Progettazione degli angoli di spoglia per fusioni metalliche: una guida pratica per ingegneri
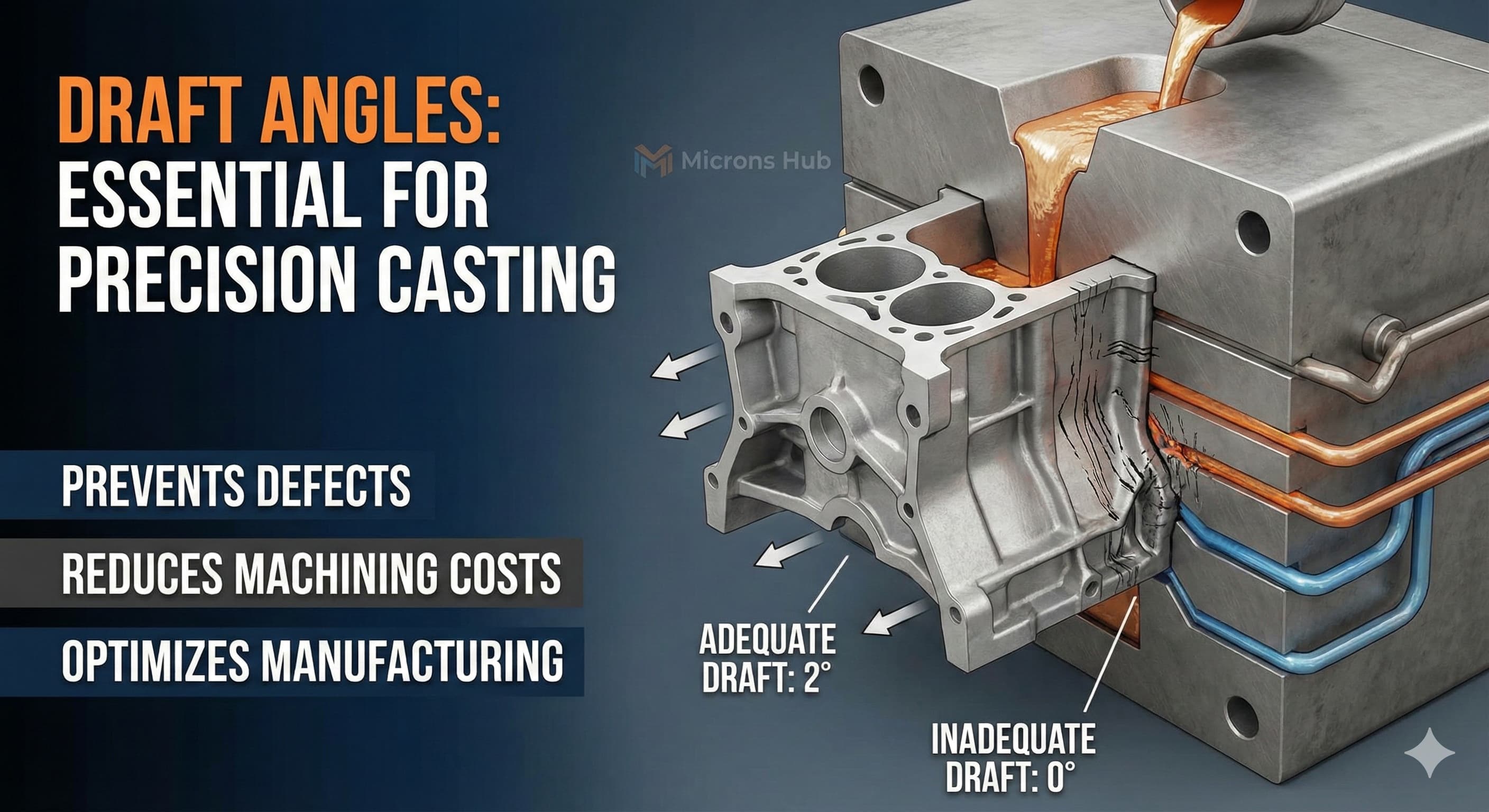
Gli angoli di spoglia vengono spesso trascurati durante la fase di progettazione, eppure specifiche di spoglia inadeguate causano fino al 40% dei difetti di fusione nei componenti metallici di precisione. La differenza tra una parte che si stacca facilmente dallo stampo e una che richiede costose operazioni secondarie risiede nella comprensione della complessa relazione tra proprietà del materiale, geometria e vincoli di produzione.
Punti chiave
- Gli angoli di spoglia variano in genere da 0,5° a 3° a seconda del processo di fusione, con la pressofusione che richiede angoli minimi (0,5-1°) mentre la fusione in sabbia necessita di 1-3°
- Le caratteristiche interne richiedono angoli di spoglia più ripidi del 25-50% rispetto alle superfici esterne a causa delle forze di ritiro durante il raffreddamento
- Una corretta progettazione dell'angolo di spoglia può ridurre i costi di lavorazione del 30-60% eliminando le operazioni secondarie sulle superfici non critiche
- La selezione del materiale influisce direttamente sui requisiti di spoglia, con le leghe di alluminio che consentono angoli più stretti rispetto alle fusioni in acciaio o ghisa
Comprensione dei fondamenti dell'angolo di spoglia
Gli angoli di spoglia fungono da meccanismo principale per l'espulsione riuscita delle parti dagli stampi di fusione. Senza un'adeguata spoglia, il metallo di raffreddamento si restringe sulle superfici dello stampo, creando un'interferenza che impedisce una separazione pulita. Questo comportamento fondamentale di ritiro varia in modo significativo tra i diversi sistemi di leghe e richiede un calcolo preciso per risultati ottimali.
La fisica alla base dei requisiti di spoglia si concentra sui coefficienti di contrazione termica. Le leghe di alluminio come A356-T6 mostrano tassi di ritiro lineare di circa l'1,3%, mentre la ghisa duttile (ASTM A536) si contrae all'1,0%. Queste differenze si traducono direttamente in diversi requisiti di angolo di spoglia, con le fusioni di alluminio che spesso si adattano ad angoli più ripidi a causa delle minori forze di ritiro.
Le tolleranze di produzione svolgono un ruolo fondamentale nella specifica dell'angolo di spoglia. La pratica standard segue le tolleranze ISO 2768-m per le fusioni di media precisione, che in genere consentono una variazione di ±0,5° negli angoli di spoglia. Tuttavia, le applicazioni di alta precisione possono richiedere un controllo più rigoroso a ±0,2°, rendendo necessarie attrezzature e misure di controllo del processo più sofisticate.
Requisiti dell'angolo di spoglia specifici per il processo
La pressofusione rappresenta l'applicazione più impegnativa per l'ottimizzazione dell'angolo di spoglia. Il processo di iniezione ad alta pressione e i rapidi cicli di raffreddamento creano sfide uniche che richiedono specifiche considerazioni di progettazione. Gli angoli di spoglia tipici per la pressofusione variano da 0,5° a 1,5°, con l'estremità inferiore riservata alle superfici esterne e alle geometrie semplici.
I processi di fusione in sabbia consentono angoli di spoglia più generosi grazie alla natura indulgente degli stampi in sabbia. Le superfici esterne richiedono in genere una spoglia da 1° a 2°, mentre le caratteristiche interne necessitano da 1,5° a 3°. La resistenza alla compressione della miscela di sabbia influenza direttamente questi requisiti, con stampi a maggiore resistenza che consentono angoli di spoglia ridotti.
La microfusione offre le tolleranze più strette ma richiede un'attenta considerazione della spoglia per la rimozione del modello in cera. Sono comuni angoli di spoglia da 0,25° a 1°, con il processo a guscio ceramico che consente una produzione quasi a forma di rete. Questa precisione ha un costo aggiuntivo del 20-40% rispetto ai metodi di fusione in sabbia convenzionali.
| Processo di fusione | Sformo esterno (°) | Sformo interno (°) | Tolleranza tipica (±°) | Costo relativo |
|---|---|---|---|---|
| Pressocolata | 0.5-1.5 | 0.75-2.0 | 0.2 | Alto |
| Fusione in sabbia | 1.0-2.0 | 1.5-3.0 | 0.5 | Basso |
| Microfusione | 0.25-1.0 | 0.5-1.5 | 0.2 | Molto alto |
| Fusione in conchiglia | 0.75-1.5 | 1.0-2.5 | 0.3 | Medio |
Considerazioni sulla spoglia specifiche per il materiale
Le leghe di alluminio dominano le applicazioni di fusione di precisione grazie alle loro favorevoli caratteristiche di ritiro e all'eccellente lavorabilità. A356-T6, la lega di fusione aerospaziale più comune, consente angoli di spoglia fino a 0,5° per geometrie semplici. Il trattamento termico T6 fornisce stabilità dimensionale che mantiene l'integrità dell'angolo di spoglia durante tutto il processo di ciclo termico.
Le fusioni in acciaio presentano maggiori sfide a causa delle maggiori forze di ritiro e della maggiore adesione allo stampo. I gradi di acciaio al carbonio come ASTM A216 WCB richiedono angoli di spoglia minimi di 1,5° per le superfici esterne, aumentando a 2,5° per le caratteristiche interne. La temperatura di fusione più elevata e il coefficiente di espansione termica contribuiscono a questi maggiori requisiti.
Le applicazioni in ghisa, in particolare la ghisa duttile conforme a ASTM A536, mostrano requisiti di spoglia moderati tra alluminio e acciaio. La ghisa duttile di grado 65-45-12 richiede in genere una spoglia da 1° a 2° sulle superfici esterne, con le caratteristiche interne che necessitano da 1,5° a 2,5°. La struttura in grafite fornisce una certa lubrificazione durante l'espulsione, riducendo le forze di adesione rispetto all'acciaio.
| Materiale | Ritiro volumetrico (%) | Sformo esterno min. (°) | Sformo interno min. (°) | Valutazione di lavorabilità |
|---|---|---|---|---|
| Alluminio A356-T6 | 1.3 | 0.5 | 0.75 | Eccellente |
| Alluminio A380 | 1.2 | 0.5 | 0.75 | Buono |
| Acciaio ASTM A216 WCB | 2.1 | 1.5 | 2.5 | Discreto |
| Ghisa sferoidale A536 | 1.0 | 1.0 | 1.5 | Buono |
Complessità geometrica e ottimizzazione della spoglia
Le geometrie complesse richiedono sofisticate strategie di angolo di spoglia che tengano conto delle diverse thicknesses delle pareti, dei sottosquadri e delle zone di transizione. Le cavità profonde presentano particolari sfide, poiché l'aumento della superficie di contatto amplifica le forze di espulsione. Una regola generale applica un aumento di 0,1° nell'angolo di spoglia per ogni 25 mm di profondità della cavità oltre i 50 mm iniziali.
Le caratteristiche di nervatura e boss richiedono un'attenta considerazione della spoglia per prevenire la concentrazione di stress durante l'espulsione. Le nervature devono mantenere angoli di spoglia coerenti con le superfici primarie, mentre i boss richiedono un'analisi di spoglia indipendente. Le zone di intersezione tra le caratteristiche spesso diventano aree critiche in cui una spoglia inadeguata porta a strappi o grippaggi durante la rimozione della parte.
Le linee di divisione multidirezionali complicano in modo significativo l'implementazione dell'angolo di spoglia. Ogni superficie di divisione richiede una considerazione di spoglia indipendente, spesso con conseguenti soluzioni di compromesso che bilanciano la producibilità con i requisiti funzionali. I sistemi CAD avanzati ora incorporano strumenti di analisi della spoglia che visualizzano potenziali conflitti di espulsione prima della fabbricazione degli utensili.
Impatto della finitura superficiale sui requisiti di spoglia
Le specifiche di finitura superficiale influenzano direttamente i requisiti dell'angolo di spoglia attraverso il loro effetto sull'adesione stampo-parte. I valori Ra inferiori a 3,2 μm aumentano la superficie di contatto, richiedendo angoli di spoglia più ripidi per superare le forze di adesione. Al contrario, i modelli di rugosità controllata possono ridurre i requisiti di spoglia riducendo al minimo la superficie di contatto.
Le superfici strutturate presentano sfide uniche per il calcolo dell'angolo di spoglia. Le texture a grana di pelle, comunemente specificate per applicazioni estetiche, possono aumentare i requisiti di spoglia effettivi da 0,25° a 0,5° a seconda della profondità della texture. La direzione dell'applicazione della texture rispetto alla direzione della spoglia diventa fondamentale per l'espulsione riuscita della parte.
Per risultati di alta precisione,Ricevi un preventivo dettagliato entro 24 ore da Microns Hub.
Le finiture superficiali EDM (Electrical Discharge Machining), pur fornendo un'eccellente precisione dimensionale, creano micro-texture che possono aumentare le forze di adesione. Le parti che richiedono la finitura EDM spesso necessitano di un angolo di spoglia aggiuntivo da 0,2° a 0,3° per compensare l'aumento dell'interazione superficiale. Questa considerazione diventa particolarmente importante per le applicazioni di utensili di precisione in cui l'integrità della superficie è fondamentale.
Ottimizzazione economica attraverso la progettazione della spoglia
L'ottimizzazione dell'angolo di spoglia influisce direttamente sui costi di produzione attraverso il suo effetto sui requisiti di lavorazione secondaria. Le parti progettate con un'adeguata spoglia possono spesso eliminare le operazioni di lavorazione sulle superfici non critiche, riducendo i costi di produzione complessivi del 30-60%. Questa riduzione dei costi diventa più significativa all'aumentare dei volumi di produzione.
I costi degli utensili sono fortemente correlati alla complessità dell'angolo di spoglia. Angoli di spoglia semplici e uniformi riducono al minimo la complessità degli utensili e riducono i tempi di fabbricazione. Requisiti di spoglia complessi possono aumentare i costi degli utensili del 25-40% a causa del tempo di lavorazione aggiuntivo richiesto per le cavità dello stampo. Il compromesso tra funzionalità della parte e costo di produzione richiede un'attenta analisi durante la fase di progettazione.
Operazioni secondarie come Lavorazione CNC post-fusione diventano necessarie quando gli angoli di spoglia non possono fornire la finitura superficiale o la precisione dimensionale richieste. Il posizionamento strategico di queste superfici lavorate, combinato con angoli di spoglia ottimizzati sulle superfici rimanenti, fornisce l'approccio di produzione più economico.
Quando ordini da Microns Hub, benefici di relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli che merita, con l'ottimizzazione dell'angolo di spoglia inclusa nel nostro processo di revisione completa del progetto.
Tecniche avanzate di angolo di spoglia
Gli angoli di spoglia variabili rappresentano una tecnica avanzata per l'ottimizzazione di geometrie complesse. Questo approccio applica diversi angoli di spoglia a varie sezioni della stessa caratteristica in base ai requisiti geometrici locali. Le tasche profonde potrebbero iniziare con una spoglia di 0,5° sulla linea di divisione, aumentando a 2° alla massima profondità per facilitare l'espulsione.
Gli angoli di spoglia composti combinano la spoglia lineare con transizioni curve per adattarsi a geometrie superficiali complesse. Le applicazioni automobilistiche impiegano frequentemente questa tecnica per componenti estetici in cui le linee di spoglia dritte sarebbero visivamente discutibili. La complessità del calcolo aumenta in modo significativo, richiedendo strumenti CAD specializzati per un'implementazione accurata.
La gestione della spoglia della linea di divisione diventa fondamentale negli utensili multicavità in cui le singole cavità possono avere requisiti di spoglia diversi. Bilanciare gli angoli di spoglia su più cavità mantenendo una qualità della parte coerente richiede un sofisticato controllo del processo e una progettazione degli utensili. Questa complessità spesso giustifica l'ulteriore investimento ingegneristico per le tirature di produzione ad alto volume.
Controllo qualità e verifica della spoglia
La verifica dell'angolo di spoglia richiede tecniche di misurazione specializzate oltre alla convenzionale ispezione dimensionale. Le macchine di misura a coordinate (CMM) dotate di tavole rotanti forniscono la misurazione dell'angolo di spoglia più accurata, raggiungendo in genere una precisione di ±0,05° se correttamente calibrate. Questa precisione diventa essenziale per la produzione ad alto volume in cui piccole variazioni possono accumularsi in significativi problemi di qualità.
I sistemi di misurazione ottica offrono una rapida verifica dell'angolo di spoglia per gli ambienti di produzione. Questi sistemi senza contatto possono misurare gli angoli di spoglia su intere superfici della parte, identificando variazioni che potrebbero indicare usura degli utensili o deriva del processo. L'implementazione di tali sistemi in genere riduce i tempi di ispezione del 40-60% rispetto ai metodi di contatto tradizionali.
Il controllo statistico del processo (SPC) applicato alle misurazioni dell'angolo di spoglia fornisce un avviso precoce del degrado degli utensili. Il tracciamento delle variazioni dell'angolo di spoglia nel tempo rivela modelli che prevedono quando la manutenzione o la sostituzione degli utensili diventa necessaria. Questo approccio proattivo può prevenire problemi di qualità e ridurre significativamente i tassi di scarto.
Per le applicazioni che richiedono assemblaggi a tenuta stagna, angoli di spoglia adeguati funzionano in combinazione con processi di impregnazione sottovuoto per garantire prestazioni di tenuta ottimali. L'integrità superficiale ottenuta attraverso una corretta progettazione della spoglia migliora l'efficacia delle successive operazioni di tenuta.
Integrazione con la produzione moderna
I flussi di lavoro di produzione digitale ora incorporano l'ottimizzazione dell'angolo di spoglia come controllo di progettazione automatizzato. I sistemi di progettazione basati sull'intelligenza artificiale possono analizzare geometrie complesse e raccomandare angoli di spoglia ottimali in base alla selezione del materiale, al processo di fusione e ai requisiti di qualità. Questi sistemi riducono i tempi di iterazione della progettazione migliorando al contempo le previsioni di producibilità.
La produzione additiva di modelli di fusione consente implementazioni di angoli di spoglia più complesse che sarebbero difficili o impossibili con le tradizionali tecniche di realizzazione di modelli. I modelli stampati in 3D possono incorporare angoli di spoglia variabili e geometrie complesse mantenendo la precisione dimensionale. Questa capacità apre nuove possibilità per l'ottimizzazione della progettazione delle parti senza i tradizionali vincoli di produzione.
L'integrazione dei processi di fusione con metodi di produzione complementari come servizi di fabbricazione di lamiere richiede un'attenta considerazione degli angoli di spoglia negli assemblaggi ibridi. I componenti che verranno saldati o uniti a parti fuse necessitano di angoli di spoglia compatibili per garantire una corretta vestibilità e finitura nell'assemblaggio finale.
Le implementazioni di Industry 4.0 tengono traccia delle prestazioni dell'angolo di spoglia durante l'intero ciclo di vita del prodotto, dalla progettazione alla produzione e all'assistenza sul campo. Questa raccolta completa di dati consente un miglioramento continuo nelle specifiche dell'angolo di spoglia e nei processi di produzione. L'ottimizzazione risultante può migliorare la qualità delle parti riducendo al contempo i costi di produzione in tutti i nostri servizi di produzione.
Domande frequenti
Qual è l'angolo di spoglia minimo per le pressofusioni di alluminio?
Le pressofusioni di alluminio richiedono in genere angoli di spoglia minimi di 0,5° per le superfici esterne e 0,75° per le caratteristiche interne. Questi valori si applicano alle leghe standard A380 e A356 con thicknesses delle pareti superiori a 2 mm. Pareti più sottili o geometrie complesse possono richiedere angoli di spoglia aumentati fino a 1,5°.
In che modo la finitura superficiale influisce sui requisiti dell'angolo di spoglia?
La finitura superficiale influisce direttamente sui requisiti di spoglia attraverso l'adesione stampo-parte. Le superfici più lisce (Ra< 3,2 μm) aumentano la superficie di contatto e richiedono angoli di spoglia più ripidi, aggiungendo in genere 0,2-0,3° ai requisiti standard. Le superfici strutturate potrebbero necessitare di 0,25-0,5° aggiuntivi a seconda della profondità e della direzione della texture.
Gli angoli di spoglia possono essere eliminati completamente attraverso la lavorazione post-fusione?
Sebbene la lavorazione possa eliminare la necessità di angoli di spoglia sulle superfici finite, il processo di fusione richiede comunque la spoglia per un rilascio riuscito dello stampo. La progettazione strategica posiziona le superfici lavorate su dimensioni critiche mantenendo al contempo un'adeguata spoglia sulle superfici rimanenti per una produzione economicamente vantaggiosa.
Quali angoli di spoglia sono richiesti per i processi di microfusione?
La microfusione consente gli angoli di spoglia più piccoli, in genere 0,25-1,0° per le superfici esterne e 0,5-1,5° per le caratteristiche interne. Il processo a guscio ceramico e la rimozione del modello in cera consentono queste tolleranze strette, rendendo la microfusione ideale per applicazioni quasi a forma di rete.
Come si calcolano gli angoli di spoglia per cavità e tasche profonde?
Le cavità profonde richiedono angoli di spoglia aumentati per superare le maggiori forze di espulsione. Applicare un aumento di 0,1° per ogni 25 mm di profondità oltre i 50 mm iniziali. Ad esempio, una tasca profonda 100 mm richiederebbe 0,2° aggiuntivi oltre l'angolo di spoglia standard per quel processo di fusione.
Diverse leghe di alluminio richiedono angoli di spoglia diversi?
Sì, la composizione della lega di alluminio influisce sui requisiti di spoglia attraverso diversi tassi di ritiro e caratteristiche di adesione allo stampo. A356-T6 consente angoli minimi grazie all'eccellente stabilità dimensionale, mentre le leghe con un contenuto di silicio più elevato possono richiedere angoli di spoglia leggermente aumentati a causa di diversi comportamenti di ritiro.
Cosa succede se gli angoli di spoglia sono insufficienti durante la produzione?
Angoli di spoglia insufficienti causano difetti di fusione tra cui strappi superficiali, distorsioni dimensionali, aumento dei tempi di ciclo e usura prematura degli utensili. Nei casi più gravi, le parti potrebbero essere impossibili da rimuovere dagli stampi senza danni, con conseguenti tassi di scarto del 100% fino al completamento delle modifiche agli utensili.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece