Saldatura a punti vs. Rivettatura: Confronti di resistenza per l'assemblaggio
La resistenza del giunto determina l'affidabilità dell'assemblaggio in applicazioni critiche, dai pannelli della carrozzeria automobilistica ai componenti strutturali aerospaziali. Sia la saldatura a punti che la rivettatura creano giunti meccanici permanenti, ma le loro caratteristiche di resistenza, le modalità di guasto e l'idoneità all'applicazione differiscono in modo significativo in base alle proprietà del materiale, alle condizioni di carico e ai vincoli di produzione.
Punti chiave
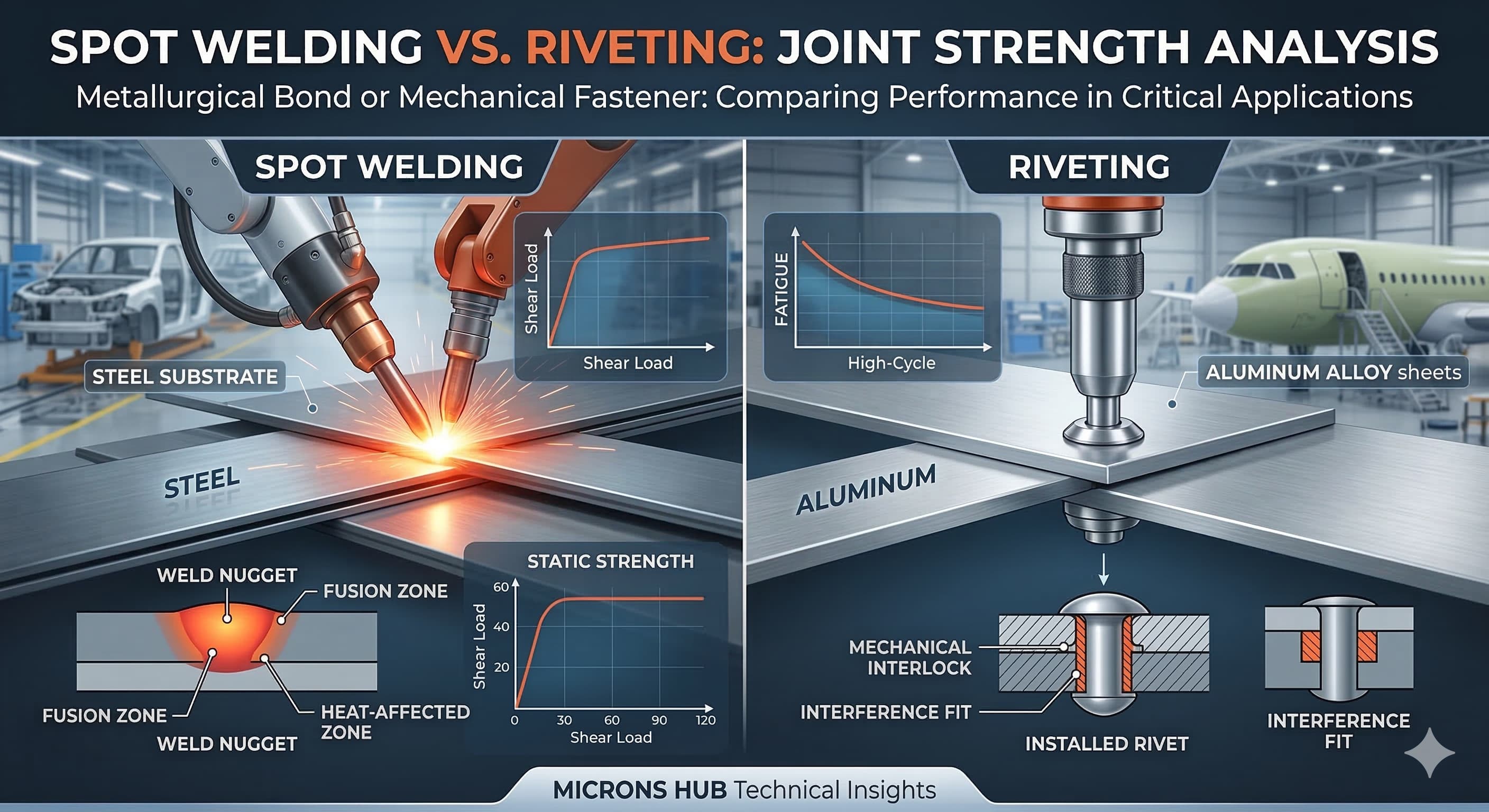
- Le saldature a punti raggiungono in genere l'80-95% della resistenza del materiale di base nel carico di taglio, mentre i rivetti raggiungono il 60-75% a seconda della qualità dell'installazione
- I rapporti di spessore del materiale superiori a 3:1 favoriscono la rivettatura rispetto alla saldatura a punti per un'integrità costante del giunto
- Le prestazioni a fatica variano notevolmente: le saldature a punti eccellono nelle applicazioni a basso ciclo, mentre i rivetti gestiscono meglio il carico ad alto ciclo
- L'analisi dei costi deve includere l'investimento in attrezzature, il tempo di ciclo e i requisiti di controllo qualità oltre ai semplici calcoli per giunto
Meccanismi di resistenza fondamentali
La saldatura a punti crea legami metallurgici attraverso la fusione localizzata, generando pepite con proprietà di resistenza direttamente correlate alla composizione del materiale di base. Il diametro della pepita di saldatura varia in genere da 4√t a 6√t millimetri, dove t rappresenta lo spessore della lamiera in mm. Questa relazione garantisce un'adeguata distribuzione del carico attraverso l'interfaccia del giunto.
I giunti rivettati si basano sul fissaggio meccanico attraverso la deformazione del foro e l'accoppiamento per interferenza. L'albero del rivetto trasferisce i carichi attraverso il contatto di appoggio contro le pareti del foro, mentre le teste formate forniscono la forza di serraggio. I parametri critici includono i rapporti tra il diametro del foro e del rivetto (in genere 1,02-1,06 per gli accoppiamenti per interferenza) e le distanze dai bordi (minimo 2,0 volte il diametro del rivetto per un'adeguata resistenza all'appoggio).
I meccanismi di trasferimento del carico differiscono fondamentalmente tra i processi. Le saldature a punti distribuiscono la sollecitazione attraverso l'intera sezione trasversale della pepita, creando campi di sollecitazione relativamente uniformi. I rivetti concentrano la sollecitazione sulle superfici di appoggio e generano complesse distribuzioni di sollecitazione, comprese le componenti di appoggio, taglio e trazione contemporaneamente.
Prestazioni di resistenza specifiche del materiale
Le applicazioni in acciaio dimostrano i vantaggi della saldatura a punti negli assemblaggi omogenei. Gli acciai a basso tenore di carbonio (AISI 1008-1010) raggiungono resistenze della pepita di 380-420 MPa in saldature eseguite correttamente, rispetto a 270-310 MPa per materiali di base equivalenti. Gli acciai ad alta resistenza (HSLA 350/450) mantengono l'85-90% delle proprietà del materiale di base nella zona della pepita quando si utilizzano parametri di saldatura appropriati.
Gli assemblaggi in lega di alluminio presentano considerazioni diverse. Le saldature a punti in Al 6061-T6 raggiungono in genere una resistenza ultima di 140-160 MPa, che rappresenta il 65-75% delle proprietà del materiale di base a causa dell'ammorbidimento della zona interessata dal calore. I giunti in alluminio rivettati con rivetti 2117-T4 raggiungono 180-220 MPa a taglio, spesso superando le prestazioni della saldatura a punti in applicazioni a basso spessore.
| Sistema di materiali | Resistenza della saldatura a punti (MPa) | Resistenza del giunto rivettato (MPa) | Efficienza della resistenza (%) |
|---|---|---|---|
| Acciaio a basso tenore di carbonio (1,2 mm) | 420 | 310 | Saldatura: 95%, Rivetto: 70% |
| HSLA 350 (1,5 mm) | 380 | 340 | Saldatura: 85%, Rivetto: 75% |
| Al 6061-T6 (1,0 mm) | 155 | 200 | Saldatura: 70%, Rivetto: 85% |
| Inossidabile 304 (0,8 mm) | 290 | 280 | Saldatura: 75%, Rivetto: 72% |
Le combinazioni di materiali dissimili favoriscono la rivettatura a causa della compatibilità galvanica e dell'eliminazione della formazione intermetallica. Gli assemblaggi acciaio-alluminio richiedono barriere di isolamento nei giunti rivettati, ma rimangono impraticabili per la saldatura a punti senza tecniche specializzate come la saldatura a punti per attrito.
Analisi delle condizioni di carico
Il carico di taglio rappresenta il caso di progettazione principale per entrambi i tipi di giunto. Le saldature a punti mostrano un comportamento elastico lineare fino al cedimento improvviso al carico ultimo, in genere senza preavviso di deformazione visibile. Le resistenze al taglio di picco variano da 3 a 12 kN per punto a seconda delle combinazioni di materiale e spessore. Le modalità di guasto includono l'estrazione della pepita (desiderata), il guasto interfacciale (difetto di saldatura) o lo strappo della zona interessata dal calore (eccessivo apporto di calore).
I giunti rivettati dimostrano una progressione del guasto più prevedibile attraverso la deformazione dell'appoggio prima del guasto ultimo. Le resistenze al taglio variano in genere da 2 a 8 kN per rivetto, con una graduale ridistribuzione del carico possibile in schemi multi-rivetto. Questa caratteristica fornisce fattori di sicurezza intrinseci nelle applicazioni strutturali in cui è vantaggioso l'avviso di guasto progressivo.
Il carico di spellatura compromette gravemente entrambi i tipi di giunto, ma li influenza in modo diverso. Le saldature a punti concentrano la sollecitazione sui bordi della pepita, creando fattori di intensificazione della sollecitazione da 3 a 5 volte il carico nominale. Le linee guida di progettazione limitano le sollecitazioni di spellatura al 10-15% della capacità di taglio. I giunti rivettati gestiscono i carichi di spellatura attraverso l'area di contatto della testa, sostenendo in genere il 25-35% della resistenza al taglio in scenari di carico combinato.
Per risultati di alta precisione, Ottieni il tuo preventivo personalizzato consegnato in 24 ore da Microns Hub.
Caratteristiche delle prestazioni a fatica
Il comportamento a fatica rappresenta una distinzione critica tra i metodi di giunzione. Le saldature a punti si comportano bene in applicazioni a basso ciclo e ad alta sollecitazione con durate a fatica di 10³-10⁵ cicli al 50-70% della resistenza statica. La transizione di sollecitazione uniforme attraverso i confini della pepita riduce al minimo i siti di innesco delle cricche quando eseguita correttamente.
I giunti rivettati eccellono nelle applicazioni ad alto ciclo, sostenendo 10⁶-10⁷ cicli al 30-45% della resistenza statica. Il giunto meccanico consente il micro-movimento che allevia le sollecitazioni di picco, mentre l'incrudimento durante l'installazione migliora la resistenza a fatica. Tuttavia, la corrosione da sfregamento alle interfacce può ridurre le prestazioni in ambienti corrosivi.
I fattori di concentrazione delle sollecitazioni influenzano in modo significativo le prestazioni a fatica. Le saldature a punti raggiungono fattori di 1,5-2,5 in giunti ben eseguiti, mentre gli assemblaggi rivettati variano da 2,0-4,0 a seconda della qualità della preparazione del foro e delle procedure di installazione. Pieghe nette e transizioni geometriche vicino ai giunti aumentano ulteriormente le concentrazioni di sollecitazione e devono essere considerate nell'analisi a fatica.
Considerazioni su spessore e geometria
I rapporti di spessore del materiale influenzano in modo critico la selezione del giunto. La saldatura a punti funziona in modo ottimale con rapporti di spessore inferiori a 3:1, mantenendo una formazione di pepita e una distribuzione del calore costanti. Oltre questo rapporto, il riscaldamento preferenziale delle sezioni più sottili crea una fusione incompleta o condizioni di bruciatura.
La rivettatura si adatta efficacemente a rapporti di spessore fino a 5:1, utilizzando la selezione della lunghezza di presa e processi di formatura controllati. Le lunghezze standard dei rivetti seguono progressioni geometriche (6, 8, 10, 12, 16, 20, 25, 32 mm) per soddisfare vari requisiti di assemblaggio.
I requisiti di accesso differiscono sostanzialmente. La saldatura a punti richiede l'accesso degli elettrodi da entrambi i lati nella maggior parte delle applicazioni, richiedendo uno spazio libero di 40-60 mm per le attrezzature standard. Esistono tecniche a lato singolo, ma riducono la resistenza del 20-30% rispetto agli approcci convenzionali.
La rivettatura offre opzioni di installazione a lato singolo tramite rivetti ciechi, sebbene i rivetti pieni forniscano una resistenza superiore quando entrambi i lati sono accessibili. Le resistenze dei rivetti ciechi raggiungono in genere il 70-80% delle prestazioni equivalenti dei rivetti pieni a causa della rottura del mandrino e della ridotta area di appoggio.
| Combinazione di spessore | Idoneità della saldatura a punti | Idoneità della rivettatura | Confronto della resistenza |
|---|---|---|---|
| 1,0 mm + 1,0 mm | Eccellente | Buono | Saldatura 15% più resistente |
| 1,5 mm + 1,5 mm | Eccellente | Eccellente | Comparabile |
| 0,8 mm + 2,5 mm | Scarso | Buono | Rivetto 25% più resistente |
| 2,0 mm + 6,0 mm | Non raccomandato | Eccellente | Solo opzione rivetto |
Quando ordini da Microns Hub, trai vantaggio dai rapporti diretti con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica sia nei processi di saldatura che di rivettatura significa che ogni giunto riceve l'attenzione ai dettagli necessaria per prestazioni ottimali nella tua specifica applicazione.
Metodi di controllo qualità e ispezione
Gli approcci di test non distruttivi variano in modo significativo tra i metodi di giunzione. L'ispezione della saldatura a punti si basa su test a ultrasuoni, esame visivo dei modelli di indentazione e test distruttivi periodici secondo gli standard AWS D8.1. La verifica del diametro della pepita richiede attrezzature specializzate con requisiti di precisione di ±0,1 mm.
L'ispezione del giunto rivettato utilizza l'esame visivo (95% della valutazione della qualità), la verifica del calibro del foro e le misurazioni dell'altezza a filo/sporgente. Gli strumenti di ispezione standard includono calibri passa/non passa, micrometri di profondità e strumenti per il profilo della superficie. I criteri di rifiuto si concentrano in genere sui difetti di installazione: formazione incompleta della testa, rivetti inclinati o eccessiva deformazione del foro.
Le capacità di monitoraggio del processo differiscono sostanzialmente. I moderni sistemi di saldatura a punti forniscono feedback in tempo reale su corrente, tensione e resistenza, consentendo il controllo statistico del processo. I sistemi di controllo adattivo regolano automaticamente i parametri in base alle condizioni misurate, mantenendo una qualità costante durante le serie di produzione.
Le operazioni di rivettatura si basano principalmente sul controllo della coppia (installazioni pneumatiche) o sul monitoraggio dello spostamento (sistemi idraulici). Le finestre di processo sono più ampie rispetto alla saldatura a punti, in genere ±15% per installazioni accettabili rispetto a ±5% per i parametri di saldatura.
Struttura di analisi dei costi
I requisiti di investimento in attrezzature stabiliscono le principali differenze di costo. I sistemi di saldatura a punti variano da €25.000 a €200.000 a seconda della potenza nominale, della sofisticazione del controllo e del livello di automazione. I costi di manutenzione includono la sostituzione degli elettrodi (€50-150 per set), la calibrazione periodica e la manutenzione del sistema elettrico.
I costi delle attrezzature per la rivettatura variano da €3.000 a €50.000 per i sistemi pneumatici a €15.000-150.000 per le installazioni automatizzate. I costi dei materiali di consumo sono semplici: i prezzi dei rivetti variano da €0,05 a €0,30 per pezzo a seconda del materiale, delle dimensioni e dei requisiti di specifica.
L'analisi del tempo di ciclo rivela vantaggi specifici del processo. La saldatura a punti raggiunge tempi di ciclo di 0,5-2,0 secondi con requisiti minimi di competenza dell'operatore. I sistemi automatizzati raggiungono 600-1200 punti all'ora con una qualità costante. Il tempo di configurazione è minimo una volta che gli elettrodi sono posizionati correttamente.
I tempi di ciclo della rivettatura variano da 3 a 8 secondi per giunto, inclusi il posizionamento e l'installazione. Le operazioni manuali raggiungono 200-400 giunti all'ora, mentre i sistemi automatizzati raggiungono 800-1500 giunti all'ora. I requisiti di configurazione includono la preparazione del foro, il caricamento del rivetto e l'allineamento degli utensili.
| Fattore di costo | Saldatura a punti | Rivettatura | Commenti |
|---|---|---|---|
| Attrezzatura (€) | 25.000-200.000 | 3.000-150.000 | La saldatura richiede un investimento iniziale più elevato |
| Per giunto (€) | 0,02-0,08 | 0,05-0,35 | Include materiali di consumo e manodopera |
| Tempo di configurazione (min) | 5-15 | 10-30 | La rivettatura richiede la preparazione del foro |
| Manutenzione (€/mese) | 200-800 | 50-300 | Gli elettrodi di saldatura si usurano più velocemente |
Raccomandazioni specifiche per l'applicazione
Gli assemblaggi di carrozzeria automobilistica utilizzano prevalentemente la saldatura a punti per la costruzione in acciaio, raggiungendo 3000-5000 punti per veicolo con tempi di ciclo che supportano elevati tassi di produzione. I telai spaziali in alluminio utilizzano sempre più servizi di stampaggio a iniezione per geometrie complesse mantenendo giunti rivettati per collegamenti strutturali che richiedono la giunzione di materiali dissimili.
Le applicazioni aerospaziali favoriscono la rivettatura per la struttura primaria a causa delle prestazioni a fatica, dell'ispezionabilità e delle capacità di riparazione. Gli aerei commerciali utilizzano 2-3 milioni di rivetti per cellula con requisiti di resistenza che soddisfano i fattori di carico ultimo FAR 25.303. La saldatura a punti trova applicazione nelle strutture secondarie e nei componenti interni dove il risparmio di peso giustifica la selezione del processo.
La produzione di elettrodomestici utilizza entrambi i processi in modo strategico. La saldatura a punti domina gli assemblaggi di armadi in acciaio con una spaziatura tipica di 25-40 mm tra i punti. La rivettatura serve applicazioni specializzate che richiedono l'assemblaggio post-verniciatura o la riparabilità sul campo. I nostri servizi di produzione completi supportano sia la costruzione tradizionale di elettrodomestici che i nuovi design leggeri.
Le applicazioni marine richiedono un'attenta selezione dei materiali a causa degli ambienti corrosivi. I rivetti in acciaio inossidabile (316L) offrono una resistenza alla corrosione superiore rispetto ai giunti saldati dove le zone interessate dal calore creano celle galvaniche. La corretta progettazione del giunto include disposizioni di drenaggio e selezioni di materiali compatibili secondo gli standard ABYC.
Matrice decisionale per la selezione del processo
La compatibilità dei materiali funge da criterio di selezione principale. Gli assemblaggi omogenei favoriscono la saldatura a punti per resistenza ed efficienza dei costi. Le combinazioni di materiali dissimili richiedono la rivettatura a meno che i processi di saldatura specializzati non siano economicamente giustificati.
Il volume di produzione influenza in modo significativo l'economia del processo. Le applicazioni ad alto volume (>10.000 pezzi all'anno) giustificano gli investimenti nell'automazione della saldatura a punti. Le applicazioni a basso volume o prototipo beneficiano dei costi di configurazione inferiori e della flessibilità delle attrezzature della rivettatura.
I requisiti di qualità influiscono sulla selezione del processo attraverso le capacità di ispezione e la prevedibilità della modalità di guasto. Le applicazioni critiche che richiedono un'ispezione al 100% favoriscono la rivettatura a causa delle capacità di valutazione visiva. Gli approcci di campionamento statistico si adattano alla saldatura a punti in ambienti di produzione controllati.
I vincoli di accessibilità spesso determinano i processi fattibili. I requisiti di accesso a lato singolo eliminano le opzioni di saldatura a punti convenzionali. Geometrie complesse con spazio limitato possono richiedere utensili di rivettatura specializzati o metodi di fissaggio alternativi.
Tecniche avanzate e approcci ibridi
La saldatura a proiezione estende le capacità di saldatura a punti a materiali più spessi e geometrie complesse. Le proiezioni in rilievo concentrano la densità di corrente, consentendo l'unione efficace di materiali fino a 6 mm di spessore. I requisiti di controllo del processo aumentano a causa della dinamica del collasso della proiezione, ma la resistenza del giunto si avvicina alle prestazioni convenzionali della saldatura a punti.
I rivetti auto-perforanti eliminano i fori pre-punzonati creando al contempo interblocchi meccanici attraverso la penetrazione controllata. Questa tecnologia è adatta per assemblaggi multistrato e materiali rivestiti dove la preparazione del foro è problematica. Le forze di installazione variano da 25 a 60 kN a seconda delle combinazioni di materiali e delle specifiche dei rivetti.
I rivetti a formatura di flusso utilizzano processi di formatura orbitale per creare una geometria della testa coerente con forze di installazione minime. Questo approccio riduce i livelli di rumore e l'usura delle attrezzature mantenendo al contempo una resistenza del giunto equivalente ai metodi di installazione convenzionali.
Gli approcci ibridi combinano entrambe le tecniche all'interno di singoli assemblaggi. I giunti strutturali utilizzano la rivettatura per i percorsi di carico primari mentre la saldatura a punti fornisce il fissaggio del pannello e le funzioni di tenuta. Questa strategia ottimizza ogni processo per le sue caratteristiche di resistenza riducendo al minimo la complessità complessiva della produzione.
Domande frequenti
Cosa determina la spaziatura minima tra saldature a punti o rivetti?
La spaziatura minima dipende dallo spessore del materiale e dalla geometria del giunto. Le saldature a punti richiedono una spaziatura da centro a centro da 10 a 20 volte lo spessore del materiale per evitare la derivazione di corrente attraverso le pepite adiacenti. I rivetti necessitano di una spaziatura minima di 3 volte il diametro per mantenere un'adeguata resistenza all'appoggio, in genere 15-25 mm per le dimensioni comuni.
In che modo i sistemi di rivestimento influiscono sulla resistenza del giunto in entrambi i processi?
I rivestimenti zincati riducono la resistenza della saldatura a punti del 10-15% a causa della vaporizzazione dello zinco e della contaminazione degli elettrodi, ma forniscono una protezione a lungo termine contro la corrosione. Le superfici verniciate richiedono la rimozione prima della saldatura a punti, ma non presentano alcuna riduzione della resistenza per i giunti rivettati se adeguatamente preparati.
È possibile mescolare saldature a punti e rivetti nello stesso assemblaggio?
Sì, gli approcci ibridi sono comuni nelle applicazioni automobilistiche e aerospaziali. I collegamenti strutturali utilizzano rivetti per i percorsi di carico primari mentre le saldature a punti forniscono il fissaggio del pannello e la tenuta. La progettazione richiede un'attenta analisi del percorso di carico per prevenire concentrazioni di sollecitazione alle transizioni del giunto.
Quali fattori di sicurezza devono essere applicati ai calcoli della resistenza del giunto?
Le applicazioni statiche utilizzano in genere fattori di sicurezza di 2,5-4,0 per le saldature a punti e 3,0-5,0 per i rivetti. Il carico dinamico richiede un'analisi a fatica con fattori di dispersione appropriati. Le applicazioni critiche possono richiedere test di prova a 1,5 volte i carichi di progetto seguendo i codici di progettazione applicabili.
In che modo la resistenza del giunto si degrada nel tempo in servizio?
Le saldature a punti mantengono la resistenza indefinitamente in ambienti asciutti, ma possono subire cricche da tensocorrosione in condizioni aggressive. I giunti rivettati possono allentarsi a causa di vibrazioni o cicli termici, richiedendo ispezioni periodiche e ritensionamenti ove accessibili.
Quali standard di qualità si applicano a ciascun metodo di giunzione?
La saldatura a punti segue AWS D8.1 per applicazioni automobilistiche e AWS D8.9 per acciaio strutturale. Gli standard di rivettatura includono ASTM F467 per le specifiche dei dispositivi di fissaggio e vari codici di settore (AISC, ASCE) per i requisiti di progettazione. Le specifiche militari (MIL-DTL) regolano le applicazioni aerospaziali.
In che modo le condizioni ambientali influiscono sulla selezione del processo?
Il servizio ad alta temperatura (>150°C) favorisce la rivettatura a causa del potenziale rilascio di sollecitazioni nelle zone interessate dal calore della saldatura a punti. Gli ambienti corrosivi richiedono un'attenta selezione dei materiali, con la rivettatura che offre prestazioni a lungo termine superiori quando vengono specificati dispositivi di fissaggio compatibili. Le applicazioni criogeniche beneficiano dei giunti rivettati a causa della compatibilità dell'espansione termica.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece