Rinforzi per pannelli: Aggiunta di nervature e flange per prevenire l'"oil canning"
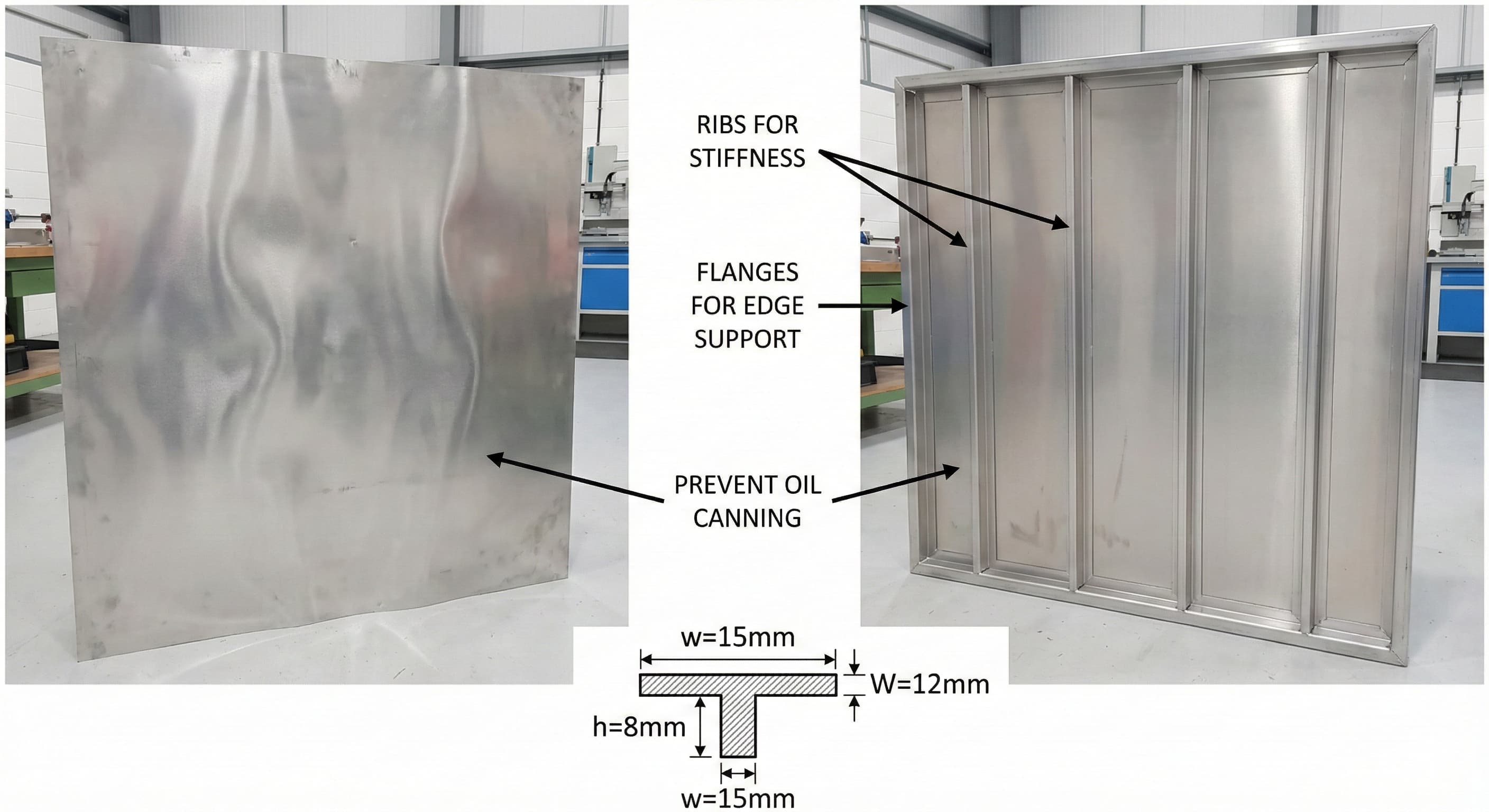
L'oil canning, ovvero l'indesiderata deformazione flessionale di pannelli metallici sottili sotto carico, rappresenta una delle sfide più persistenti nella fabbricazione di lamiere. Questa instabilità strutturale si manifesta come ondulazione o instabilità visibile che compromette sia l'aspetto estetico che l'integrità funzionale dei componenti fabbricati.
Gli ingegneri di Microns Hub riscontrano problemi di oil canning in diverse applicazioni, dai pannelli architettonici agli involucri elettronici, dove i vincoli di spessore del materiale sono in conflitto con i requisiti di rigidità. Il fenomeno si verifica quando le dimensioni del pannello superano la soglia di rigidità naturale del materiale, in genere quando i rapporti spessore/luce libera scendono al di sotto dei valori critici.
- Il posizionamento strategico delle nervature può aumentare la rigidità del pannello del 300-400% aggiungendo un costo minimo del materiale
- L'ottimizzazione della geometria della flangia riduce la suscettibilità all'oil canning distribuendo i carichi sui perimetri rinforzati
- La selezione del materiale tra i gradi di alluminio (6061-T6 vs 7075-T6) influisce in modo significativo sui requisiti di irrigidimento e sui costi di produzione
- Una corretta progettazione dei rinforzi elimina i problemi di deformazione post-produzione che affliggono le fabbricazioni a basso spessore
Comprensione dell'oil canning: la fisica ingegneristica
L'oil canning si verifica quando le forze applicate superano la resistenza all'instabilità locale dei pannelli sottili, creando deformazioni elastiche che diventano visivamente evidenti in normali condizioni di visualizzazione. La sollecitazione critica di instabilità per i pannelli rettangolari segue la relazione:
σ_cr = k × π² × E × (t/b)²
Dove k rappresenta il coefficiente di instabilità dipendente dalle condizioni al contorno, E è il modulo elastico, t è lo spessore del pannello e b è la dimensione della larghezza non supportata. Per l'alluminio 6061-T6 con E = 68,9 GPa, i pannelli che superano i rapporti larghezza/spessore di 150:1 in genere mostrano tendenze all'oil canning.
La soglia visiva per il rilevamento dell'oil canning varia da 0,2 a 0,5 mm di ampiezza di deflessione, a seconda della finitura superficiale e dell'angolo di visione. Le superfici anodizzate amplificano l'aspetto di lievi deformazioni a causa dei modelli di riflessione della luce, mentre le finiture spazzolate forniscono un migliore camuffamento per le irregolarità minori.
Le proprietà del materiale influenzano direttamente la suscettibilità all'oil canning. Le leghe di alluminio dimostrano diversi livelli di resistenza in base alle condizioni di tempra e alla composizione:
| Grado della lega | Resistenza allo snervamento (MPa) | Modulo di elasticità (GPa) | Resistenza all'effetto "pelle di tamburo" | Fattore di costo |
|---|---|---|---|---|
| Al 6061-T6 | 276 | 68.9 | Buona | 1.0x |
| Al 7075-T6 | 503 | 71.7 | Eccellente | 2.2x |
| Al 5052-H32 | 193 | 70.3 | Discreta | 0.9x |
| Acciaio 304 SS | 290 | 200 | Eccellente | 1.8x |
Fondamenti della progettazione delle nervature: geometria e strategia di posizionamento
Una progettazione efficace delle nervature richiede la comprensione della relazione tra le proprietà della sezione trasversale e la resistenza alla flessione. Il momento di inerzia dell'area aumenta proporzionalmente al cubo dell'altezza, rendendo le nervature alte e strette più efficienti di quelle larghe e poco profonde per un utilizzo equivalente del materiale.
La spaziatura ottimale delle nervature segue la regola dei terzi per i pannelli rettangolari, con nervature primarie posizionate al 33% e al 67% della dimensione maggiore. Questa configurazione riduce al minimo la deflessione massima mantenendo l'efficienza produttiva. Le nervature secondarie, quando richieste, devono mantenere rapporti di spaziatura tra 1:2 e 1:3 rispetto alle nervature primarie.
I calcoli dell'altezza delle nervature dipendono dalle condizioni di carico del pannello e dai requisiti di rigidità. Per i pannelli caricati uniformemente, l'altezza minima effettiva della nervatura è uguale a:
h_min = t_panel × √(24 × L²/(E × t_panel × δ_max))
Dove L rappresenta la luce libera e δ_max definisce il limite di deflessione accettabile. Le altezze pratiche delle nervature variano in genere da 3 a 15 mm per le applicazioni di lamiere, con 5-8 mm che forniscono rapporti rigidità/peso ottimali.
Le considerazioni sulla produzione influenzano in modo significativo i parametri di progettazione delle nervature.I servizi di lavorazione CNC di precisione consentono profili di nervature complessi con tolleranze strette, mentre la formatura a freno limita la complessità delle nervature a semplici forme geometriche. La scelta tra nervature lavorate e formate influisce sia sui costi che sulle caratteristiche di prestazione.
Ottimizzazione del profilo delle nervature
I profili delle nervature a sezione trasversale influiscono notevolmente sull'efficienza di irrigidimento e sulla complessità di produzione. I profili comuni includono configurazioni rettangolari, triangolari e a forma di T, ognuna delle quali offre vantaggi distinti:
Le nervature rettangolari offrono il massimo utilizzo del materiale e una produzione semplice, ma concentrano lo stress agli angoli acuti. I raggi di raccordo di 0,5-1,0 mm eliminano le concentrazioni di stress mantenendo la formabilità in materiali sottili.
Le nervature triangolari offrono eccellenti rapporti rigidità/peso e una naturale distribuzione dello stress, ma richiedono utensili specializzati per una formazione uniforme. L'angolo incluso varia in genere da 60 a 90 gradi per caratteristiche di resistenza ottimali.
Le nervature a forma di T massimizzano il secondo momento d'area, ma richiedono sequenze di formatura complesse o operazioni di lavorazione. Questi profili sono adatti per applicazioni ad alto carico in cui l'ottimizzazione dell'utilizzo del materiale giustifica una maggiore complessità di produzione.
Ingegneria delle flange: strategie di rinforzo perimetrale
La progettazione delle flange rappresenta il metodo principale per prevenire l'oil canning avviato dai bordi, fornendo al contempo interfacce di montaggio e continuità strutturale. Un'efficace geometria della flangia deve bilanciare il miglioramento della rigidità con i vincoli di produzione e i requisiti di assemblaggio.
La larghezza minima della flangia segue la relazione: W_flange ≥ 3 × t_material + raggio di curvatura, garantendo materiale adeguato per una formatura affidabile senza crepe. Per l'alluminio 6061-T6 da 2,0 mm, le larghezze minime della flangia di 8-10 mm forniscono un sufficiente miglioramento della rigidità mantenendo i limiti di formabilità.
Il contributo alla rigidità della flangia dipende dal modulo di sezione efficace della configurazione piegata. Una flangia a 90 gradi aumenta la rigidità locale di circa 8-12 volte rispetto all'equivalente del pannello piatto, rendendo le flange elementi di irrigidimento altamente efficienti.
La transizione tra pannello e flangia richiede un'attenta selezione del raggio per prevenire la concentrazione di stress mantenendo il massimo trasferimento di rigidità.I design di scarico angolare diventano fondamentali alle intersezioni delle flange, dove le limitazioni del flusso di materiale possono causare crepe o formatura incompleta.
| Configurazione della flangia | Moltiplicatore di rigidità | Complessità di formatura | Utilizzo del materiale | Impatto sui costi |
|---|---|---|---|---|
| Semplice piega a 90° | 8-10x | Bassa | 95% | +15% |
| Bordo orlato | 12-15x | Alta | 85% | +35% |
| Flangia di ritorno | 6-8x | Media | 90% | +25% |
| Piegatura composta | 15-20x | Molto alta | 80% | +50% |
Integrazione flangia-pannello
La zona di transizione tra pannello e flangia rappresenta un elemento di design critico che determina l'efficacia complessiva dell'irrigidimento. Le transizioni nette creano concentrazioni di stress che possono innescare cedimenti per fatica, mentre le transizioni eccessivamente graduali riducono i vantaggi in termini di rigidità.
I raggi di curvatura ottimali per le leghe di alluminio variano da 1,0 a 2,0 volte lo spessore del materiale, fornendo un flusso di materiale sufficiente mantenendo una definizione precisa degli angoli. I raggi più grandi migliorano la formabilità ma riducono l'efficienza del trasferimento di rigidità, richiedendo un'attenta valutazione in base ai requisiti dell'applicazione.
La formatura di flange a più fasi consente profili complessi che massimizzano la rigidità tenendo conto delle limitazioni di produzione. Le sequenze di stampi progressivi possono creare flange composte con altezze variabili e caratteristiche di montaggio integrate, sebbene i costi degli utensili aumentino proporzionalmente alla complessità.
Impatto della selezione del materiale sulle prestazioni del rinforzo
Le proprietà del materiale determinano fondamentalmente l'efficacia del rinforzo e i requisiti di produzione. Il modulo elastico, la resistenza allo snervamento e le caratteristiche di formabilità influenzano direttamente i parametri di progettazione e le strategie di ottimizzazione dei costi.
Le leghe di alluminio dominano le applicazioni di lamiere grazie agli eccellenti rapporti resistenza/peso e alla resistenza alla corrosione. Tuttavia, diverse composizioni di leghe mostrano risposte variabili all'integrazione del rinforzo:
L'alluminio 6061-T6 offre un equilibrio ottimale tra formabilità e resistenza per la maggior parte delle applicazioni di irrigidimento. Il materiale accetta facilmente sequenze di piegatura complesse mantenendo caratteristiche di ritorno elastico prevedibili. L'incrudimento durante le operazioni di formatura può aumentare la resistenza allo snervamento locale del 10-15% nelle regioni ad alta deformazione.
L'alluminio 7075-T6 offre caratteristiche di resistenza superiori, ma presenta sfide di formatura a causa della ridotta duttilità. I design dei rinforzi devono tenere conto di forze di formatura più elevate e potenziali crepe in corrispondenza di transizioni nette. Il materiale eccelle in applicazioni in cui i massimi rapporti resistenza/peso giustificano una maggiore complessità di produzione.
L'alluminio 5052-H32 dimostra un'eccellente formabilità, ma le caratteristiche di resistenza inferiori richiedono maggiori dimensioni del rinforzo per prestazioni equivalenti. Questa lega è adatta per applicazioni che privilegiano la geometria complessa rispetto ai requisiti di resistenza finale.
Considerazioni sulla corrosione per pannelli rinforzati
L'integrazione del rinforzo crea caratteristiche geometriche che possono intrappolare l'umidità e accelerare i processi di corrosione, in particolare nelle applicazioni esterne. Le strategie di progettazione devono affrontare sia la selezione del materiale che i requisiti di rivestimento protettivo.
Le alternative in acciaio zincato offrono una maggiore resistenza alla corrosione, ma richiedono diversi parametri di formatura e approcci di progettazione dei rinforzi a causa dello spessore del rivestimento e delle considerazioni sulla fragilità.
Le predisposizioni di drenaggio diventano fondamentali nei design dei pannelli nervati, dove le superfici orizzontali possono accumulare umidità. Incorporare fori di drenaggio con un diametro minimo di 3 mm nei punti bassi, posizionati per prevenire compromessi strutturali garantendo al contempo un'efficace evacuazione dell'acqua.
Integrazione del processo di produzione
I metodi di produzione dei rinforzi influiscono in modo significativo sulla fattibilità del design, sulle strutture dei costi e sui risultati di qualità. La selezione tra formatura, lavorazione e approcci ibridi dipende dai volumi di produzione, dai requisiti di tolleranza e dalla complessità geometrica.
La formatura a pressa piegatrice rappresenta l'approccio più economico per semplici geometrie di nervature e flange. Gli utensili standard possono ospitare raggi di curvatura da 0,5 a 6,0 mm con ripetibilità entro ±0,1 mm. Sequenze complesse a più pieghe richiedono un'attenta pianificazione degli utensili per evitare problemi di interferenza e mantenere la precisione dimensionale.
La formatura a stampi progressivi consente la produzione ad alto volume con operazioni integrate di punzonatura, formatura e rifilatura. Gli investimenti iniziali in utensili di € 15.000-50.000 richiedono volumi di produzione superiori a 10.000 pezzi per la giustificazione economica, ma i costi per pezzo possono scendere a € 0,50-2,00 a seconda della complessità.
La lavorazione CNC offre la massima flessibilità per lo sviluppo di prototipi e la produzione a basso volume. Profili di nervature complessi con altezze variabili e caratteristiche di montaggio integrate sono facilmente realizzabili, sebbene lo spreco di materiale e i tempi di ciclo limitino la redditività economica alle applicazioni speciali.
| Metodo di produzione | Costo di setup (€) | Intervallo di costo unitario (€) | Tempi di consegna | Flessibilità di progettazione | Soglia di volume |
|---|---|---|---|---|---|
| Piegatura con pressa piegatrice | 200-500 | 2.50-8.00 | 3-5 giorni | Media | 50-1000 pezzi |
| Stampaggio progressivo | 15.000-50.000 | 0.50-2.00 | 6-8 settimane | Alta | 10.000+ pezzi |
| Lavorazione CNC | 100-300 | 8.00-25.00 | 1-2 giorni | Molto alta | 1-500 pezzi |
| Idroformatura | 5.000-15.000 | 3.00-7.00 | 4-6 settimane | Alta | 1.000+ pezzi |
Controllo qualità e verifica dimensionale
L'ispezione dei pannelli rinforzati richiede tecniche di misurazione specializzate per verificare sia l'accuratezza geometrica che le prestazioni strutturali. Le macchine di misura a coordinate (CMM) forniscono una verifica dimensionale precisa, ma possono richiedere attrezzature personalizzate per geometrie complesse.
La misurazione della planarità diventa fondamentale per i pannelli con rinforzi integrati, dove le deformazioni locali possono propagarsi attraverso regioni non rinforzate. I sistemi di scansione laser consentono una profilatura superficiale rapida con una risoluzione fino a 0,01 mm, identificando potenziali problemi di oil canning prima dell'assemblaggio finale.
Il test di carico convalida le prestazioni del rinforzo in condizioni di servizio. Il semplice test della trave supportata con carichi distribuiti simula le condizioni di utilizzo effettive fornendo al contempo misurazioni quantitative della deflessione per la verifica del design.
Per risultati di alta precisione,Richiedi un preventivo in 24 ore da Microns Hub.
Strategie di ottimizzazione dei costi
L'ottimizzazione dei costi del rinforzo richiede il bilanciamento tra l'utilizzo del materiale, la complessità di produzione e i requisiti di prestazione. Il costo totale include materie prime, operazioni di lavorazione, ammortamento degli utensili e attività di verifica della qualità.
L'efficienza dell'utilizzo del materiale influisce in modo significativo sull'economia del progetto. I layout nidificati per il taglio laser possono raggiungere un utilizzo del materiale dell'85-95%, mentre le complesse operazioni di formatura a stampo possono sprecare il 15-20% a causa dei requisiti dello scheletro e delle operazioni di rifilatura.
La standardizzazione del rinforzo riduce i costi degli utensili e migliora l'efficienza produttiva. Lo sviluppo di famiglie di profili di nervature e configurazioni di flange consente il riutilizzo degli utensili in più progetti mantenendo la flessibilità di progettazione per applicazioni specifiche.
Le strategie di consolidamento del volume possono ridurre i costi unitari combinando più numeri di parte in singole tirature di produzione. Tuttavia, i costi di mantenimento delle scorte e i requisiti di consegna dei clienti devono essere bilanciati rispetto alle economie di scala di produzione.
Principi di progettazione per la produzione
I principi DFM per i pannelli rinforzati si concentrano sulla riduzione della complessità di produzione mantenendo le prestazioni strutturali. Le considerazioni chiave includono l'ottimizzazione della sequenza di piegatura, l'accessibilità degli utensili e la minimizzazione delle operazioni secondarie.
La pianificazione della sequenza di piegatura previene l'interferenza degli utensili e mantiene la precisione dimensionale durante il processo di formatura. Le parti complesse possono richiedere più configurazioni con operazioni di ricottura intermedie per prevenire l'incrudimento e le crepe.
Il consolidamento delle caratteristiche elimina le operazioni secondarie integrando fori di montaggio, asole e altre caratteristiche nelle operazioni di formatura primaria. Questo approccio riduce i costi di movimentazione e migliora le relazioni dimensionali tra le caratteristiche critiche.
Tecniche di irrigidimento avanzate
Oltre alle tradizionali nervature e flange, le tecniche di irrigidimento avanzate soddisfano requisiti specializzati per applicazioni critiche per il peso, condizioni di carico estreme e vincoli estetici.
L'irrigidimento bordato crea elementi di rinforzo lineari attraverso la deformazione controllata senza aggiunta di materiale. I profili dei bordi misurano in genere 2-5 mm di altezza con transizioni graduali per ridurre al minimo le concentrazioni di stress. Questa tecnica è adatta per applicazioni in cui le nervature sporgenti interferiscono con l'assemblaggio o i requisiti estetici.
L'irrigidimento coniato comporta lo spostamento localizzato del materiale per creare modelli di rinforzo poco profondi. Il processo richiede forze di formatura più elevate, ma produce elementi di irrigidimento praticamente invisibili, ideali per applicazioni critiche per l'aspetto. Le profondità delle monete di 0,3-0,8 mm forniscono un miglioramento misurabile della rigidità mantenendo la continuità della superficie.
La costruzione a sandwich con anima a nido d'ape rappresenta l'approccio di irrigidimento definitivo per le applicazioni critiche per il peso. Le anime a nido d'ape in alluminio offrono eccezionali rapporti rigidità/peso, ma richiedono processi di incollaggio specializzati e considerazioni sulla sigillatura ambientale.
Approcci di progettazione integrati
Le moderne strategie di irrigidimento integrano più tecniche di rinforzo per ottimizzare le prestazioni riducendo al minimo la complessità di produzione. Gli approcci ibridi combinano nervature, flange e caratteristiche formate in design coordinati che massimizzano l'efficienza strutturale.
L'ottimizzazione FEA consente il posizionamento del rinforzo basato sulle prestazioni che riduce al minimo l'utilizzo del materiale soddisfacendo al contempo i criteri di deflessione. Gli algoritmi di ottimizzazione della topologia possono identificare posizioni di rinforzo ottimali che potrebbero non essere intuitive attraverso approcci di progettazione tradizionali.
Quando ordini da Microns Hub, trai vantaggio dai rapporti diretti con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli che merita, dalla consulenza iniziale sulla progettazione alla verifica finale della qualità.
Le tecniche di produzione additiva consentono geometrie di irrigidimento interne complesse impossibili attraverso i metodi di formatura convenzionali. Gli elementi di irrigidimento stampati in 3D possono essere integrati con i tradizionali componenti in lamiera per creare strutture ibride con caratteristiche di prestazione ottimizzate.
Convalida delle prestazioni e test
La convalida delle prestazioni del pannello rinforzato richiede protocolli di test completi che verifichino sia le prestazioni strutturali immediate che le caratteristiche di durata a lungo termine. Le metodologie di test devono simulare le condizioni di servizio effettive fornendo al contempo dati quantitativi per l'ottimizzazione del design.
Il test di carico statico fornisce misurazioni della rigidità di base in condizioni controllate. I test di flessione a tre punti e a quattro punti quantificano le relazioni carico-deflessione identificando al contempo le modalità di cedimento e i limiti di capacità finale. Gli accessori di prova devono adattarsi a varie geometrie del pannello mantenendo al contempo condizioni al contorno coerenti.
Il test dinamico valuta la risposta del pannello rinforzato alle vibrazioni e al carico d'urto. L'analisi modale identifica le frequenze naturali e le forme modali che potrebbero portare a problemi di risonanza negli ambienti di servizio. Il test d'urto convalida la resistenza ai danni e le caratteristiche di assorbimento di energia per scenari di trasporto e movimentazione.
Il test di fatica diventa fondamentale per i pannelli rinforzati soggetti a condizioni di carico ciclico. Lo sviluppo della curva S-N per configurazioni di rinforzo specifiche consente la previsione della durata di servizio e l'ottimizzazione della programmazione della manutenzione. I parametri di test devono riflettere gli spettri di carico effettivi e le condizioni ambientali previste in servizio.
Attraverso i nostri servizi di produzione, ci assicuriamo che ogni pannello rinforzato soddisfi o superi i criteri di prestazione specificati attraverso rigorosi protocolli di test e garanzia della qualità.
Domande frequenti
Quale rapporto spessore/luce libera richiede in genere l'irrigidimento per prevenire l'oil canning?
I pannelli con rapporti spessore/luce libera inferiori a 1:150 in genere richiedono l'irrigidimento per le leghe di alluminio. Ad esempio, un pannello largo 300 mm deve avere uno spessore di almeno 2,0 mm per evitare l'oil canning o incorporare nervature/flange se è necessario un materiale più sottile. I pannelli in acciaio possono tollerare rapporti fino a 1:200 a causa del modulo elastico più elevato.
Quanto miglioramento della rigidità possono fornire le nervature rispetto ai pannelli piatti?
Le nervature progettate correttamente possono aumentare la rigidità del pannello del 300-400% aggiungendo solo il 10-15% del costo del materiale. Una nervatura alta 5 mm in alluminio da 2,0 mm può fornire una rigidità equivalente a un pannello solido da 4,5 mm, rappresentando un significativo risparmio di peso e costi nelle applicazioni di pannelli di grandi dimensioni.
Qual è la larghezza minima della flangia necessaria per un irrigidimento efficace?
La larghezza minima effettiva della flangia è pari a 3 volte lo spessore del materiale più il raggio di curvatura. Per l'alluminio da 2,0 mm con raggio di curvatura di 2,0 mm, la larghezza minima della flangia è di 8,0 mm. Tuttavia, le larghezze di 10-15 mm forniscono un migliore miglioramento della rigidità e tolleranze di produzione più semplici.
È possibile aggiungere rinforzi ai pannelli esistenti senza una riprogettazione completa?
Sì, l'irrigidimento di retrofit è possibile tramite incollaggio adesivo o fissaggio meccanico di nervature esterne. Gli adesivi strutturali come 3M VHB o gli acrilici strutturali Loctite possono incollare rinforzi in alluminio con resistenze superiori a 15 MPa. Tuttavia, gli approcci di progettazione integrati in genere forniscono prestazioni ed estetica migliori.
In che modo le condizioni ambientali influiscono sui requisiti di progettazione del rinforzo?
Le variazioni di temperatura causano un'espansione differenziale che può sollecitare i fissaggi del rinforzo. Progettare giunti di dilatazione o connessioni flessibili per intervalli di temperatura superiori a 50°C. Le applicazioni esterne richiedono predisposizioni di drenaggio e protezione dalla corrosione. L'esposizione ai raggi UV può degradare i legami adesivi, richiedendo sistemi di backup meccanici.
Quali tolleranze di produzione sono raggiungibili per i pannelli nervati?
La formatura a pressa piegatrice mantiene una tolleranza dimensionale di ±0,1 mm per semplici geometrie di nervature. Le operazioni di stampaggio progressivo raggiungono una ripetibilità di ±0,05 mm, ma richiedono un investimento maggiore in utensili. Le nervature lavorate a CNC possono mantenere ±0,02 mm, ma costano 3-4 volte di più rispetto alle alternative formate.
In che modo la direzione della grana del materiale influisce sulle prestazioni del rinforzo?
La piegatura parallela alla direzione della grana (con la grana) offre una formabilità migliore del 10-15%, ma una resistenza leggermente ridotta perpendicolare all'asse di piegatura. Per la massima rigidità, orientare le nervature perpendicolarmente alla direzione di laminazione quando possibile. La piegatura a grana incrociata richiede raggi di curvatura maggiori per prevenire le crepe, ma fornisce caratteristiche di resistenza isotrope.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece