Standard di sbavatura: Specificare le condizioni dei bordi per una manipolazione sicura
I bordi taglienti derivanti da operazioni di lavorazione, stampaggio e taglio creano rischi per la sicurezza e problemi funzionali che richiedono approcci sistematici di sbavatura. Una corretta specifica delle condizioni dei bordi previene infortuni sul lavoro, migliora le prestazioni dei componenti e garantisce risultati di produzione coerenti in tutti i cicli di produzione.
Punti chiave
- Le specifiche di smussatura dei bordi devono essere in linea con le proprietà del materiale e i requisiti di applicazione previsti
- Gli standard di sbavatura variano in modo significativo tra i settori, con il settore aerospaziale che richiede tolleranze più strette rispetto alla fabbricazione generale
- I processi di sbavatura automatizzati offrono una maggiore coerenza, ma i metodi manuali offrono un controllo migliore per geometrie complesse
- Le strategie di sbavatura economicamente vantaggiose bilanciano i requisiti di sicurezza con l'efficienza produttiva attraverso una corretta selezione del processo
Comprensione dei fondamenti della smussatura dei bordi
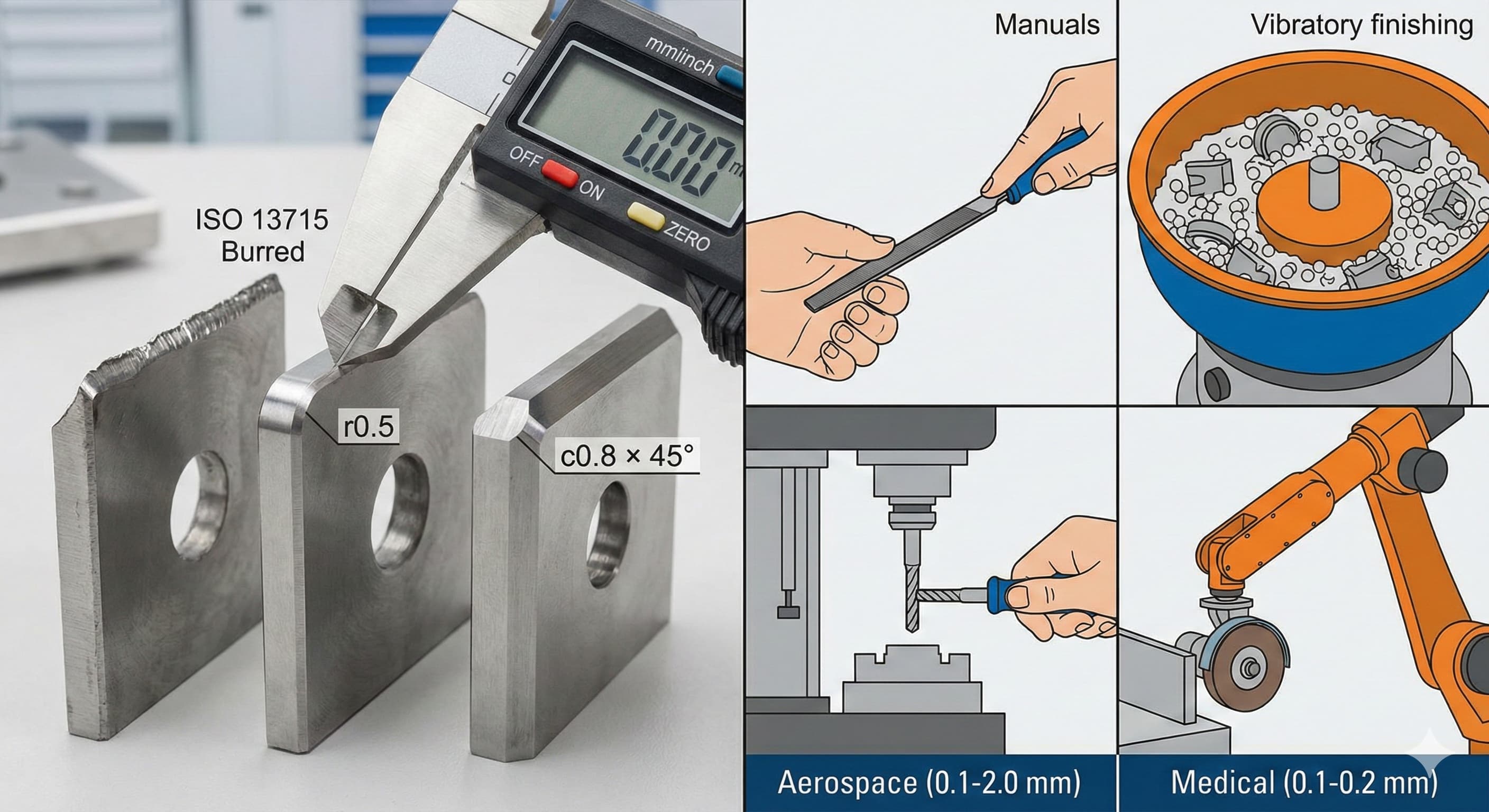
La smussatura dei bordi, definita come la rimozione o la modifica intenzionale dei bordi taglienti, trasforma le superfici di taglio potenzialmente pericolose in bordi sicuri e funzionali. La misurazione fondamentale coinvolge due parametri chiave: il raggio del bordo e la dimensione dello smusso. Le misurazioni del raggio del bordo variano in genere da 0,1 mm a 2,0 mm per la maggior parte delle applicazioni di produzione, mentre le specifiche dello smusso rientrano comunemente tra 0,2 mm e 1,5 mm con angoli di 45 gradi.
Le proprietà del materiale influenzano direttamente i requisiti di smussatura dei bordi. Le leghe di alluminio come la 6061-T6 si lavorano in modo pulito, ma producono bave taglienti che richiedono smussature dei bordi coerenti di 0,2-0,4 mm per una manipolazione sicura. L'acciaio inossidabile 316L genera bave più aggressive durante le operazioni di taglio, richiedendo smussature dei bordi più grandi di 0,5-0,8 mm per eliminare tutte le sporgenze taglienti. I tipi di acciaio al carbonio come il 1018 si collocano tra questi estremi, richiedendo in genere smussature dei bordi di 0,3-0,6 mm a seconda del metodo di taglio utilizzato.
La complessità della geometria influisce in modo significativo sulla selezione dell'approccio di sbavatura. Semplici parti rettangolari con bordi diritti si adattano a metodi automatizzati di burattatura o finitura vibratoria. Geometrie complesse con angoli interni, fori e sezioni di spessore variabile richiedono sbavatura manuale selettiva o approcci di utensileria specializzati. I rinforzi dei pannelli con nervature e flange esemplificano questa complessità, richiedendo un'attenta attenzione alle condizioni dei bordi in cui si incontrano diversi spessori di materiale.
Standard e specifiche del settore
La norma ISO 13715 fornisce il quadro fondamentale per specificare le smussature dei bordi sui disegni tecnici, stabilendo la notazione standard e i metodi di misurazione. Lo standard definisce i richiami di smussatura dei bordi utilizzando il formato "r" per le smussature del raggio e "c" per le smussature dello smusso, seguito dalla specifica dimensionale. Ad esempio, "r0.5" indica una smussatura del raggio di 0,5 mm, mentre "c0.8 x 45°" specifica uno smusso di 0,8 mm a 45 gradi.
Le applicazioni aerospaziali seguono gli standard di gestione della qualità AS9100 che impongono requisiti specifici di smussatura dei bordi per i componenti critici per la sicurezza. Le smussature dei bordi aerospaziali tipiche variano da 0,1-0,3 mm per le parti di precisione fino a 1,0-2,0 mm per i componenti strutturali. Queste specifiche garantiscono prestazioni coerenti in condizioni operative estreme mantenendo tolleranze dimensionali precise.
La produzione di dispositivi medici aderisce agli standard ISO 13485 che richiedono superfici prive di bave per la sicurezza del paziente. Le smussature dei bordi nelle applicazioni mediche specificano in genere dimensioni massime di 0,1-0,2 mm con profili lisci e coerenti. Bordi taglienti o bave rimanenti possono causare danni ai tessuti o compromettere la funzionalità del dispositivo, rendendo essenziale una sbavatura rigorosa.
| Industria | Intervallo Tipico di Smussatura | Standard Primario | Requisiti Critici |
|---|---|---|---|
| Aerospaziale | 0.1-2.0 mm | AS9100 | Prevenzione della concentrazione di stress |
| Dispositivi Medici | 0.1-0.2 mm | ISO 13485 | Biocompatibilità e sicurezza |
| Automobilistico | 0.2-1.0 mm | ISO/TS 16949 | Resistenza alla fatica |
| Fabbricazione Generale | 0.3-1.5 mm | ISO 9001 | Maneggio sicuro |
Selezione del processo di sbavatura
La sbavatura manuale con lime, raschietti e utensili abrasivi offre il massimo controllo per geometrie complesse e applicazioni critiche. Gli operatori qualificati possono ottenere smussature dei bordi coerenti di 0,1-0,5 mm preservando tolleranze dimensionali strette. I metodi manuali eccellono quando si ha a che fare con geometrie di parti variabili, caratteristiche interne o quando esistono diversi requisiti di smussatura dei bordi sullo stesso componente. I costi della manodopera variano in genere da € 25-45 all'ora a seconda del livello di competenza e della posizione geografica.
I processi di burattatura utilizzano tamburi rotanti riempiti con mezzi abrasivi per creare smussature dei bordi uniformi su più parti contemporaneamente. I mezzi ceramici producono un'azione di taglio aggressiva adatta per smussature dei bordi di 0,5-2,0 mm, mentre i mezzi plastici forniscono un'azione più delicata per smussature di 0,2-0,8 mm. I tempi di lavorazione variano da 2 a 8 ore a seconda della durezza del materiale e della dimensione della smussatura del bordo desiderata. La burattatura funziona efficacemente per le parti senza caratteristiche delicate o requisiti di tolleranza stretti.
La finitura vibratoria impiega vasche o vasche oscillanti contenenti mezzi abrasivi e parti in un ambiente attentamente controllato. Questo metodo produce risultati più coerenti rispetto alla burattatura mantenendo un migliore controllo dimensionale. I sistemi vibratori possono ottenere smussature dei bordi da 0,1-1,5 mm con tempi di lavorazione di 1-6 ore. La selezione del composto influisce in modo significativo sui risultati, con i composti alcalini che promuovono un taglio più rapido e i composti neutri che forniscono finiture più lisce.
Per risultati di alta precisione, richiedi un preventivo gratuito e ottieni i prezzi in 24 ore da Microns Hub.
Tecnologie di sbavatura automatizzate
I sistemi di sbavatura CNC integrano utensili e programmazione specializzati per rimuovere le bave durante l'operazione di lavorazione primaria. Frese per smussi, utensili per sbavatura e sistemi a spazzola possono essere programmati nei cicli di lavorazione per creare smussature dei bordi coerenti senza operazioni secondarie. Questo approccio elimina la movimentazione tra le operazioni mantenendo un controllo dimensionale preciso. Le smussature dei bordi tipiche ottenibili tramite sbavatura CNC variano da 0,1-1,0 mm con un'eccellente ripetibilità.
I sistemi di sbavatura robotizzati combinano robot industriali con vari utensili di sbavatura per automatizzare complesse operazioni di smussatura dei bordi. I robot a forza controllata possono seguire i contorni delle parti mantenendo una pressione costante contro gli utensili da taglio o le mole abrasive. La flessibilità di programmazione consente diverse specifiche di smussatura dei bordi sulla stessa parte, rendendo i sistemi robotizzati ideali per ambienti di produzione misti. I costi di investimento variano da € 150.000 a 500.000 a seconda della complessità del sistema e dei requisiti di utensileria.
La sbavatura termica, nota anche come sbavatura a esplosione, utilizza la combustione controllata per rimuovere le bave dai passaggi interni e dalle geometrie complesse. Questo processo raggiunge efficacemente aree inaccessibili ai metodi di sbavatura convenzionali creando smussature dei bordi coerenti di 0,1-0,3 mm. La sbavatura termica funziona particolarmente bene per i componenti stampati a iniezione con intricate caratteristiche interne che richiedono superfici prive di bave per un corretto funzionamento.
| Metodo di Sbavatura | Intervallo di Smussatura | Tempo di Ciclo Tipico | Costo di Investimento |
|---|---|---|---|
| Manuale | 0.1-0.5 mm | 5-30 min/parte | €500-2,000 |
| Burattatura | 0.5-2.0 mm | 2-8 ore | €15,000-50,000 |
| Vibratorio | 0.1-1.5 mm | 1-6 ore | €25,000-75,000 |
| Integrazione CNC | 0.1-1.0 mm | 1-5 min/parte | €5,000-25,000 |
| Robotico | 0.2-2.0 mm | 2-15 min/parte | €150,000-500,000 |
Considerazioni sulla sbavatura specifiche per il materiale
Le leghe di alluminio richiedono un'attenta selezione dell'approccio di sbavatura a causa della loro tendenza a caricare gli utensili da taglio e generare bave filamentose. L'alluminio 6061-T6 risponde bene agli utensili di sbavatura affilati con angoli di spoglia positivi e un'adeguata evacuazione dei trucioli. Le velocità di taglio consigliate variano da 200 a 400 piedi superficiali al minuto con velocità di avanzamento di 0,05-0,15 mm per giro. Il refrigerante di inondazione previene l'accumulo di materiale sui taglienti mantenendo la stabilità dimensionale.
I tipi di acciaio inossidabile come 316L e 304 presentano sfide di incrudimento che influiscono sulla selezione degli utensili di sbavatura. Gli utensili di sbavatura in metallo duro mantengono i taglienti affilati più a lungo rispetto alle alternative in acciaio rapido durante la lavorazione di materiali inossidabili. Le velocità di taglio devono essere ridotte a 100-200 piedi superficiali al minuto per prevenire un'eccessiva generazione di calore che può causare l'incrudimento. Velocità di avanzamento coerenti prevengono lo sfregamento dell'utensile che porta a finiture superficiali scadenti e usura prematura dell'utensile.
I materiali in acciaio al carbonio generalmente si lavorano e si sbavano in modo prevedibile tra i tipi comuni come 1018, 1045 e 4140. La selezione dell'utensile dipende principalmente dalla durezza del materiale piuttosto che dalle caratteristiche di incrudimento. Gli acciai al carbonio ricotti accettano parametri di sbavatura aggressivi, mentre i tipi temprati richiedono approcci più conservativi. La fabbricazione di barre di rame dimostra come le proprietà del materiale influenzano sia la lavorazione primaria che i requisiti di sbavatura per le applicazioni elettriche.
Controllo qualità e misurazione
La misurazione della smussatura dei bordi richiede utensili e tecniche appropriati per garantire la conformità alle specifiche. I comparatori ottici forniscono misurazioni senza contatto per il raggio del bordo e le dimensioni dello smusso con una precisione di 0,01 mm. I calibri del raggio offrono una rapida verifica go/no-go per gli ambienti di produzione in cui la velocità conta più della misurazione di precisione. I profilometri a contatto offrono la massima precisione per le applicazioni critiche che richiedono la documentazione dei profili effettivi della smussatura dei bordi.
Le specifiche di rugosità superficiale spesso accompagnano i requisiti di smussatura dei bordi, in particolare nelle applicazioni aerospaziali e mediche. I valori Ra da 0,8-3,2 μm sono comuni per i bordi sbavati, con finiture più lisce richieste per le applicazioni che coinvolgono il contatto umano o il flusso di fluidi. La misurazione della rugosità superficiale utilizzando tester di rugosità portatili consente la verifica del piano di produzione senza apparecchiature di laboratorio.
L'implementazione del controllo statistico del processo tiene traccia della coerenza della sbavatura tra i cicli di produzione e identifica le tendenze prima che le parti escano dai limiti delle specifiche. Le carte di controllo che monitorano le dimensioni della smussatura dei bordi aiutano a ottimizzare i parametri del processo e a ridurre i tassi di scarto. Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e le nostre capacità di misurazione complete significano che ogni progetto riceve l'attenzione ai dettagli necessaria per specifiche di smussatura dei bordi coerenti.
Strategie di ottimizzazione dei costi
Il consolidamento del processo riduce i costi di movimentazione e impostazione integrando le operazioni di sbavatura con le fasi di produzione primarie. La programmazione CNC che include i percorsi utensile di sbavatura elimina le operazioni secondarie mantenendo il controllo dimensionale. Le modifiche alla progettazione delle parti, come la specifica di smussature dei bordi uniformi su tutti i bordi, semplificano la lavorazione e riducono i requisiti di ispezione.
La lavorazione in batch massimizza l'utilizzo delle attrezzature per le operazioni di burattatura e finitura vibratoria. Raggruppare le parti con requisiti di sbavatura simili consente cicli di lavorazione più lunghi con una selezione coerente di mezzi e composti. Un corretto fissaggio delle parti previene danni durante la sbavatura automatizzata garantendo risultati uniformi su tutte le superfici.
L'ottimizzazione della durata dell'utensile attraverso una corretta selezione e manutenzione riduce i costi di sbavatura per parte. Gli utensili di sbavatura in metallo duro giustificano costi iniziali più elevati grazie alla maggiore durata dell'utensile negli ambienti di produzione. L'ispezione regolare degli utensili e i programmi di sostituzione prevengono problemi di qualità mantenendo tempi di ciclo coerenti. I nostri servizi di produzione includono programmi completi di gestione degli utensili che ottimizzano le operazioni di sbavatura per una produzione economicamente vantaggiosa.
Requisiti di sicurezza e manipolazione
Le specifiche dei dispositivi di protezione individuale per le operazioni di sbavatura devono affrontare sia i rischi meccanici che chimici. I guanti resistenti al taglio di livello 3 o superiore proteggono da bordi taglienti e utensili rotanti. Gli occhiali di sicurezza con protezioni laterali prevengono lesioni agli occhi dovute a particelle volanti durante le operazioni di sbavatura manuale. La protezione respiratoria può essere richiesta quando si lavorano materiali che generano polvere dannosa o quando si utilizzano composti chimici nelle operazioni di finitura.
La progettazione della postazione di lavoro influisce sia sulla sicurezza che sulla produttività nelle operazioni di sbavatura manuale. Un'illuminazione adeguata elimina le ombre che possono nascondere bave o bordi taglienti rimanenti. Le impugnature ergonomiche degli utensili riducono l'affaticamento della mano durante le sessioni di sbavatura prolungate. Le parti devono essere fissate saldamente per evitare movimenti durante le operazioni di sbavatura che potrebbero causare lesioni o errori dimensionali.
Le caratteristiche di sicurezza del sistema automatizzato includono barriere fotoelettriche, arresti di emergenza e protezioni adeguate attorno alle attrezzature rotanti. Le procedure di blocco/etichettatura garantiscono un accesso sicuro alla manutenzione delle attrezzature di burattatura e vibratorie. I sistemi di movimentazione dei materiali devono ridurre al minimo il sollevamento e il posizionamento manuale di parti pesanti durante le operazioni di sbavatura.
Domande frequenti
Quale specifica di smussatura dei bordi devo utilizzare per i lavori di fabbricazione generale?
Per le applicazioni di fabbricazione generale, le smussature dei bordi di 0,3-0,6 mm offrono una sicurezza adeguata per la manipolazione pur rimanendo economicamente vantaggiose. Specificare smussature dei bordi uniformi su tutti i bordi delle parti quando possibile per semplificare la lavorazione. Considerare lo spessore del materiale e l'applicazione prevista quando si determinano le dimensioni specifiche.
Come posso specificare le smussature dei bordi sui disegni tecnici?
Utilizzare la notazione ISO 13715 con "r" per le smussature del raggio e "c" per le smussature dello smusso seguite dalla dimensione. Ad esempio, "r0.5" indica una smussatura del raggio di 0,5 mm. Includere note generali per smussature dei bordi uniformi o dimensionare i bordi specifici individualmente quando i requisiti variano.
La sbavatura può influire sulle dimensioni e sulle tolleranze delle parti?
Sì, una sbavatura aggressiva può rimuovere materiale oltre la smussatura del bordo prevista, influendo sulle dimensioni critiche. Specificare attentamente le posizioni di smussatura dei bordi e considerare gli effetti di accumulo dimensionale. La sbavatura CNC in genere fornisce il miglior controllo dimensionale per le parti di precisione.
Quale metodo di sbavatura funziona meglio per la produzione di piccoli lotti?
La sbavatura manuale offre la massima flessibilità per piccoli lotti con geometrie variabili. La finitura vibratoria funziona bene per piccoli lotti di parti simili che richiedono smussature dei bordi uniformi. Considerare i costi di impostazione rispetto ai costi della manodopera quando si selezionano i metodi per piccole quantità.
Come posso controllare la qualità della sbavatura nei sistemi automatizzati?
Implementare controlli di misurazione regolari utilizzando calibri go/no-go o sistemi di misurazione ottica. Monitorare i parametri del processo come le condizioni dei mezzi, i tempi di ciclo e il posizionamento delle parti. Stabilire carte di controllo per tenere traccia della coerenza della smussatura dei bordi e identificare le tendenze prima che si verifichino problemi di qualità.
Quali considerazioni sulla sicurezza si applicano alle operazioni di sbavatura?
Indossare sempre DPI appropriati, inclusi guanti resistenti al taglio e occhiali di sicurezza. Garantire una ventilazione adeguata quando si utilizzano composti chimici o si lavorano materiali che generano particelle dannose. Implementare procedure di blocco/etichettatura adeguate per la manutenzione delle apparecchiature automatizzate.
In che modo la durezza del materiale influisce sui requisiti di sbavatura?
I materiali più duri in genere richiedono metodi di sbavatura più aggressivi e tempi di lavorazione più lunghi. La selezione dell'utensile diventa fondamentale per i materiali temprati per prevenire l'usura prematura. Considerare la ricottura prima della sbavatura quando si lavorano materiali molto duri, quindi il trattamento termico fino alla durezza finale, se necessario.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece