toevoegend aan de standaardvereisten. Getextureerde oppervlakken hebben mogelijk een extra 0,25-0,5° nodig, afhankelijk van de textuurdiepte en -richting.
Kunnen lossingshoeken volledig worden geëlimineerd door middel van nabewerking na het gieten?
Hoewel bewerking de noodzaak van lossingshoeken op afgewerkte oppervlakken kan elimineren, vereist het gietproces nog steeds lossing voor een succesvolle malontgrendeling. Strategisch ontwerp plaatst bewerkte oppervlakken op kritieke afmetingen met behoud van voldoende lossing op de overige oppervlakken voor een kosteneffectieve productie.
Welke lossingshoeken zijn vereist voor precisiegietprocessen?
Precisiegieten maakt de kleinste lossingshoeken mogelijk, doorgaans 0,25-1,0° voor externe oppervlakken en 0,5-1,5° voor interne kenmerken. Het keramische schaalproces en het verwijderen van waspatronen maken deze strakke toleranties mogelijk, waardoor precisiegieten ideaal is voor toepassingen die bijna in de uiteindelijke vorm zijn.
Hoe bereken ik lossingshoeken voor diepe holtes en zakken?
Diepe holtes vereisen verhoogde lossingshoeken om hogere uitwerpkrachten te overwinnen. Pas een verhoging van 0,1° toe voor elke 25 mm diepte voorbij de eerste 50 mm. Een 100 mm diepe zak zou bijvoorbeeld een extra 0,2° vereisen boven de standaard lossingshoek voor dat gietproces.
Vereisen verschillende aluminiumlegeringen verschillende lossingshoeken?
Ja, de samenstelling van de aluminiumlegering beïnvloedt de lossingseisen door variërende krimpsnelheden en hechtingskenmerken van de mal. A356-T6 maakt minimale hoeken mogelijk vanwege een uitstekende dimensionale stabiliteit, terwijl legeringen met een hoger siliciumgehalte mogelijk enigszins verhoogde lossingshoeken vereisen vanwege verschillende krimpgedragingen.
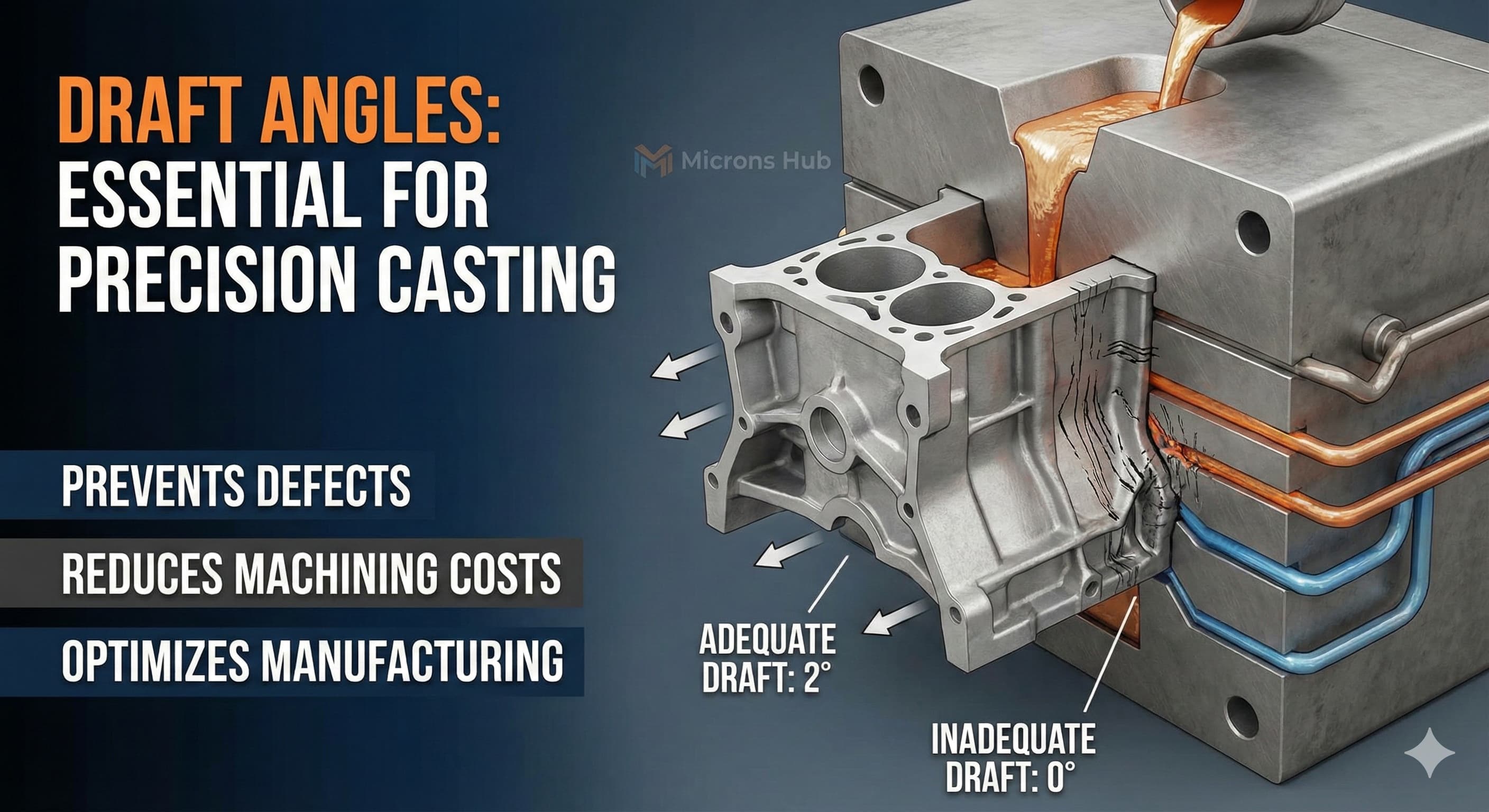
Wat gebeurt er als de lossingshoeken onvoldoende zijn tijdens de productie?
Onvoldoende lossingshoeken veroorzaken gietfouten, waaronder oppervlaktescheuren, dimensionale vervorming, verhoogde cyclustijden en voortijdige slijtage van de tooling. In ernstige gevallen kunnen onderdelen onmogelijk uit de mallen worden verwijderd zonder schade, wat resulteert in 100% uitvalpercentages totdat tooling aanpassingen zijn voltooid.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece