Raggi di curvatura minimi: evitare crepe in alluminio 5052 vs. 6061
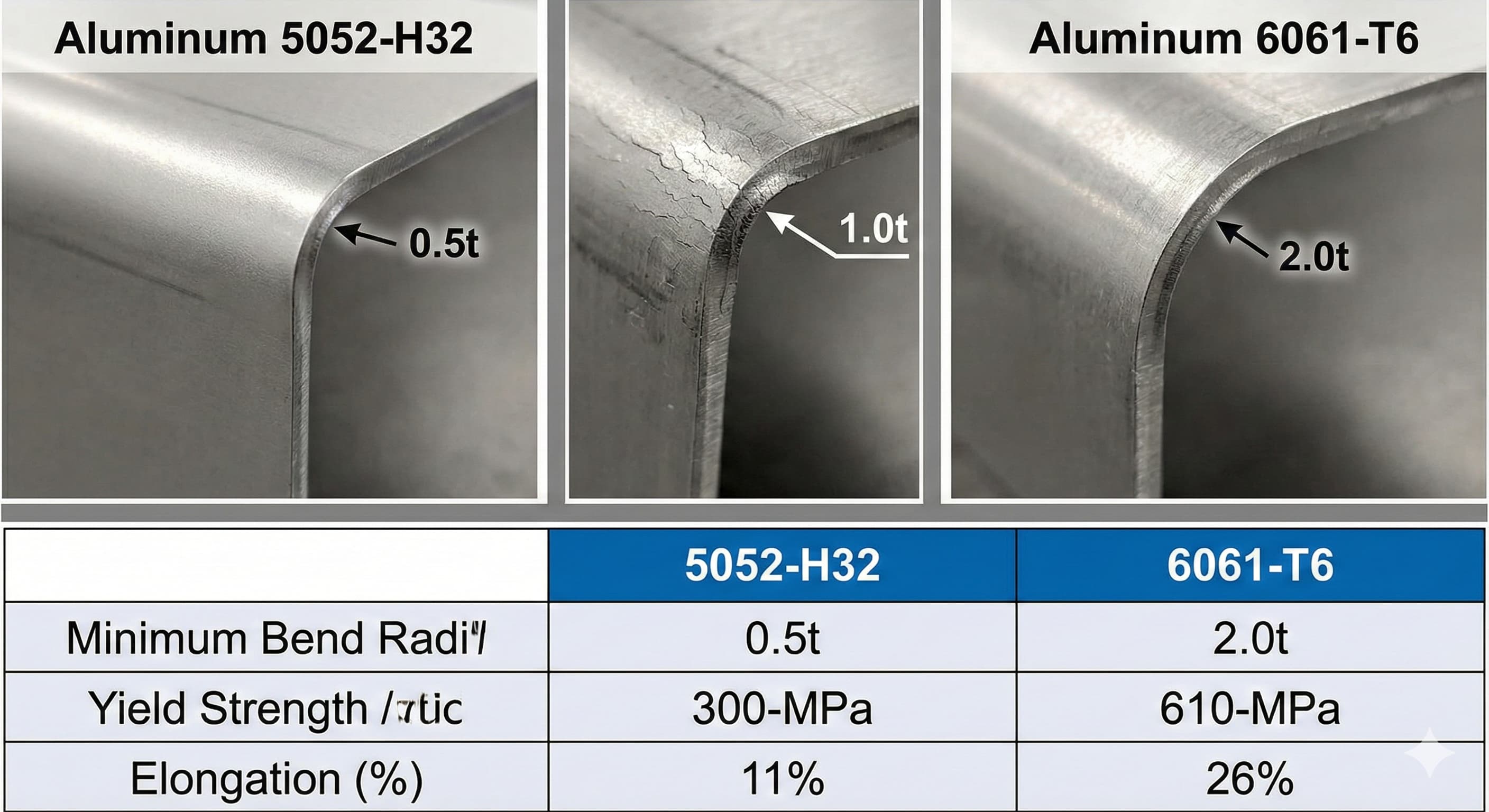
I cedimenti per piegatura dell'alluminio costano ai produttori europei milioni di euro ogni anno, con le leghe 5052 e 6061 che rappresentano oltre il 70% delle applicazioni di lamiera. La differenza fondamentale risiede nei requisiti minimi del raggio di curvatura: 5052-H32 tollera la piegatura fino a 0,5t (spessore del materiale), mentre 6061-T6 richiede un minimo di 2,0t per prevenire micro-cricche.
- Impatto della selezione del materiale: Al 5052-H32 offre una formabilità superiore con raggi di curvatura fino a 0,5t, mentre Al 6061-T6 richiede un raggio minimo di 2,0t per evitare fratture da stress
- Stato di tempra critico: le condizioni di ricottura (tempra O) riducono il raggio di curvatura minimo del 40-60% rispetto agli stati incruditi o induriti per precipitazione
- La direzione della grana è importante: la piegatura parallela alla direzione di laminazione aumenta il raggio di curvatura minimo del 25-30% a causa dell'allineamento della struttura della grana
- Equilibrio costo-qualità: la corretta specifica del raggio di curvatura previene il 95% dei cedimenti per cricche mantenendo la precisione dimensionale entro ±0,1 mm
Comprensione dei fondamenti della lega di alluminio per applicazioni di piegatura
La differenza fondamentale tra l'alluminio 5052 e 6061 risiede nella loro composizione metallurgica e nei meccanismi di rafforzamento. Al 5052 appartiene alla serie 5xxx, rafforzata mediante aggiunte di magnesio (2,2-2,8%) e incrudimento. Questo crea una struttura cristallina cubica a facce centrate che mantiene un'eccellente duttilità anche dopo la lavorazione a freddo.
Al 6061 rappresenta la serie 6xxx, che utilizza magnesio (0,8-1,2%) e silicio (0,4-0,8%) per l'indurimento per precipitazione mediante trattamento termico. La tempra T6 raggiunge la massima resistenza attraverso l'invecchiamento controllato, ma sacrifica la formabilità. Questo compromesso influisce direttamente sui requisiti minimi del raggio di curvatura.
Quando si specificano i materiali per i servizi di fabbricazione di lamiere, la comprensione di queste differenze metallurgiche previene costose riprogettazioni. Il coefficiente di incrudimento (valore n) per 5052-H32 varia in genere da 0,20 a 0,25, mentre 6061-T6 misura solo 0,05-0,08, indicando una capacità di incrudimento significativamente ridotta.
| Proprietà | Al 5052-H32 | Al 6061-T6 | Impatto sulla piegatura |
|---|---|---|---|
| Resistenza allo snervamento (MPa) | 193-228 | 276-310 | Maggiore resistenza = raggio di curvatura maggiore |
| Allungamento (%) | 12-18 | 8-12 | Minore duttilità = rischio di cricche |
| Esponente di incrudimento | 0.20-0.25 | 0.05-0.08 | Basso valore di n = scarsa formabilità |
| Raggio di curvatura minimo | 0.5t-1.0t | 2.0t-3.0t | Critico per la prevenzione delle cricche |
Calcoli e standard del raggio di curvatura minimo
Il calcolo del raggio di curvatura minimo richiede la comprensione della relazione tra le proprietà del materiale, lo spessore della lamiera e la distribuzione delle sollecitazioni. La formula di base considera la resistenza alla trazione, l'allungamento e un fattore di sicurezza specifico per ciascun sistema di leghe.
Per Al 5052-H32, il calcolo del raggio di curvatura minimo è il seguente: R_min = t × (UTS/2σ_y - 1), dove UTS rappresenta la resistenza alla trazione finale e σ_y indica la resistenza allo snervamento. Questo in genere produce da 0,5t a 1,0t per la maggior parte degli spessori di lamiera da 0,5 mm a 6,0 mm.
Al 6061-T6 richiede un approccio modificato a causa della sua struttura indurita per precipitazione: R_min = t × [(UTS/1,5σ_y) + K], dove K rappresenta una costante del materiale (1,5-2,0) che tiene conto della ridotta duttilità. Questo calcolo spiega perché 6061-T6 richiede un raggio di curvatura minimo da 2,0t a 3,0t.
ISO 2768-2 fornisce tolleranze generali per le parti in lamiera piegata, ma la specifica del raggio di curvatura minimo richiede il riferimento a ISO 12004-2 per i principi dei prodotti in acciaio formati a freddo, adattati per applicazioni in alluminio. Lo standard europeo EN 485-2 affronta specificamente le tolleranze delle lamiere di alluminio e i requisiti di formatura.
Requisiti del raggio di curvatura dipendenti dallo spessore
Lo spessore del materiale influenza direttamente il raggio di curvatura minimo attraverso gli effetti di concentrazione delle sollecitazioni. I materiali più spessi sperimentano gradienti di sollecitazione più elevati attraverso la zona di curvatura, richiedendo raggi proporzionalmente più grandi per distribuire efficacemente i carichi.
| Spessore (mm) | Al 5052-H32 Raggio Minimo | Al 6061-T6 Raggio Minimo | Utensili raccomandati |
|---|---|---|---|
| 0.5-1.0 | 0.5-1.0 mm | 1.0-3.0 mm | Punzone affilato, raggio matrice 1-2 mm |
| 1.0-2.0 | 0.8-2.0 mm | 2.0-6.0 mm | Raggio punzone 2-3 mm |
| 2.0-4.0 | 1.5-4.0 mm | 4.0-12.0 mm | Raggio utensile 4-6 mm |
| 4.0-6.0 | 2.5-6.0 mm | 8.0-18.0 mm | Raggio di formatura 8-12 mm |
Per risultati di alta precisione, invia il tuo progetto per un preventivo in 24 ore da Microns Hub.
Effetti della direzione della grana sulle prestazioni di piegatura
La direzione di laminazione influisce in modo significativo sui requisiti del raggio di curvatura e sulle tendenze alla formazione di cricche. Le lamiere di alluminio mostrano proprietà direzionali a causa dell'allungamento della grana durante i processi di laminazione, creando un comportamento anisotropico che influisce sulla formabilità.
La piegatura parallela alla direzione di laminazione (con la grana) richiede in genere un raggio di curvatura minimo del 25-30% più grande rispetto alla piegatura perpendicolare. Ciò si verifica perché i grani allungati creano percorsi di propagazione preferenziali delle cricche lungo i bordi dei grani quando sollecitati parallelamente alla loro lunghezza.
Per Al 5052-H32, la piegatura perpendicolare alla direzione di laminazione raggiunge in modo affidabile un raggio di 0,5t, mentre la piegatura parallela può richiedere un minimo di 0,8t. Al 6061-T6 mostra effetti direzionali più pronunciati: la piegatura perpendicolare consente un raggio di 2,0t, mentre l'orientamento parallelo richiede un minimo di 2,5-3,0t.
I certificati dei materiali devono specificare la direzione di laminazione, in genere contrassegnata con frecce o indicatori di flusso della grana. Quando si progettano parti che richiedono raggi di curvatura stretti, orientare le curve perpendicolarmente alla direzione di laminazione ove possibile. Questa considerazione si integra naturalmente con il nostro processo di pianificazione dei servizi di produzione.
Impatto della struttura metallurgica
La struttura cristallina sottostante spiega le differenze di comportamento direzionale tra le leghe. La struttura incrudita di Al 5052 contiene reti di dislocazione relativamente uniformi che si adattano alla deformazione in modo più coerente tra gli orientamenti.
La struttura dei precipitati di Al 6061-T6 crea concentrazioni di stress localizzate sulle particelle di Mg2Si. Questi precipitati si allineano in qualche modo con la direzione di laminazione, creando modalità di cedimento anisotropiche. La microscopia elettronica a scansione rivela che le cricche si innescano alle interfacce precipitato-matrice quando il raggio di curvatura scende al di sotto delle soglie critiche.
La comprensione di questi effetti microstrutturali consente l'ottimizzazione dell'orientamento delle parti durante la pianificazione della fabbricazione. I progetti dei componenti devono tenere conto degli effetti della direzione della grana nelle prime fasi del processo di sviluppo per evitare vincoli di produzione.
Influenza dello stato di tempra sul raggio di curvatura minimo
La designazione della tempra influisce profondamente sulla piegabilità, con le condizioni di ricottura (tempra O) che offrono la massima formabilità a scapito della resistenza. La relazione tra tempra e raggio di curvatura minimo segue schemi prevedibili basati sulla densità di dislocazione e sulla distribuzione dei precipitati.
Gli stati di tempra di Al 5052 variano da completamente ricotto (5052-O) a varie condizioni di incrudimento (H32, H34, H36). Ogni livello di tempra aumenta la resistenza riducendo proporzionalmente la duttilità. 5052-O raggiunge raggi di curvatura fino a 0,2t, mentre 5052-H38 (completamente duro) può richiedere un minimo di 1,5t.
Le opzioni di tempra di Al 6061 includono ricotto (6061-O), trattato termicamente in soluzione (6061-T4) e indurito per precipitazione (6061-T6). La drammatica differenza tra le condizioni T4 e T6 illustra gli effetti dell'invecchiamento: T4 consente un raggio di curvatura di 0,8-1,2t, mentre T6 richiede un minimo di 2,0-3,0t.
| Lega-Tempra | Resistenza allo snervamento (MPa) | Raggio di curvatura minimo | Applicazioni tipiche |
|---|---|---|---|
| 5052-O | 90-110 | 0.2t-0.4t | Imbutitura profonda, forme complesse |
| 5052-H32 | 193-228 | 0.5t-1.0t | Fabbricazione generale |
| 5052-H38 | 262-290 | 1.2t-1.8t | Applicazioni strutturali |
| 6061-O | 55-75 | 0.3t-0.6t | Operazioni di piegatura complesse |
| 6061-T4 | 145-186 | 0.8t-1.5t | Esigenze di resistenza moderate |
| 6061-T6 | 276-310 | 2.0t-3.0t | Applicazioni ad alta resistenza |
Test pratici del raggio di curvatura e convalida
I test di laboratorio forniscono valori definitivi del raggio di curvatura minimo per lotti di materiale specifici e condizioni di lavorazione. Il metodo di prova standard prevede la riduzione progressiva del raggio fino all'inizio della cricca, tipicamente osservata a un ingrandimento di 10×.
I provini devono rappresentare il materiale di produzione effettivo, inclusi spessore, tempra e condizioni superficiali. L'orientamento del campione rispetto alla direzione di laminazione deve corrispondere alla geometria della parte prevista. I test in genere impiegano angoli di piegatura di 90 gradi con velocità del punzone costante (5-10 mm/min) per garantire velocità di deformazione coerenti.
I criteri di ispezione visiva definiscono il cedimento come cricche superficiali visibili a un ingrandimento di 10× o una riduzione misurabile dello spessore superiore al 10%. Le applicazioni più rigorose possono richiedere test con liquidi penetranti o ispezioni a ultrasuoni per rilevare difetti subsuperficiali.
La convalida della produzione prevede test di piegatura su parti reali o campioni rappresentativi di ciascun lotto di materiale. Le carte di controllo statistico del processo tengono traccia della capacità del raggio di curvatura minimo nel tempo, identificando le variazioni del lotto di materiale o le modifiche di lavorazione che influiscono sulla formabilità.
Metodi di controllo qualità e ispezione
Un controllo di qualità efficace combina la verifica del materiale pre-piegatura con i protocolli di ispezione post-piegatura. L'ispezione del materiale in entrata deve verificare la designazione della tempra, la qualità della superficie e l'uniformità dello spessore entro le tolleranze specificate.
L'ispezione post-piegatura comprende l'esame visivo, la verifica dimensionale e la valutazione dell'integrità strutturale. Le applicazioni critiche possono richiedere test non distruttivi come l'ispezione con liquidi penetranti o il test con particelle magnetiche adattato per applicazioni in alluminio.
Quando si lavora con requisiti di precisione, la corretta specifica delle condizioni dei bordi diventa fondamentale sia per la sicurezza che per le prestazioni. I bordi piegati richiedono un'attenta attenzione per prevenire concentrazioni di stress che potrebbero innescare cedimenti per fatica.
La documentazione deve registrare i certificati dei materiali, i risultati dei test e i risultati delle ispezioni per la tracciabilità. Questo diventa particolarmente importante per le applicazioni aerospaziali o mediche che richiedono la piena genealogia dei materiali.
Considerazioni sulla progettazione degli utensili per la prevenzione delle cricche
La corretta progettazione degli utensili rappresenta il metodo di controllo primario per ottenere il raggio di curvatura minimo senza cricche. La geometria del punzone e della matrice influenza direttamente la distribuzione delle sollecitazioni nella zona di curvatura, rendendo la selezione degli utensili fondamentale per il successo.
Il raggio del naso del punzone deve corrispondere o superare leggermente il raggio di curvatura della parte prevista. I punzoni affilati concentrano eccessivamente lo stress, mentre i raggi del punzone sovradimensionati creano problemi di ritorno elastico. Il raggio del punzone ottimale in genere è pari a 1,0-1,2× il raggio della parte desiderato per le applicazioni in alluminio.
La larghezza dell'apertura della matrice influisce in modo significativo sul flusso del materiale e sui modelli di sollecitazione. Le aperture strette della matrice limitano il movimento del materiale, aumentando la sollecitazione di trazione sulla fibra esterna. La regola generale specifica la larghezza dell'apertura della matrice = 8-12× lo spessore del materiale per l'alluminio, a seconda del raggio di curvatura e delle proprietà del materiale.
Il raggio della spalla della matrice previene la concentrazione di stress nei punti di contatto consentendo al contempo un flusso di materiale controllato. Le spalle affilate della matrice creano punti di pressione che possono innescare difetti superficiali. Il raggio della spalla della matrice raccomandato varia da 1 a 2× lo spessore del materiale per la maggior parte delle applicazioni di piegatura dell'alluminio.
| Parametro utensile | Al 5052-H32 | Al 6061-T6 | Funzione |
|---|---|---|---|
| Raggio punzone | 0.5t-1.2t | 2.0t-3.5t | Forma il raggio di curvatura |
| Apertura matrice | 8t-10t | 10t-12t | Controlla il flusso del materiale |
| Raggio spalla matrice | 1t-2t | 2t-3t | Riduce la concentrazione di stress |
| Gioco punzone-matrice | 1.1t-1.2t | 1.2t-1.3t | Previene grippaggi/ossidazione |
Analisi dei costi: selezione del materiale vs. complessità della progettazione
L'ottimizzazione economica richiede di bilanciare i costi dei materiali con la complessità della produzione e i rischi di cedimento. Al 5052-H32 costa in genere € 2,80-3,20 al kg, mentre Al 6061-T6 varia da € 3,50 a 4,10 al kg nei mercati europei, riflettendo diversi requisiti di lavorazione.
Tuttavia, il costo totale include i fattori di complessità della formatura. Le parti che richiedono raggi di curvatura stretti possono richiedere materiale ricotto con successivo trattamento termico, aggiungendo € 150-250 per lotto di lavorazione. Approcci alternativi includono modifiche al progetto per adattarsi alle capacità di curvatura della tempra standard.
I costi di cedimento influiscono in modo significativo sull'economia totale del progetto. Le parti incrinate richiedono rilavorazioni o scarti, con costi di sostituzione che includono materiale, manodopera e ritardi nella programmazione. La prevenzione attraverso la corretta specifica del raggio di curvatura costa in genere il 5-10% del costo totale della parte, eliminando al contempo il 95% dei cedimenti correlati alla curvatura.
Quando ordini da Microns Hub, trai vantaggio dai rapporti diretti con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra esperienza tecnica e l'approccio al servizio personalizzato significano che ogni progetto riceve l'analisi metallurgica e l'ottimizzazione degli utensili che merita per risultati senza cricche.
Ritorno sull'investimento per una corretta progettazione
Investire in una corretta analisi del raggio di curvatura fornisce ritorni misurabili attraverso la riduzione dei tassi di scarto, il miglioramento dei tempi di ciclo e il miglioramento dell'affidabilità delle parti. Le operazioni di produzione in genere vedono riduzioni dei costi del 15-25% quando i cedimenti per curvatura vengono eliminati attraverso una corretta progettazione.
La documentazione e la standardizzazione dei requisiti minimi del raggio di curvatura creano conoscenze riutilizzabili a vantaggio dei progetti futuri. I team di ingegneria possono fare riferimento ai dati del raggio di curvatura convalidati anziché condurre costosi cicli di sviluppo per tentativi ed errori.
I vantaggi a lungo termine includono il miglioramento dei rapporti con i fornitori, la riduzione delle richieste di garanzia e il miglioramento dell'affidabilità del prodotto. Questi fattori contribuiscono a vantaggi competitivi che vanno oltre il risparmio sui costi immediato.
Applicazioni avanzate e considerazioni speciali
Le geometrie complesse richiedono un'analisi sofisticata al di là dei calcoli di base del raggio di curvatura minimo. Le sequenze di curvatura multiple, gli spessori variabili del materiale e le curve composte creano interazioni di stress che influiscono sulle tendenze alla formazione di cricche.
Le operazioni di curvatura sequenziali possono incrudire il materiale localmente, riducendo la formabilità per le curve successive. Questo effetto è particolarmente pronunciato in Al 5052, dove ogni operazione di formatura aumenta la resistenza allo snervamento locale del 15-25%. La pianificazione delle sequenze di curvatura richiede la considerazione degli effetti cumulativi dell'incrudimento.
Le curve composte comportano la curvatura simultanea su più piani, creando stati di stress complessi non catturati da semplici calcoli del raggio di curvatura. L'analisi degli elementi finiti diventa necessaria per la previsione accurata dei limiti di formatura in tali applicazioni.
Gli effetti della temperatura modificano in modo significativo le proprietà del materiale. La formatura a caldo (150-200°C) può ridurre il raggio di curvatura minimo del 30-50% per entrambe le leghe, ma richiede attrezzature specializzate e controllo del processo. La formatura criogenica trova occasionalmente applicazione per specifici requisiti di elevata resistenza.
L'integrazione con altri processi come la saldatura o la lavorazione crea ulteriori considerazioni. Le zone alterate termicamente dalla saldatura alterano le proprietà del materiale locale, influenzando potenzialmente le prestazioni di curvatura vicino alle cuciture di saldatura. Le caratteristiche lavorate possono creare concentrazioni di stress che influenzano le tendenze all'innesco delle cricche.
Domande frequenti
Qual è il raggio di curvatura minimo assoluto per l'alluminio 5052-H32 senza cricche?
L'alluminio 5052-H32 può raggiungere raggi di curvatura fino a 0,5t (metà dello spessore del materiale) quando si piega perpendicolarmente alla direzione di laminazione con utensili adeguati. Per la piegatura parallela alla grana, aumentare il raggio minimo a 0,8t. Questi valori presuppongono velocità di formatura standard, temperatura ambiente e una corretta progettazione della matrice con adeguate tolleranze.
Perché l'alluminio 6061-T6 richiede raggi di curvatura così grandi rispetto al 5052?
La struttura indurita per precipitazione di Al 6061-T6 contiene particelle di Mg2Si che creano concentrazioni di stress localizzate e riducono la duttilità complessiva. La tempra T6 raggiunge un'elevata resistenza attraverso l'invecchiamento controllato, ma questo processo riduce significativamente il coefficiente di incrudimento da 0,20+ (in 5052) a solo 0,05-0,08, richiedendo un raggio di curvatura minimo di 2,0-3,0t per prevenire micro-cricche.
Posso ridurre il raggio di curvatura minimo modificando la condizione di tempra?
Sì, in modo significativo. Il passaggio da 6061-T6 a 6061-T4 riduce il raggio di curvatura minimo da 2,0-3,0t a 0,8-1,5t. Per 5052, la condizione di ricottura (5052-O) consente un raggio di 0,2-0,4t rispetto a 0,5-1,0t per la tempra H32. Tuttavia, le proprietà di resistenza diminuiscono proporzionalmente con il miglioramento della formabilità.
In che modo la direzione di laminazione influisce sui requisiti del raggio di curvatura?
La piegatura parallela alla direzione di laminazione in genere aumenta il raggio di curvatura minimo del 25-30% a causa degli effetti di allungamento della grana. Per le applicazioni critiche, orientare le curve perpendicolarmente alla direzione di laminazione quando possibile. I certificati dei materiali devono indicare la direzione di laminazione con frecce direzionali o contrassegni di flusso della grana.
Quali modifiche agli utensili aiutano a ottenere raggi di curvatura più stretti?
Ottimizzare il raggio del naso del punzone in modo che corrisponda al raggio della parte desiderato (1,0-1,2× raggio target), utilizzare una larghezza di apertura della matrice appropriata (8-12× spessore) e garantire un raggio della spalla della matrice adeguato (1-3× spessore). Un'adeguata tolleranza punzone-matrice (1,1-1,3× spessore) previene l'grippaggio consentendo al contempo un flusso di materiale controllato durante la formatura.
Come posso testare il raggio di curvatura minimo per il mio lotto di materiale specifico?
Eseguire test di curvatura progressivi utilizzando campioni rappresentativi con lo stesso spessore, tempra e orientamento delle parti di produzione. Ridurre il raggio di curvatura in modo incrementale fino a quando non compaiono cricche superficiali a un ingrandimento di 10×. Testare sia gli orientamenti paralleli che perpendicolari alla direzione di laminazione per una caratterizzazione completa.
Quali metodi di ispezione rilevano i difetti correlati alla curvatura in modo più efficace?
L'ispezione visiva a un ingrandimento di 10× cattura la maggior parte dei difetti superficiali. Per le applicazioni critiche, utilizzare test con liquidi penetranti per rivelare cricche subsuperficiali. I test a ultrasuoni possono rilevare difetti interni, mentre l'ispezione dimensionale verifica l'accuratezza del raggio di curvatura entro le tolleranze specificate. Stabilire il controllo statistico del processo per il monitoraggio continuo della qualità.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece